多元过程能力指数及其置信区间的估计(精)
服务热线的“热度”及其测评分析
田志友
(上海质量管理科学研究院,上海,200050)
摘要:从社会公众和顾客角度,用“热度”来形象描述服务热线的质量水平,将服务热线的“热度”界定为:服务组织通过电话热线向顾客和社会公众提供及时、准确、有效信息的服务质量水平。然后,分别从拨通率、响应速度和服务效率三方面,设计“热度”测评指标体系,并从顾客和第三方角度进行“热度”指标的拨测和调查。在进行“热度”值测评时,提出要综合考虑话务量大小、峰谷时段、服务方式、关注程度、主客观评价数据等五方面因素的影响,进行“热度”指标取值的转化和测评。最后,对上海地区51条公众最为常用的服务热线进行了实证分析。
关键词:服务热线;热度;服务质量;测评;优化
1.引言
服务热线是组织与顾客和公众“第一次接触”的平台,集中展现了组织形象,直接反映出组织的质量意识和管理水平。随着网络通信技术的日益发达、信息化的高度发展,服务热线已经成为社会交流沟通的主渠道,它所发挥的作用和影响越来越重要。不过,与发达国家热线服务水平相比,国内的热线服务虽然在硬件设施和软件系统建设方面已经取得显著成效,积累了一定的管理经验,但是,在热线服务质量方面,热线不“热”已经成为公众反应强烈的问题,特别是在政府和公用事业服务领域的服务热线,还没有真正做到“以公众利益为关注焦点”,远远不能满足社会公众日益增长的服务需求。
本文拟从顾客和公众角度出发,用“热度”一词来形象地描述服务热线的服务质量水平,通过对服务热线的“热度”进行科学地界定、测评和改进,建立服务热线质量管理的理论体系和服务标准。
2.服务热线及其“热度”
服务热线是指组织利用电话等通讯手段和计算机技术为广大客户和社会公众不间断地提供信息服务的平台和媒介。这种服务方式起源于二十世纪三十年代,最初仅限于简单的电话接听业务。1956年泛美航空公司建成世界上第一个具有一定规模、可提供“7×24”(每周7天、每天24小时)服务的热线系统,可以让客户通过热线进行机票预定。随后,AT&T又推出了第一个用于电话营销的呼
资助项目:国家自然科学基金项目(No.70572106)
作者简介:田志友(1974-),男,河北石家庄人,上海质量管理科学研究院助理研究员,管理学博士,主要方向为:
出型服务中心,并在1967年正式开始运营800被叫付费业务,从此以后,服务热线开始在全球范围内被迅速接受和采用,成为企业、政府、各种非盈利机构开展客户服务、市场营销、咨询投诉和技术支持的有效手段,并逐渐从一个“成本中心”过渡到“利润中心”,再到今天的“客户体验中心”,形成了规模庞大的热线呼叫服务产业。2003年,全球热线呼叫服务市场总产值已达到586亿美元,英美国家从事热线呼叫工作的人员就占总从业人口的3%~4%,成为关键的就业机会提供者[1,2]。
从理论角度看,热线服务是一种以信息技术为媒介的新型服务接触形式。在这种类型的服务接触过程中,顾客的主动消费意识比较强,与服务提供人员之间的互动性比较高,并且往往占据主动地位,因而顾客对接触点的服务质量要求更为苛刻,组织必须将关注重点不断转移到与顾客的互动和关系维护上,从听、触、视等方面不断增强顾客在热线接听过程中的质量感知,努力做到“热情”的接听,“热心”的解答和“热诚”的服务,才能更有效地应对竞争、提高顾客满意度和忠诚度。因此,本文提出利用“热度”一词,来形象描述热线服务的质量水平,将服务热线的“热度”定义为:服务组织通过电话热线向顾客和社会公众提供及时、准确、有效信息的服务质量水平。
3.“热度”测评指标体系
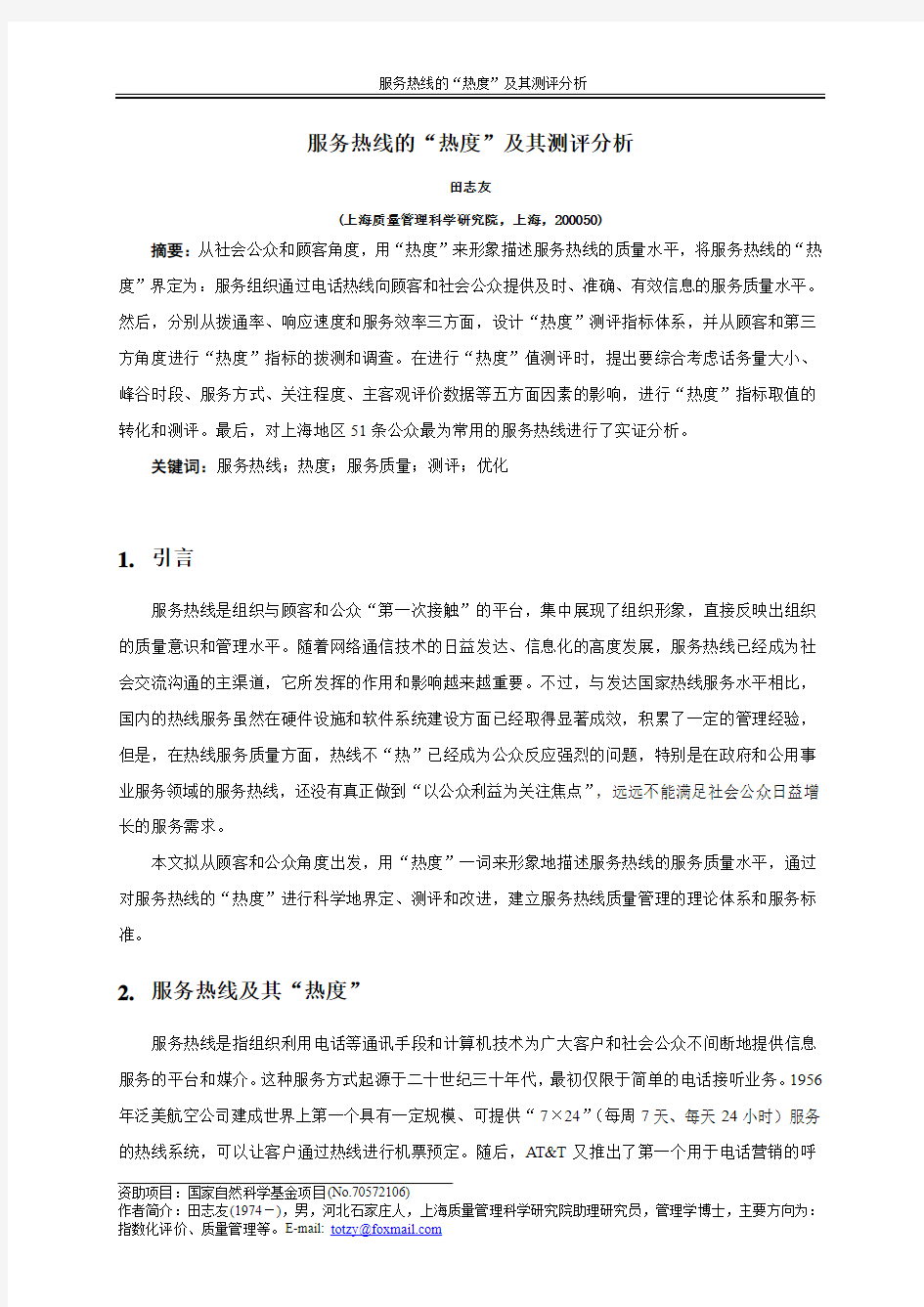
根据服务热线“热度”的界定,及时、准确和有效是顾客感知“热度”的关键质量特性和核心要素。基于此,并参考卡诺模型关于基本质量、一元质量和魅力质量的划分,将顾客对热线服务质量的主要期望通界定为接通率、响应速度、服务效率三方面,并通俗地表达为:拨得通、接得快、答得好。
图1:服务热线的关键质量特性
根据对服务热线关键质量特性的描述和分析,结合不同类型热线服务的内容和特点,展开形成图2所示服务热线“热度”测定的基本指标体系[3-5]。
图2:服务热线“热度”测定指标体系
4.“热度”测评技术
为了客观公正的进行服务热线“热度”的测评,确保测评结果的可信性、可比性,建议在进行服务热线“热度”测评时,要根据“热度”测定指标体系的构成,分别从第三方拨测、公众调查以及热线服务提供组织三个角度,分别设计指标数据的调查表和调查问卷,以获得真实有效的测评数据。同时,在问卷调查及对回收数据的处理过程中,还要充分考虑如下影响因素,以便科学合理的评价不同服务组织的服务努力程度。
(1)话务量:不同服务热线业务量存在较大差异;
(2)时段:不同时段话务量也可能存在较大差异,有峰谷之分;
(3)服务方式:不同热线服务方式不同,有的热线既有语音服务,也有人工服务,有的热线则只有人工或只有语音;
(4)关注度:社会公众对不同热线服务的关注程度不同,例如交通、通讯、银行等新兴服务行业和服务项目在技术、价格、营销方式等方面对公众产生不同的影响,引起的关注也不同。
(5)主客观评价:客观统计数据和公众主观调查数据之间存在一定差异。
为了消除上述五方面差异所带来的影响,需要综合运用相关分析、聚类分析和主成分分析等,对不同热线不同时段的话务量进行评估,根据时段不同、话务量不同,对“热度”测评指标的原始取值进行标准化处理。
以接通率为例,设{i h }表示第i 个时段的接通率指标取值,{i q }表示第i 个时段的话务量估计结果,则该条服务热线接通率指标的标准取值为:
i i i
i
q H h q =?∑∑ 表1是对某服务热线15秒钟内接通率指标取值的计算过程。
表1:服务热线接通率指标取值分析(以某热线为例)
率指标进行加权平均,最终得到的接通率指标值为:85.01。
此外,还需要根据不同的“热度”测评指标的性质,区分正向指标(如规定时间接通率)、负向指标(如弃呼率)及区间性指标(如平均通话时间),结合各指标取值情况,对“热度”指标进行正向化、标准化处理,转换为量纲统一的可比的指标。
在指标权重设计方面,为了克服专家赋权过程中的主观性,可以根据公众调查中对不同“热度”指标的偏好得分情况,统计得到“热度”指标权重。
最后,利用转换后得到的指标取值12n [,,......,]Z z z z =,以及各指标权重12[,,......]n W w w w =,得到“热度”值V 等于:
1212[,,......,][,,......,]T n n V Z W z z z w w w =?=?
5.“热度”测评的实证分析
利用上述方法,我们在上海地区选取了交通、银行、商业、通讯、旅游、医院和公用事业等共计51条主要的民生关注服务热线,通过上海“市民信箱”开展网上调查,累计回收有效样本12129份;同时,结合第三方暗访拨测结果,测算得到上海地区面向公众的服务热线总体“热度”水平为:63.17分;影响“热度”的三方面因素接通率、响应速度和服务效率的得分分别为:62.89,57.89和65.68。各主要行业服务热线的“热度”得分情况见表2。
表2:主要公众热线“热度”测评结果
6.小结
本文用“热度”一词来表达服务热线的质量水平,既生动又形象,它集中体现了服务热线的质量特性,体现了顾客的需求,是对服务热线质量水平的定量描述,也是不同行业服务热线水平比较的尺度。在“热度”指标数据调查方面,提出了分别从顾客、第三方和服务提供组织三者角度进行问卷调查和数据收集,在测评方法方面,提出了要考虑五个方面因素的影响,对不同指标的取值情况进行处理和转换,以便真实反映热线服务的努力程度。
参考文献
[1]任立. 保险行业中呼叫中心的设计与实现[D]. 中国, 合肥:中国科学技术大学, 2002.
[2]吴瑞云. 我国呼叫中心运营市场的现状与发展[J],2004,7:211-213
[3]Duder J. C., Rosewein MB., Towards “zero abandonments ” in call center performance, European Journal of Operational Research [J], 2001,135(1): 50-56
[4]Witt LA., Andrews MC., Carlson DS.. When Conscientiousness Isn’t Enough: Emotional
Exhaustion and Performance Among Call Center Customer Service Representatives, Journal of Management [J], 2004, 30(1):149-160
[5]Tanenbaum S.. Distributed Systems: Principles and Paradigms [M]. Beijing: Tsinghua Publish house, 2002, 3: 456-459
一元线性回归模型的置信区间与预测
§2.5 一元线性回归模型的置信区间与预测 多元线性回归模型的置信区间问题包括参数估计量的置信区间和被解释变量预测值的置信区间两个方面,在数理统计学中属于区间估计问题。所谓区间估计是研究用未知参数的点估计值(从一组样本观测值算得的)作为近似值的精确程度和误差范围,是一个必须回答的重要问题。 一、参数估计量的置信区间 在前面的课程中,我们已经知道,线性回归模型的参数估计量^ β是随机变量 i y 的函数,即:i i y k ∑=1?β,所以它也是随机变量。在多次重复抽样中,每次 的样本观测值不可能完全相同,所以得到的点估计值也不可能相同。现在我们用参数估计量的一个点估计值近似代表参数值,那么,二者的接近程度如何?以多大的概率达到该接近程度?这就要构造参数的一个区间,以点估计值为中心的一个区间(称为置信区间),该区间以一定的概率(称为置信水平)包含该参数。 即回答1β以何种置信水平位于() a a +-1 1?,?ββ之中,以及如何求得a 。 在变量的显著性检验中已经知道 ) 1(~^ ^ ---= k n t s t i i i βββ (2.5.1) 这就是说,如果给定置信水平α-1,从t 分布表中查得自由度为(n-k-1)的临界值 2 αt ,那么t 值处在() 22,ααt t -的概率是α-1。表示为 α αα-=<<-1)(2 2 t t t P 即 α ββαβα-=<-< -1)(2 ^ 2 ^ t s t P i i i
α ββββαβα-=?+<
过程能力与过程能力指数分析
过程能力与过程能力指数 过程能力 过程能力以往也称为工序能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一 致性的,是稳态下的最小波动。而生产能力则是指加工数量方面的能力,二者不可混淆。过程能力决定 于质量因素,而与公差无关。 当过程处于稳态时,产品的计量质量特性值有99.73%落在3的范围内,其中为质量特性值的总体均值,为质量特性值的总体标准差,也即有99.73%的产品落在上述6范围内,这几乎包括了全部产品。故通常用6倍标准差(6)表示过程能力,它的数值越小越好。 过程能力指数 (一)双侧公差情况的过程能力指数 对于双侧公差情况,过程能力指数C p的定义为:C p T T U T L (公式1); 66 式中,T为技术公差的幅度,T U、T L分别为上、下公差限,为质量特性值分布的总体标准差。当未知时,可用?1R/d2或?2s/c4估计,其中R为样本极差,R为其平均值,s占为样本标准差,s为其平均值,d2、c4为修偏系数,可查国标《常规控制图》GB/T4091—2001表。注意,估计必须在稳态下进行,这点在国标GB/T4091—2001《常规控制图》中有明确的规定并再三强调,不可忽视。 在过程能力指数计算公式中,T反映对产品的技术要求,而反映过程加工的一致性,所以在过程能 力指数C p中将6与T比较,就反映了过程加工质量满足产品技术要求的程度。 根据T与6的相对大小可以得到过程能力指数C p。如下图的三种典型情况。C p值越大,表明加工质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于C p值的选择应根据技术与经济的综合分析来决定。当T=6,C p=1,从表面上看,似乎这是既满足技术要求又很经济的情况。但 由于过程总是波动的,分布中心一有偏移,不合格品率就要增加,因此,通常应取C p大于1。 各种分布情况下的C p值
过程能力指数的4个基本特性
过程能力指数4 个基本特性 ???é?? 摘要:本文根据过程能力指数C p 定义发现了过程能力指数的4 个基本特性,即过程能力指数的对半特性、可计量特性、零判据和基准。这4 个特性为研究各种情况下过程能力指数公式提供了理论依据。 关键词:过程能力指数特性贡献过程能力指数区间基准 The Four Basic Properties of Process Capability Index Song xiangyan Abstract: This paper discovers the four important properties of process capability index according to the definition of C p, they are the fifty-fifty property of PCI, the measurability of PCI, the zero criterion of PCI and the datum of PCI. The four basic properties provide theoretical foundation for us to explore the various kinds of formulas of process capability index. Key words: Process capability index; Property; Contribution; Interval of process capability index; Datum 过程能力指数(PCI,Process Capability Index)定义为 C p = T 6 σ= T U–T L 6 σ(1) 式(1)是针对对称公差无偏情况定义的。根据数理统计概率计算公式,图1 中正态分布 曲线落在区间[T L,T U]内的合格率为 Ф( T U–μ σ)–Ф( T L–μ σ)=2 Ф(3C p) –1 (2) 由于过程能力指数来自于合格率的贡献,且正态分布曲线落在合格区内的合格率具有积 分的累加性,故合格率对对过程能力指数的贡献具有可加性。 推论1:过程能力指数具有可加性 在无偏情况下,见图2,过程能力指数C p 可看成是合格区间内彼此相邻的任意n 个大 小不同的区域的合格率对过程能力指数C p 贡献之和,即: ∑= = + + + = + + + = = n i n Cpi Cpn Cp Cp T T T T Cp 1 2 1 2 1 6 6 6 6 L L L L σσσσ 当T1= T2= ……= T n 时,C P= nT1 6 σ 。图5 是可加性在n=2 时的一个特例。 当偏移发生时,过程能力指数PCI 可看成合格区间内彼此相邻的任意n 个大小不同的
参数估计与假设检验的区别和联系
参数估计与假设检验的区别和联系 统计学方法包括统计描述和统计推断两种方法,其中,推断统计又包括参数估计和假设检验。 1.参数估计就是用样本统计量去估计总体的参数,它的方法有点估计和区间估计两种。 点估计是用估计量的某个取值直接作为总体参数的估计值。点估计的缺陷是没法给出估计的可靠性,也没法说出点估计值与总体参数真实值接近的程度。 区间估计是在点估计的基础上给出总体参数估计的一个估计区间,该区间通常是由样本统计量加减估计误差得到的。在区间估计中,由样本估计量构造出的总体参数在一定置信水平下的估计区间称为置信区间。统计学家在某种程度上确信这个区间会包含真正的总体参数。 在区间统计中置信度越高,置信区间越大。置信水平为1-a, a为小概率事件或者不可能事件,常用的置信水平值为99%,95%,90%,对应的a为0.01, 0.05,0.1 置信区间是一个随机区间,它会因样本的不同而变化,而且不是所有的区间都包含总体参数。 一个总体参数的区间估计需要考虑总体是否为正态分布,总体方差是否已知,用于估计的样本是大样本还是小样本等 (1)来自正态分布的样本均值,不论抽取的是大样本还是小样本,均服从正态分布 (2)总体不是正态分布,大样本的样本均值服从正态分布,小样本的服从t 分布 (3)不论已判断是正态分布还是t 分布,如果总体方差未知,都按t 分布来处理 (4)t 分布要比标准正态分布平坦,那么要比标准正态分布离散,随着自由度的增大越接近 (5)样本均数服从的正态分布为N(u a^2/n)远远小于原变量离散程度N (u a^2) 2. 假设检验是推断统计的另一项重要内容,它与参数估计类似,但角度不同,参数估计是利用样本信息推断未知的总体参数,而假设检验则是先对总体参数提出一个假设值,然后利用样本信息判断这一假设是否成立。 假设检验的基本思想:先提出假设,然后根据资料的特点,计算相应的统计量,来判断假设是否成立,如果成立的可能性是一个小概率的话,就拒绝该假设,因此称小概率的反证法。最重要的是看能否通过得到的概率去推翻原定的假设,而不是去证实它<2>统计学中假设检验的基本步骤:(1)建立假设,确定检验水准α--假设有零假设(H0)和备择假设(H1)两个,零假设又叫作无效假设或检验假设。H0和H1的关系是互相对立的,如果拒绝H0,就要接受H1,根据备择假设不同,假设检验有单、双侧检验两种。检验水准用α表示,通常取0.05或0.10,检验水准说明了该检验犯第一类错误的概率。(2)根据研究目的和设计类型选择适合的检验方法 这里的检验方法,是指参数检验方法,有u检验、t检验和方差分析三种,对应于不同的检验公式。 (3)确定P值并作出统计结论 u检验得到的是u统计量或称u值,t检验得到的是t统计量或称t值。方差分析得到的是F统计量或称F值。将求得的统计量绝对值与界值相比,可以确定P值。当α=0.05时,u值要和u界值1.96相比较,确定P值。如果u<1.96,则P>0.05.反之,如u>1.96,则P<0.05.t值要和某自由度的t界值相比较,确定P值。如果t值<t界值,故P>0.05.反之,如t>t 界值,则P<0.05。相同自由度的情况下,单侧检验的t界值要小于双侧检验的t界值,因此有可能出现算得的t值大于单侧t界值,而小于双侧t界值的情况,即单侧检验显著,双侧检验未必就显著,反之,双侧检验显著,单侧检验必然会显著。即单侧检验更容易出现阳性结论。当P>0.05时,接受零假设,认为差异无统计学意义,或者说二者不存在质的区别。当P<0.05时,拒绝零假设,接受备择假设,认为差异有统计学意义,也可以理解为二者存在质的区别。但即使检验结果是P<0.01甚至P<0.001,都不说明差异相差很大,只表示更有把握认为二者存在差异。 3.参数估计与假设检验之间的联系与区别: (1)主要联系:a.都是根据样本信息推断总体参数;b.都以抽样分布为理论依据,建立在概率论基础之上的推断;c.二者可相互转换,形成对偶性。 (2)主要区别:a.参数估计是以样本资料估计总体参数的真值,假设检验是以样本资料检验对总体参数的先验假设是否成立;b.区间估计求得的是求以样本估计值为中心的双侧置信区间,假设检验既有双侧检验,也有单侧检验;c.区间估计立足于大概率,假设检验立足于小概率。
EXCEL显著性水平置信度置信区间
帮我通俗的解释下显著性水平和置信水平 这两个概念通俗的理解是咋样的啊,显著水平的0.05和0.01是什么意思,越高越好还是越低越好?除了0.05和0.01外还有别的值么?置信度和置信区间又是什么意思?置信度越高越好么? 回答:首先,置信水平和置信度应该是一样的,就是变量落在置信区间的可能性,“置信水平”就是相信变量在设定的置信区间的程度,是个0~1的数,用1-α表示。置信区间,就是变量的一个范围,变量落在这个范围的可能性是就是1-α。 显著性水平就是变量落在置信区间以外的可能性,“显著”就是与设想的置信区间不一样,用α表示。 显然,显著性水平与置信水平的和为1。 显著性水平为0.05时,α=0.05,1-α=0.95 如果置信区间为(-1,1),即代表变量x在(-1,1)之间的可能性为0.95。0.05和0.01是比较常用的,但换个数也是可以的,计算方法还是不变。 总之,置信度越高,显著性水平越低,代表假设的可靠性越高,越好。 置信度计算 现认为置信度在此算法中应该是用户指定一个即可。“In general,due to the weak (logarithmic)dependence on T,small settings for T(i.e.,less than 0.1)do not have a large effect on the overall window size”。 没找到较好的计算过程,先贴一段吧。 置信度: 置信度,是指特定个体对待特定命题真实性相信的程度,也就是概率是对个人信念合理性的量度。 对概率的置信度解释表明,事件本身并没有什么概率,事件之所以指派有概率只是指派概率的人头脑中所具有的信念证据。置信水平是指总体参数值落在样本统计值某一区内的概率;而置信区间是指在某一置信水平下,样本统计值与总体参数值间误差范围。置信区间越大,置信水平越高。 置信度,也称为可靠度,或置信水平、置信系数,即在抽样对总体参数作出估计时,由于样本的随机性,其结论总是不确定的。因此,采用一种概率的陈述方法,也就是数理统计中的区间估计法,即估计值与总体参数在一定允许的误差范围以内,其相应的概率有多大,这个相应的概率称作置信度。 一般情况下,置信度是表明抽样指标和总体指标的误差不超过一定范围的概率保证度,用F(t)来表示,在大样本(n>30)条件下,置信度F(t)是概率度t函数,概率度越大,置信度越越大。假设我们指出测量结果的准确性有95%的可靠性,这个95%就称为置信度(P),又称为置信水平,它是指人们对测量结果判断的可信程度。 置信水平(Confidence level),是描述GIS中线元素与面元素的位置不确定性的重要指标之一。置信水平表示区间估计的把握程度,置信区间的跨度是置信水平的正函数,即要求的把握程度越大,势必得到一个较宽的置信区间,这就相应降低了估计的准确程度.
制程过程能力指数的计算方法
制程过程能力指数的计算方法
摘要:过程能力指数的计算是在稳定的前提下,用过程能力与技术要求做比较,分析过程能力满足技术要求的程度。其中过程指数能力的计算包括计量值、计件值以及计点值三种. 1.计量值的过程能力指数的计算 1)侧公差且分布中心μ和标准中心M重合的情况 : 计算公式:Cp=T/6σ=T U-TL/6σ 其中:T U为质量标准的上限值,T L为质量标准的下限值。 2)双侧公差且分布中心μ和标准中心M不重合的情况 从上图中可以看出,因为分布中心μ和标准中心M不重合,所以实际有效的标准范围就不能完全利用。若偏移量为ε,则分布中心右侧的过程能力指数为:C PU=T U-μ/3σ=(T/2-ε)/3σ
分布中心左侧的过程能力指数为:C PL=μ-T L/3σ=(T/2 +ε)/3σ我们知道,左侧过程能力的增加不能补偿右侧过程能力的损失,所以在有偏移值时,只要以两者之间较小的值来计算过程能力指数,这个过程能力指数称为修正过程能力指数,记作CPK。则:CPK=C P (1-K) 2.计件值过程能力指数的计算 在计件值情况下,过程能力指数的计算相当于单公差情况,Cp计算公式为: C P=T U-μ/3σ 1)当以不合格品数np作为检验产品质量标准,并以(np)μ作为标准要求时, 取样本k个,每个样本大小为n,其中不合格品数分别为(np)1 ,(np) 2,…,(np) k,由二项分布可得: 2)当以不合格品数p作为检验产品质量标准,并以pμ作为标准要求时,取样 本k个,每个样本大小 n1 ,n 2,…, nk 3.计点值过程能力指数的计算 计点值是指单位产品上的缺陷数,如一件铸件上的砂眼数,1㎡玻璃上的气泡数等。在计件值情况下,过程能力指数的计算仍相当于单公差情况,Cp计算公式为:CP=TU-μ/3σ
参数估计与置信区间
参数估计与置信区间 我们总是希望能够从一些样本数据中去探究数据总体的表现特征,在网站数据分析中也是如此,我们试图从最近几天的数据表现来推测目前网站的整体形势是怎么样的,有没有变好或者变差的信号,但当前几天的数据无法完全代表总体,所以这里只能使用“估计”。同时,网站的数据始终存在波动,将最近时间段的数据作为抽样样本很可能数据正好处于较低或者较高水平,所以我们用样本得到的估计值不可能是无偏差的,我们同时需要去评估这个估计值可能的变化区间。 参数估计(Parameter Estimation)是指用样本的统计量去估计总体参数的方法,包括点估计和区间估计。 点估计 点估计(Point Estimation)是用抽样得到的样本统计指标作为总体某个未知参数特征值的估计,是一种统计推断方法。 一般对总体参数的估计会包括两类:一种是用样本均值去估计总体均值,对应到网站数据中的数值型指标,比如网站每天的UV,我们可以用近一周的日均UV去估计目前网站每天唯一访客数量的大体情况;另外一种是用样本概率去估计总体概率,对应到网站数据中的比率型指标,比如网站的目标转化率,我
们可以用近3天的转化率去预估网站当天目标转化的水平;同时我们会计算样本的标准差来说明样本均值或者概率的波动幅度的大小,从而估计总体数据的波动情况。 点估计还包括了使用最小二乘法对线性回归做曲线参数的拟合,以及最大似然估计的方法计算样本集分布的概率密度函数的参数。 区间估计 区间估计(Interval Estimation)是依据抽取的样本,根据一定的正确度与精确度的要求,估算总体的未知参数可能的取值区间。区间估计一般是在一个既定的置信水平下计算得到总体均值或者总体概率的置信区间(Confidence Interval),一般会根据样本的个数和标准差估算得到总体的标准误差,根据点估计中用样本均值或样本概率估计总体均值或总体概率,进而得出一个取值的上下临界点。 我们可以将样本标准差记作S,如果我们抽样获取的有n个样本,那么总体的标准差σ就可以用样本标准差估算得到: 从这个公式中我们可以看到大数定理的作用,当样本个数n越大时,总体指标差σ越小,样本估计值越接近总体的真实值。Excel的图表里面也提供了添加“误差线”的功能:
CPK过程能力分析
CPK-过程能力分析(一) 学习目的: 通过过程能力和过程绩效分析评价过程是否满足预期要求的能力。 学习内容: 1.基本概念 2.过程能力指数CP与Cpk 3.过程能力指数Cpm与Cpmk 4.过程绩效指数Pp与Ppk 5.过程能力与缺陷的关系 6.长期能力与短期能力 什么是制程的能力? 制程能力是指过程输出特性满足规定要求或标准的能力。 制程稳定是指制程只受普通原因影响。 Terminology(1) 连续型数据–可以无限细分的数据,比如身高,长度,重量等等。 离散型数据–不能无限细分的数据,比如合格率PASS FAIL 缺陷点等 Terminology(2) Mean(平均值)- A measure of the central tendency; Standard Deviation(标准偏差)- A measure of spread
(variability). USL(上规格限)- Upper Specification Limit. The numerical value, above which defects occur. LSL(下规格限)- Lower Specification Limit. The numerical value, below which defects occur. Terminology(3) Common Cause (普通原因)- A natural type of variation that comes from the normal operating conditions of a process. Special Cause(异常原因)- A type of variation that is shown by an out of control situation from a control chart. It suggests something special has happened to create a change in the process. 过程能力(Process Capability) 在只有普通原因作用, 过程程受控的状态下(即过程稳定,具有可预测分布),过程输出特性满足规定要求或标准的能力; 过程是否具有能力是客户关注的焦点,客户希望能得到符合自己要求的产品; 在进行过程能力分析时必须识别并明确顾客(内部的或外部的)对过程输出特性的要求,包括目标值和规范限.通常将规范上下限记为USL和LSL. 过程能力分析的假设前提是输出呈正态分布.对于非正态分布的情况,应进行适当的坐标转换,将其转换为正态分布的情况.
Excel求置信区间的方法
应用Excel求置信区间 一、总体均值的区间估计 (一)总体方差未知 例:为研究某种汽车轮胎的磨损情况,随机选取16只轮胎,每只轮胎行驶到磨坏为止。记录所行驶的里程(以公里计)如下: 假设汽车轮胎的行驶里程服从正态分布,均值、方差未知。试求总体均值μ的置信度为的置信区间。 步骤:
1.在单元格A1中输入“样本数据”,在单元格B4中输入“指标名称”,在单元格C4中输入“指标数值”,并在单元格A2:A17中输入样本数据。 2.在单元格B5中输入“样本容量”,在单元格C5中输入“16”。 3.计算样本平均行驶里程。在单元格B6中输入“样本均值”,在单元格C6中输入公式:“=AVERAGE(A2,A17)”,回车后得到的结果为。
4.计算样本标准差。在单元格B7中输入“样本标准差”,在单元格C7中输入公式:“=STDEV(A2,A17)”,回车后得到的结果为。 5.计算抽样平均误差。在单元格B8中输入“抽样平均误差”,在单元格C8中输入公式:“=C7/SQRT(C5)” ,回车后得到的结果为。 6.在单元格B9中输入“置信度”,在单元格C9中输入“”。 7.在单元格B10中输入“自由度”,在单元格C10中输入“15”。 8.在单元格B11中输入“t分布的双侧分位数”,在单元格C11中输入公式:“ =TINV(1-C9,C10)”,回车后得到α=的t分布的双侧分位数t=。 9.计算允许误差。在单元格B12中输入“允许误差”,在单元格C12中输入公式:“=C11*C8”,回车后得到的结果为。
10.计算置信区间下限。在单元格B13中输入“置信下限”,在单元格C13中输入置信区间下限公式:“=C6-C12”,回车后得到的结果为。 11.计算置信区间上限。在单元格B14中输入“置信上限”,在单元格C14中输入置信区间上限公式:“=C6+C12”,回车后得到的结果为。 (二)总体方差已知 仍以上例为例,假设汽车轮胎的行驶里程服从正态总体,方差为10002,试求总体均值μ的置信度为的置信区间。
过程能力指数CPK
过程能力指数CPK 过程能力指数(Process capability index,CP或CPK),也译为工序能力指数、工艺能力指数、制程能力指数 什么是过程能力指数 过程能力指数也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。产品质量就是工序中的各个质量因素所起作用的综合表现。对于任何生产过程,产品质量总是分散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力: 工序能力=6σ 若用符号P来表示工序能力,则: P=6σ 式中:σ是处于稳定状态下的工序的标准偏差 工序能力是表示生产过程客观存在着分散的一个参数。但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。这个参数就叫做工序能力指数。它是技术要求和工序能力的比值,即 工序能力指数=技术要求/工序能力 Cp=T/6σ T——公差 σ——总体标准差(或用样本标准差S) 当分布中心与公差中心重合时,工序能力指数记为Cp。当分布中心与公差中心有偏离时,工序能力指数记为Cpk。运用工序能力指数,可以帮助我们掌握生产过程的质量水平。 过程能力指数的意义 制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
过程能力指数Cp与Cpk计算公式
摘要:过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。 过程能力概述 过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。当过程处于稳态时,产品的质量特性值有%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。 过程能力指数Cp的定义及计算 过程能力指数Cp是表征过程固有的波动状态,即技朮水平。它是在过程的平均值μ与目标值M重合的情形,如下图所示: 过程处于统计控制状态时,过程能力指数Cp可用下式表示: Cp = (USL-LSL)/6σ 而规格中心为M=(USL+LSL)/2,因此σ越小,过程能力指数越大,表明加工质量越高,但这时对设备及操作人员的要求也高,加工成本越大,所以对Cp值的选择应该根据技朮与经济的综合分析来决定。一般要求过程能力指数Cp≧1,但根据6Sigma过程能力要求Cp ≧2,即在短期内的过程能力指数Cp ≧2。 例:某车床加工轴的规格为50±,在某段时间内测得σ =,求车床加工的过程能力指数。 Cp = (USL-LSL)/6σ = (6* = 过程能力指数Cpk的定义及计算 上面我们讨论了Cp,即过程输出的平均值与目标值重合的情形,事实上目标值与平均值重合情形较为少见;因此,引进一个偏移度K的概述,即过程平均值μ与目标值M的偏离过程,如下图所示: K=|M-μ|/(T/2) = 2|M-μ|/T (其中T=USL-LSL) Cpk= (1-K)*Cp= (1-2|M-μ|/T)*T/6σ =T/6σ-|M-μ|/3σ 从公式可知: Cpk=Cp-|M-μ|/3σ,即Cp-Cpk=|M-μ|/3σ 尽量使Cp=Cpk,|M-μ|/3σ是我们的改善机会。 例:某车床加工轴的规格为50±,在某段时间内测得平均值μ=,σ=,求车床加工的过程能力指数。 Cpk =T/6σ- |M-μ|/3σ = (6*-||/ (3* =
过程能力与过程能力指数
过程能力 过程能力 在管理状态的制程上,该过程具有达成品质的能力,称为过程能力。正确地维持作业的条件或标准且在计数上、经济上良好且安定的制程上,量测产品的品质特性,通常以或有时仅以6 来表示。
过程能力指标(process capability indices ( 与)):过程能力指标是一些简洁之数值,用来表示过程符合产品规格之能力。指标之值可视为过程之潜在能力,亦即当过程平均值可调到规格中心或目标值时,过程符合规格之能力。指标之值与指标类似,但将过程平均值纳入考虑。 过程能力分析(process capability analysis):在产品生产周期内统计技术可用来协助制造前之开发活动、过程变异性之数量化、过程变异性相对於产品规格之分析及协助降低过程内变异性。这些工作一般称为过程能力分析(process capability analysis)。 过程能力的概念 过程能力:所谓的过程能力,就是过程处于统计控制状态下,加工产品质量正常波动的经济幅度,通常同质量特性值分布的6倍标准偏差来表示,记为6σ. 生产能力:指加工数量方面的能力。 过程能力决定于质量因素而与公差无关。 为什么要进行过程能力分析? 之所以要进行过程能力分析,有两个主要原因: ·我们需要知道过程度量所能够提供的基线在数量上的受控性; ·由于我们的度量计划还相当“不成熟”,因此需要对过程度量基线进行评估,来决定是否对其进行改动以反映过程能力的改进情况。根据过程能力的数量指标,我们可以相应地放宽或缩小基线的控制条件。 工序过程能力指该工序过程在5M1E正常的状态下,能稳定地生产合格品的实际加工能力。过程能力取决于机器设备、材料、工艺、工艺装备的精度、工人的工作质量以及其他技术条件。过程能力指数用Cp 、Cpk表示。 案例一:某公司某工序的关键指标?——拉力参数的控制图如下,我们进行如下过程能力的分析:Cpk= Min[ (USL- Mu)/3s, (Mu - LSL)/3s][1] 过程能力的意义 SPC的基准 SPC的基准:就是统计控制状态或称稳态,过程能力即稳态下所能达到的最小变差。过程能力反映了稳态下该过程本身所表现的最佳性能(分布宽度最小)。因此,在稳态下,过程的性能是可预测的,过程能力也是可评价的。离开稳态这个基准,对过程就无法预测,也无法评价。 过程能力的决定因素 过程能力决定于由偶因造成的总变差。当过程处于稳态时,产品的计量质量特性值有99.73%落在u±3 的范围内,其中u和为质量特性值的总体参数,也即有99.73%的产品落在上述6 范围内,这几乎包括了全部产品。
置信区间的解释及求取
置信区间的解释及求取-学习了解 95%置信区间(Confidence Interval,CI):当给出某个估计值的95%置信区间为【a,b】时,可以理解为我们有95%的信心(Confidence)可以说样本的平均值介于a到b之间,而发生错误的概率为5%。 有时也会说90%,99%的置信区间,具体含义可参考95%置信区间。 置信区间具体计算方式为: (1) 知道样本均值(M)和标准差(ST)时: 置信区间下限:a=M - n*ST; 置信区间上限:a=M + n*ST; 当求取90% 置信区间时n=1.645 当求取95% 置信区间时n=1.96 当求取99% 置信区间时n=2.576 (2) 通过利用蒙特卡洛(Monte Carlo)方法获得估计值分布时: 先对所有估计值样本进行排序,置信区间下限:a为排序后第lower%百分位值; 置信区间上限:b为排序后第upper%百分位值. 当求取90% 置信区间时 lower=5 upper=95; 当求取95% 置信区间时lower=2.5 upper=97.5 当求取99% 置信区间时lower=0.5 upper=99.5 当样本足够大时,(1)和(2)获取的结果基本相等。 参考资料:http://140.116.72.80/~smallko/ns2/confidence_interval.htm Confidence Limits: The range of confidence interval 附MATLAB 求取置信区间源码: %%% 置信区间的定义90%,95%,99%-------Liumin 2010.04.28 clear clc sampledata=randn(10000,1); a=0.01; %0.01 对应99%置信区间,0.05 对应95%置信区间,0.1 对应90%置信区间 if a==0.01 n=2.576; % 2.576 对应99%置信区间,1.96 对应95%置信区间,1.645 对应90%置信区间 elseif a==0.05 n=1.96; elseif a==0.1 n=1.645; end %计算对应百分位值 meana=mean(sampledata); stda=std(sampledata); sorta=sort(sampledata); %对数据从小到大排序 leng=size(sampledata,1); CIa(1:2,1)=[sorta(leng*a/2);sorta(leng*(1-a/2))]; %利用公式计算置信区间 CIf(1:2,1)=[meana-n*stda;meana+n*stda];
计算可信区间
循证医学中常用可信区间的研究 作者:刘关键洪旗四川大学华西医院临床流行病学教研室成都610041 Study of statistical measures in evidence-based medicine LIU Guan-jian, HONG Qi.( Department of Clinical Epidemiology, The West China Hospital of Sichuan University, Chengdu, 610041 China) ABSTRACTS: In this paper, we introduce meaning and purpose of confidence interval (CI) in Evidence-Based Medicine, For example, RRR、ARR、NNT. It's referance for user and doer of EBM in China. Key words: Confidence interval;evidence-based medicine 在循证医学的研究或应用中,经常使用可信区间(confidence interval,CI)对某事件的总体进行推断。可信区间是按一定的概率去估计总体参数(均数或率)所在的范围,它是按预先给定的概率(1-a,常取95%或99%)确定未知参数值的可能范围,这个范围被称为所估计参数值的可信区间或置信区间。如95%可信区间,就是从被估计的总体中随机抽取含量为n 的样本,由每一个样本计算一个可信区间,理论上其中有95%的可能性(概率)将包含被估计的参数。故任何一个样本所得95%可信区间用于估计总体参数时,被估计的参数不在该区间内的可能性(概率)仅有5%。可信区间是以上、下可信限为界的一个开区间(不包含界值在内)。可信限(confidence limit,CL)或置信限只是可信区间的上、下界值。可信区间的用途主要有两个: (1)估计总体参数,在临床科研工作,许多指标都是从样本资料获取,若要得到某个指标的总体值(参数)时,常用可信区间来估计。如率的可信区间是用于估计总体率、均数的可信区间用于估计总体均数。 (2)假设检验,可信区间也可用于假设检验,95%的可信区间与a为的假设检验等价。若某研究的样本RR或OR的95%可信区间不包含1,即上下限均大于1或上下限均小于1时,有统计学意义(P<);若它的RR或OR值95%可信区间包含1时,没有统计学意义(P> )。再如某研究两疗效差值的95%可信区间不包含0,即上下限均大于0或上下限均小于0时,有统计学意义(P<);两疗效差值的95%可信区间包含0时,两疗效无差别(P>)。 各种指标的可信区间计算,最常采用正态近似法,其中标准误的计算是其关键。标准误是由于抽样所致的样本与总体间的误差,用以衡量样本指标估计总体参数的可靠性,标准误越大,用样本估计总体的误差也就越大,反之就越小。在数值资料(计量资料)中,标准误的大小与个体变异(s)成正比,与样本含量(n)的平方根成反比。在分类资料(计数资料)中,标准误主要受样本含量(n)和某事件发生率(p)大小的影响,样本含量愈大,抽样误差愈小;某事件发生率愈接近于,其抽样误差愈小,某事件发生率离愈远(即发生率愈接近于0或1),抽样误差愈大。 可信区间的范围愈窄,样本估计总体的可靠性愈好;可信区间的范围愈宽,样本估计总体的可靠性愈差。 1.率的可信区间 总体率的可信区间可用于估计总体率、样本率与总体率比较,两样本率比较。计算总体率的可信区间时要考虑样本率(p)的大小。 (1)正态近似法当n足够大,如n>100,且样本率p与1- p均不太小,且np与n(1-p)均大于5时,可用下式求总体率的1-a可信区间率的标准误:SE=p(1-p)/n 率的可信区间:p±uaSE = (p-uaSE ,p+uaSE) 式中ua以a查u值表,若计算95%的可信区间,这时=,a=。例如:采用某治疗措施治
关于过程能力和过程能力指数的详细解释
关于过程能力和过程能力指数的详细解释 1、概述 前些时间看到不少网友或论坛的朋友一直对Ca、Cp、Cpk、Pp、Ppk产生很多疑问,作为过程质量控制的一部分,我们有必要对它进行全面的了解和精确的计算,以便工作的顺利开展。Ppk的数量来自长期(一般在3个月或者更长)收集的数据,它可能存在各种波动源,比如:机器老化、员工情绪波动、供应商改变等等。所以计算Pp和Ppk是有必要的。 2、释义 —— Ca偏移修正指数,通常简称“偏移系数” —— Cp无偏移的短期过程能力指数 —— Cpk有偏移的短期过程能力指数 —— Pp无偏移的长期过程能力指数 —— Ppk有偏移的长期过程能力指数 3、Ca的计算 ——Ca值是衡量过程平均值与规格中心值(公差中心值)的一致性,如果Ca越大,标明过程平均值偏离规格中心值越大,过程能力越差; ——公式 Ca=|xˉ-μ|/(T/2)(xˉ表示样本均值,μ规格中心值,T表示公差值)——Ca也是常用的k,k=ε/(T/2)=2ε/T;ε=|M-xˉ|,M=(T U+T L)/2 4、Cp的计算,σ≈σ^ ST =Rˉ/d 2 =Sˉ/ C 4 ——Cp值是衡量过程满足产品品质标准(规规公差)的程度,Cp值越大,表示过程变异越小,过程能力越差; ——公式Cp=T/6σ=(T U-T L)/6σ≈(T U-T L)/6s(T U公差上限,T L公差下限,σ群体标准差,s样本标准差); ——公式σ=Rˉ/d2≈s(Rˉ表示级差平均值,d2是系数,可以通过查表得知) ——群体标准差σ,样本标准差s的换算公式σ=S/ C4 C系数 5、Cpk的计算,σ≈σ^ ST =Rˉ/d 2 =Sˉ/ C4 ——Cpk值是分布中心与公差中心不重合情况下的过程能力指数; ——公式Cpk=(1-Ca)Cp=(1-k)Cp; ——当品质规格只有上限单侧公差时:Cpu=(T U-xˉ)/3σ ——当品质规格只有下限单侧公差时:Cpl=(xˉ-T L)/3σ 6、Pp的计算,σ≈σ^ LT =S ——Pp计算方式和Cp计算方式一样,唯一不同的是σ计算公式不一样。 7、Ppk的计算, σ≈σ^ LT =S ——Ppk计算方式和Cpk计算方式一样,唯一不同的是σ计算公式不一样。
过程能力分析、过程能力指数计算
6.4.1 统计过程控制基本概念 Statistical Process Control (SPC ---统计过程控制)的概念是:应用统计技术对过程中的各个阶段进行评估和检查,保持过程处于可接受的和稳定的水平,以保证产品与服务满足要求的均匀性。 这里的统计技术涉及到数理统计内容,但所应用的主要工具是控制图。 SPC 可以判断过程的异常,及时告警。但是不能告知此异常是什么因素引起的,发生于何处。20世纪80年代起,我国的张公绪先生提出Statistical Process Diagnosis 理论(SPD---统计过程诊断)。20世纪90年代起又发展为Statistical Process Adjustment (SPA---统计过程调整)。三者循环关系如下: SPC---告诉过程是否有异常 SPD---告诉过程是否有异常,若异常,告知问题出在哪里 SPA---告诉过程是否有异常,若异常,告知问题出在哪里,如何进行调整 所以SPC 是质量改进循环的首要步骤,应该熟练掌握运用。 6.4.3 过程能力分析、过程能力指数计算 6.4.3.1过程能力分析 过程能力(process capability )指过程加工质量方面的能力,决定因素是人、机、料、法、测和环(即5M1E ),与公差无关。分析过程能力只能在稳态的基础上,即统计控制状态。 过程能力决定于由偶因造成的总变差σ,当过程处于稳态时,产品的计量质量特性值有99.73%在μ±3σ范围内,即几乎全部产品的特性值包含在6σ范围之内。故常用6倍标准差(6σ)表示过程能力,它的数值越小,表示过程能力越强。 6.4.3.2过程能力指数计算 (一) 当产品质量特性分布的均值μ与公差中心M 重合时 1、对于公差的上、下限都有要求时, 过程能力指数计算公式如下: T 为公差, T U 为 公差上限,T L 为公差下限, 是质量特性总体标准差的估计值。 在上述过程能力指数中,T 反映对产品的技术要求(或客户对产品的要求),而σ反映本企业过程加工的质量。比值C P 反映过程加工质量满足产品技术要求的程度。 根据T 与6σ的比值,可以得到下图所示三种典型的情况。C P 值越大,表明加工质量越好,但对设备和人员的要求也越高,加工成本相应升高。当C P =1,似乎既满足要求也节约成本,但由于过程的波动,分布中心一有偏移,不合格品率就要增加,因此,C P 应取>1。一般情况下,当C P =1.33,T=8σ,整个分布基本上都在上下规范限度内,且留有变动空间。故ISO8258:1991要求C P ≥1.33。 2、只对单侧公差限有规定时 只规定上限时, σ σσ?666L U L U P T T T T T C ?≈?===过程变异度规定的公差σ?σ μ 3?=U PU T C
过程能力指数案例分析
过程能力指数案例分析 过程能力判断 过程能力指数的值越大,表明产品的离散程度相对于技术标准的公差范围越小,因而过程能力就越高;过程能力指数的值越小,表明产品的离散程度相对公差范围越大,因而过程能力就越低。因此,可以从过程能力指数的数值大小来判断能力的高低。从经济和质量两方面的要求来看,过程能力指数值并非越大越好,而应在一个适当的范围内取值。 过程能力指数案例分析 服务是一种无形的产品,对其如何进行质量控制呢?在工业质量管理的方法里,有一种指标叫做过程能力指标C pk,表示生产的部件与设计界限规定的范围的吻合程度,我们发现,把它应用在服务业上,也是一种很好的控制方法。下面就以某银行为例子,来说明它的应用。 某银行在营业高峰期时,顾客的等待时间最少是4分钟,银行承诺最多11分钟要办理完其全部业务,这是银行对过去的业务经验的总结,同时认为,一般的平均等待时间是8分钟,这反映了其职员处理业务的平均速度和平均熟练程度。在某个高峰时段银行办理了50位客户业务,每位客户的等待时间如下(为了便于计算0.5表示半分钟):
9.5,6.0,8.0,8.5,10.5,8.5,10.0,9.0,6.0,9.5,8.0,8.5,7.5 9.0,8.5,10.0,7.5,9.0,6.5,9.5,8.0,8.5,10.0,7.0,7.0,9.5,8.5,9.0,8.0,8.0,11.0,7.5,8.5,6.5,10.5,8.0,7.0,9.0,8.5 9.0,8.0,8.0,6.5,7.5,8.5,8.5,7.0,7.5,9.0,9.0 从这些数据可以看出银行实现了对顾客的承诺,每位顾客的等待时间都不超过11分钟,是否可以说该银行的服务质量达到了标准?部门经理应该如何评价本银行的的业务处理能力呢? 首先,我们要对这些数据作分析处理,如上图。从图中我们可以得到,直方图表示数据的频度,数据的分布大体上是服从正态分布的,且曲线中值偏向右侧。 USL和LSL分别表示的是服务要求范围的上限和下限,在本案例中就是11分钟和4分钟,即落在这个界限内的顾客等待时间都是合适的。一般对于USL和LSL的获得,可以有两种方法。一是固有的标准,例如,某钢板厚度控制在6.4到5.6毫米为合格品,这就是标准;另外一个是以往的经验的总结,例如根据某种经验,处理某些业务,根据正常的程序,一般要3到8天等等。 使用统计软件可以计算出样本数据的平均值和标准差分别是8.36和1.165,我们用与S来表示,在数学上它们分别是与a的无偏估计值。接下来让我们看一下它们的现实意义。 平均值=8.36分,反映了曲线的位置,是位置参数。这个数字对于顾客来说,它反映了在该银行办理业务的平均等待时间;对该银行来说,他反映了该部门的平均效率;而对于其职员来说,它反映了职员办理业务的平均熟练程度。 而标准差S反映了顾客等待时间,即银行服务速度的波动性,波动造成差异,这是服务质量变异的属性。差异的扩大会造成失控,在失控状态下,可能会造成业务的阻碍和客户的不满与抱怨。因此,对于S当然是越小越好,因为它越小表示数据越集中,越靠近平均值,也就是时间长度的差异不大;如果S越大,就表示变化范围越大,也就是差异很大,很可能会造成服务质量变异。