SPHC钢板卷边裂原因分析

第32卷第4期2010年8月
山东冶金
Shandong Metallurgy
Vol.32No.4August 2010
摘要:利用金相和扫描电镜等分析手段,对SPHC 钢出现边裂的板卷进行了分析。结果表明,铸坯的加热不当造成铸坯过
热、过烧,使边部晶粒异常长大,并且局部晶界产生缩孔是导致边裂的主要原因,铸坯近表层的夹杂物富集,促进了轧制过程中裂纹的扩展,造成严重边裂。建议轧制过程中加强对坯料加热制度的管理,避免铸坯过热、过烧。关键词:SPHC 热轧板卷;边裂;过烧;夹杂物图分类:TG335.11
文献标识码:A
文章编号:1004-4620(2010)04-0031-03
1前言
某热轧厂生产的SPHC 板卷出现边部裂纹,造成了很大损失。本研究对生产中出现的SPHC 边裂问题进行试验、分析,对缺陷的形成机理及原因进行探讨,以期为问题的解决提供依据。
2检验设备与方法
用砂轮切割机从钢板缺陷部位截取两块试样,一块经研磨和抛光处理后,用4%硝酸酒精溶液腐蚀,在LEICA 正置式光学显微镜上观察显微组织;另一块经超声清洗后,在FEI X30扫描电子显微镜上进行形貌分析,并利用EDX 分析技术对缺陷部位化学成分进行了检测分析。
3检验结果与分析
3.1边裂宏观形貌及工艺参数
边裂轻的,在SPHC 卷板某一单圈出现;严重的,在边部全长范围内均出现。距边裂部位10~15mm 内伴随有细小纵裂和舌状裂纹。根据出现边裂的炉号,对炼钢工艺进行了检查,发现出现边裂的炉号冶炼成分正常,均为恒速拉钢,结晶器液面波动在±3mm 以内,没有明显的异常。分析加热时间,发现板坯加热时间与板卷是否出现裂纹无明显联系,部分炉号的前、中、后位置均有裂纹情况。3.2断口及纵裂分析
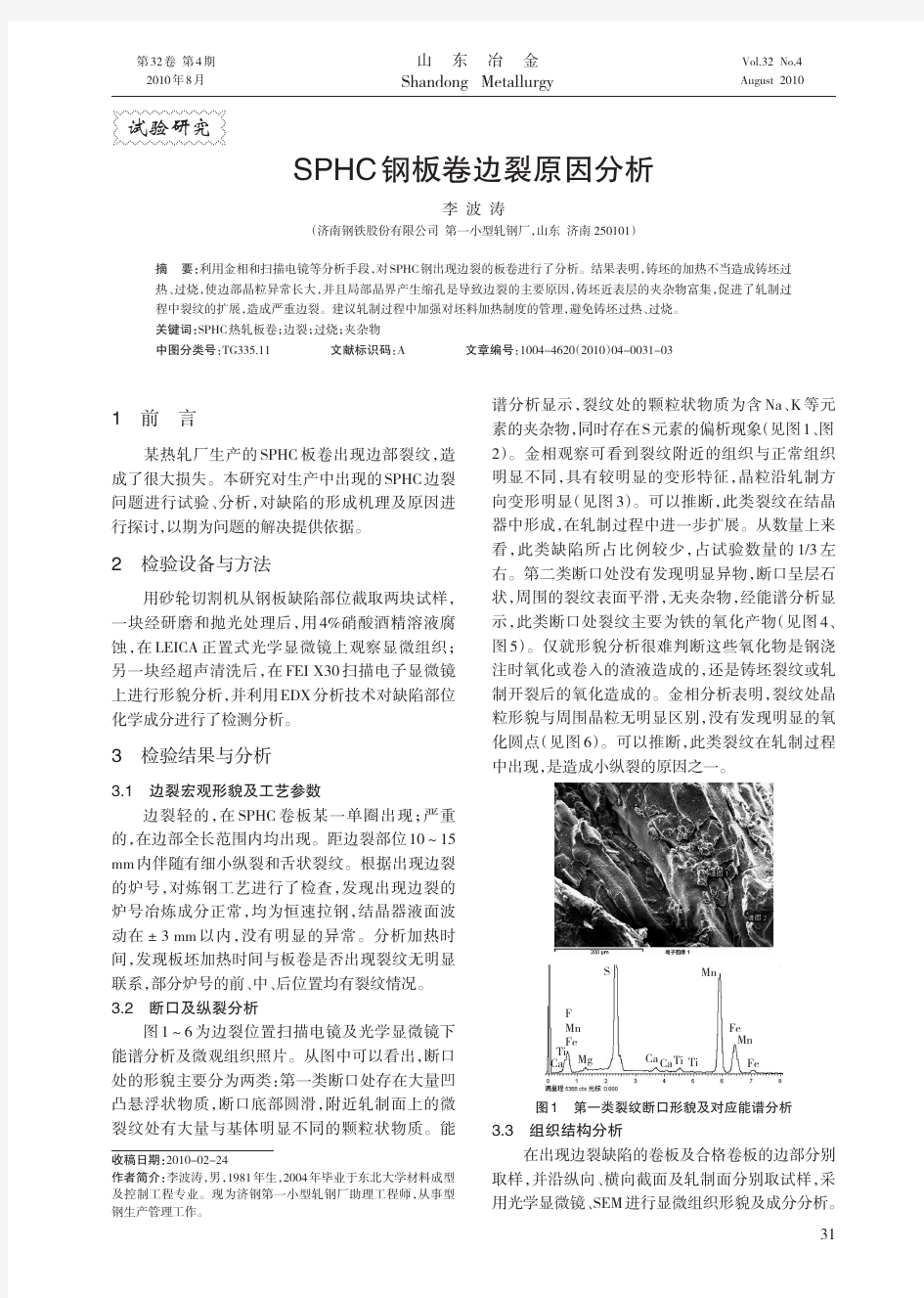
图1~6为边裂位置扫描电镜及光学显微镜下能谱分析及微观组织照片。从图中可以看出,断口处的形貌主要分为两类:第一类断口处存在大量凹凸悬浮状物质,断口底部圆滑,附近轧制面上的微裂纹处有大量与基体明显不同的颗粒状物质。能
谱分析显示,裂纹处的颗粒状物质为含Na、K 等元素的夹杂物,同时存在S 元素的偏析现象(见图1、图2)。金相观察可看到裂纹附近的组织与正常组织明显不同,具有较明显的变形特征,晶粒沿轧制方向变形明显(见图3)。可以推断,此类裂纹在结晶器中形成,在轧制过程中进一步扩展。从数量上来看,此类缺陷所占比例较少,占试验数量的1/3左右。第二类断口处没有发现明显异物,断口呈层石状,周围的裂纹表面平滑,无夹杂物,经能谱分析显示,此类断口处裂纹主要为铁的氧化产物(见图4、图5)。仅就形貌分析很难判断这些氧化物是钢浇注时氧化或卷入的渣液造成的,还是铸坯裂纹或轧制开裂后的氧化造成的。金相分析表明,裂纹处晶粒形貌与周围晶粒无明显区别,没有发现明显的氧化圆点(见图6)。可以推断,此类裂纹在轧制过程中出现,
是造成小纵裂的原因之一。
F Mn Fe Ti
Ca Mg
Ca Ca Ti Ti
S
Mn
Fe Mn
Fe
图1第一类裂纹断口形貌及对应能谱分析
3.3组织结构分析
在出现边裂缺陷的卷板及合格卷板的边部分别取样,并沿纵向、横向截面及轧制面分别取试样,采用光学显微镜、SEM 进行显微组织形貌及成分分析。
SPHC 钢板卷边裂原因分析
李波涛
(济南钢铁股份有限公司第一小型轧钢厂,山东济南250101)
收稿日期:2010-02-24
作者简介:李波涛,男,1981年生,2004年毕业于东北大学材料成型及控制工程专业。现为济钢第一小型轧钢厂助理工程师,从事型钢生产管理工作。
31
山东冶金2010年8月第32卷
图7为沿横向截面厚度方向的近表面金相组织。从图中可以看出,出现边裂的卷板上下表面均出现晶粒粗大层,深度超过200μm,晶粒粗大层与
细化层边界清晰可见(见图7a、图7b )。合格卷板上下表面晶粒均非常均匀,表面及中心处组织无明显差异(见图7c )。
图4
第二类裂纹断口形貌及对应能谱分析
Mg Ca
Fe
K
Cl Si O
Ca C
K
图2第一类裂纹轧制面形貌及对应能谱分析图3
第一类裂纹处金相组织
Fe
Fe
Fe
O Fe 图5第二类裂纹轧制面形貌及对应能谱分析图6
第二类裂纹处金相组织
Fe
Fe
Fe
O a 边裂卷板上表面b 边裂卷板下表面c 合格卷板
图7卷板横向截面厚度方向金相组织
图8为卷板边部纵向截面的金相组织。从图中可以发现,边裂卷板边部均出现了晶粒异常情况,有明显的混晶现象,经测量混晶层距边部距离最大超过20mm (见图8a );合格板卷边部组织无明显晶粒异常(见图8b )。通过查对加热工艺发现,出现边裂缺陷的板卷加热时间正常,出现晶粒异常应为局部过热,导致奥氏体晶粒异常长大造成。
图9为出现边裂缺陷板卷轧制面边部的SEM 图片。从图9a 可以看出,边裂卷板组织内部有很多缩
孔;图9b 为缩孔局部放大,
缩孔实际为熔融的晶界,
a 边裂卷板
b 合格卷板
图8卷板边部纵向截面金相组织
32
是明显的过烧现象。从生产参数看,加热时间正常,过烧行为应是加热过程中钢板局部温度过高
所致。
a 缺陷部位晶粒
b 熔融晶界
图9边裂卷板轧制面边部的SEM 形貌
加热不均、过热及过烧在轧制过程中都极易引起产品性能变差,造成裂纹;炉内气氛的变动易导致加热板坯内外温度不均匀,轧制时出现延伸不均,使轧件产生应力,造成裂纹;而加热温度过高或在高温段停留时间过长会引起晶粒过度长大,造成晶粒间的结合力减弱,韧性降低,在轧制时产生裂
纹。板坯的棱角部分由于热应力集中,容易发生过烧现象,导致晶界氧化或融化,在轧制时首先发生沿晶开裂,晶粒碎裂或崩裂。
在边裂的形成中,主要分成两种情况:一类是由于加热不均造成铸坯的过热、过烧现象,在轧制过程中形成了裂纹,过热和过烧现象首先发生在铸坯的外表层,造成外表晶粒明显粗大,当部分晶粒出现熔化缩孔,甚至晶界氧化时,就属于严重过烧现象[1-3];另一类是铸坯原始裂纹,此类缺陷一般在
裂纹处有夹杂,如大量的氧化物、硅酸盐夹杂等。在大量出现边裂缺陷的卷板上,裂纹周围存在细小条带状夹杂物(见图10),在轧制过程中形成细条状裂纹,这些裂纹与外界连通后,钢的基体进一步被氧化,使裂纹扩大,所以裂纹中就形成了氧化铁为主的夹杂[4]。图11为一纵贯全视场的裂纹,裂纹沿晶界和内部夹杂扩展,此类裂纹经多道次的轧制,与其他裂纹连在一起,就形成了边裂缺陷。
图10裂纹附近的条带状夹杂物形貌及能谱分析图11
沿夹杂物及晶界扩展的裂纹形貌
O Si Ca
Fe
K
Mg Fe Al
Ca
K
4结论及建议
4.1
从生产现场的参数来看,出现边裂部分SPHC 板卷熔炼成分、连铸参数均正常,加热时间无明显过长行为,出现裂纹的板卷与轧制顺序无明显联系。4.2
SPHC 板卷边裂主要分为两类,一类在裂纹处存在夹杂,为铸坯中存在的原始裂纹;另一类裂纹沿晶界延伸,裂纹处主要为Fe 的高温氧化物,在轧制过程出现微裂纹。4.3
从金相组织看,铸坯的加热不当造成铸坯的过热、过烧,使边部晶粒异常长大,并且局部晶界产生缩孔是导致边裂的主要原因,铸坯近表层的夹杂物
富集,促进了轧制过程中边部裂纹的扩展,多裂纹扩展连接,造成了边裂缺陷。4.4
建议轧钢生产过程中加强对铸坯加热制度的管理,避免铸坯过热、过烧,对加热制度、轧制工艺进行优化改进,是避免边裂的关键。
参考文献:
[1]张菊水.钢的过热与过烧[M ].上海:上海科学技术出版社,1984.[2]王宏霞.低碳钢过热过烧温度的确定[J ].中国重型装备,2008
(1):34-36,48.
[3]陈伟,苏鹤洲.昆钢热轧板卷边裂成因分析及控制[J ].连铸,
2008(3):105-108.
[4]焦国华,吴光亮,孙彦辉,等.CSP 热轧板卷边部裂纹成因及控
制[J ].钢铁,2006(6):27-31.
Causes Analysis of Edge Crack Defect on SPHC Hot-rolled Strip
LI Bo-tao
(The No.1Small Section Rolling Plant of Jinan Iron and Steel Co.,Ltd.,Jinan 250101,China )
Abstract:This article examined severe edge crack strips of SPHC steel by means of metallographic analysis and scanning electron microscope etc.The results showed that main causations of the edge cracks are as furrows:improper heating made the slab overheating and burnt,then caused the surface grain abnormal growth and brought contraction cavity in local grain boundary;inclusions aggregation nearby surface of the slab accelerated the crack propagation.The author suggested strengthening the management for the heating system of slabs to avoid the slab overheating and burnt.Key words:SPHC hot-rolled strip coil;edge cracks;burnt;inclusion
SPHC 钢板卷边裂原因分析李波涛2010年第4期
33
SPHC钢板卷边裂原因分析
作者:李波涛, LI Bo-tao
作者单位:济南钢铁股份有限公司第一小型轧钢厂,山东,济南,250101
刊名:
山东冶金
英文刊名:SHANDONG METALLURGY
年,卷(期):2010,32(4)
被引用次数:1次
参考文献(4条)
1.张菊水钢的过热与过烧 1984
2.王宏霞低碳钢过热过烧温度的确定[期刊论文]-中国重型装备 2008(01)
3.陈伟;苏鹤洲昆钢热轧板卷边裂成因分析及控制[期刊论文]-连铸 2008(03)
4.焦国华;吴光亮;孙彦辉CSP热轧板卷边部裂纹成因及控制[期刊论文]-钢铁 2006(06)
本文读者也读过(10条)
1.陈伟.苏鹤洲.Chen Wei.Su Hezhou热轧板卷边裂成因浅析及控制[期刊论文]-钢铁钒钛2008,29(2)
2.吴菊环.左军.何其平热轧板边裂原因分析及改进措施[期刊论文]-连铸2002(3)
3.王健.田秀刚.房锦超.王卫东.Wang Jian.Tian Xiugang.Fang Jinchao.Wang Weidong SPHC冷轧板带边裂原因分析[期刊论文]-河北冶金2011(10)
4.赵琼热轧带钢边裂原因分析[期刊论文]-理化检验-物理分册2004,40(12)
5.齐喜爱.沈鹏杰.QI Xi-ai.SHEN Peng-jie冷轧产品边裂成因分析及控制[期刊论文]-金属材料与冶金工程2010,38(4)
6.张彬.ZHANG Bin热轧板边裂缺陷成因分析及对策[期刊论文]-山西冶金2010,33(4)
7.陈伟.苏鹤洲.CHEN Wei.SU He-zhou昆钢热轧板卷边裂成因分析及控制[期刊论文]-云南冶金2007,36(2)
8.刘爱平.张玉文.张红娟.李国强.田玉鑫.Liu Aiping.Zhang Yuwen.Zhang Hongjuan.Li Guoqiang.Tian Yuxin改善SPHC热轧卷板力学性能的实践[期刊论文]-河北冶金2009(4)
9.吴菊环热轧板边裂原因分析及改进措施[期刊论文]-四川冶金2002,24(3)
10.王洪彬.Wang Hongbin含Nb热轧宽带钢边裂原因分析与控制[期刊论文]-冶金设备2009(z1)
引证文献(1条)
1.王健.田秀刚.房锦超.王卫东SPHC冷轧板带边裂原因分析[期刊论文]-河北冶金 2011(10)
本文链接:https://www.360docs.net/doc/6010107310.html,/Periodical_sdyj201004013.aspx
齿轮断裂原因分析
齿轮轴断齿原因分析 概况描述:生产上的齿轮轴在使用两个星期后,突然发生断齿,给生产造成了很大的损失。为了弄清楚产生断裂的原因, 1、化学成份分析 C Si Mn S P Cr Mo Al 大0.39 0.31 0.52 0.002 0.06 1.5 0.17 0.85 小0.15 0.25 0.55 0.016 0.013 0.75 0.15 从成份上看,大有材料为38CrMoAl,小的材料为20CrMnMo 2、宏观形貌 大:断口处晶粒粗大稍发亮,为脆性断裂。小:断口处晶粒细小,瓷性灰色断口,为韧性断裂。(如图示)
3、金相组织分析 (1)大的金相组织 100X 40X 0.30m m
200X 齿轮表面的渗氮层厚:0.30mm,渗层组织不均匀,渗层硬度801HV1,表面有数条垂直于表面的微裂纹,裂纹周围组织无脱碳,裂纹长度稍长于渗层。 200X 断裂处的显微组织形貌 200X 中心组织:回火索氏体加屈氏体加条状及半网状铁素体。
(2)小的金相组织 200X 40X 渗层深1.5mm 齿轮渗碳层厚1.5mm,有效硬化层厚0.8mm,表面有数条细小的裂纹沿晶向里延伸,渗层硬度637HV1。 200X 表面渗碳和过渡区组织,表面为高碳马氏体和细小的颗粒状碳化物,
往里为马氏体组织。500X 中心组织:低碳板条马氏体组织。 4、原因分析 (1)大的材料为氮化钢,小的材料为渗碳钢,符合材料的牌号。(2)从金相组织上分析 大的心部组织为回火索氏体加屈氏体加条状、半网状的铁素体,为非正常的调质组织,这是因为淬火时,由于加热温度太低或保温时间太短,使铁素体未能完全溶解,经过淬火、回火后,仍存在于基体中。调质后出现这种组织,属于不良的显微组织。齿轮表面有数条微小的细裂纹,这些裂纹的产生是氮化时,由于氮在铁素体中的扩散速度较大,氮化后铁素体中的氮浓度较高,易形成须状氮化物从而从使氮化层脆性较大。因此渗层组织不均匀(?),致使在使用过程中齿根部受到拉应力的作用而导致脆性断裂。 小的渗碳淬火后心部组织为粗大(?)的板条马氏体组织,综合性能比较好,(为热处理过程中温度失控?),渗碳后表面的碳含量很高,在淬火过程中由于应力过大(是有可能)产生裂纹或微裂纹。出现在粗针马氏体针叶上,与马氏体的惯析面成一定的角度,且相互平行。这种淬火后出现的小裂纹在没有及时回火的情况下,就没法弥补,使疲劳强度和使用寿命降低。表面的这些微小的细裂纹的缺陷的存在致使齿轮在使用的过程中受到拉应力的作用而导致断裂。 5、结论 大:预处理组织不合格导致后序的氮化处理过程中组织应力的作用而产生的裂纹是崩齿的主要原因。
高层住宅建筑工程施工现场管理组织机构
高层住宅建筑工程施工现场管理组织机构 1.项目部的组成 项目部组建:项目经理和技术负责人由具有丰富施工经验的工程师担任。项目部下设生产计划组、施工技术组、质量检查组、安全检查组、治安后勤组、材料设备组,在项目经理统一指挥下负责工程的全面管理工作。 项目部组织机构图如下: 2.项目部各岗位的职责 项目经理 负责按照投标书及合同中确定的工期、质量、成本控制、安全文明施工等各项管理目标,按照GB/T19001:2000质量管理标准的要求,组织工程全过程的具体实施。 项目技术负责人 协助项目经理工作,分管施工技术、质量监测工作,对工程实施过程的关键工序进行指导,制定详细的施工方案,并按施工方案、规程及设计图纸要求,牵头组织各工序的技
术交底、质量检测工作,实现质量目标。 测量员、施工员 负责项目全过程实施的具体管理工作,组织施工现场施工调度、技术管理、施工测量。 质检员、安全员 负责检查和管理施工现场的质量、安全生产、防火及文明施工工作。 材料员 按照国家规范及施工设计图纸、施工计划要要求,编制材料设备物资供应计划,负责组织材料机械设备物资的采购和进场,并搞好现场设备的管理和调拨工作。 机电、设备管理员 负责机械、设备、机具的维护、计划调度、管理,对电工、机械工、操作工的管理教育。 资料员 负责在施工过程中,与建设单位、监理单位和设计单位之间的资料收发,并做好工程资料和验收的收集、整理、归
档工作等。 3.项目现场管理制度 (1)项目计划、进度管理 签定项目合同后,项目责任人依据合同填写《工程项目概况表》在工程部建立项目档案;工程部指派项目监督员或者成立项目班子。 项目责任人组织人员编制《施工组织设计》、分解进度目标,以分解后的进度目标与各施工班组签定目标责任书,确保总进度目标实现;落实材料进场计划、项目人员进场计划。 施工期间,作好施工日记、材料进场记录、自检记录、隐蔽记录、进度记录等按期向工程部汇报。 因图纸变化等客观原因影响工程进度必须想办法办理合同变更或者现场签证。 工程计划执行过程,如发现未能按期完成工程计划,必须及时检查分析原因,立即调整计划和采取补救措施,以保证工程施工总进度计划的实现。 严格管理,提高施工队伍精神面貌、专业素质,做到令
热轧带钢轧辊破坏原因分析
热轧带钢轧辊破坏原因分析 轧辊包括工作辊和支承辊,是轧机的关键零件之一,装在轧机牌坊窗口当中。在热轧带钢生产中,轧辊的消耗量很大,尤其是工作辊,它始终与红热钢坯直接接触。因此,找出轧辊的损坏原因并做出相应的解决措施,提高轧辊寿命,降低辊耗,是轧机制造商和用户都十分关注的问题。在实际生产过程中,轧辊的破坏形式主要有轧辊磨损、轧辊裂纹、轧辊剥落及轧辊断裂等。 轧辊磨损 轧辊磨损与其他磨损在形成机理上相同。从摩擦学角度来讲,可理解为轧辊宏观和微观尺寸的变化。一般讨论的轧辊磨损,包括宏观磨损和微观磨损,具体表现为轧辊直径的缩小。然而,轧辊磨损在几何和物理条件上与一般磨损又有差别,如轧辊上的某点与轧件周期性接触;轧件上的氧化铁皮作为磨粒进入辊缝;冷却液和润滑液的作用以及热的影响等。因此,在实际工作条件下轧辊磨损的因素很复杂,根据其产生的原因可分为以下几种: (1)机械磨损或摩擦磨损。工作辊与轧件及支撑辊表面相互作用引起的摩擦形成的磨损。 (2)化学磨损。辊面与周围其他介质相互作用,造成表面膜的形成与破坏的结果。 (3)热磨损。在工作状态下,轧辊因高温作用其表面层温度剧烈变化引起的磨损。 1 工作辊磨损 工作辊磨损主要是由工作辊与轧件及工作辊与支撑辊之间的相互摩擦引起的,这种摩擦包括滑动摩擦和滚动摩擦,其磨损主要发生在与轧件相接触的部位。 在生产过程中,由于带钢在轧机间形成活套,以致增大了带钢对上辊的包角,增加了接触面积的压力;带钢上表面再生氧化铁皮的滞留也增加了上辊的磨损,因此,上辊比下辊的磨损量大。由于传动端与电机连接,因振动之故,传动侧的磨损量比换辊侧的大。 2 支承辊磨损 支撑辊磨损主要是与工作辊的相对滑动和滚动造成的。工作辊表面的炭化物颗粒将支撑辊表面的金属微粒磨削下来,使支撑辊产生磨损。其磨损量的大小与轧辊的材质、表面硬度及光洁度、辊间压力横向分布、相对滑动量和滚动距离等因素有关。 实践证明,由于夹带大量氧化铁皮的冷却水作用在辊面,致使下支撑辊工况条件差,从而加速了轧辊的磨损。另外,支承辊的磨损也与上、下支撑辊的辊面硬度有关。 轧辊裂纹 由于多次温度循环产生的热应力造成轧辊逐渐破裂,即裂纹,它是发生在轧辊表面薄层的一种微表面现象。轧制时,轧辊受冷热交替变化剧烈,从而在轧辊表面产生严重应变,逐
植入患者体内的钢板断裂,医院的赔偿责任
植入患者体内的钢板断裂,医院的赔偿责任 案例: 陈某于2011年12月28日因摔伤致左上臂肿痛、畸形就诊于A 医院处,诊断其为左肱骨中下段粉碎性骨折,全身多发性外伤,行切复内固定术+人工骨折植入术。病例显示:A医院为陈某左侧肱骨干骨折使用的金属接骨板为无锡市某医疗器械有限公司生产,规格为8孔。陈某于2012年1月14日出院,复查X线片示左肱骨骨折术后,对位对线良好。病例记载“术后两月之间复查显示内固定位置良好,后一直未予复查”。2013年6月12日陈某因“左侧肱骨骨干骨折术后内固定断裂”就诊于安徽省立医院,2013年6月13日X线片提示左肱骨中段陈旧性骨折,内固定10孔钢板在位,钢板断裂,左肱骨骨干骨折术后骨不连。2013年6月28日,陈某出院,共计花费医疗费31083.05元。 2014年5月22日,安徽某司法鉴定所作出医学鉴定意见:患者陈某左肱骨骨折内固定钢板断裂,与A医院医疗行为有关,为患者陈某使用内固定钢板无合格证,使用医疗器械存在缺陷,A医院医疗行为违法相关规定,存在医疗过错;2015年1月28日,经某司法鉴定中心重新鉴定,作出医学鉴定意见:难以排除A医院在为陈某的诊疗过程中,采用内固定不确切,未进行有效的内固定,履行注意义务不充分,未尽到与其医疗水平相应的诊疗义务,其诊疗行为存在过错。该诊疗过程行为与陈某左侧肱骨干骨折术后骨不连,内固定断裂的损
害后果之间存在因果关系,参与度建议在56%—70%之间为宜;A医院的病例记载与实际情况不符,存在过错。2015年6月10日,经鉴定:被鉴定人陈某因摔伤致左肱骨中段骨折,现遗有左肩、左肘关节活动受限,造成左上肢功能丧失程度达百分之十以上,属X(十)级伤残。 律师分析: A医院在治疗过程中,不但要保证自身诊疗行为没有过错,还要证明其提供的医疗器械不存在质量缺陷。而是否属于缺陷产品,不仅取决于产品是否符号国家标准、行业标准等强制性规定,还要看是否存在潜在的不合格危险。本案中,A医院提供的钢板在植入陈某体内发生断裂,使用期限远未达到A医院医院在出院遗嘱上载明的时间,且A医院提供的钢板合格证标明的是八孔而植入陈某体内的钢板是十孔,两者不符,A医院显然存在过错。作为植入患者体内的钢板,其质量要求远要高于其他产品的质量安全要求。 A医院未提供因陈某自己过错而造成钢板断裂的相关证据,应视为其提供的钢板质量存在质量缺陷,依法应承担相应的赔偿责任。医学鉴定意见书认定:A医院诊疗过错行为与陈某左侧肱骨干骨折术后骨不连,内固定断裂的损害后果之间存在因果关系,参与度建议在56%—70%之间为宜。根据鉴定意见及本案查明的事实,法院可以酌定医疗过错行为与陈某损害后果之参与度。并计算陈某因医疗损害的各项损失,根据确定的医疗过错行为与陈某损害后果之参与度,判定
齿轮断裂原因分析
概况描述:生产上的齿轮轴在使用两个星期后,突然发生断齿,给生产造成了很大的损失。为了弄清楚产生断裂的原因, 1、化学成份分析 从成份上看,大有材料为38 Cr Mo Al ,小的材料为20 Cr MnMo 2、宏观形貌 大:断口处晶粒粗大稍发亮,为脆性断裂。小:断口处晶粒细小,瓷性灰色断口,为韧性断裂。(如图示) 3、金相组织分析 (1)大的金相组织 100X 40X 200X 齿轮表面的渗氮层厚:0.30mm ,渗层硬度801HV 1,表面有数条垂直于表面的微裂纹,裂纹周围组织无脱碳,裂纹长度稍长于渗层。 200X 断裂处的显微组织形貌
200X 中心组织:回火索氏体加屈氏体加条状及半网状铁素体。 (2)小的金相组织 200X 40X 齿轮渗碳层厚1.5 mm,有效硬化层厚0.8 mm,表面有数条细小的裂纹沿晶向里延伸,渗层硬度637HV1。 200X 表面渗碳和过渡区组织,表面为高碳马氏体和细小的颗粒状碳化物,往里为马氏体组织。500X 中心组织:低碳板条马氏体组织。 4、原因分析 (1)大的材料为氮化钢,小的材料为渗碳钢,符合材料的牌号。(2)从金相组织上分析 大的心部组织为回火索氏体加屈氏体加条状、半网状的铁素体,为非正常的调质组织,这是因为淬火时,由于加热温度太低或保温时间太短,使铁素体未能完全溶解,经过淬火、回火后,仍存在于基体中。调质后出现这种组织,属于不良的显微组织。齿轮表面有数条微小的细裂纹,这些裂纹的产生是氮化时,由于氮在铁素体中的扩散速度较大,氮化后铁素体中的氮浓度较高,易形成须状氮化物从而从使氮化层脆性较大。因此渗层组织不均匀(?),致使在使用过程中齿根部受到拉应力的作用而导致脆性断裂。
石油钻采设备用阀杆断裂失效分析_刘国永
櫡櫡櫡櫡櫡櫡櫡櫡 测试与分析櫡櫡櫡櫡櫡櫡櫡櫡 收稿日期:2014-07-17 基金项目:本项目研究得到上海市科学技术委员会的资助,资助课题编号为12DZ2291700。 作者简介:刘国永(1985-),男,河北人,助理工程师,主要从事失效分析及金属材料理化检测工作。联系电 话:021-********?744,E-mail :lgy040005@163.com 石油钻采设备用阀杆断裂失效分析 刘国永 1,2 (1.上海市机械制造工艺研究所有限公司,上海 200070;2.上海金属材料改性技术研究中心,上海200070) 摘 要:石油钻采设备中的1Cr13阀杆在使用过程中出现卡死、断裂现象。对阀杆的断口及螺纹卡死区域进行了宏观、微观及化学成分分析。结果表明,阀杆的化学成分基本符合要求,阀杆断裂与其强度 不高及局部严重腐蚀有关。 关键词:阀杆;断裂;腐蚀中图分类号:TG115.2文献标识码:A 文章编号:1008-1690(2014)05-0077-04 Analysis on Fracture of Valve Stem of Oil Drilling Equipment LIU Guoyong (1.Shanghai Institute of Machine Building Technology Co.,Ltd.,Shanghai 200070,China ;2.Shanghai Engineering Research Center of Metal Materials Modification ,Shanghai 200070,China ) Abstract :1Cr13steel valve stem of oil drilling equipment deadlocked and fractured in service.The fracture of valve stem and the deadlock zone of thread were subjected to macroscopic ,microscopic and chemical composition analysises.The results show that the chemical composition of valve stem come up to the standard on the whole ,and that the fracture of valve stem arises from its insufficient strength and being locally seriously corroed.Key words :valve stem ;fracture ;corrosion 某厂生产的石油钻采系统用阀杆的闸阀装配情况如图1所示。阀杆最大外径约31.8mm ,总长为325mm ,材质为1Cr13。阀杆螺纹区域经表面氮碳共渗处理,要求厚度0.01 0.025mm ,表面硬度≥900HV 。该阀杆在使用过程中卡死,并在外力扭转下出现断裂。本文通过系统的理化检测分析了阀杆的断裂原因。 1宏观分析 阀杆断裂位置如图1所示。可见断裂发生于阀 杆氮碳共渗部位截面突变区域的根部,阀杆近断口区域表面基本呈黑色,并可见局部有黄褐色的锈蚀状斑点。阀杆近端部配有一直径约12.4mm 的销轴,为阀杆的安全销,销轴一方面与杆套起到连接作用,另一方面在阀杆卡死、过载时其会优先断裂,而断裂阀杆的销轴并未出现断裂现象。 阀杆断口宏观形貌如图2所示,断口直径约24mm ,基本呈横向分布。断面近边缘环周内可见 多个小块状塑变平滑区,呈棘轮状分布,拟为切应力下多源启动的切断所致;断面心部区域较粗糙,可见有扭转流变的条纹分布,断口中心沿扭转方向呈向上凸起状,拟为扭转断裂后期瞬间正应力作用所致。断口整体呈过载性扭转断裂特征,近边缘拟为起始区,心部为终断区。断口附近阀杆表面可见多处黄褐色锈蚀斑区分布,表明阀杆曾受腐蚀性介质影响 。 图1闸阀装配情况及阀杆断裂位置 Fig.1 The gate valve assembly and break point of the valve stem
房屋建筑工程项目管理
前言 编制项目管理手册,是为了使项目施工现场的管理更加有序、高效,是各项目办现场日常管理的工作指引。为达到高质量、高标准按期完成项目建设,打造精品工程,使参建各方获得相应利益的目标而服务。为了项目总目标的达成,我们必须用科学化、规范化、标准化的管理方式开展项目管理。 首先从项目办内部管理做起,加强对建筑规范的系统学习和研究,养成学规范、用规范的良好习惯,按规范行使职责,坚持“谁分管、谁负责;谁检查,谁负责;谁签字,谁负责”的原则。有序整合后再落实到对各施工单位的管理中,这种管理模式可称为一体化项目管理模式。就是以建设单位为主导,整合监理单位、施工单位等各方的技术资源和人力资源,同时有效保证各参建方的利益,使各方的施工管理水平逐步提升,达到共赢的结果。这就要求参建各方为了共同的目标,统一思想、团结一致,一起努力。 管理制度,最重要的是参建各方坚持不懈的严格执行,并在实践中不断听取各方建议,进行分析、总结、修正与完善。 参建各方现场管理人员作为制度执行的主体,应严格按照管理手册进行管理,共同为项目管理目标的实现而努力。
1、项目办部门职责 1.1 项目前期: (1)、项目现场踏勘,考察选定勘察单位及组织勘察单位进场。 (2)、考察施工单位,给出意见。并参与施工合同起草编制。 (3)、负责编制项目前期施工进度计划,并负责实施。 (4)、组织编制项目前期管理方案,并负责落实。 (5)、配合项目工程前期的报批报建工作。 1.2 项目质量管理: (1)、针对工程特点编制项目管理方案,明确项目办人员岗位职责。 (2)、审核施工组织设计,关键工序、关键部位的专项施工方案。 (3)、负责进场原材料,构配件检验与见证取样、送检。 (4)、负责施工全过程的跟踪检查,控制工序质量。 (5)、负责隐蔽工程的验收,签发砼浇筑令。 (6)、负责质量通病的预防和消除。 (7)、对工程质量情况进行定期检查、记录、分析、总结。 (8)、组织分项、分部工程验收及竣工验收。 1.3 项目现场技术管理: (1)、熟悉掌握施工图纸,参加图纸会审工作。 (2)、负责沟通、协调、解决施工过程中的各种技术问题。
钢丝断裂原因分析
钢丝断裂原因分析
一、夹杂物引起断裂 线材中非金属夹杂物的存在,破坏了组织的连续性,起到了一个显微裂纹的作用。当受到外力作用时,在夹杂物的顶端首先产生附加的应力集中。尤其在原奥氏体晶粒交界处出现的大块状、条状或片状碳化物,这些异常碳化物在材料冷变形时,严重地阻塞了位错的移动,致使该处产生应力集中。当应力集中达到一定大小时便会使碳化物开裂,或在碳化物与基体交界处产生裂纹。当裂纹达到失稳状态尺寸,地瞬时产生断裂。 非金属夹杂物的多少是衡量帘线钢质量高低的一个重要因素。在用SEM对断口进行分析的过程中,经常发现非金属夹杂物。在典型的杯锥状断口上有时候就能发现夹杂物,SEM表明大多为三氧化二铝夹杂或其它高熔点脆性夹杂物。其避免主要是通过精炼,使夹杂物变为塑性低熔点夹杂物。 脆性夹杂物是引起钢丝断裂的重要原因之一,而夹杂物引起断裂分为以下几种形势: 1、夹杂物与钢基体之间界面脱开 拉伸过程中,在夹杂物周围的局部加剧了应力集中;裂纹优先在与拉应力垂直的夹杂物与基体的界面产生并沿着夹杂物与钢基体界面扩展,致使夹杂物与基体界面脱开。 2、夹杂物本身开裂
由于脆性较矮杂物本身具有缺陷,在拉伸过程中,在缺陷处产生严重的应力集中,由于局部应力升高而导致夹杂物本身开裂。; 3、混合开裂 钢中非金属夹杂物的形状、分布是没有规律的,因此夹杂物在钢中引起裂纹也是随机性的,取决于夹杂物的性质、尺寸、形状及分布,对于同类型的夹杂物,由于形状、分布和受力方向不同,往往产生断裂的情况也不尽相同,有时两种断裂方式同时存在,有时两种断裂方式交替进行。4、沿两种不同类型夹杂物的相界开裂 钢中经常出现几种夹杂物相共生在一起的复合夹杂物,由于各类夹杂物之间的力学性能和物理性质不同,相界结合力较弱,在拉应力作用下容易从相界开裂。 二、偏析引起的钢丝断裂 在一定程度上,中心偏析对钢丝拉断的危害必脆性夹杂物。因为偏析在更大程度上影响了钢丝的延伸性,从而使塑性变形不能在存在偏析的地方产生。在钢丝最初的拉拔过程中偏析导致小的裂纹的出现,等进入了最终拉拔时就导致了人字形断口(chevroncracks) 在连铸过程中减少中心偏析的途径有以下几个: 1、中心偏析随着中包过热度的降低而降低,因此中包的钢液温度应该尽可能的低;
阀门泄露原因分析及处理方法大全
阀门常见问题及处理方法大全 阀门泄露的处理方法 在日常生活中,受到环境和各种因素的影响,阀门在使用过程中会出现泄漏的现象。 一、阀体和阀盖的泄漏: 原因: 1.铸铁件铸造质量不高,阀体和阀盖体上有砂眼、松散组织、夹渣等缺陷 2.天冷冻裂; 3.焊接不良,存在着夹渣、未焊接,应力裂纹等缺陷; 4.铸铁阀门被重物撞击后损坏。 维护方法: 1.提高铸造质量,安装前严格按规定进行强度试验; 2.对气温在0°和0°以下的阀门,应进行保温或拌热,停止使用的阀门应排除积水 3.由焊接组成的阀体和阀盖的焊缝,应按有关焊接操作规程进行,焊后还应进行探伤和强度试验; 4.阀门上禁止推放重物,不允许用手锤撞击铸铁和非金属阀门,大口径阀门的安装应有支架。 二、填料处的泄露(阀门的外漏,填料处占的比例为最大) 原因: 1.填料选用不对,不耐介质的腐蚀,不耐阀门高压或真空、高温或低温的使用; 2.填料安装不对,存在着以小代大、螺旋盘绕接头不良、上紧下松等缺陷; 3.填料超过使用期,已老化,丧失弹性 4.阀杆精度不高,有弯曲、腐蚀、磨损等缺陷 5.填料圈数不足,压盖未压紧; 6.压盖、螺栓、和其他部件损坏,使压盖无法压紧; 7.操作不当,用力过猛等; 8.压盖歪斜,压盖与阀杆间空隙过小或过大,致使阀杆磨损,填料损坏。 维护方法: 1.应按工况条件选用填料的材料和型式;
2.按有关规定正确的安装填料,盘根应逐圈安放压紧,接头应成30℃或45℃; 3.使用期过长、老化、损坏的填料应及时更换; 4.阀杆弯曲、磨损后应进矫直、修复,对损坏严重的应及时更换; 5.填料应按规定的圈数安装,压盖应对称均匀地把紧,压套应有5mm以上的预紧间隙;6.损坏的压盖、螺栓及其他部件,应及时修复或更换; 7.应遵守操作规程,除撞击式手轮外,以匀速正常力量操作; 8.应均匀对称拧紧压盖螺栓,压盖与阀杆间隙过小,应适当增大其间隙;压盖与阀杆间隙 过大,应予更换。 三、密封面的泄漏 原因: 1、密封面研磨不平,不能形成密合线; 2、阀杆与关闭件的连接处顶心悬空、不正或磨损; 3、阀杆弯曲或装配不正,使关闭件歪斜或不逢中; 4、密封面材质量选用不当或没有按工况条件选用阀 维护方法: 1、按工况条件正确选用颠垫片的材料和型式; 2、精心调节,平稳操作; 3、应均匀对称地拧螺栓,必要时应使用扭力扳手,预紧力应符合要求,不可过大或小。法兰和螺纹连接处应有一定的预紧间隙; 4、垫片装配应逢中对正,受力均匀,垫片不允许搭接和使用双垫片; 5、静密封面腐蚀、损坏加工、加工质量不高,应进行修理、研磨,进行着色检查,使静密封面符合有关要求; 6、安装垫片时应注意清洁,密封面应用煤油清,垫片不应落地。 四、密封圈连结处的泄漏 原因: 1、密封圈辗压不严
房屋建筑工程管理问题及策略
房屋建筑工程管理问题及策略 负责建筑工程项目管理活动的工作人员的专业素质和相应的管理措施,直接决定工程管理的结果。 随着现代化城市的发展以及城镇建设事业的推进,房屋建筑工程项目遍地开花。房屋建筑工程管理作为房屋建筑工程中的重要组成部分,对施工质量与施工进程均具有极其重要的作用。文章就房屋建筑工程管理中存在的问题进行了探讨,并提出了相应的对策,旨在为业界人士提供一定的参考,提高我国居民房屋建筑事业的质量。 随着城市化进程的深入推进,房屋建筑已经成为了我国建筑工程中的重要组成部分。相关人员应该加强房屋建筑工程的管理力度,以处理在施工过程中出现的一些问题。房屋建筑工程相关管理人员应该在其中积极寻找原因,并且采取积极有效的措施,为居民提供更 ___更放心的生产生活用房。 1.1项目工程管理意识十分淡薄 近几年,我国总体经济水平一直在提高,城市化建设进程也有所加速,建筑工程得到了一个良好的发展机遇。在中国城市化的进程中,房屋建筑行业得到了进一步的发展,并且房屋建筑工程也逐步成为加快我国经济增长速度的助力器之一。为保证房屋建筑工程的
质量和建设增长速度,随之也会出现相关的房屋建筑工程管理相关的工作。基于我国建筑行业较大的规模,我国工程管理的工作人员也有着非常大的发展空间。然而在我国实际建筑工程中,常常不重视建筑工程的管理工作。由于对工程管理工作缺乏正确的认识,部分工程的 ___没有为提高工程的质量和建设效率而采取积极的措施。还有工程单位的 ___者为节约成本,只注重经济建设却不注重建筑工程管理,从而导致了项目在开工之后处于无序化的施工状态,这对于房屋建筑工程的发展十分不利。 1.2设计方案的不完善 设计方案是施工过程中很重要的一部分,关系着施工的可行性,在频发的`建筑工程事故中,因为设计缺陷而导致事故的事情也时有发生。无论是施工单位还是建设单位,在设计阶段都缺乏有效的控制措施,这其中既有管理方法不到位的因素,也有对设计重要性认识不足的原因。施工单位觉得设计图纸由甲方提供,施工单位不需多做,只要按照图纸施工就行,不关心设计图纸的质量,没有起到图纸在审查中的应有的积极作用。施工单位则因施工管理方法和经验不足的问题,无法对设计图纸起到有效的管理作用,给施工的质量安全埋下了重大的隐患。 1.3专业管理人员的素质有待提高
SPHC钢板卷边裂原因分析
第32卷第4期2010年8月 山东冶金 Shandong Metallurgy Vol.32No.4August 2010 摘要:利用金相和扫描电镜等分析手段,对SPHC 钢出现边裂的板卷进行了分析。结果表明,铸坯的加热不当造成铸坯过 热、过烧,使边部晶粒异常长大,并且局部晶界产生缩孔是导致边裂的主要原因,铸坯近表层的夹杂物富集,促进了轧制过程中裂纹的扩展,造成严重边裂。建议轧制过程中加强对坯料加热制度的管理,避免铸坯过热、过烧。关键词:SPHC 热轧板卷;边裂;过烧;夹杂物图分类:TG335.11 文献标识码:A 文章编号:1004-4620(2010)04-0031-03 1前言 某热轧厂生产的SPHC 板卷出现边部裂纹,造成了很大损失。本研究对生产中出现的SPHC 边裂问题进行试验、分析,对缺陷的形成机理及原因进行探讨,以期为问题的解决提供依据。 2检验设备与方法 用砂轮切割机从钢板缺陷部位截取两块试样,一块经研磨和抛光处理后,用4%硝酸酒精溶液腐蚀,在LEICA 正置式光学显微镜上观察显微组织;另一块经超声清洗后,在FEI X30扫描电子显微镜上进行形貌分析,并利用EDX 分析技术对缺陷部位化学成分进行了检测分析。 3检验结果与分析 3.1边裂宏观形貌及工艺参数 边裂轻的,在SPHC 卷板某一单圈出现;严重的,在边部全长范围内均出现。距边裂部位10~15mm 内伴随有细小纵裂和舌状裂纹。根据出现边裂的炉号,对炼钢工艺进行了检查,发现出现边裂的炉号冶炼成分正常,均为恒速拉钢,结晶器液面波动在±3mm 以内,没有明显的异常。分析加热时间,发现板坯加热时间与板卷是否出现裂纹无明显联系,部分炉号的前、中、后位置均有裂纹情况。3.2断口及纵裂分析 图1~6为边裂位置扫描电镜及光学显微镜下能谱分析及微观组织照片。从图中可以看出,断口处的形貌主要分为两类:第一类断口处存在大量凹凸悬浮状物质,断口底部圆滑,附近轧制面上的微裂纹处有大量与基体明显不同的颗粒状物质。能 谱分析显示,裂纹处的颗粒状物质为含Na、K 等元素的夹杂物,同时存在S 元素的偏析现象(见图1、图2)。金相观察可看到裂纹附近的组织与正常组织明显不同,具有较明显的变形特征,晶粒沿轧制方向变形明显(见图3)。可以推断,此类裂纹在结晶器中形成,在轧制过程中进一步扩展。从数量上来看,此类缺陷所占比例较少,占试验数量的1/3左右。第二类断口处没有发现明显异物,断口呈层石状,周围的裂纹表面平滑,无夹杂物,经能谱分析显示,此类断口处裂纹主要为铁的氧化产物(见图4、图5)。仅就形貌分析很难判断这些氧化物是钢浇注时氧化或卷入的渣液造成的,还是铸坯裂纹或轧制开裂后的氧化造成的。金相分析表明,裂纹处晶粒形貌与周围晶粒无明显区别,没有发现明显的氧化圆点(见图6)。可以推断,此类裂纹在轧制过程中出现, 是造成小纵裂的原因之一。 F Mn Fe Ti Ca Mg Ca Ca Ti Ti S Mn Fe Mn Fe 图1第一类裂纹断口形貌及对应能谱分析 3.3组织结构分析 在出现边裂缺陷的卷板及合格卷板的边部分别取样,并沿纵向、横向截面及轧制面分别取试样,采用光学显微镜、SEM 进行显微组织形貌及成分分析。 SPHC 钢板卷边裂原因分析 李波涛 (济南钢铁股份有限公司第一小型轧钢厂,山东济南250101) 收稿日期:2010-02-24 作者简介:李波涛,男,1981年生,2004年毕业于东北大学材料成型及控制工程专业。现为济钢第一小型轧钢厂助理工程师,从事型钢生产管理工作。 31
重卡钢板弹簧断裂分析
重卡钢板弹簧断裂失效分析 白培谦 泮战侠 慕松 赵鹏英 杜飞 (陕西汽车集团有限责任公司质量管理部,陕西西安,710200) 摘 要:通过宏观检查、化学成分分析、硬度测试以及微观组织检查等结果分析,确定了重型卡车用钢板弹簧断裂原因。分析结果表明:因超载使钢板弹簧出现过度反弓,造成板簧卡中的螺栓与钢板弹簧动态接触,发生磨损腐蚀现象,在过大的交变应力下出现疲劳断裂。并提出了防止其发生断裂事故的预防措施。 关键词:钢板弹簧;磨损腐蚀;交变应力;疲劳断裂 Fracture Failure Analysis of Heavy Truck Leaf Spring Bai Pei-qian, PAN Zhan-xia, Mu Song, Zhao Peng-ying, Du Fei, (1.Shaanxi Automobile Group Co., Ltd. Quality Management Department, Xi ’an 710200, China ) Abstract:The fracture cause of heavy truck leafspring is researched by macrography, chemical composition analysis, hardness test and microstructure test. The research shows that leaf spring excessive inverse arch-shaped for overload causes Frictional Contact between plate spring bolt and leaf spring and erosion corrosion and the leaf spring is broken for fatigue fracture Under alternating stress. In the paper the measures of preventing leaf spring fracture accident is put forward. Key words: leaf spring; erosion corrosion; alternating stress; fatigue fracture. 钢板弹簧是汽车悬架中重要的弹性元件,主要影响汽车行驶的平顺性和操纵的稳定性,在车辆行驶过程中起到缓冲减振的作用。 同批次某矿山用短途重载卡车行驶约六千公里后发生四起钢板弹簧断裂事故。断裂钢板弹簧材料为50CrV A ,其生产工艺为:下料→钻孔→卷耳→淬火→回火→喷丸→装配→预压→喷漆。为了查明钢板弹簧断裂原因,对断裂失效件进行检查分析。 1 检查与结果 1.1 宏观检查 断裂发生在前钢板弹簧组第一片后侧板簧卡附近,见图1(a )箭头所示位置,距吊耳孔中心约26cm 处,断口侧表面可见明显磨损腐蚀痕迹,见图1(b )所示。在体视显微镜下观察钢板弹簧侧表面磨损腐蚀区域发现:断口侧表面磨损腐蚀区域呈现红褐色,仔细观察存在大量裂纹,且出现腐蚀坑,见图2。 (a ) (b) 图1 断裂位置及外观 Fig.1 the fracture position and appearance 收稿日期:
气门断裂的原因
一、船舶柴油机排气阀故障的原因分析 1、排气阀的工作条件 船舶柴油机中排气阀的工作条件十分恶劣,气阀底面与高温燃烧产物直接接触,在气阀开启期间还承受着高温(900~1000°C)和具有腐蚀性气体的高速(达600m/s)冲刷,气阀中心温度高达700~800°C,在阀盘与阀杆过渡圆弧中段,温度也有600~700°C,排气阀工作温度分布如图1-1所示。过高的温度会使金属材料的机械性能降低,材料发生热变形。当阀面密封不严时,就会引起高温燃气对阀面的烧损。气阀落座时,阀与阀座的惯性力和弹簧作用力的共同作用下,还承受着相当大的冲击性交变载荷,在气阀出现跳动或气阀间隙增大时,这种载荷会明显增加。阀与阀座的撞击,容易形成密封面的变形和严重的磨损。因船用柴油机绝大部分多为增压柴油机,由于进气道内的新鲜空气压力阻止了从气阀导管中获得滑油的可能,因此,金属之间易发生干摩擦。但在一般柴油机的气阀以及增压柴油机的排气阀座合金面间总会布有一层滑油或烟油等润滑物。此外,阀杆与导管间也会发生磨损,阀杆顶端受摇臂的撞击与磨损。 图1
2、附加因素的影响 由于燃油价格不断上涨,航运市场竞争激烈,船东为了降低成本来达到提高竞争能力、获得更多利润的目的,均使用低价、劣质的燃油。这些燃油的粘度高,滞燃期长,而且钒、钠和硫的含量比较高。这种燃油在柴油机中燃烧时,渣油中所含的排放物(燃料灰份)仅仅有一部分与排出的气体一起离开机器,而剩余部分仍然留在发动机内一些高温(497?797°C)的零件上。例如,排气阔和活塞顶,形成沉积,造成所谓的“高温腐蚀”。到目前为止,还没有经济上合理的工艺过程能从渣油中除去腐蚀元素,连高级合金钢和堆焊排气阀钢也受到燃油的腐蚀。 在柴油机运行中违反用车保养规定,低温启动柴油机,低温强迫加载,柴油机气缸燃烧温度急剧变化,在柴油机负载状态下,急剧变换手柄位,使柴油机气缸燃烧状态恶化,大量雾化不良的粗大重油粒子喷入气缸,造成严重的后燃及不完个燃烧,严重积炭使排气阀的阀线表面也被积炭污染,甚至造成主机的起动困难,这就成为下次主机开车不久后的油头及排气阀故障的隐患,因此这些操纵、保养柴油机的不良习惯也是引发柴油机气阀故障的因素。 二、排气阀常见故障分析 1、排气阀烧损 排气阀烧损是排气阀最常见故障。主要原因是排气阀密封不严,造成高温燃气泄漏,使该处严重过热,甚至熔穿金属材料。造成排气阀密封不良的原因主要有以下几点:⑴由于阀盘不同部位的形状、厚度不同,受热、散热条件不同,阀盘圆周上的温度分布不均匀,中心温度高于周边温度,造成气阀阀盘径向上的温度差,过大的温差将造成阀盘的变形从而导致漏气的产生。⑵船用燃油中含有的杂质在经过燃烧室内的各种复杂热过程后在排气阀阀盘及阀座密封锥面沉积成一层混有碳粒的玻璃状较硬较脆物质,其内混有硫酸钠、硫酸钙、氧化铁等物质。当此层玻璃状沉积物沉积厚度过大时,在闭阀时的撞击力下会发生裂纹,反复撞击后进而发展成剥落,从而形成高温燃气喷出通道使气阀烧损。⑶普通排气阀密封锥面在工作温度下硬度并不是很高,沉积的硬质燃烧产物颗粒在闭阀的撞击下,可使密封面出现凹坑,从而形成漏气。 2、排气阀高温腐蚀 目前在航运市场上普遍使用的劣质燃油中含有大量钒、钠和硫等元素。在燃烧过程中.硫、钒和钠等元素形成氧化硫、五氧化二钒和氧化钠等(这些氧化物的化学成份取决于过量氧气和燃烧温度)。氧化物之间要发生反应,而且还要与滑油中的钙反应,形成低熔点的盐类,有硫酸钠,硫酸钙和不同成份的钒酸钠等。这些盐类混合物熔点一般为535°C 左右,同时具有较强的腐蚀性。当零件温度在550°C 以上时,足以使钒、钠化台物处于熔化状态,附着于零件表面。当排气阀在工作中时,由于排气原因(气阀温度可达650?800°C 以上),使它以液态形成沉积在阀盘及阀座以及阀杆与阀面的过渡表面上。这时即使是非常耐腐蚀的硬质合金钢也会受到腐蚀,腐蚀结果在密封锥面上形成麻点、凹坑.凹坑相连就可能造成漏气。由于上述腐蚀是高温条件下产生的,所以称之为“高温腐蚀”。 在上述高温腐蚀的有害元素中以钒的危害性为最大。 3、气阀密封锥面磨损过快 在燃烧室内的爆发压力作用下阀座与阀盘都发生弹性变形,气阀落座撞击也会造成阀座及阀盘的弹性变形,这样会使阀盘锥面反复楔入时,密封锥面产生相对运动,造成密封锥面磨损。气阀间隙过大,阀盘与阀座刚度不足,气阀与阀座材料性能达不到要求或不匹配,重油中含有较多的钒、钠、硫等有害元素,高负荷运行或燃烧恶化,冷却不良,阀杆与导管间隙过大,气阀机构振动使气阀落座速度过大等,都能使磨损速率增大。 4、阀盘与阀杆断裂 在阀盘与阀杆的过渡圆角处和阀杆装设卡块的凹槽处,由于这些部位应力容易集中,当应力集中到一定程度,就会发生疲劳断裂破坏。造成断裂的原因有:阀杆与导管的间隙过大;阀盘与阀座的变形使局部受力过大;气阀间隙过大,敲击严重疲劳破坏;气阀机构的振动。阀杆装设卡块的凹槽处是气阀的最薄弱部位,若该处凹槽加工工艺不良或闭阀冲击力较重也会产生疲劳断裂。 5、气阀卡死 气阀卡死主要是因为气阀阀杆和导管之间间隙过小,当受热膨胀后二者间隙过盈发生卡死现象。另一方面,当阀杆发生弯曲变形时也会使阀杆卡死在导管中。 6、气阀弹簧断裂
房屋建筑工程管理试题
房屋建筑工程管理试题 1.压杆临界力的计算公式图A中杆件的临界力为PA,图B为在图A的杆件中部增加一链杆,临界力为PB.则有( C ) A.PB=PA B.PB=2PA C.PB=4PA D.PB=8PA 2.有一屋架受力及支承如下图,拉力为正,压力为负,则AB杆的内力为( C )。 A.0.707P B.-0.707P C.0.5P D.-0.5P 3.控制砌体结构墙、柱的( C ),是从构造上确保墙、柱具有必要刚度和稳定性的重要措施。 A.正应力 B.局部压应力 C.高厚比 D.截面面积
4.按我国抗震设计规范设计的建筑,当遭受低于本地区设防烈度的多遇地震影响时,建筑物( A )。 A.一般不受损坏或不需修理仍可继续使用 B.可能损坏,经一般修理或不需修理仍可继续使用 C.不致发生危及生命的严重破坏 D.不致倒塌 5.石灰在应用时不能单独使用,是因为( B ) A.熟化时体积膨胀大 B.硬化时体积收缩大 C.过火石灰的危害 D.易碳化 6.建筑材料按其燃烧性能分为四级,分别是( A ) A.A、B1、B2、B3 B.A、B、C、D C.甲、乙、丙、丁 D.一、二、三、四 7.楼梯建筑物中联系上下各层的垂直交通设施,规范规定梯段净高不应小于(),平台处的净空高度不应小于( B )。 A.2.0m,2.0m B.2.2m,2.0m C.2.0m,2.2m D.2.2m,2.2m 8.填土的压实程度常以设计规定的( D )作为控制标准。 A.可松性系数 B.孔隙率 C.干密度 D.压实系数 9.某混凝土梁的跨度为6.3m,采用木模板、钢支柱支模时,其跨中起拱高度可为( D )。 A.1mm B.2mm C.5mm D.12mm 10.砂浆的强度等级是用边长为( C )的正立方体试件,经28d标准养护,测得一组六块的抗压强度值来评定的。
骨折手术钢板为什么会断裂
骨折手术钢板为什么会断裂 骨折手术有时候需要用钢板来固定,对于骨折患者来说,考虑骨折手术钢板的安全性是必须的,有些朋友会发生钢板断裂的情况,那么骨折手术钢板为什么会断裂呢?接下来,本文就为大家介绍骨折手术钢板为什么会断裂的相关内容,想要了解这些知识的朋友可以接着往下看哦! 骨折以后出现骨折移位,如果不稳定骨折断端,就有骨折再移位的趋势、需要固定维持断端位置。钢板、髓内钉等内固定物起连接、稳定骨折断端作用。目的是早期活动,预防肢体不动引发的各种并发症,如关节僵硬、废用骨质疏松、肌肉萎缩等。 稳定骨折断端的方法很多,石膏、支具等外固定有固定不确实的缺点,也就是说骨折可能再移位。 钢板的作用是连接骨折断端、稳定骨折断端、允许肢体在非
负重条件下运动,也就是说早期肢体运动时力的传导是靠钢板传递的;内固定物是刚体,再硬的刚体也有疲劳断裂的时候,就像小时候,家里没有钳子,想把钢丝折断的方法就是反复的折弯钢丝。 既然钢板会断裂为什么还用钢板固定呢? 原因是骨折经过固定以后会逐渐愈合、产生骨痂,肢体力的传导逐渐由早期的经内固定物传导、逐渐过渡到内固定物和骨痂共同传导、最后只通过骨骼传导,这时钢板就没有力传导的作用了。所以留在体内已经没有任何作用。 骨折手术钢板需要取出来吗?这些内置物在置入体内以前 均经过生物相容性的检测,也就是说,可以留在体内终生不取;如果取出内固定物,就需要手术,其实取出的过程和置入的过程一样,也是一次创伤。这样看来就没有必要经历这次损伤。 为什么有些人一定要取出来呢?钢板有些固定的位置位于
皮下,刺激皮肤引起疼痛;接近神经干,刺激神经;有些人还有金属过敏。所以并不是所有人都有不舒适的感觉,而且有些不舒适与内植物无关,是和创伤有关,也就是说即使取出内植物,这种不舒适还是存在的。 以上就是关于骨折手术钢板为什么会断裂的相关介绍,相信大家看了上面的介绍之后,对骨折手术钢板为什么会断裂这个问题已经找到答案了。其实当钢板断裂时,骨折处已经早就愈合了。因此,钢板断裂也没什么关系的。希望通过本文的介绍,对想要了解骨折手术钢板为什么会断裂的朋友有所帮助。
断裂分析报告
M10-45H 内六角紧定螺钉 断裂分析 据客户反映,由本公司供应的M10-45H 紧定螺钉,安装过程中发生故障。 现状:M10-45H 内六角紧定螺钉,在密封锁紧螺母安装过程中发生断裂; 安装过程:在部件上指定部位使用43~48N.m 扭矩旋入紧定螺钉(作为限位螺钉使用),然后,在紧定螺钉露出端使用43~48N.m 的终拧扭矩旋入密封锁紧螺母并拧紧,防止螺钉与基体之间的间隙造成介质渗漏。 一,失效件检测分析: 1,断口形貌宏观观察: 断面基本与轴线垂直,颜色灰色,颗粒细小均匀;放大10倍进行观测,未见目测可见原始裂纹。 2,机械性能检测: 3,金相检测分析: 沿轴线使用线切割方式制样,检测了纵向剖面的金相组织。如下图图1和图2。 图1 芯部金相x500 芯部金相组织:回火马氏体+回火屈氏体 图2 螺纹金相x200 螺纹部位金相:无脱碳层或渗碳层 4,化学成分分析: 合金钢SCM435: 0.35%C, 0.21%Si, 0.70%Mn, 0.013%P, 0.007%S, 1.04%Cr, 0.185%Mo 符合GB3098.3对45H 级螺钉的材质要求。 失效件检测分析表明,该产品机械性能和使用材料完全符合GB3098.3标准要求 二,断裂原因分析: 对失效件的机械性能检测、金相组织检测、化学成分检测结果表明,产品完全符合标准规范。 对照标准GB/T 3098.3-2000,在标准条文内第一章,标准范围,对该产品的描述,第一段有明确:本标 准 规 定了由碳钢或合金钢制造的、在环境温度为10-35℃条件下进行试验时,螺纹公称直径为1.6- 24m m 的紧定螺钉及类似的不受拉应力的紧固件机械性能。如下截图: