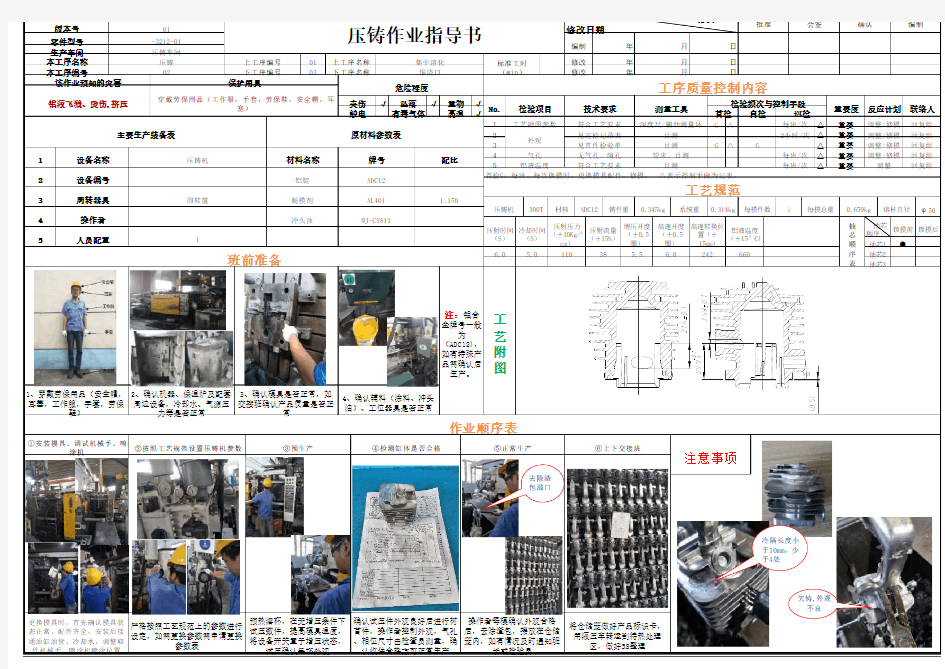
压铸作业指导书
√
√√
√
G △△
△
G △△△△
重要重要重要重要重要
无气孔、缩孔符合工艺要求测量工具
深度尺/辅助测量环目测
目测镗床、目测目测
检验频次与控制手段首检自检G
巡检
每班/次2小时/次作业顺序表
工
艺附图
每班/次每班/次
注意事项
④检测缸体是否合格
确认试压件外观良好后进行树首件,操作者控制外观,气孔、相位尺寸由检查员测量,确认收件合格方可正常生产⑤正常生产
操作者每模确认外观合格后,去除渣包,摆放在仓储
笼内,如有情况及时通知班
长或检验员
⑥上下交接班
将仓储笼做好产品标识卡,
用液压车转运到待热处理
区,做好5S整理
注:铝合
金牌号一般
为
(ADC12),如有特殊产品需确认后生产。
班前准备
①安装模具、调试机械手、喷
涂机
②按照工艺规范设置压铸机参数
更换模具时,首先确认模具状
态正常、配件齐全,安装后接通油缸油管、冷却水,调整取件机械手、喷涂机喷涂位置严格按照工艺规范上的参数进行
设定,如需更换参数需申请更换
参数表③预生产
预热溶杯,在无增压条件下试压数件,提高模具温度,将设备开关置于增压状态,试压确认毛坯外观1、穿戴劳保用品(安全帽,耳塞,工作服,手套,劳保鞋)2、确认机器、保温炉及配套周边设备,冷却水、气源压力等是否正常3、确认模具是否正常,如
交接班确认产品质量是否正
常
4、确认辅料(涂料、冲头
油)、工位器具是否正常
压射时间(S)冷却时间(S)5
人员配置
14操作者冲头油
6.0抽芯2抽芯3
5.011038 5.5
6.0抽
芯顺序表
高温
危险程度
压铸机
300T
材料
压射压力(±10Kg/2cm)压射流量
(±15%)
增压开度
(±0.5
圈)
高速开度(±0.5圈)高速转换位
置(±
15mm)
铝液温度
(±15°C)
242660
抽芯
顺序锁模前锁模后
抽芯1●
ADC12
铸件重
0.345kg
系统重
0.314kg
每模件数
1
触电
1:150
配比
首检G:每班、每次换模时、更换模具配件、修模。 △表示控制手段为记表。
MJ-CY811
反应计划
调整/修模调整/修模调整/修模调整/修模调整
联络人
回复组回复组回复组回复组该作业预知的灾害铝液飞溅、烫伤,挤压
穿戴劳保用品(工作服,手套,劳保鞋,安全帽,耳
塞)
保护用具
每模总重
0.659kg
工序质量控制内容
熔杯直径
工艺规范
φ50
铝液温度气孔工艺附图参数技术要求
符合工艺要求见巡检记录表见首件检验单重要度3周转器具周转筐脱模剂AL401254321检验项目
No.外观
设备编号铝锭ADC12主要生产装备表
原材料参数表
1设备名称压铸机
材料名称
牌号
夹伤有毒气体
坠落重物月日本工序名称压铸上工序编号01上工序名称确认编制版本号
01零件型号-3212-01编制年月日文件编号38-3212-01
压铸作业指导书
确认修改日期
批准会签回复组
生产车间压铸车间集中溶化年
月
日
本工序编号
02
下工序编号
03
下工序名称
锯浇口
修改
标准工时(min)
修改年去除渣包溢口
冷隔长度小于10mm ,少于4处
欠铸,外观不良