环球卧式插件机6241F尺寸间隙调整
环球卧式插件机6241F尺寸间隙调整
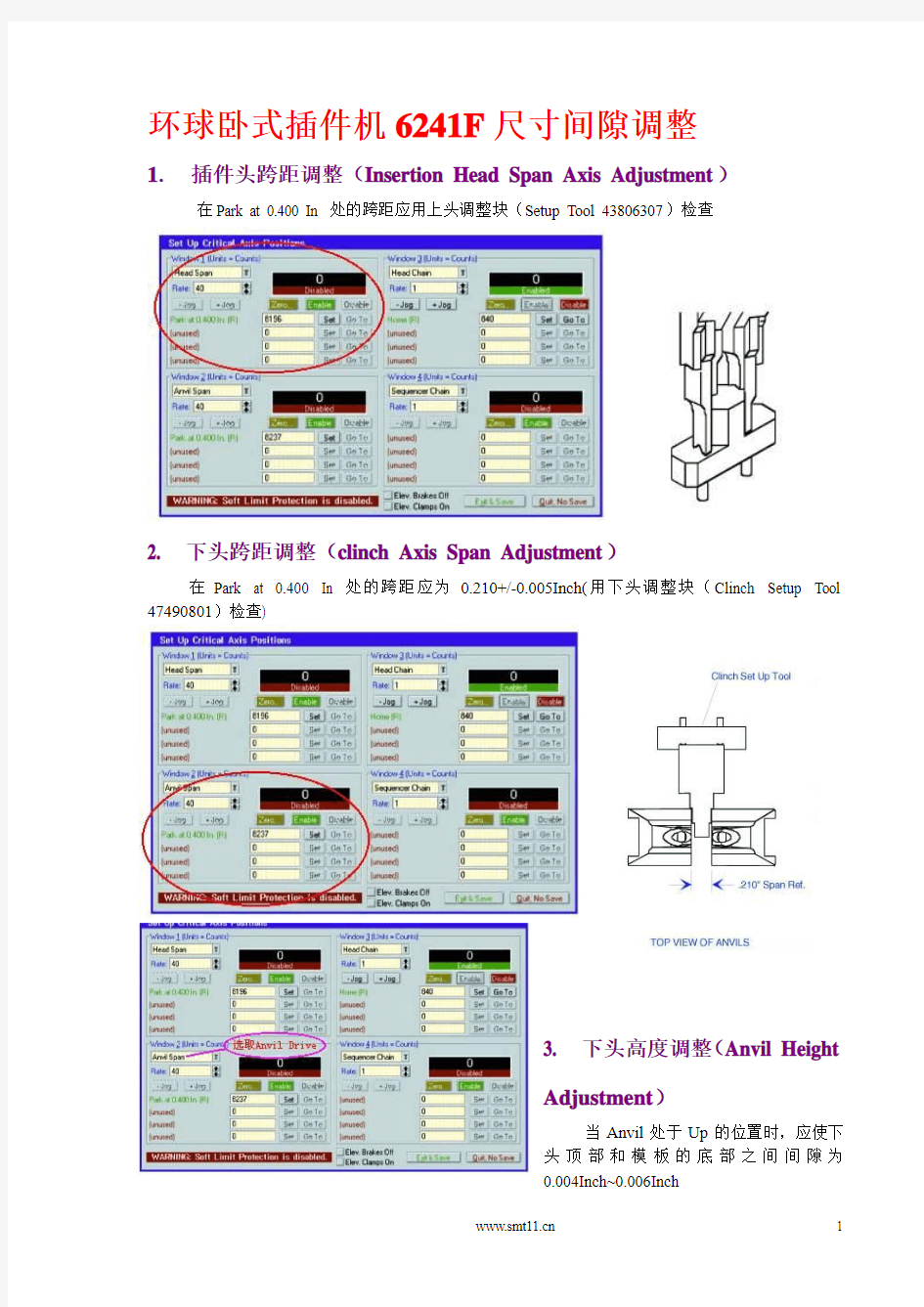
1.插件头跨距调整(Insertion Head Span Axis Adjustment)
在Park at 0.400 In 处的跨距应用上头调整块(Setup Tool 43806307)检查
2. 下头跨距调整(clinch Axis Span Adjustment)
在Park at 0.400 In 处的跨距应为0.210+/-0.005Inch(用下头调整块(Clinch Setup Tool 47490801)检查)
3. 下头高度调整(Anvil Height
Adjustment)
当Anvil处于Up的位置时,应使下
头顶部和模板的底部之间间隙为
0.004Inch~0.006Inch
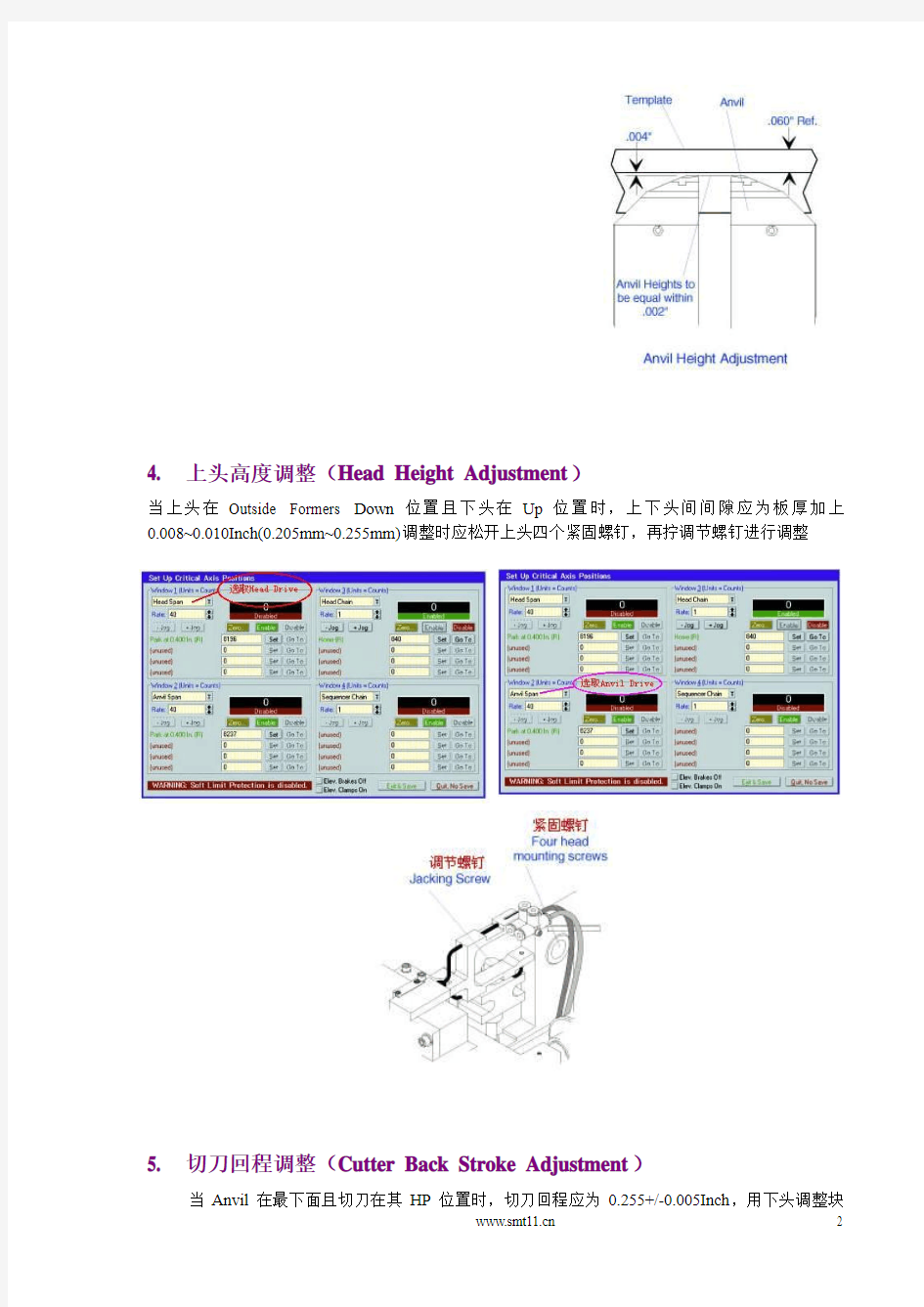
4. 上头高度调整(Head Height Adjustment)
当上头在Outside Formers Down位置且下头在Up位置时,上下头间间隙应为板厚加上0.008~0.010Inch(0.205mm~0.255mm)调整时应松开上头四个紧固螺钉,再拧调节螺钉进行调整
5. 切刀回程调整(Cutter Back Stroke Adjustment)
当Anvil在最下面且切刀在其HP位置时,切刀回程应为0.255+/-0.005Inch,用下头调整块
(Clinch Setup Tool 47490801)检查
6. 切刀高度调整(Cutter Set Up)
当切刀位于Clinch In位置时,切刀应比切刀套的顶部低0.01Inch(0.25mm)
7. 抓中凸轮时序(Cam Timing)
在调抓中凸轮时序时,应使插件头走到Outside Former Down 的位置再加上0.156Inch处,使二抓中臂刚好间隙为零且相互间无挤压
8. Drop Timing调整
如图,分配头前边和下一链节顶峰的间距应为0.390~0.410Inch(9.6mm~10.4mm)
9. 下头与上头对正(Clinch To Head Alignment )
将上头调整块和下头调整块分别夹在上、下头上,检查两调整块的管脚是否对正,否则松开下
头的四个紧固螺钉,通过调节螺钉将其对正后紧固。
10. 抓中臂高度调整(Centering Finger Height Adjustment )
在抓中臂处于抓中位置时,检查调整针(Gauge Pin 0.039inch-40968505)是否与抓中片凹槽上
下等间距,否则松开如图螺钉,转动如图调节凸轮至抓中臂高度合适处紧上螺钉。
11. 抓中臂内外位置调整(Centering Fingers Inward Adjustment)
在抓中臂处于抓中位置时,如图检查调整针(Gauge Pin 0.039inch-40968505)是否与抓中片凹槽的底部紧密接触,否则松开如图六角螺母,拧动调节螺钉至抓中臂位置合适处紧上六角螺母
12. 头链与刀具对正(Head Chain To Tooling Alignment)
将调整针(Gauge Pin 0.039inch-40968505)在补料位置夹入,再Jog头链至插件位置,使调整针刚好和右边的剪切刀片的V形槽对正,再点击头链Home[R]位置处的Set项以保存设置,如此时调整针和左边剪切刀片的V行槽不对正,则松开驱动皮带轮上的三个紧固螺钉,调节左链使调整针和左边剪切刀片的V形槽对正后紧上三个螺钉。
13. X、Y轴编码器调节(X and Y Axes Encoder Adjustment)
卸去夹具,装上BEC板,将工作台走到(10,10)处,将上头调整块夹在上头内,将X,Y 轴工作台Disable后,手动挪动工作台使上头调整块管脚刚好插入BEC板孔内,检查此时X,Y轴读数都应为10,否则松开相应的编码器,并转动编码器使读数为10后紧上编码器。
14. 转台定位调整(Rotary Disk Squareness Adjustment)
将夹具卸掉,将定位销(Dowel pins with collars)插入两定位孔中,检查定位销能否顺畅插入,否则可通过调整转台四个角上的凸轮轴套(Eccentric Bushing)使定位销一松手即可轻松滑入定位孔中,并且转台还应转动平稳,无晃动。
15. 转台减速传感器调整(Rotary Disk Slow Down Sensor Adjustment)
松开减速传感器安装架的紧固螺钉,将其尽量向锁定机构的右边移动,确保传感器在转台磁铁移动的轨迹上,松开紧固减速传感器的平头螺钉,调整传感器在竖直方向上的位置,使转台底部和传感器顶部之间间隙为0.062inch(1.57mm),紧上竖直方向上平头螺钉,再手动转动转台,调节传感器的前后位置,以使磁铁经过传感器时,传感器保持稳定,再紧上安装架的紧固螺钉。
16. 转台驱动马达速度调节(Rotary Disk Drive Motor Speed Adjustment)
松开如图所示的控制阀的紧固螺钉,将控制阀逆时针转到头,将紧固螺钉紧上
17. 转台减速阀调节(Rotary Disk Slow Down Valve Adjustment)
检查转台对锁定机构的撞击声是否过大或锁定不到位,如过大则可将减速阀顺时针调节,如锁定不到位应将减速阀逆时针调节。
18. BEC电路板设置(BEC PCB Setup)
如图,将BEC板孔用不透明物盖住,选中BEC Light Source Normal时,X,Y读数都应为零,否则在I/O箱11槽的BEC板上调节(注意:使用延长板前一定要关闭电源),X 用R82调为0,Y用R81调为0,再将电位计R80逆时针转动十圈,以使BEC光的强度最大。
19. BEC调整(BEC Adjustment)
⑴选中BEC Light Source Bright,检查BEC模板孔是否在光源的中央,如不在,则松开如图所示4个紧固螺钉,移动光源,使板孔处于光源的中央。
⑵选中BEC Light Source Normal,检查X,Y的数值是否在+/-15以内,如不在,则松开图示X,Y 紧固螺钉,通过调整螺钉将X,Y数值调为0且Hole Present 信号出现,再将紧固螺钉紧上,再选择Test X and Y,45 Degree Increment模式后,执行Perform BEC Now后将数值保存
20. 槽轮与链夹交接件检查
如图:检查调整针应该接触链夹开口闩的底部并平滑地滚入链夹的V形槽内,否则松开如图三个紧固螺钉,如需顺时针调整链条,则松开顶部的调整螺钉,上紧底部的螺钉;如需逆时针调整链条,则刚好相反,合适后紧上
21. 前链轮时序检查
将设备置零后如图,将长销插入图示槽内,如长销能顺利插入对面支架的定位孔内,则无需调整,否则拔出长销,松开编码器螺钉,转动编码器用长销反复试,只至长销可轻松插入对面支架定位孔内,紧上编码器(注意:在拧编码器时,一定要将长销抽出)。
22. 后链张紧器调整(Sequence Chain Tension)
后链张紧器弹簧的压缩尺寸应为1.54Inch(39.1mm)
还球插件机6380B中文
RADIAL RADIAL 88XT XT((63806380B B )说明书
RADIAL RADIAL 88XT XT((63806380B B )说明书目录 第一部分 设备电第一部分 设备电、、气及场地要求 第二部分 设备机械组成部位介绍 第三部分 设备安全标识及安全操作方法 第四部分 设备第四部分 设备OS OS OS//2、IMUPS IMUPS系统介绍系统介绍 第五部分 设备编程方法 第六部分 设备机械部件调校方法 第七部分 设备对第七部分 设备对PCB PCB PCB的工艺要求 的工艺要求 第八部分 设备易损件表
一>场地要求: 1>电压:220+10VAC/55+10HZ 2>空气开关电流: 15-20A 3>机器功率: 2.7KW-3.4KW 4>气压: 90PSI 或6千克5> 6>气管内直径: 13MM 7>电线要求: 4-6平方8>车间温度: 22-26度9>湿度:50-60% 1>L1机头长:1.6M 2>L2机头宽:1.8M 3>L3机尾长(20站):1.6M (每增加20站增加1M)4>L4机尾宽:1.5M 5>L5整机长:3.2M 6>机器高度:1.7M 7>机器两侧:M1`M2>1.0M 机尾M3>1.0M 机头M4>2.0M 二>机器尺寸: 第一部份 设备场地要求及电第一部份 设备场地要求及电、、气、机器尺寸
第二部份 设备机械组成部位介绍 1、分配头与链条 2、计数器 3、剪切站 4、分配头 5、分配头感应 6、链条马达 7、操作面板开头 8、CTA部件 8、X、Y轴定位系统 9、BEC定位系统 10、剪脚头 14、元件抛料站 11、插件头 12、元件出现检测器 13、修复元件指示灯
如何处理照片规格大小
如何处理照片-----李郎 处理照片有很多种方法,其实很简单的,当然了,首先,你要有一张电子照片才行。声明:(此文档解说只是本人的个人使用方法,比较粗鄙,请各位不要见笑,谢谢!)就以美图秀秀软件来解说吧。 第一步,打开美图秀秀软件, 第二步,点击美化图片,(当然了,其他几项也可用的。) 第三步,打开一张图片, 第四步,如图所示,图中1,2,3
点击3,查看图片像素尺寸大小,是否符合所需的要求。 1.如果图片背景不是白底,可以点击2,进行抠图,抠图分三种形式,如下图 第五步,完成抠图之后会出现如下界面, 1,起初,背景是图片类型(也就是你所看到的格子背景),点击2背景设置,进行背景更换,然后对照片进行拖拽,使之达到适当大小,再在背景设置中输入宽和高的数值,此时的宽高是所谓的要求像素值,比如567高x390宽,(这是目前常用的标准大小),使背景大小与照片大小一致,,如下图,(注意了,此处的拖拽是比较重要的,很多朋友照片大小规格不满足需要,问题就出在这里。)
第六步,确定之后,会出现如下图, 1,预览,看图片是否符合你的个人需要,如果满意,可以进行保存了,保存之后也就是图片处理完成了,2,就是预览之后,图片不很满意,点击尺寸大小,再次进行,像素尺寸修改,值得注意的是3,不要锁定长宽比例,,修改到满意为止后保存,整个处理就完成了。 另外,再多说一点,就是很多朋友呀,这个衣服想要给他更换一下,可以点到饰品,在左侧可以看到很多供选项,右侧栏会对应左侧栏进行相应展示,根据个人倾向爱好进行选择,满意之后,保存即可。
美图秀秀软件顶端的很多选项卡的功能,比如美容,场景等等,大家可以试着去学习使用一下,有很大收获哦。。
Word中修改图片尺寸的方法
Word中修改图片尺寸的方法 word批量修改图片大小——固定的长和宽 1、打开word,工具-宏-宏(或者直接按Alt+F8)进入宏的界面,如下面所示,输入一个宏名,宏名自己起,能记住就行! 2、宏名起好了,单击“创建”进入Visual Basic 编辑器,输入如下代码并保存 Sub setpicsize() '设置图片大小 Dim n '图片个数 On Error Resume Next '忽略错误 For n = 1 To ActiveDocument.InlineShapes.Count 'InlineShapes类型图片ActiveDocument.InlineShapes(n).Height = 400 '设置图片高度为400px ActiveDocument.InlineShapes(n).Width = 300 '设置图片宽度300px Next n For n = 1 To ActiveDocument.Shapes.Count 'Shapes类型图片 ActiveDocument.Shapes(n).Height = 400 '设置图片高度为400px ActiveDocument.Shapes(n).Width = 300 '设置图片宽度300px Next n End Sub 3、返回word,工具-宏-宏(或者直接按Alt+F8),再次进入宏的界面,选择刚才编辑好的宏,并单击“运行”按钮,就可以了!(图片多时,可能会花一些时间) word批量修改图片大小——按比例缩放篇 这部分要说的是把word中的所有图片按比例缩放! 具体操作同上,只是代码部分稍做修改,代码如下: Sub setpicsize() '设置图片大小 Dim n '图片个数 Dim picwidth Dim picheight On Error Resume Next '忽略错误 For n = 1 To ActiveDocument.InlineShapes.Count 'InlineShapes类型图片 picheight = ActiveDocument.InlineShapes(n).Height picwidth = ActiveDocument.InlineShapes(n).Width ActiveDocument.InlineShapes(n).Height = picheight * 1.1 '设置高度为1.1倍ActiveDocument.InlineShapes(n).Width = picwidth * 1.1 '设置宽度为1.1倍 Next n For n = 1 To ActiveDocument.Shapes.Count 'Shapes类型图片 picheight = ActiveDocument.Shapes(n).Height picwidth = ActiveDocument.Shapes(n).Width ActiveDocument.Shapes(n).Height = picheight * 1.1 '设置高度为1.1倍ActiveDocument.Shapes(n).Width = picwidth * 1.1 '设置宽度为1.1倍 Next n End Sub
环球插件机6295A调整
环球插件机6295A调整 一、转盘调整 1.将转盘上的四个锁块拆下。 2.将气动马达限位块固定螺丝拆下,松开气动马达。 3.将定位销按下图方式经转盘孔位插入X工作台上的定位孔内 4.如果定位销能轻松的插入定位孔中,请直接进行12步调整,如果不能轻松 插入,请按以下步骤进行调整。 5.将四个导向轮固定螺丝松开,并将导向轮拧松,此时应检查导向轮座有无 松动,如有应重新紧固。 6.将转盘印有FRONT字样一面转向机器前方。 7.将定位销插入通过转盘孔位插入工作台的定位孔中。 8.对角调整四个导向轮使之刚好和转盘接触,此时应能轻松转动导向轮,并 无间隙感。 9.此时检查定位销是否上下活动顺畅,如感觉阻力较大时再对导向轮进行细 微调整,直至定位销是否上下活动顺畅,调整完后锁紧导向轮固定螺丝。 10.取出定位销,将转盘旋转180度 11.将定位销重新插入工作台中的孔位中,检查销子是否上下活动顺畅,如果 活动不顺畅,重复调整四个导向轮位置。 12.将四个锁块重新安装到转盘上 13.松开LOCK集合的固定螺丝,将转盘转到位。 14.将定位销插入销孔中 15.调整LOCK集合位置,直至定位销能够顺畅进入定位孔中。 16.取出定位销,将转盘旋转180度 17.将定位销重新插入工作台中的孔位中,检查销子是否上下活动顺畅,如果 活动不顺畅,重新调整LOCK集合 18.锁紧LOCK集合固定螺丝 19.安装转台到位开关,并调整开关位置 20.气动马达安装,调整气动马达位置,驱动轮高度调整 21.检查定位销活动是否顺畅,如果活动不顺畅,重新调整气动马达位置
22.取出定位销,检查各个部件螺丝是否拧紧 23.按以上步骤对另外一个转盘进行调整 调整完毕 二、插件头深度机械调整 1.将HEAD1深度盘转动到零点位置 2.松开HEAD1气缸杆上的螺母 3.松开HEAD1 YOKE上的调整螺丝 4.将HEAD1下插到最低点(此时YOKE可以上下自由活动) 5.此时DRIVE TIP底部比OUTSIDE FORMER底部长出0.010英寸,如果尺 寸不正确,调整气缸杆长度直至尺寸合格,并将气缸杆螺母锁紧 6.打开急停开关,清除INTERLOCK,此时HEAD1处于HOME位 7.将5CB打至OFF位置,深度盘旋转至A位置 8.使用DI 指令驱动HEAD1下插,输入“DI”空格“3”,按Enter键;输入 “1000000000000”按Enter键,此时HEAD1运行至DOWN位置,YOKE 上下可自由活动,再次检查DRIVE TIP底部比OUTSIDE FORMER底部长 出0.010英寸 9.调整YOKE上的调节螺丝,直至DRIVE TIP底部与OUTSIDE FORMER底 部一样平齐 10.锁紧调节螺丝上的螺母,并观察DRIVE TIP高度有无变化 11.在电脑中输入“0”,按Enter键,HEAD1运行至HOME位 12.输入“..”按Enter键退出DI 13.检查所有螺丝是否紧固 14.将5CB打至ON位置 15.按以上方法调整HEAD2插件深度 调整完毕 三、深度盘停止位置调整 1.打开电源 2.急停开关打开,清除INTERLOCK 3.将HEAD1与HEAD2按键按至OFF位 4.将HEAD部气压关闭 5.按以下方法使用DI指令将深度盘转至M位置 a.在电脑中输入“DI”空格“3”,按Enter键 b.输入“D”,按Enter键 c.输入“-14”,按Enter键 d.将HEAD1、HEAD2手动下插,直到YOKE与深度盘接触上 e.此时YOKE与深度盘接触点应在M位置上,如果不是,松开HEAD1、 HEAD2深度盘锁紧螺丝,调整深度盘至正确位置,锁紧深度盘 6.在电脑中输入“-27”,按Enter键 7.此时YOKE与深度盘接触点应在Z位置上,如果不是,调整位于I/O箱内 深度驱动卡上的可调电阻R44,直至位置正确 8.重新按第5步方法检查深度盘M位 9.在电脑中输入“-2”,按Enter键 10.此时YOKE与深度盘接触点应在A位置上,如果不是,调整位于I/O箱内 深度驱动卡上的可调电阻R45,直至位置正确 11.再次使用DI指令检查深度盘A、M和Z位置
弄好修改好照片尺寸,一法无忧
之前一直在烦恼报名的照片,那是各种要求。我是可以说考霸了,公务员考试参加过几次,也考了会计证、教师证等等,纯粹喜欢考。每次上传照片总是搞的我死去活来,后来在步知公务员考试资讯网 https://www.360docs.net/doc/6e10864666.html,/ 看到怎么调整照片,果断收藏,分享给众多考友。 如果手头没有合适尺寸的电子照片,可以利用windows系统自带的“画图”软件进行修改。 1.点击“开始”->“程序”->“附件”->“画图”,如下图所示: 2.点击菜单栏“文件”->“打开”,选择需要修改的照片文件后点击“打开”:
3.接下来需要查看一下照片的宽度和高度是多少,点击“图像”->“属性”,下图中宽度为:150像素,高度为300像素,与系统要求的1:1.4的比例不符。
下面分两种情况:(1)如果看照片的比例接近1:1.4,那么可以直接进行缩放; (2)由于比例不符,需要进行裁切。 4如果比例相符的,点击“图像”->“拉伸/扭转”,按照百分比缩小到规定尺寸后保存即可进行上传。
5.比例不符的还要进行以下操作:点击左边工具栏的第一排的右边的虚线长方形框,用鼠标在照片上拉出长方形(主要部分为头部,估计一下大致1:1.4的形状),点击右键,选择剪切
5.点击“文件”->“新建”,不要保存原照片的改动,提示框点击“否”,在白色区域点击右键->粘贴: 6.粘贴后如果画布(即白色区域太大,用鼠标左键点在画布右下角可以自由拖动),拖动到和照片一般大小后,点击“图像”->“属性”,再次查看修改好的照片的尺寸:
7可以看到,宽度和高度都在确认系统要求的范围内,且比例为98:138=1:1.4,这样就可以将此文件另存,点击“文件”->“另存为”,保存在相应的目录下即可进行上传。如果比例还是不太好,可以重复上面的步骤进行微调。
环球插件机保养记录表
AI插件机保养记录表设备型号:环球插件机6380K 线体负责人: 设备编号:G6******* 日期: 日保养保养项目日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注对CTA组件进行润滑 用专用油对分配头的活动处进行润滑 将BEC镜头擦拭干净 将砧座处积累的锡脚清理干净 检查切刀部位处引脚剪切是否良好 清空剪脚器下面废料盘及切纸器处废料槽 1.日常保养由每班操作人员完成; 2.保养项目正常打“√”,异常打“×”; 3.当日未上班则填写“/”; 4.设备保养后如实记录。 保 养 人 周保养 保养项目处理方法第一周备注第二周备注第三周备注第四周备注下砧座、剪纸器拆卸、清洁、润滑 分配头检查中心度,润滑活动处 插入单元检查推杆、头驱动与润滑 BHS组件整体清理 油雾器检查与清洁 上下板机sensor用无尘布将其擦拭干净 1、保养正常打“√”,异常打“×”,备注栏填时间和其它信息,最后一栏填写保养人姓名; 2、周保养包含日保养所有项目;4、设备保养后如实填写。 月保养 保养项目处理方法保养结果备注保养人 插入头驱动装置清洁、加油润滑 1.保养结果正常打“√”,异常打 “×”; 2.备注栏填写保养时间和保养异 常信息,最后一栏由保养人签字; 3.月保养项目包含日保养和周保 养所有项目; 4..设备保养后如实填写。 分配头清洁、加油润滑 空气过滤器、真空泵清洁 链条组件加油润滑 检查所有sensor与同步皮带有严重磨损时请及时更换 上下板机Y轴导轨用NCA52润滑油进行润滑 插入头转动组件、轴承、拉杆是否松动,有则及时调整 电源箱清洁(用吸尘器)
一般调整照片的所需工具和方法
调整照片的所需工具和方法CS4 一、基本调整 1、调整照片为指定的尺寸:(适合打印的分辨为300)【图像大小】首先关闭[重定图像像素]解后调分辨率为300;调照片大小的时候再打开[重定图像像素]。 2、将小照片变成大照片:所需工具【图像大小】命令、【记录动作】。打开照片,执行图像菜单[图像大小]命令,确定勾选了?重定图像像素项?,差补为二次立方(适用于平滑渐变),然后在文档大小中将单位修改为百分比(110%),这样就增大了10%,一次放大10%,相片就不会变得模糊。如果这样重复调整显得太花时间,所以在窗口菜单中打开动作面板,然后创建动作,设置好名称和功能键单击记录按钮,重复放大10%的动作后,然后点停止记录按钮,只要一直按刚才设置的功能键,就能一直放大到需要的大小。 3、智能缩放:【画布大小】、【内容识别比例】先调整画 布大小,再用[内容识别比例]要点[保护肤色]这个按钮,人物就不会变形,然后拉到合适的大小。 4、调整照片角度:【度量工具】、【旋转画布】,先用[度量工具]找个自认为平行的平行点,然后用[图像旋转]中的任
意角度,就能旋转过来。再裁边就行了。 5、通道锐化:使模糊的照片变清晰,通道锐化能准确的找到图像边缘并进行照片的锐化。【照亮边缘】滤镜、【绘画涂抹】滤镜。打开通道面板,找个边缘清晰的通道进行操作,然后创建个副本通道,执行滤镜菜单中风格化中找到[照亮边缘]滤镜,主要调整图像的轮廓,再从滤镜菜单中找到[高斯模糊]调成半径0.5,然后再调色阶,在图像菜单中找到[色阶]命令对话框,调整需要锐化的区域使轮廓更加准确,通过以上步骤就能得到一些图像的边缘,也就是白色的线条。然后将副本转换为选区,把通道拉到[将通道作为选区按钮]转化为选区,就能创建一个选区。保持选区在图层面板中将背景图层拖到创建新图层,就能复制一个图层并保留好选区。以上操作主要是得到这个选区,然后再来执行滤镜进行锐化。在艺术效果中找到[绘画涂抹]滤镜,这个滤镜相当于用画笔在图像上绘画,设置画笔大小越小1,12,图像越清晰,确定后取消选区就完成了锐化;然后又复制一个图层,把图层混合模式调成?正片叠底?,修改不透明度为20%就完成了。 6、智能锐化:照片虚化造成的模糊的修改。【USM锐化】 【智能锐化】滤镜。打开文件,执行滤镜菜单找到[USM 滤镜、 锐化]滤镜,使用滤镜会自动调整边缘细节的对比度,在边缘的每侧生成一条亮线和一条暗线,在此过程中使图像的
环球插件机中文编程资料
创建多拼板产品 介绍 执行目标给定板参数,学员将为多拼板创建产品。 模块任务 1.用多拼创建产品和板 2.为产品选择正确的工装板夹具 3.放置元件 4.定义基板偏差校正 (BEC)位置 5.定义坏板退板位置 6.向分配头安排元件 (有排序部分的机器) 7.优化放置顺序 8.显示插件路径 9.保存产品 10.在机器上运行多拼板产品 文件用IM-UPS Reference Manual参考手册找到本模块参考步骤
介绍有时,一个整板可能包含几个同样模式的区段,这些区段称为拼板。 为了避免不必要的长程序,你可以创建有多个偏移的产品。(这与 为.PUT程序建立多个偏移拼板是一样的概念。) 下面的练习显示同样的 四拼板的生产方案。利用多个偏移,你能为整板的每个拼板定义一个新 的起点,然后为每个拼板重复插件。 练习: 为多拼板创建板目标: 1. 用PCB板,板上至少总共12个元件。此练习中,板上有四个同 样的拼板。 2. 创建新板和产品,与已经手动创建的布局相匹配。 步骤行动 1 选择Product Editor→ Product→ New(产品编 辑器→产品→新建)开始创建新产品。 2 给产品起一个你能记住的名字 3 通过选择在新产品对话框底下的Create Board(创建板) 按钮来创建板。 4 输入板尺寸。在这一例子中,6”x6”,即输入6000和6000,我 们编辑的这个板如第4-12页所示。
向整板添加拼板 向整板添加拼 用下列步骤向整板添加拼板。 板 1. 在板窗口中,点击Circuit→Add(拼板→添加) 2. 输入拼板尺寸 3" x 3". 3. 按Enter回车,显示第一个拼板的图形。
iPhone不用第三方应用调整照片尺寸方法
iPhone不用第三方应用调整照片尺寸方法 在iPhone的实际使用中,我们经常需要手动调整照片的尺寸大小,尤其是在上传到某些论坛和网站的时候,调整照片尺寸可以让其更适合浏览和阅读。但是iPhone自带的照片应用并不支持手动调整图片大小。在这种情况下,很多iPhone用户会选择到App Store安装第三方图片编辑应用来调整图片大小,然而第三方图片应用参差不齐,有些还需要收费,如果仅仅是为了改变图片尺寸而下载,也是一件不省心的事。 今天,小编就跟大家介绍一种在iPhone上无需依赖第三方App即可直接调整图片大小的方法。 其实很简单,就是利用iPhone自带的邮件应用来调整照片的像素、改变图片的大小。虽然这个方法听着有点奇怪,但是如果你的设备没有第三方应用可调整图片大小的话,这个办法还是可以应急的,而且步骤真的很简单!
首先,在iPhone的照片中选择你要调整大小的图片,接着点击左下方的向上箭头,调出如上图的界面,然后选择“邮件”。
然后你的iPhone会进入邮件界面,在收件人一栏填上自己的邮箱地址即可,而主题则随便写,只要有写就好,完成之后点击右上角的“发送”。
点击“发送”之后,邮件并不会立即发出,而是会跳出修改图片大小的页面。如图所示,一共有“小”、“中”、“大”、“实际大小”四种尺寸可选。这四种尺寸对应的像素分别如下: -“小”尺寸对应的像素为320×240 -“中”对应的像素为640×480 -“大”对应的像素为1632×1224 -“实际大小”则是3264×2448(这也是用户使用iPhone拍摄照片时的实际大小,未经调整或者压缩)。 有些网友可能会说了,想改变照片大小直接用iPhone自带的照片应用裁剪不就行了?当然不行!因为裁剪只能裁出图片的部分区域,不能保存下完整的图像内容!所以,如果突然需要改变照片尺寸,又懒得下载专门的第三方图片应用,上面这个方法绝对是首选! 文章来源: https://www.360docs.net/doc/6e10864666.html,/news/news_75954.html
环球贴片机轨道宽度校准
环球贴片机轨道宽度校准(最小轨道宽度的设置方法) 一、适用情况。 1、设置最小轨道宽度。 2、轨道宽度不准,需要校准。 二、准备工作。 1、备份旧的机器设置参数,如果不成功,可恢复原来设置。 2、检查轨道宽度硬极限(2个)位置是否合适。 3、取出轨道间抛料合。 三、设置(校准)步骤。 1、机器长回零,轨道回零点位置。 2、检查轨道是否回到原点。 ①、从Machine Status窗口选Diagnostics > Global Memory > Alter memory,进入 Alter Global Data窗口。 ②、从Alter Global Data窗口选OS_READONY >OS_READONLY [A-M] >ID_OS_READONLY_AXIS_LOC_AREA,进入LTER ID_OS2_READONLY_ AXIS_LOC_AREA窗口。 ③、在AXIS栏中输入PWC轴号“10”。 ④、点击按钮。检查Counts值是否为0。如果值为0,表示轨道回到原点。 ⑤、选退出。 3、把轨道调整到:最小轨道宽度+1MM。 ①、目前最小轨道宽度有两种:50MM和88.9MM。即要求把轨道宽度调整到51MM 或者 90.9MM 。 ②、可以用多种方法配合调整轨道宽度:Ⅰ、MANUAL CONTROL;ⅡBOARD HANDLING;Ⅲ、手转动丝杆。 ③、SMT11、12线改装过BOARD STOP,轨道最小可调到50MM;其它线暂时设定为88.9MM,当然,根据需要还可以设定为更小。 4、记下PWC轴的读数值—Counts读数值,该值即为轨道宽度正软极限。(基本上重复第2 步) ①、从Machine Status窗口选Diagnostics > Global Memory > Alter memory,进入 Alter Global Data窗口。 ②、从Alter Global Data窗口选OS_READONY >OS_READONLY [A-M] >ID_OS_READONLY_AXIS_LOC_AREA,进入LTER ID_OS2_READONLY_ AXIS_LOC_AREA窗口。 ③、在AXIS栏中输入PWC轴号“10”。 ④、点击按钮。记下Counts读数值。 ⑤、选退出。 5、设置最小板宽。 ①、选择System Setup 图标。 ②、选Machine > Configuration。进入Machine Configuration 窗口。 ③、选Parameters > Board Handling。进入Board Handling Configuration窗口。 ④、在Minmum Board Width 栏中输入最小板宽值,单位为mil(0.001MM)。即如果最小 板宽为50MM,输入50000;如果最小板宽为88.9MM,输入88900。 ⑤、按存盘退出。 6、设置正软极限。 ①、选择System Setup 图标。 ②、选Machine > Configuration。进入Machine Configuration 窗口。
标准照片尺寸规格及制作规范
标准照片尺寸规格及制作规范
另外,数码照机不管像素是几百万的,只看长边的像素数,如:1200dpi 出5寸,1400dpi出6寸,1700dpi出7寸等等。 常见证件照对应尺寸 1英寸=25mm×35mm 2英寸=35mm×49mm 3英寸=35mm×52mm 港澳通行证=33mm×48mm 赴美签证=50mm×50mm 日本签证=45mm×45mm 大二寸=35mm×45mm 护照=33mm×48mm 毕业生照=33mm×48mm 身份证=22mm×32mm 驾照=21mm×26mm 车照=60mm×91mm
photoshop 2寸照片制作方法 详细出处参考:二、文件取名:“12×18寸”以内的用上述“尺寸名”来标注,“放大尺寸”用“厘米数”来标注。 三、图片格式用jpg格式,色彩模式:R、G、B,8位通道,制作选用分辨率:10寸以内用300像素/英寸,12寸到16寸用250像素/英寸,18寸以上用200像素/英寸。存储品质选最佳即系数是10以上,格式选项用“基线”或“优化”不可以用“连续”。 用Photoshop自己制作标准证件照 每次去照证件照都手忙脚乱的打扮半天,去到那里又发觉落了这落了那的,而且拍一张标准证件照的花费也并不便宜。今天我们就介绍如何在 Photoshop 中经过一些简单步骤的处理,将自己的照片做成证件照,充分节约时间和金钱。一张正面的免冠照片,如图 77-1 所示。经过处理变成标准的证件照,如图 77-2 所示。 创作思路 本实例利用 Photoshop 的【剪裁工具】先将头像剪裁出来,而后为头像添加背景和光照效果,接着修改画布并定义图案,最后采用【油漆桶工具】产生多张的证件照。具体制作流程如图 77-3 所示。
02J060027-2013 A1立式自动插件机操作规程
操作文件
文件修订页
1目的 建立环球立式自动插件机(6380B)作业规范,为操作人员提供作业依据、确保产品品质达到工艺要求。 2 适用范围 适用于公司所有环球立式自动插件机(6380B)。 3 术语与定义 引用公司《管理手册》中的术语与定义。 4 职责与权限 4.1 工程技术部有指导使用者正确操作及保养环球立式自动插件机(6380B),负责工艺参数的设定。 4.2 使用部门负责环球立式自动插件机(6380B)的日常检查、维护保养和使用。 5 内容与方法 5.1 操作步骤 5.1.1 开机前准备。 5.1.1.1 检查插件头、剪脚装置、工作台及夹具、送料装置、BEC系统、UPS电源等机械部分,保养持各机械件及紧固件齐全、完好。 UPS电源夹具 BEC系统剪脚装置插件头 5.1.1.2 检查各安全防护装置、限位装置是否完整、安全可靠,进气压力表指针是否为80PSI,若不是则调整。 安全防护门气压值80PSI
5.1.1.3 检查确认各电、气旋钮和开关是否在规定位置,电线、气管是否松脱及破损,若有则紧固或更换。 5.1.1.4 安装并调整好转台上的夹板夹具。 5.1.1.5 检查PCB板的设计是否符合机器工艺要求并根据生产工艺要求在电脑里编好插件程序。 5.1.1.6 在夹具上装载好将生产的PCB板,确保每块PCB板装夹牢固。 5.1.1.7 在料架上装好物料并检查物料是否变形,若变形则处理,严禁将编带不规整的元器件装在机器上插件。 5.1.1.8 由操作工将以上检查情况详细记入设备交接班记录本中,若处理不了的问题立即报告维修人员检修处理。 5.1.2 操作方法 5.1.2.1 般动电源开关置于“ON”位置,打开电源; 搬到“ON”位置 5.1.2.2 等候IM-UPS屏幕的消息区域显示“INTIALIZATION COMPLETE”初始化完成。 5.1.2.3 启动机器的所有急停开关,按下自锁复位键(INTLK RESET)。 5.1.2.4 检查带状物料是否妥善放置进送料轮。 5.1.2.5 在电脑上选择更换产品(PRODUCT CHANGEOVER)图标。 5.1.2.6 选择装载产品(LOAD PRODUCT),屏幕则显示装载产品对话框。 5.1.2.7 从产品一览表(PRODUCT DEFINED)中,选择所需产品程序装载。 5.1.2.8 进行任何产品生产前,必须按照编制的程序先单步运行,确认PCB板的插件孔位及程序无误后,再连续生产。 5.1.2.9 在要求数目(REQUESTED COUNT)域内设定处理数目。 5.1.2.10 选择确定(OK),则开始(START)按钮闪亮。 5.1.2.11 确保所有工具和物料已从机器内移走后,按下开始(START)键,机器开始归零。 5.1.2.12 在电脑上选择机器状态(MACHINE STATUS)图标,在操作模式(OPERATION MODE)对话框中选择全循环(FULL CYCLE),再按下操作面板上的START键,机器开始运行。
环球插件机中文编程资料
运行产品并校正插件 介绍 演练目的给定 IM-UPS 软件在机器上运行,学院将: 1.确认产品参考 product reference 和机器参考 machine reference的功能,确认为产品如何查看/改变它们。 2.应用校正插件teach insertions功能,在机器上校正机器参考 machine reference。 3.应用校正插件teach insertions功能,校正一个插件步骤。 4.应用校正插件teach insertions功能,校正所有插件步骤。 5.在插件表中应用查找和替换来对产品进行微小的改变。 6.在机器上用经过校正的产品,对PCB自动插件。 参考资料IM-UPS 参考手册 Word 资料
3–2 CT.IM8P.SG Rev A 查看/修改机器和产品参考并运行产品 板零点 Board Zero 测量零点 Measuremen t Zero 机器零点 Machine Zero IM-UPS 有一些独特的和重要的概念,在试图往机器的板上放置元件之前,让我们首先讨论一下 这些概念。 ? 板零点Board Zero 是板的左下角。 ? 测量零点Measurement Zero 是我们正在输入产品的X 和Y 值的测量起点。例如,如果元件放置从定位孔开始测量,那么定位孔就变成测量零点。 ? 机器零点Machine Zero 是机器上的绝对点,它通过正确的X 和Y 轴编码器对正来建立。 产品参考 和 机器参考 ? 产品参考Product Reference 是从板零点到测量零点的距离。 ? 机器参考Machine Reference 是从机器零点到测量零点的距离。 X=0 Y=0 机器参考 X= 6000 Y= 7000
环球卧式插件机6241F尺寸间隙调整
环球卧式插件机6241F尺寸间隙调整 1.插件头跨距调整(Insertion Head Span Axis Adjustment) 在Park at 0.400 In 处的跨距应用上头调整块(Setup Tool 43806307)检查 2. 下头跨距调整(clinch Axis Span Adjustment) 在Park at 0.400 In 处的跨距应为0.210+/-0.005Inch(用下头调整块(Clinch Setup Tool 47490801)检查) 3. 下头高度调整(Anvil Height Adjustment) 当Anvil处于Up的位置时,应使下 头顶部和模板的底部之间间隙为 0.004Inch~0.006Inch
4. 上头高度调整(Head Height Adjustment) 当上头在Outside Formers Down位置且下头在Up位置时,上下头间间隙应为板厚加上0.008~0.010Inch(0.205mm~0.255mm)调整时应松开上头四个紧固螺钉,再拧调节螺钉进行调整 5. 切刀回程调整(Cutter Back Stroke Adjustment) 当Anvil在最下面且切刀在其HP位置时,切刀回程应为0.255+/-0.005Inch,用下头调整块
(Clinch Setup Tool 47490801)检查 6. 切刀高度调整(Cutter Set Up) 当切刀位于Clinch In位置时,切刀应比切刀套的顶部低0.01Inch(0.25mm) 7. 抓中凸轮时序(Cam Timing) 在调抓中凸轮时序时,应使插件头走到Outside Former Down 的位置再加上0.156Inch处,使二抓中臂刚好间隙为零且相互间无挤压 8. Drop Timing调整 如图,分配头前边和下一链节顶峰的间距应为0.390~0.410Inch(9.6mm~10.4mm)
证件照片打印正确尺寸在A4纸上(万能)
证件照片打印正确尺寸在A4纸上(万能)1.先新建work文档,将页面缩放设置为93% 2.在work插入想要打印的证件图片,然后调整大小,用尺子在屏幕测量,使之与以下尺寸对照表对应 按上面方法打印出来的证件大小与证件直接复印大小一致 常用证件照片尺寸 1英寸25mm×35mm 2英寸35mm×49mm 3英寸35mm×52mm 港澳通行证33mm×48mm 赴美签证50mm×50mm 日本签证45mm×45mm 大二寸35mm×45mm 护照33mm×48mm 毕业生照33mm×48mm 身份证22mm×32mm 驾照21mm×26mm 车照60mm×91mm 数码相机和可冲印照片最大尺寸对照表 500万像素有效4915200,像素2560X1920。可冲洗照片尺寸17X13,对角线21英寸400万像素有效3871488,像素2272X1704。可冲洗照片尺寸15X11,对角线19英寸300万像素有效3145728,像素2048X1536。可冲洗照片尺寸14X10,对角线17英寸200万像素有效1920000,像素1600X1200。可冲洗照片尺寸11X8,对角线13英寸130万像素有效1228800,像素1280X960。可冲洗照片尺寸9X6,对角线11英寸 080万像素有效786432,像素1024X768。可冲洗照片尺寸7X5,对角线9英寸 050万像素有效480000,像素800X600。可冲洗照片尺寸5X4,对角线7英寸 030万像素有效307200,像素640X480。可冲洗照片尺寸4X3,对角线5英寸
************************************************************** 按照目前的通行标准,照片尺寸大小是有较严格规定的 1英寸证明照的尺寸应为3.6厘米×2.7厘米; 2英寸证明照的尺寸应是3.5厘米×5.3厘米; 5英寸(最常见的照片大小)照片的尺寸应为12.7厘米×8.9厘米; 6英寸(国际上比较通用的照片大小)照片的尺寸是15.2厘米×10.2厘米;7英寸(放大)照片的尺寸是17.8厘米×12.7厘米; 12英寸照片的尺寸是30.5厘米×25.4厘米。 正常的误差应该在1~2毫米左右,如果“差距”过大,那就说明洗印店有问题了。
调整图像像素大小的方法
调整图像像素大小的方法 1、JPEG Resizer(311KB)软件(见附件) 2、利用系统自带画图程序:开始-所有程序-附件-画图-文件-打开-图像-拉伸/扭曲-水平、垂直各30%左右-保存。 3、利用图像处理软件Photoshop CS2。对于用于Web 的图像,只需调整图像的像素大小。要获得在Photoshop 中调整图像大小帮助,请选取“帮助”>“调整图像大小”。该交互式向导将帮助您缩放图像,使之可用于网页展示。 或者参考下面的方法调整图像大小 第一步:在Photoshop中打开要处理的图像,选取“图像” >“图像大小” 第二步:设定图像像素大小 要保持图像高宽的比例,请选择“约束比例”。 在“像素大小”下输入“宽度”值或“高度”值。最大边一般设为600像素即可。 至于“文档大小”下的尺寸和分辨率,和此无关,在创建用于打印介质的图像时才有用。 设置完选项后,请点按“确定”。 第三步:保存图像 方式一:使用“存储为”保存为JPEG格式文件 方式二:使用存储为Web 所用格式对话框 在Photoshop 中,您可以使用“存储为Web 所用格式”对话框来选择优化选项,并预览经过优化的图片。打开“存储为Web 所用格式”对话框。选取“文件” >“存储为Web 所用格式”。 注意:如果您使用的是传统的滚筒扫描仪,则可能使用的是CMYK颜色模式,需要转换成RGB模式。 在调整图像大小时,可能会使图像品质和锐化程度下降。为了使图像获得最佳效果,可以使用“USM 锐化”滤镜 近期、正面免冠二寸证件照(电子文件、照片,格式为JPG或者JPEG ,大小为100K以内,最大边一般设为600像素即可) 4、使用ACDSee软件。 ACDSee的版本很多,这里推荐使用ACDSee4.0以上版本,以下的演示用ACDSee4.0进行,其他版本的情况类似,图片压缩的两种方法如下: 1)转换图片格式: 首先用ACDSee打开要修改的图片,单击“工具→转换格式”,弹出“格式转换”对话框;既然是要压缩图片,当然要选择其中体积最小巧的JPG格式,在“格式”框选中“jpg”格式,设置好转换后文件的输出路径,谨慎勾选“删除替换原始图片”,这样会删除你原来的图片,点击“确定”完成转换; 2)缩小图片分辨率: 在修改图片分辨率时,尽量将图片的宽高像素控制在480*360之间,首先用ACDSee打开要修改的图片,单击“工具→调整大小”,弹出“图片像调整大小”对话框,在“像素”处将“宽度”和“高度”的像素质设定在480和360之内,同样在“格式”框选中“jpg”格式,设置好转换后文件的输出路径,谨慎勾选“删除替换原始图片”,点击“确定”完成转换。
(情绪管理)环球VCD和SEQ调整
VCD/JW转台及(X , Y ,Z)编码器调整 目的: 调节转盘,是将转盘与X轴转台对正到位.几个相关联的组件是互相配合进行工作的如果对其中的某个组件作了调节,将影响到基余几个组件.在调节过程中,可能需要从某个步骤转至另一步骤若干次,直到转盘准确对正定位为止.转盘对正后的正确定位是,转盘应位于前方位置,此时可以用手将销针通过转盘插入并取出X轴转台 转台调节步骤: 1 从转盘上卸下四个止停块. 2 从驱动组件的止停块上,卸下两颗螺端带帽螺钉. 3 从驱动组件上卸下止停块,解除驱动轮对转盘的压力. 4 使用销和套环夹组装定位销. 5 将定位销组件通过转盘上的定位孔插入,直到插入X轴转盘上的定位孔内. 6 如果可以将定位销插入定位孔中,则继续执行步骤20,对锁定组件进行调节.如果不能将定位销插入定位孔内,则需执行以下步骤. 7 在四只导轮组件上,旋下固定锁定夹的端帽螺钉. 8 在四只导轮组件上,旋下固定导轮轴衬调节器和固定导轮连带轴衬的端帽螺钉,直到能够旋转这些部件为止. 9 使用锁定夹,沿顺时针方向旋转每一只导轮上的导轮轴衬调节器和导轮连带轴衬组件,以解除导轮对转盘的压力. 10 将转盘手动定位,使转盘上贴有前方(FRONT)标签的一面定位在机器的前面方向. 11 将转盘上的两个0.25英寸(6.4毫米)定位孔与X轴框架底部的两个0.25英寸(6.4毫米)
定位孔对正到位. 12 沿逆时针方向旋转,将所有导轮轴衬调节器预安装定位,除去转盘与导轮之间在垂直方向上的间隙.用手上下移动转盘,检查间隙是否已消除. 13 在导轮已安装在X轴框架组件左前侧的情况下,进行以下操作.将导轮与转盘到正位,然后沿逆时针方向调节轴衬调节器. 14 旋紧带帽螺丝钉,使其转矩介与40-45磅之间,在此状态下固定轴衬调节器. 15 重复以上调节步骤13和14 ,将安装于X轴框架组件右后侧的导轮,调节至正确的转矩状态. 16 对位于另一条对角线上的两只导轮,重复以上步骤13和14,完成整个调节. 17 检查定位销组件.如果定位销不能顺利地滑入并取出定位孔,则说明已将轴衬调节器调节得过紧,支转盘的压力过大. 18 将四颗止停块安装到转盘组件上. 19 卸下固定开关架与锁定组件的螺钉,取下开关架. 20 旋松固定锁定组件的带帽螺钉. 21 将定位销插入定位孔中. 22 用手移动锁定组件,直到定位销以均匀力度滑入对正孔内. 23 以每次一个对角的形式,旋紧固定锁定组件的带帽螺钉,每颗螺钉旋紧1/8周,直到紧固所有的螺钉. 24 取出定位销,从锁定组件上释放出止停块,然后旋转转盘,以便易地转盘止停块稳固地锁入锁定组件中. 25 检查定位销,确保定位销能够顺利地滑入并取出定位孔。 26 如果定位销不能顺利地滑入并取出定位孔,则要重复以上19-25直到定位销准确定位为
Photoshop教你如何修改照片尺寸和大小的
Photoshop教你如何修改照片尺寸和大小每当只要有异业合作,或是要把影像上传到网路时,最常遇到一件事,那就是影像尺寸不得大于多少,档案需在几KB裡面,但今天若是Gif动画时,那真是一个头二个大,一来要顾画质,二来又要不断的测试压缩比,直到档案大小符合需求单位,现在与各位来分享一个好方法,让你可以最快速的把影像的尺寸,与档案大小调整到指定的大小,只要一个小步骤立即就完成。 Step1 任意开启一张影像,对着上面的标题列,按下滑鼠右键,选择【影像尺寸】,或是选择功能表 / 影像 / 影像尺寸也可以。
Step2 接下来只要注意上方的像素尺寸即可,下面的文件尺寸是用来印刷使用,因此就可依需求来设定影像的尺寸,当影像缩小时,把影像重新取样设为【两次立方较锐利】。
Step3 选择工具栏/文件/ 储存为网页与装置用,进入后对着右侧的叁角形点一下,选择档案大小最佳化选项。
Photoshop教你如何修改照片尺寸和大小 Step4 直接输入所需的档案大小,按下确定后,接下来就会自动计算出压缩比率,这时左侧就即时预览输出后的结果,若没问题的话,再按下储存钮。
Step5 这时候对着刚输出的档案按右键,选择内容选项,哈~看到了吗?档案大小在刚所设定的300K B以内。
範例中是用JPG为例,当然Gif也是这样子使用,但Gif比较常见的问题在于,当影格愈多时,又指定档案大小,常出现颜色只剩下32以下,若有用照片或渐层时,除了会看到点状渐层外,还会看到色彩严重失真的问题,因此使用Gif尽可能少用渐层,而这一个很简单的小技巧却很实用,让你可以轻松的依需求将档案转出。
如何设置照片打印尺寸
如何设置照片打印尺寸 DIY证件照的方法有很多,可以用Photoshop,也可以用一些专门的工具,如PhotoKing或Turbo Photo。 1、确定证件照的规格 证件的类型很多,除了最常见的居民身份证,还有工作证、学生证、毕业证、学位证、驾驶证等等。大多数的证件照都要求:直边、正面、免冠、单人、半身照;光面相纸、背景颜色为白色、红色或淡蓝色,着白色服装的请用淡蓝色背景颜色,着其他颜色服装的最好使用白色背景,而且要求人像要清晰,层次丰富,神态自然。关键的要求是从照片可以清晰地辨别证件持有人。对于数码照片的分辨率,实际一般用300dpi 也就足够了。同时,不同类型的证件要求的证件照的尺寸也不尽相同,通过下表就可见一斑。
常见的证件照规格 ----------------------------- 照片种类规格(mm) ----------------------------- 第一代身份证22×32 第二代身份证26×32 黑白小1寸22×32 黑白大1寸33×48 黑白2寸35×50 彩色小1寸27×38 彩色大1寸40×55 ----------------------------- 因此,在开始动手制作之前,先确定证件照的类型和尺寸。 2、用Photoshop制作 第一步:用Photoshop打开准备好的图片,选取“裁切工具”,在裁切工具选项栏中输入固定宽度2.2cm,
高度3.2cm(这里用的是小1寸的尺寸,您也可以选用其他规格的标准照),分辨率300dpi(像素/英寸)。然后在图片中用鼠标选取需保留的范围,如图1所示。按回车确认。 第二步:接下来作一些必要的修改、调整,比如更换背景、调整色调、对比度等。这样,一个单张的标准证件照就做好了,如图2所示。 第三步:但仅仅一张是不够的,为了降低成本,通常都是一版几张的,比如一般5寸相纸可以排下10张这样的小1寸照片。在新生成的单张标准照激活的情况下,点击菜单“选择”→“全选”、“编辑”→“拷贝”。把刚才的标准照复制在剪贴板上以备后用。再新建图像,指定要用的纸张大小,这里我们采用常规的5寸像纸(8.9cm×12.7cm),300dpi,RGB模式 第四步:将上一步放在剪贴板上的图像多次粘贴到新建的图像中,每粘贴一次,会产生一个新的图层,适当调整每个图层,直到排满为止,最后再点击菜单“图层”→“合并可见图层”,这样就在一张5寸相纸上排好了多张小1寸的标准照,如图4所示。接下来,是选择直接用打印机打印、网上冲印还是送数码冲印店,那就是你的自由了。 3、用PhotoKing制作 富士公司的证照制作软件PhotoKing可以方便制作各类ID 证件照片,也可以直接对照片编辑后打印输出。该软件采用图形界面模板,各种规格一目了然,用户可以按需要使用,非常方便快捷。