型材模具设计
一、模孔布置
1.模具的外形尺寸
①模具外形D
挤压制品的最大外接圆直径D w是群定模具外径的一个主要参数。也可以根据挤压筒内径D t来确定该挤压筒所允许的制品的外接圆直径D w,即:
D w=(0.80~0.85)D t
所以D w=(0.80~0.85)D t=(0.80~0.85)3200=160~170mm
取D w=160mm
对于较复杂的断面形状,包括薄壁或难挤压金属型材,模具外径的最小值可按以下经验公式确定:
D min=(1.45~1.60)D w
所以D min=(1.45~1.60)D w=(1.45~1.60)3160=232~256mm
取D=250mm
②模具厚度H模具厚度H应根据被挤压合金的变形抗力(即挤压力)的大小来考虑。在保证模具组件(模具、模垫、垫环等)有足够的强度的条件下,模具的厚度应尽量减薄,规格应尽量减少。但为了安装和调整方便,模具的厚度尺寸应尽可能系列化,便于管理和使用,一般模具的厚度按下述数值(单位:mm)选用:
20,25,30,40,50,60,70,80,90,100,110
在挤压机设计时,通常选取单位压力位1000MPa时的挤压筒D t作为基本参数来确定模具的厚度,其关系为:
H=(0.12~0.22)D t
所以H=(0.12~0.22)D t=0.12~0.22)3200=24~44mm
取H=40mm
2.模孔的合理配置
单孔挤压时的模孔布置
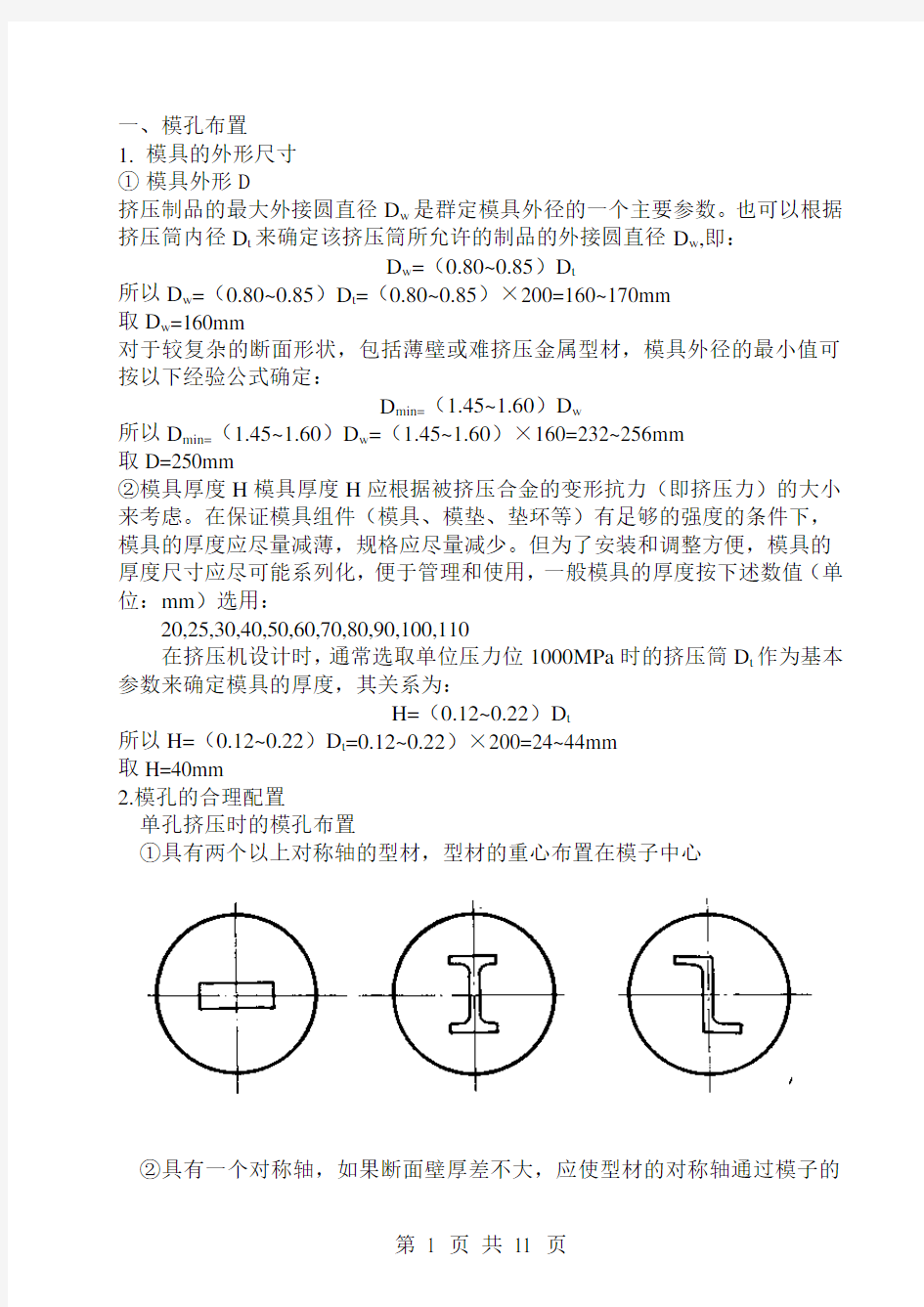
①具有两个以上对称轴的型材,型材的重心布置在模子中心
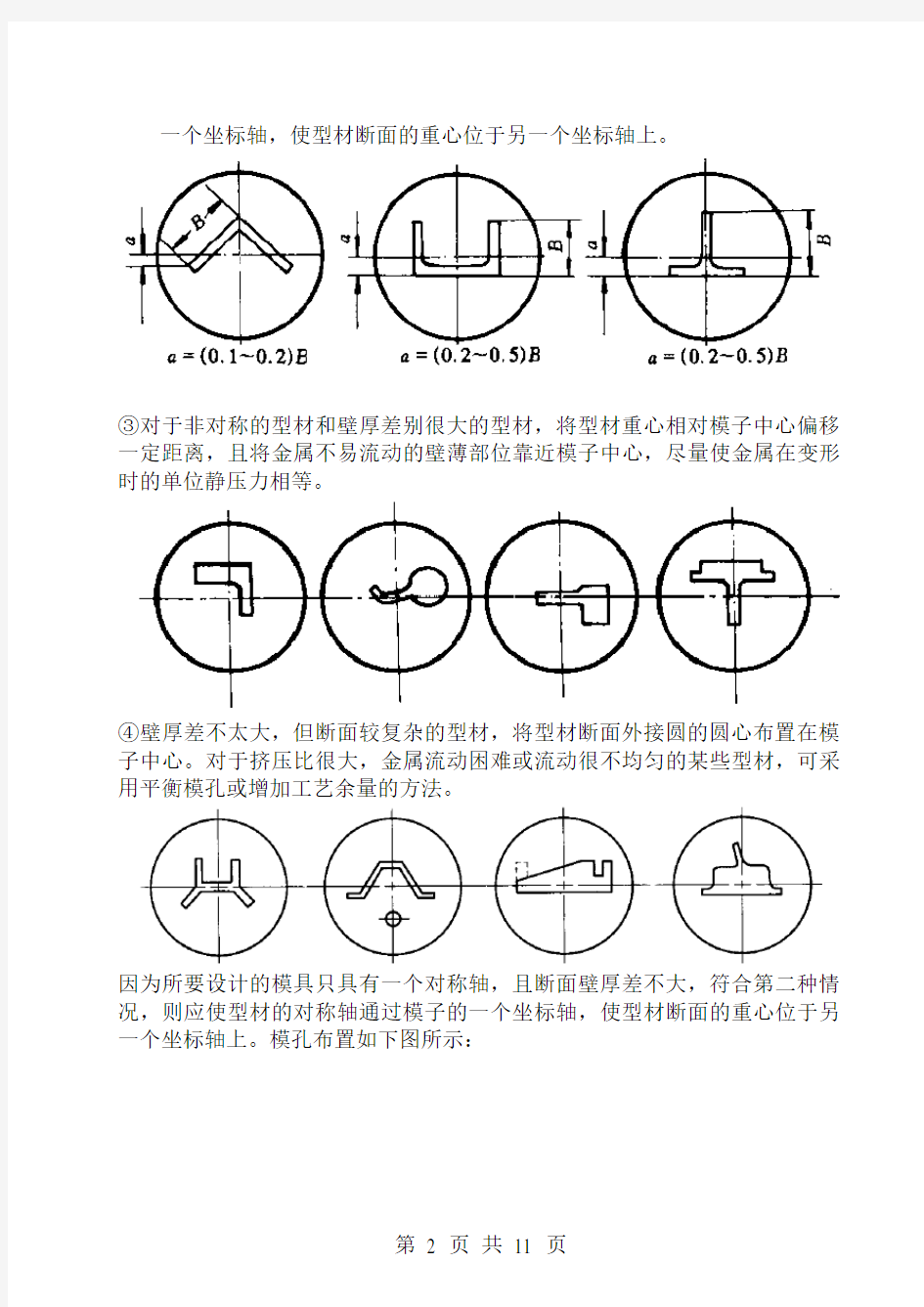
②具有一个对称轴,如果断面壁厚差不大,应使型材的对称轴通过模子的
一个坐标轴,使型材断面的重心位于另一个坐标轴上。
③对于非对称的型材和壁厚差别很大的型材,将型材重心相对模子中心偏移一定距离,且将金属不易流动的壁薄部位靠近模子中心,尽量使金属在变形时的单位静压力相等。
④壁厚差不太大,但断面较复杂的型材,将型材断面外接圆的圆心布置在模子中心。对于挤压比很大,金属流动困难或流动很不均匀的某些型材,可采用平衡模孔或增加工艺余量的方法。
因为所要设计的模具只具有一个对称轴,且断面壁厚差不大,符合第二种情况,则应使型材的对称轴通过模子的一个坐标轴,使型材断面的重心位于另一个坐标轴上。模孔布置如下图所示:
二、设计工作带长度
在设计某一型材模时,由于部分壁厚均匀,故不能采用等长的工作带,而采用不等长工作带来达到调整金属流速的目的。其原则是型材断面厚壁处的工作带长度应大于薄壁出的工作带长度,即比周长(面积与周长之比)大的部分工作带长度要小于比周长小的部分的工作带长度,这样就可以利用工作带的摩擦阻力差别对各部分金属的流速的影响来实现调速的母的。
对于宽厚小于30的型材或最大宽度小于挤压筒内径1/3的型材,可以按以下算式计算模孔的工作带长度。
h 1/h 2 = s 1/s 1
或 h 1/h 2 = z 2/z 1 式中: h 1、 h 2—截面F 1、F 2处工作带长度; s 1 、s 2 —截面F 1、F 2处壁厚;
z 1 、z 2—截面F 1、F 2处的比周长。
计算时,先根据经验给出型材壁最薄处的工作带长度h 1,再计算出壁厚出的 h 2。
则所要设计的模具各部分的工作带如下图F 1、F 2、F 3、F 4
挤压机能力/MN 122.5 49 34.3 15.794~19.8 5.88~12.25 模孔工作带最小长度/mm 5~10 4~8 3~6 2.5~5 1.5~3 模孔空刀尺寸/mm
3
2.5
2
1.5~2
0.5~1.5
把型材断面按壁厚尺寸不同分成4个部分,计算各部分的工作带长度。由上表可得型材壁最薄处的工作带长度h F1的范围为2.5~5mm,取h F1=5mm,由以上公式计算可得h F2=6mm,h F3=h F4=9.3mm.
按上述计算方法确定了不同壁厚处的工作带长度后,还需按同心圆规则进行修正,最终确定距离模子中心不同部位的工作带长度。
同心圆规则:
a、先以整个型材断面上金属最难流出处为基准点,该处的工作带长度一般可取该处型材壁厚的1.5 ~ 2倍。
b、与基准点相邻区段的工作带长度可为基准点的工作带长度加上1㎜。同心圆规则图示:
c、当型材壁厚相同时,与模子中心距离相等处其工作带长度相同;由模子中
心起,每相距10㎜(同心圆半径)工作带长度的增减数值可按下表进行确定。
d、当型材壁厚不相同时,模孔工作带长度的确定除应遵循上述规则外,
还需依靠设计者的经验进行恰当确定。
模孔工作带长度增减值
型材断面壁厚 1.2 1.5 2.0 2.5 3.0 10
每相距10mm(同心圆半
0.20 0.25 0.30 0.35 0.40 1.1
径)工作带长度增减值
依据复合同心圆规则,结合上述计算,设计型材模孔各部位工作带长度
模孔各部位的工作带长度为:
三、设计导流腔
在型材模孔入口处设计一个与型材断面形状相似的导流腔。导流腔的轮廓尺寸比型材的外形轮廓尺寸大10~15mm;导流腔的深度按照挤压筒大小不同一般取10~30mm;导流腔的入口做成3°~15°的角度;导流腔各部位采用圆滑过渡。
四、型材模孔尺寸设计
取系数k=0.007,各部位具体尺寸如下:
①外形61±0.74的模孔尺寸为0.74+(1+0.007)361=62.167,取62.2。
②外形28.5±0.69的模孔尺寸为0.69+(1+0.007)328.5=29.390取29.4
③外形63±0.74的模孔尺寸为0.74+(1+0.007)363=64.181,取64.2。
④外形91±0.91的模孔尺寸为0.91+(1+0.007)391=92.547,取92.5。
⑤外形74±0.81的模孔尺寸为0.81+(1+0.007)374=75.328,取75.3。
⑥外形103±0.91的模孔尺寸为0.91+(1+0.007)3103=104.631,取104.6。
⑦外形71±0.81的模孔尺寸为0.81+(1+0.007)371=72.307,取72.3。
⑧外形62±0.74的模孔尺寸为0.74+(1+0.007)362=63.174,取63.1。
⑨外形72±0.81的模孔尺寸为0.81+(1+0.007)372=73.314,取73.3。
⑩外形26±0.53的模孔尺寸为0.53+(1+0.007)326=26.712,取26.7。
⑾外形8±0.50的模孔尺寸为0.50+(1+0.007)38=8.556,取8.6。
⑿外形6±0.50的模孔尺寸为0.50+(1+0.007)36=6.542,取6.5。
⒀外形5±0.50的模孔尺寸为0.50+(1+0.007)35=5.525,取5.5+。
⒁型材中所有半径为R3的圆角的模孔尺寸为0.30+(1+0.007)33=3.321,取R3.3。
⒂型材中所有半径为R1.5的圆角的模孔尺寸为0.15+(1+0.007)31.5=1.661取R1.7。
型材模孔尺寸如下图(括号外为型材尺寸,括号内为模孔尺寸):
五、型材模具强度校核 槽形型材模强度校核:
把槽形型材模的突出部分,看成是一个受均布载荷的悬臂梁,其根部是危险截面,计算模子的最小厚度。 ①求单位压力p
p=P /F 0
式中:P —挤压力(用挤压机的额定压力),N ; F 0—挤压筒断面积,mm 2。 则p=P/F 0=19.63106/π32002=156N ②求舌头根部的弯曲应力σw 舌部载荷Q :Q=pal
则Q=pal=156361359=5.6MN
舌头根部弯矩M :M=p 2a 2l 2l/2=p 2a 2l 2/2
则M=P 2a 2l 2/2=19.63613592/2=2080941.8MN 2mm 舌头根部截面模数W :W=b 2h 2/6
式中:b —悬臂梁根部截面出口宽度,b=a-2c ; c —悬臂梁根部截面出口空刀尺寸,取c=2 则W=b 2h 2/6=(61-232)3402/6=15200mm 3 则弯曲应力为: 弯=
W M =15200
8.2080941=136.9MPa
当模具材质选用3Cr2W8V钢时,在500°C时,取[σ弯]=650MPa;400°C时,取980MPa。
则
③模具的最小厚度H
式中:h—模具厚度(模子和模垫的总厚度),mm;
l—悬臂梁长度,mm;
a—悬臂根部断面宽度,mm;
b—悬臂根部断面出口宽度,mm;
[σ弯]—模具材料的许用弯曲应力,MPa。
带入数据计算可得h min=15~19mm ④悬臂梁端部挠度δmax计算 式中:q—悬臂梁单位长度上的压力,q=Q/l,N/mm; E—模具材料弹性模量,对于3Cr2W8V钢,取E=2.23105 Mpa; J—悬臂梁截面的惯性矩J=bH3/12,mm4; 只有当悬臂前端的挠度δmax <1mm时,才能保证型材的精度。 将数据带入上式计算可得: 最大=0.015mm<1mm. 通过以上计算校核可得出所设计的模具符合要求。但如果按照上式计算出的模具厚度进行设计,可以保证模子的悬臂部分在发生弯曲变形的情况下,基本不会发生断裂。但是,当弯曲较大时,会导致模孔尺寸发生变化而影响型材的精度。所以选取模具的高度H=40mm。 六、绘制模具图 1.型材模(入口端): 1.型材模(出口端): 一. 题目: 铝合金型材挤压工艺及模具设计 二. 设计基本内容: 设计一件实心型材制品和一件空心型材制品的工艺工艺过程及模具设计,包括挤压工艺参数,模具结构,制造工艺等要求 三. 完成后应缴的资料: 课程设计说明书一份 实心型材模零件图 空心型材模上模零件图 空心型材模下模零件图 空心型材模装配图 四. 设计完成期限: 2007年6月11日------2007年6月22日 指导老师_______签发日期___________ 教研室主任_______批准日期___________ 课程设计评语: 成绩: 设计指导教师_________ _____年_____月____日 目录 一、绪论 (4) 二、总设计过程概论 (7) 2.1挤压工艺流程 (7) 2.2挤压工艺条件 (7) 三、实心型材模设计 (9) 3.1所要设计的实心型材制品 (9) 3.2选坯和选设备 (10) 3.3挤压力的计算 (11) 3.4实心型材模具体结构设计 (12) 3.5.实心模尺寸数据设计 (13) 四、空心型材模设计 (18) 4.1所要设计的制品 (18) 4.2选坯和选设备 (18) 4.3挤压力的计算 (19) 4.4模组及模子外形尺寸确定 (20) 4.5组合模相关参数的确定 (20) 4.6 模子内形尺寸的确定 (23) 4.7模孔工作带长度h g的确定 (24) 4.8模芯的设计 (24) 4.9上模凸台设计 (24) 4.10定位销,螺钉 (24) 4.11模子强度校核 (25) 4.12零件图装配图 (26) 五、总结与体会 (26) 参考文献 (26) 一. 绪论 挤压工艺及模具习题库参考答案 1.答:反挤压进入稳定阶段,坯料的变形情况可分为以下几个区域: 已变形区、变形区、过渡区、死区、待变形区。 2.答:三向应力之所以可以提高被挤压材料的塑形,归纳起来主要 原因是:第一:三向压应力状态能遏制晶间相对移动,阻止晶间变形。第二:三向压应力状态有利于消除由于塑性变形所引起的各种破坏。第三:三向压应力状态能使金属内某些夹杂物的危害程度大为降低。第四:三向压应力状态可以抵消获减小由于不均匀变形而引起的附加应力,从而减轻了附加应力所造成的破坏作用。 3.答:在塑形变形过程中,变形金属内部除了存在着与外力相应的 基本应力以外,还由于物体内各层的不均匀变形受到变形体整体性的限制,而引起变形金属内部各部分自相平衡的应力,称为附加应力。 4.答:实心件正挤压的金属流动特点:坯料除了受凹模工作表面的 接触摩擦影响外,还受到芯棒表面接触摩擦的影响,因而坯料上的横向坐标线向后弯曲,不再有产生超前流动的中心区域,这说明正挤压空心件的金属流动比正挤压实心件均匀一些。在进入稳定流动时,剧烈变形区也是集中在凹模锥孔附近高度很小的范围之内,金属在进入变形区以前或离开变形区以后几乎不发生塑性变形,仅作刚性平移。 5.答:附加应力不是由外力引起的,而是为了自身得到平衡引起的。 因此,当外力取消以后,附加应力并不消失而残留在变形体内部,成为残余应力。附加应力和残余应力的危害:第一:缩短挤压件的使用寿命;第二:引起挤压件尺寸及形状的变化;第三:降低金属的耐蚀性。 6.答:缩孔是指变形过程中变形体一些部位上产生较大的空洞或凹 坑的缺陷。当正挤压进行到待变形区厚度较小时、甚至只有变形区而无待变形区时,会产生缩孔。筒形件反挤压时进行到待变形区厚度较小,甚至当坯料底厚小于壁厚时仍继续反挤,则会因材料不足以形成较厚的壁部而产生角部缩孔缺陷。 7.答:挤压对金属组织和力学性能的影响有:挤压时,在强烈的三 向应力作用下金属晶粒被破碎,原来较大的晶粒挤压后变成为等轴细晶粒组织,因而提高了强度。 8.答:冷挤压时常用材料的形态有:线材、棒材、管料、板料等。 9.答:冷挤压坯料进行软化处理的原因:为了改善冷挤压坯料的挤 压性能和提高模具的使用寿命,大部分材料在挤压前和多道挤压工序之间必须进行软化处理,以降低材料的硬度,提高材料的塑形,得到良好的显微组织,消除内应力。 10.答:碳钢和合金钢坯料冷挤压前要进行磷化处理。磷化处理又叫 磷酸盐处理,也就是把钢坯放在磷酸盐溶液中进行处理。处理时金属表面发生溶解和腐蚀。由于化学反应的结果,在金属表面上形成一层很薄的磷酸盐覆盖层。 第六章冷挤压模具设计 本章通过一些典型的冷挤压模具结构,介绍冷挤压模具的特点、其工作零件及其它主要零部件的设计要点及步骤等。 第一节冷挤压模具的结构及分类 一、概述 冷挤压是在常温下对金属材料进行塑性变形,其单位挤压力相当大,同时由于金属材料的激烈流动所产生的热效应可使模具工作部分温度高达200℃以上,加上剧烈的磨损和反复作用的载荷,模具的工作条件相当恶劣。因此冷挤压模具应具有以下特点: (1)模具应有足够的强度和刚度,要在冷热交变应力下正常工作; (2)模具工作部分零件材料应具有高强度、高硬度、高耐磨性,并有一定的韧性; (3)凸、凹模几何形状应合理,过渡处尽量用较大的光滑圆弧过渡,避免应力集中; (4)模具易损部分更换方便,对不同的挤压零件要有互换性和通用性; (5)为提高模具工作部分强度,凹模一般采用预应力组合凹模,凸模有时也采用组合凸模; (6)模具工作部分零件与上下模板之间一定要设置厚实的淬硬压力垫板,以扩大承压面积,减小上下模板的单位压力,防止压坏上下模板; (7)上下模板采用中碳钢经锻造或直接用钢板制成,应有足够的厚度,以保证模板具有较高的强度和刚度。 典型的冷挤压模具由以下几部分组成: 1.工作部分如凸模、凹模、顶出杆等; 2.传力部分如上、下压力垫板; 3.顶出部分如顶杆、反拉杆、顶板等; 4.卸料部分如卸料板、卸料环、拉杆、弹簧等; 5.导向部分如导柱,导套、导板、导筒等; 6.紧固部分如上、下模板、凸模固定圈、固定板、压板、模柄、螺钉等。 二、冷挤压模具分类 冷挤压模具有多种结构形式,可根据冷挤压件的形状、尺寸精度及材料来选择合适的模具结构形式。冷挤压模具可以按以下几个方面来分类。 (一)按工艺性质分类 模具按工艺性质可分为:正挤压模、反挤压模、复合挤压模、镦挤压模等。 1.正挤压模图6-1所示为实心件正挤压模。该模具更换相应的工作部 建筑铝合金型材(窗用)的模具设计 摘要 为了适应不同的地区、不同系列、不同用途的门窗结构以及其他的建筑结构需要,建筑铝合金型材的品种繁多,规格的范围也是十分的宽广。据不完全的统计,世界上已经出现了上万种建筑型材。建筑铝合金型材一般采用挤压的方法得到,而挤压工模具对于实现整个的挤压过程是有着十分重要意义的。 工具和模具结构的合理性是实现任何挤压的工艺过程的基础。因为工模具结构是传递挤压力以及使金属产生挤压变形的关键部件;模具是使产品成形,并保证正确的形状、尺寸以及精度的基本部分;同时模具是保证挤压产品的内外表面质量中最重要因素之一;并且在一定程度上,模具可以控制产品的力学性能和内部组织。因此,合理的挤压模具设计可以说是实现挤压生产中高产、低耗、优质的最重要保证之一。 本文论述了铝合金挤压模具设计的现状与发展趋势,介绍了挤压模具设计的步骤和关键点。结合型材的特点设计了模具的分流孔、分流桥、模芯、焊合室、模孔、工作带和空刀的结构与尺寸。 关键词:建筑铝合金型材;挤压模具设计;平面分流模 Design of extrusion die for aluminum alloy section for windows of buildings Abstract In order to adapt to different regions, different series and different uses of doors ,windows and other architectural structures’ needs, architectural aluminum profiles and the range of specifications is very wide. According to incomplete statistics, the world has been out of the tens of thousands kind of building profiles. Architectural aluminum profiles generally are used by extrusion, and extrusion tooling is great significance to the whole of extrusion process. The consistency of tool and die structure is the basis of achieving any foundation extrusion process. Because the die structure is the key components of passing extrusion pressure and producing metal extrusion; Mold is the essential part of ensuring product’s correct shape, size and precision; The same time, mold is the most important factors to ensure the surface quality of the inner and outer of extrusion product ; The mold can control the mechanical properties and internal organization. Therefore, reasonable extrusion die design is one of the most important assurance of achieving extrusion production high yield, low cost and high quality. This paper discusses the situation and development trend of aluminum extrusion die design, and introduces the steps and key points of extrusion die design. The paper design the structure and size of mold sections’ diversion hole, split bridge, mold cores, welding chamber, the die hole, working part and empty knife. Key Words: Architectural aluminum profile;Design of extrusion die;Planar porthole die 目录 摘要 Abstract 第一章概述.............................................................................................................................. - 1 - 1.1我国建筑铝型材工业发展现状及趋势.............................................................................. - 1 - 1.2挤压成行的工艺特点.......................................................................................................... - 2 - 1.3研究目的和意义.................................................................................................................. - 2 - 第二章挤压产品的工艺分析.................................................................................................. - 4 - 2.1计算产品.............................................................................................................................. - 4 - 2.2工艺性分析.......................................................................................................................... - 4 - 2.3生产方案.............................................................................................................................. - 7 - 2.4模具的总体结构分析.......................................................................................................... - 8 - 2.5 挤压工具总体设计 (9) 第三章工艺计算.................................................................................................................... - 11 - 3.1坯料尺寸计算.................................................................................................................... - 11 - 3.2挤压力的计算.................................................................................................................... - 12 - 3.3挤压机的选择.................................................................................................................... - 14 - 3.4压力中心的计算................................................................................................................ - 15 - 第四章挤压工模具结构设计................................................................................................ - 16 - 4.1模具结构设计.................................................................................................................... - 16 - 4.2模具强度校核.................................................................................................................... - 23 - 4.3挤压筒的设计.................................................................................................................... - 24 - 4.4挤压轴的设计.................................................................................................................... - 27 - 4.5挤压垫的设计 (29) 4.6模具实体图 (30) 总结.................................................................................................................................. - 34 - 参考文献.................................................................................................................................. - 35 - 致谢.................................................................................................................................. - 36 - 目录 前言 (1) 1冷挤压基础知识 (2) 1.1冷挤压的实质及方法分类 (2) 1.2冷挤压工艺的优缺点及应用范围 (2) 1.2.1冷挤压的特点 (2) 122冷挤压的优点 (3) 1.2.3冷挤压的缺点 (4) 1.2.4冷挤压工艺的应用范围 (4) 1.3冷挤压技术现状及发展方向 (5) 1.3.1冷挤压技术的现状 (5) 1.3.2冷挤压技术发展方向 (6) 1.4冷挤压模具设计基础知识 (6) 1.4.1冷挤压模具的构造及特点 (6) 1.4.2模具设计基本要求 (7) 1.4.3 模具设计的一般程序 (7) 1.5 本文研究的主要内容 (8) 2冷挤压件图的设计及毛坯准备 (10) 2.1冷挤压件图的设计 (10) 2.2毛坯的制备及处理 (12) 2.2.1坯料形状和尺寸确定 (12) 222坯料的软化处理 (12) 223 坯料表面处理及润滑 (13) 2.3冷挤压工艺方案设计 (14) 2.4冷挤压模具材料 (15) 3挤压力的估算及挤压设备的选择 (16) 3.1影响单位挤压力的主要因素 (16) 3.2冷挤压力的估算及压力机选择 (18) 4模具结构设计 (19) 4.1凹模设计 (19) 4.1.1凹模的结构形状设计 (20) 4.1.2凹模各部分尺寸的设计计算 (20) 4.2上模部分结构设计 (23) 4.3导向装置 (24) 4.4卸料装置 (25) 4.5凹模压板紧固螺钉计算 (26) 4.6模具总体结构 (26) 5凸、凹模失效形式及分析 (28) 5.1凸模失效形式及分析 (28) 5.1.1凸模失效原因 (28) 目录 第一章冷挤压工艺的特点及模具分类 (2) 一、冷挤压工艺 (2) 二、冷挤压模具特点 (2) 三、典型的冷挤压模具组成 (3) 四、冷挤压模具分类 (3) 五、冷挤压的特点 (4) 第二章模具工作部分设计 (5) 一、冷挤压模设计要求 (5) 二、正挤压凸模 (6) 三、正挤压凹模 (7) 第三章模具组成及工作过程原理 (8) 一、自行车前钢碗正挤压模具装配图 (8) 二、工作过程 (10) 第四章听课感受及意见与建议 (11) 一、感受 (11) 二、意见和建议 (11) 参考文献 (11) 第一章冷挤压工艺的特点及模具分类 一、冷挤压工艺 冷挤压的工艺过程是:先将经处理过的毛坯料放在凹模内,借助凸模的压力使金属处于三向受压应力状态下产生塑性变形,通过凹模的下通孔或凸模与凹模的环形间隙将金属挤出。它是一种在许多行业广泛使用的金属压力加工工艺方法。 二、冷挤压模具特点 1、模具应有足够的强度和刚度,要在冷热交变应力下正常工作; 2 、模具工作部分零件材料应具有高强度、高硬度、高耐磨性,并有一定的韧性; 3、凸、凹模几何形状应合理,过渡处尽量用较大的光滑圆弧过渡,避免应力集中; 4、模具易损部分更换方便,对不同的挤压零件要有互换性和通用性; 5、为提高模具工作部分强度,凹模一般采用预应力组合凹模,凸模有时也采用组合凸模; 6、模具工作部分零件与上下模板之间一定要设置厚实的淬硬压力垫板,以扩大承压面积,减小上下模板的单位压力,防止压坏上下模板; 7、上下模板采用中碳钢经锻造或直接用钢板制成,应有足够的厚度,以保证模板具有较高的强度和刚度 、典型的冷挤压模具组成 1、工作部分如凸模、凹模、顶出杆等; 2、传力部分如上、下压力垫板; 3、顶出部分如顶杆、反拉杆、顶板等; 4、卸料部分如卸料板、卸料环、拉杆、弹簧等; 5、导向部分如导柱,导套、导板、导筒等; 6、紧固部分如上、下模板、凸模固定圈、固定板、压板、模柄、螺钉等。 在第二章内容中将主要介绍模具的工作部分的设计 四、冷挤压模具分类 根据金属被挤出的方向与凸模运动方向的关系,冷挤压一般可分为正挤压、反挤压、复合挤压三种基本方式。 1、正挤压如图1-1所示,挤压时金属流动方向与凸模流动方向相同,适用于各种形状的实心件、管件和环形件的挤压; 2、反挤压如图1-2所示,挤压时金属流动方向与凸模运动方向相反,适用于各种截面形状的杯形件的挤压; 3、复合挤如图1-3所示,挤压时,金属流动方向相对于凸模运动方向,一部分相同,另一部分相反,适用于各种复杂形状制件的挤压;改变凹模孔口或凸、凹模之间缝隙的轮廓形状,就可以挤出形状和尺寸不同的各种空心件和实心件。 cd 大型工业铝型材模具设计与制造 李明环 (辽宁忠旺模具有限公司 辽阳市 111003) 前言 随着我国经济的飞速发展,城市化和工业化进程加快,铝合金挤压型材在国民经济各个领域中的应用越来越广泛。型材截面向大型化,异型化方向发展,对尺寸精度和形位尺寸精度的要求也越来越高。为了提高企业的核心竞争力,实现产品的技术升级,辽宁忠旺集团近年来相继投入巨资引进了55MN 、75MN 、125MN 等具有国际先进技术水平的大型挤压机及相关配套设备,承接了大量的国内外定单,产品受到了客户的广泛赞誉,同时也给企业带来了良好的经济效益。 在铝合金型材挤压加工过程中,模具对实现整个挤压过程有着十分重要的意义。合理的工模具结构是实现挤压工艺过程的基础,因为模具是使金属产生挤压变形的关键部件,是产品成形和尺寸精度的重要保证,同时模具也是保证产品内外质量的重要因素之一。合理的工模具结构在一定程度上可控制产品的力学性能和内部组织,特别是在控制空心铝型材的焊缝组织和型材力学性能方面尤为重要。模具外圆和厚度,分流孔的大小、数量、形状、分布位置,焊合腔的形状和尺寸,模芯的结构等技术参数是我们在设计模具时所要考虑的重要部分。为此,我公司在生产实践中,不断更新模具设计理念,采用国内外最先进的制模设备和加工技术,制作出高质量的挤压模具,使铝挤压型材的质量和成品率不断提高。在此,我以某轻体列车TFX-3铝型材模具的设计、加工为例,谈谈个人的一点浅见。 1 TFX-3 型材 1.1 TFX-3 型材的特点 图1 为轻体列车车厢用空心型材TFX-3截面图,其特点:外接圆尺寸较大,达到482mm;壁厚差大,最小壁厚t=3mm,最大壁厚为t=10mm;截面积F=73.1cm2;中空有8 条加强筋,其中最长的一条斜筋长度达145.2mm。 型材的合金牌号和供应状态为6005A-T6 。 挤压工艺及模具设计期末考试卷及答案 文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208] 2016—2017学年第二学期期终考试挤压工艺及模具设计试卷A 注:1.请考生将试题答案写在答题纸上,在试卷上答题无效。 2.凡在答题纸密封线以外有姓名、班级学号、记号的,以作弊论。 一、名词解释题(每题3分,共计3×5=15分) 1)反挤 2)型材挤压 3)“红脆”现象 4)皂化处理 5)脱碳现象 二、是否判断题(每题分,共计×10=15分) 1)复合挤压工艺中包含有正挤压、反挤压、减径挤压等挤压特性。 2)温挤压后的试件必须进行正火或退火等热处理,从而得到较好的综合 性能。 3)静液挤压是一种新型挤压工艺,能使脆性材料的挤压变成现实。 4)型材挤压之所以产品形式不一样,其决定因素在于模孔的不同设计。 5)温挤压的制件尺寸精度和表面粗糙度明显好于热挤压,但要差于冷挤 压的。 6)型材挤压时挤压速度与加热温度两者之间必须良好协调,否则其挤压 制件质量不能保证。 7)确定热挤压加热温度的范围,要综合考虑材料的塑性、质量和变形抗 力等因素。 8)挤压模特别是冷挤压模具的凹模多设计成预应力圈组合式凹模。 9)热挤压件图要参考冷挤压件图,在考虑多种因素的前题下,进行绘制 或设计。 10)冷挤压件一般要进行挤后的等温退火处理。 三、简答题(每题5分,共5×5=25分) 1)挤压时主变形区金属处于什么应力状态画出正挤压变形分区,表示其 应力应变状态 2)型材挤压时沿长度方向最易出现什么质量问题有什么措施解决 3)Conform连续挤压有何特点 4)相对比其他塑性成形工艺,挤压工艺有何特点 5)如何防止或消除挤压时的附加应力和残余应力 四、问答题(每题14分,共2×14=28分) 1)冷挤压时,挤压力与挤压行程存在一定的关系,请用曲线表示,各阶段有何特点影响冷挤压力的主要因素有哪些 2)图1为一中部带凸缘的杯形件制品,现在需要运用挤压工艺成形,请设计2套工艺方案,详细阐述每套方案的每一工步或工序,并绘制各步简图 五、综合题(共17分) 目录 第一章概述 (2) 第二章模孔布置 (3) 2.1模具的外形尺寸 (3) 2.2模孔的合理配置 (3) 第三章设计工作带长度 (5) 第四章设计导流腔 (8) 第五章型材模孔尺寸设计 (9) 第六章型材模具强度校核............................................................................................. 错误!未定义书签。第七章绘制模具图.. (14) 总结..................................................................................................................................... 错误!未定义书签。参考文献. (16) 第一章概述 1.从模具设计与制造的专业术语可知,用于成形加工的模具必须完成设计和制造两个阶段,它们相辅相成,缺一不可。本设计为型材模具课程设计。 2.设计时,首先根据工件横截面形状对模具的模孔进行布置;模孔布置设定后再对模具各段的工作带进行计算和设计,设计导流腔;选择模具材料并通过计算确定型材模孔尺寸;最后对所设计的模具进行强度校核及画出模具图;对此次课程设计进行总结。 第二章模孔布置 2.1模具的外形尺寸 ①模具外形D 模子外圆直径主要依据挤压机吨位和挤压筒大小、模孔的合理布置及制品尺寸来确定,并考虑模具外形尺寸的系列化,便于更换、管理,一般一台挤压机上最好只有1~2种规格。型材部分模具外形尺寸如下所示: 表1-1 型材、棒材用部分模具外形尺寸 挤压机能力/MN 模具外形尺寸 D1D2H (°)h h1 11.76 148 150.6 30 3 2~3 1.5 148 152.5 40 3 2~3 1.5 148 154.5 70 2 2~3 1.5 19.6 200 203.4 40 3 3~4 1.5 200 204.5 60 3 3~4 1.5 200 207.5 80 3 3~4 1.5 49 265 275.5 60 8 4~8 2.5 350 370.9 60 9 4~8 2.5 350 324.6 70 10 4~8 2.5 350 384.4 70 10 4~8 2.5 又因为挤压筒的内径为200mm,挤压机能力为19.6MN,则选取D=200mm ②在挤压机设计时,通常选取单位压力位1000MPa时的挤压筒D t作为基本参数来确定模具的厚度,其关系为: H=(0.12~0.22)D t 所以H=(0.12~0.22)D t=0.12~0.22)3200=24~44mm 又因为模子厚度主要是根据强度要求及挤压机吨位来确定,在保证模具组件(模子+模垫+垫环)有足够强度的条件下,模子的厚度应尽量薄。一般H=25~80mm,80MN以上吨位挤压机取80~150mm。模具厚度也应系列化。 所以取H=40mm 2.2 模孔的合理配置 单孔挤压时的模孔布置 ①具有两个以上对称轴的型材,型材的重心布置在模子中心 ②具有一个对称轴,如果断面壁厚差不大,应使型材的对称轴通过模子的一个坐标轴,使型材断面的重心位于另一个坐标轴上。 ③对于非对称的型材和壁厚差别很大的型材,将型材重心相对模子中心偏移一定距离,且 1. 绪论 1. 1 挤压的定义及分类 1. 1. 1 挤压的定义 挤压是将挤压模具装在压力机上, 将金属坯料放入模腔内, 利用压力机的往返运动, 在强大的压力和一定的速度之下, 迫使金属在挤压模的型腔内发生塑性变形, 从模腔中挤出, 从而获得所需形状、尺寸以及具有一定力学性能的挤压件。挤压是在很强的三向应力状态下的成型的过程, 因而允许很大的变形量, 更适于低塑性材料的成型。显然, 挤压加工是靠模具来控制金属流动, 靠金属体积的大量转移来成型零件的; 在整个变形过程中, 其材料的体积是保持不变的[1]。 挤压成型速度范围很广, 它既可在专用挤压机上进行, 也可在一般的机械压力机、液压机、摩擦压力机以及高速空气锤上进行。挤压成型温度范围也很广, 它既可在常温、中温下进行, 也可在高温中进行。根据制品形状的要求, 有各种与之相配的模具。挤压模具是挤压生产中最重要的工具, 它的结构形式、各部分尺寸、模具材料、模具的装配形式等, 对挤压力、金属流动的均匀性、制品尺寸的稳定性、制品表面质量以及模具自身的使用寿命等都产生极大的影响[2]。 1. 1. 2 挤压的分类 ( 1) 按毛坯加热温度的不同分类 1) 冷挤压在室温中对毛坯进行挤压。 冷挤压的特点及应用范围; 采用冷挤压法加工能够降低原材料消耗, 材料的利用率高达70%~90%[4]。在冷挤压中, 金属材料处于三向不等的压应力作用下, 挤压后金属材料的晶粒组织更加细小而密实; 金属流线不被切断, 而是沿着挤压件轮廓连续分布; 同时, 由于冷挤压利用了金属材料经冷加工而产生的加工 硬化的特性, 使冷挤压件的强度大为提高, 从而提供了用低强度钢代替高强度钢的可能性[3]。另外, 冷挤压靠强大的压力来熨平毛坯表面, 因此能够获得较高尺寸精度和较低表面粗糙度的冷挤压件。 冷挤压模具与一般冷冲模相比, 工作时所受的压力大得多, 因而在强度、刚度和耐磨性等方面的要求都较高。冷挤模不同于冷冲模的地方主要有: ●凹模一般为组合式( 凸模也常常见组合式) 结构; ●上﹑下模板更厚, 材料选择得更好, 满足模具的强度要求; ●导柱直径尺寸较大, 满足模具的刚度要求; ●工作零件尾部位置均加有淬硬的垫板; ●模具易损件的更换、拆卸更方便[5]。 从上述分析能够看出, 冷挤压加工具有”高产、优质、低消耗”的特点, 在技术上和经济上都有很高的实用价值。当前, 已在机械、仪表、电器、轻工、航宇、船舶、军工等工业部门中得到较为广泛的应用, 已成为金属塑性成形技术中不可缺少的重要加工手段之一。 当然, 冷挤压也有一些缺点, 比如, 单位挤压力较大, 模具使用寿命较短[11]。可是, 随着科学技术的发展, 模具材料的开发, 模具结构的合理化, 缺点会被克服, 优越性会得到充分发挥。 2) 温挤压将毛坯加热到金属再结晶温度以下的某个适当的温度范围内进行挤压。 3) 热挤压将毛坯加热到金属再结晶温度以上的某个适当的温度范围内进行挤压。 ( 1) 按毛坯材料种类不同分类 1) 有色金属挤压被挤压毛坯材料为有色金属及其合金。 2) 黑色金属挤压被挤压毛坯材料为黑有色金属及其合金[6]。 1. 1. 3 挤压基本方法 根据挤压时金属流动方向与挤压轴运动方向之间的关系, 常见的挤压方法 铝型材挤压模具设计思考题 1、基本概念 平模、锥模、正锥模、倒锥模、舌比、比周长、宽厚比、阻碍角、促流角、挤压比、分流比、宽展量、宽展角、比压 2.模具工作带的作用是什么?确定工作带长度的原则是什么? 3.挤压模具设计时,为什么要设计入口圆角? 4.在50MN挤压机直径为360mm的挤压筒上,挤压直径为40mm棒材,合理的挤压比范围为10~15,模孔数目为多少合适? 5. 不等壁型材模设计时,如何确定不同壁厚处的模孔工作带长度? 6.在型材模具设计时,如何平衡模孔不同部位金属的流动速度? 7.在槽形型材模具设计时,为什么型材模孔的角度应增大1°~2°,设计成91°~92°,而且型材底部的模孔尺寸应适当扩大0.1~0.8mm? 8.分流模主要由那几部分构成,焊合室的主要作用是什么? 。 9.型材模孔设计时,模孔尺寸要比型材的名义尺寸大一些,这是为什么? 10.分流模设计中,为什么要将模孔置于分流桥下面?如果模孔不能完全被桥遮 蔽,工作带尺寸如何确定? 11.分流模设计时,模芯为什么要伸出模孔工作带一定长度? 12.焊合室的大小、形状对挤压制品的质量有何影响? 13.焊合室高度对制品的焊合质量有何影响? 14.一般来说,焊合室高度越大,制品的焊合质量越好,但易造成制品偏心,这是为什么? 15.挤压模具设计中为什么要设计“空刀”,空刀尺寸大小对产品质量和模具寿命有何影响? 16.宽展模挤压的基本原理是什么? 17.导流模挤压的基本原理是什么? 18.模具优化设计的意义是什么?模具优化设计的基本方法是什么? 19.采用平模挤压生产普通实心型材时,如果出现弯曲、扭拧等缺陷,可采用那些修模方法以消除这些缺陷? 20.采用分流模挤压空心型材时,如果出现弯曲、扭拧等缺陷,可采用那些修模方法以消除这些缺陷? 21.当型材尺寸出现超负偏差,或超正偏差时,如何修模? 目录 一、挤压相关知识及发展状况 (2) 二、总设计过程概论 (5) 三、实心型材模设计 (7) 四、总结与体会 (19) 1.1 挤压加工方法 挤压是有色金属、钢铁材料生产与零件成型加工的主要方法之一,也是各种复合材料、粉末材料等先进材料制备与加工的重要方法。从大尺寸金属铸锭的热挤压开坯、大型管棒型材的热挤压加工至小型精密零件的冷挤压成型,从粉末、颗粒料为原料的复合材料直接固化成型到金属间化合物、超导材料等难加工材料,现代挤压技术得以广泛的应用。 挤压加工的方法主要有正挤压,反挤压,侧向挤压,玻璃润滑挤压,静液挤压,连续挤压。挤压加工特点是处于强烈的三向压应力状态,这有利于提高金属的塑性变形能力,提高制品的质量,改善制品内部微观组织和性能。除此以外,挤压加工还具有应用范围广,生产灵活性大,工艺流程简单和设备投资少的特点。应用挤压加工工艺最多的材料是低熔点的有色合金,如铝及铝合金。 1.2 铝加工行业的分布 中国的铝加工企业主要集中于沿海(广东、福建、浙江、上海、江苏、山东、河北、天津、北京、辽宁)地区,即珠江三角洲(广州一深圳为中心的经济圈)、长江三角洲(上海为中心的经济圈)、环渤海湾地区(京津经济圈)所占比例较大,许多铝加工企业都云集于此三大经济圈。在珠三角地区,主要集中在佛山地区,其中大沥更是全国,甚至世界地区铝加工业的佼佼者。 1.3铝及铝合金的特点与应用 铝及铝合金具有一系列特性,在金属材料的应用中仅次于钢材而居第二位。目前全世界铝材的消费量在1800万吨以上,其中用于交通运输(包括铁道车辆、汽车、摩托车、自行车、汽艇、快艇、飞机等)的铝材约占27%,用于建筑装修的铝材约23%,用于包装工业的铝材约占20%。随着中国经济建设的高速发展,人民生活水平的不断提高,中国的建筑行业发展迅速,包括铝型材在内的 一、绪论 1.1 挤压加工方法 挤压是有色金属、钢铁材料生产与零件成型加工的主要方法之一,也是各种复合材料、粉末材料等先进材料制备与加工的重要方法。从大尺寸金属铸锭的热挤压开坯、大型管棒型材的热挤压加工至小型精密零件的冷挤压成型,从粉末、颗粒料为原料的复合材料直接固化成型到金属间化合物、超导材料等难加工材料,现代挤压技术得以广泛的应用。 挤压加工的方法主要有正挤压,反挤压,侧向挤压,玻璃润滑挤压,静液挤压,连续挤压。挤压加工特点是处于强烈的三向压应力状态,这有利于提高金属的塑性变形能力,提高制品的质量,改善制品内部微观组织和性能。除此以外,挤压加工还具有应用范围广,生产灵活性大,工艺流程简单和设备投资少的特点。应用挤压加工工艺最多的材料是低熔点的有色合金,如铝及铝合金。 1.2 铝加工行业的分布 中国的铝加工企业主要集中于沿海(广东、福建、浙江、上海、江苏、山东、河北、天津、北京、辽宁)地区,即珠江三角洲(广州一深圳为中心的经济圈)、长江三角洲(上海为中心的经济圈)、环渤海湾地区(京津经济圈)所占比例较大,许多铝加工企业都云集于此三大经济圈。在珠三角地区,主要集中在佛山地区,其中大沥更是全国,甚至世界地区铝加工业的佼佼者。 1.3铝及铝合金的特点与应用 铝及铝合金具有一系列特性,在金属材料的应用中仅次于钢材而居第二位。目前全世界铝材的消费量在1800万吨以上,其中用于交通运输(包括铁道车辆、汽车、摩托车、自行车、汽艇、快艇、飞机等)的铝材约占27%,用于建筑装修的铝材约23%,用于包装工业的铝材约占20%。随着中国经济建设的高速发展,人民生活水平的不断提高,中国的建筑行业发展迅速,包括铝型材在内的建筑装饰材料不断增加。铝型材的应用已经扩展到了国民经济的各个领域和人民生活的各个层面。 根据铝合金的成分和生产工艺特点,通常分为变形铝合金与铸造铝合金两大类。变形铝合金也叫熟铝合金,根据据其成分和性能特点又分为防锈铝,硬铝,超硬铝,锻铝和特殊铝等五种。 铝合金比纯铝具有更好的物理力学性能:易加工、耐久性高、适用范围广、装饰效果好、花色丰富。铝合金分为防锈铝、硬铝、超硬铝等种类,各种类均有各自的使用范围,并有各自的代号,以供使用者选用。铝合金型材具有强度高、重量轻、稳定性强、耐腐蚀性强、可 铝型材 百科名片 工业铝型材 铝型材,就是铝棒通过热熔、挤压、从而得到不同截面形状的铝材料。铝型材的生产流程主要包括熔铸、挤压和上色三个过程。其中,上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等过程。 目录 铝型材分类方法 铝型材生产流程 其它相关信息 编辑本段 铝型材分类方法 一、按用途可以分为以下几类: 1. 门窗的建筑用门窗铝型材[1](分为门窗和幕墙二种). 2. CPU散热器的专用散热器铝型材 3. 铝合金货架铝型材,他们的区别在于截面形状的不同.但都是通过热熔挤压生产出来的. 4..工业铝型材:主要用于自动化机械设备、封罩的骨架以及各公司根据自己的机械设备要求定制开模,比如流水线输送带、提升机、点胶机、检测设备等等,电子机械行业和无尘室用得居多! 二、按合金成分类: 可分为1024、2011、6063、6061、6082、7075等合金牌号铝型材,其中6系的最为常见.不同的牌号区别在于各种金属成分的配比是不一样的,除了常用的门窗铝型材如60系列、70系列、80系列、90系列、幕墙系列等建筑铝型材之外,工业铝型材没有明确的型号区分,大多数生产厂都是按照客户的实际图纸加工的. 三、按表面处理要求分类: 1. 阳极氧化铝材 2. 电泳涂装铝材 3. 粉末喷涂铝材 4. 木纹转印铝材 5. 刨光铝材(分为机械刨光与化学抛光二种,其中化学抛光成本最高,价格也最贵) 1、熔铸是铝材生产的首道工序。 主要过程为: (1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。 (2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。 (3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。 2、挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。不同牌号的可热处理强化合金,其热处理制度不同。 3、上色 (此处先主要讲氧化的过程) 氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。 其主要过程为: 1.冷挤压的定义及特点 1. 1 冷挤压的定义 冷挤压是精密塑性体积成形技术中的一个重要组成部分。冷挤压是指在冷态下将金属毛坯放入模具模腔内,在强大的压力和一定的速度作用下,迫使金属从模腔中挤出,从而获得所需形状、尺寸以及具有一定力学性能的挤压件。显然,冷挤压加工是靠模具来控制金属流动,靠金属体积的大量转移来成形零件的。 1. 2 . 冷挤压的优点及技术难点 目前,冷挤压技术已在紧固件、机械、仪表、电器、轻工、宇航、船舶、军工等工业部门中得到较为广泛的应用,已成为金属塑性体积成形技术中不可缺少的重要加工手段之一。二战后,冷挤压技术在国外工业发达国家的汽车、摩托车、家用电器等行业得到了广泛的发展应用,而新型挤压材料、模具新钢种和大吨位压力机的出现便拓展了其发展空间。日本80年代自称,其轿车生产中以锻造工艺方法生产的零件,有30%~40%是采用冷挤压工艺生产的。随着科技的进步和汽车、摩托车、家用电器等行业对产品技术要求的不断提高,冷挤压生产工艺技术己逐渐成为中小锻件精化生产的发展方向。与其他加工工艺相比冷挤压有如下优点: 1)节约原材料。冷挤压是利用金属的塑性变形来制成所需形状的零件,因而能大量减少切削加工,提高材料利用率。冷挤压的材料利用率一般可达到80%以上。 2)提高劳动生产率。用冷挤压工艺代替切削加工制造零件,能使生产率提高几倍、几十倍、甚至上百倍。 3)制件可以获得理想的表面粗糙度和尺寸精度。零件的精度可达IT7~IT8级,表面粗糙度可达R0.2~R0.6。因此,用冷挤压加工的零件一般很少再切削加工,只需在要求特别高之处进行精磨。 4)提高零件的力学性能。冷挤压后金属的冷加工硬化,以及在零件内部形成合理的纤维流线分布,使零件的强度远高于原材料的强度。此外,合理的冷挤压工艺可使零件表面形成压应力而提高疲劳强度。因此,某些原需热处理强化的零件用冷挤压工艺后可省去热处理工艺,有些零件原需要用强度高的钢材制造,用挤压铝型材课程设计讲解
挤压工艺及模具习题库参考答案
冷挤压模具的结构、分类与设计
建筑铝合金型材的模具设计
铝合金挤压模设计
齿轮轴冷挤压模具设计说明书
冷挤压工艺正挤压模具设计说明
大型工业铝型材模具设计与制造
挤压工艺及模具设计期末考试卷及答案
挤压模具设计
挤压模具说明书样本
铝型材挤压模具考题
挤压工艺与模具设计..
挤压模具课程设计说明书
型材挤压机参数及模具设计纲要
反挤压模具课程设计说明书