钎焊生产工艺之钎焊接头的设计

钎焊生产工艺之钎焊接头的设计
设计钎焊接头时,首先应考虑接头的强度,其次还要考虑如何保证组合件的尺寸精度,零件的装配定位、钎料的安置、钎焊接头的间隙等工艺问题。
1钎焊接头的基本形式
用钎焊连接时,由于钎料及钎缝的强度一般比母材低,若采用对接的钎焊接头,则接头强度比母材差,因而对接接头不能保证接头具有与母材相等的承载能力,钎焊接头人多采用搭接形式。他可以通过改变搭接长度达到钎焊接头与母材等强度。搭接接头的装配同对接接头相比也比较简单。
在生产实践中,对采用银基、铜基、镍基等强度较高的钎料钎焊接头,搭接长度通常取为薄件厚度的2~3倍:对用锡铅等软钎料钎焊的接头,可取为薄件厚度的4~5倍,但不希望搭接长度大于15mm。因为此时钎料很难填满间隙,往往形成大量缺陷。由于:工件的形状不同,搭接接头的具体形式各不相同。
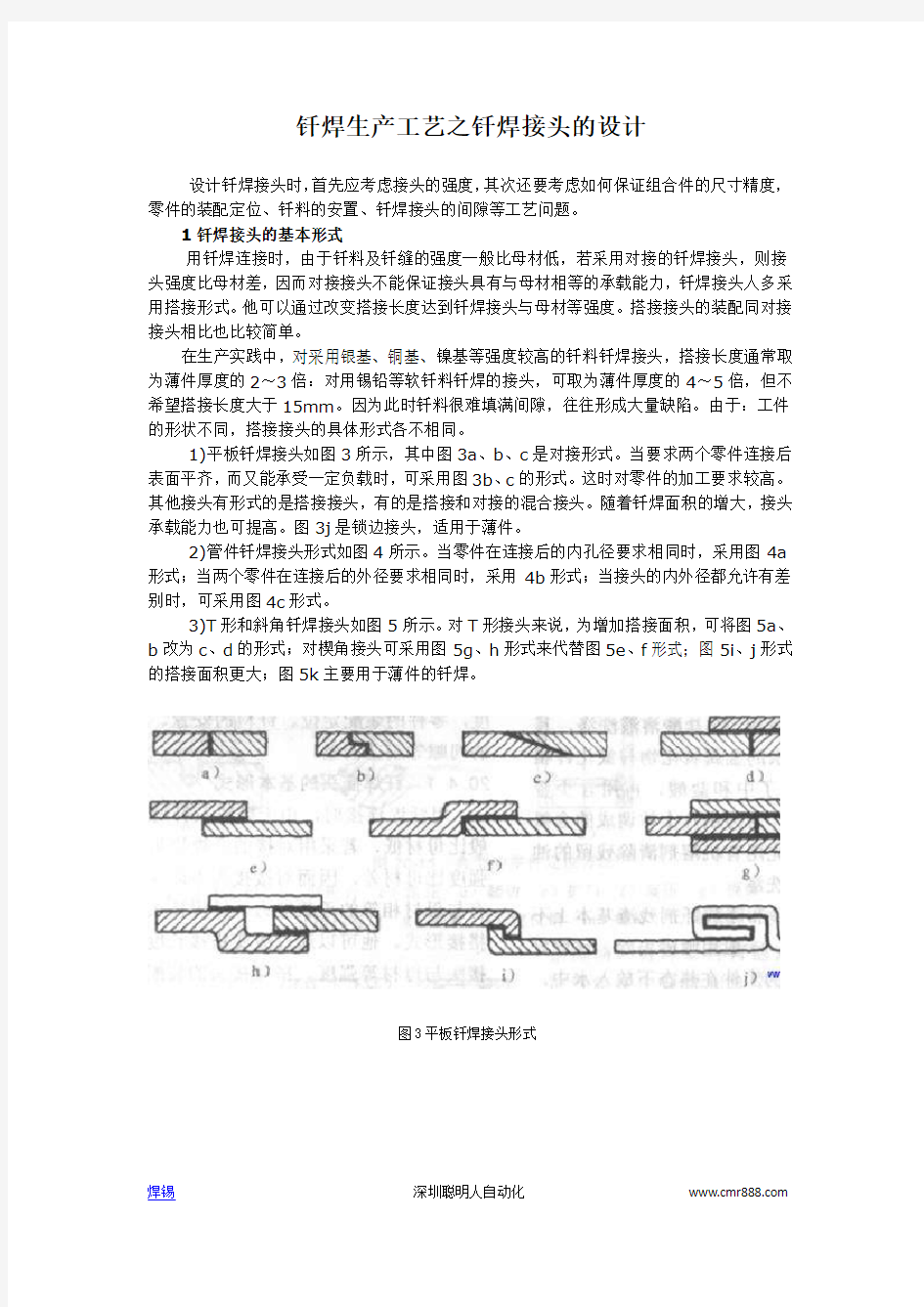
1)平板钎焊接头如图3所示,其中图3a、b、c是对接形式。当要求两个零件连接后表面平齐,而又能承受一定负载时,可采用图3b、c的形式。这时对零件的加工要求较高。其他接头有形式的是搭接接头,有的是搭接和对接的混合接头。随着钎焊面积的增大,接头承载能力也可提高。图3j是锁边接头,适用于薄件。
2)管件钎焊接头形式如图4所示。当零件在连接后的内孔径要求相同时,采用图4a 形式;当两个零件在连接后的外径要求相同时,采用4b形式;当接头的内外径都允许有差别时,可采用图4c形式。
3)T形和斜角钎焊接头如图5所示。对T形接头来说,为增加搭接面积,可将图5a、b改为c、d的形式;对楔角接头可采用图5g、h形式来代替图5e、f形式;图5i、j形式的搭接面积更大;图5k主要用于薄件的钎焊。
图3平板钎焊接头形式
图4管件钎焊接头形式
图5T形和斜角钎焊接头
4)端面接头,特别是承压密封接头采用图5形式。这种接头具有较大的钎焊面积,发生漏泄的可能性可减小。
5)管或棒与板的接头形式如图6所示。图6a管板接头形式较少用,常以6b、c、d 形接头替代。图6e形接头可用图6f、g、h形接头替代。当板较厚时,可采用图6i、j、k 形接头。
6)线接触接头形式如图7所示。这种接头的间隙有时是可变的,毛细力只在有限的范围内起作用,接头强度不是太高。这种接头主要用于钎缝受压,或受力不大的结构。
图5 端面密封接头
图5 管或棒与板的接头形式
图6线接触钎焊接头
钎焊接头形式与载荷的关系设计
钎焊接头时还应考虑应力集中问题,尤其接头受动载荷或大应力时应力集中问题更为明显。在这种情况下的设计原则是不应使接头边缘处产生任何过大的应力集中,而应将应力转移到母材上去。图7列出了一些受撕裂、冲击、振动等载荷的合理或不合理设计的接头。图7a、b为受撕裂的接头,为避免在载荷作用下接头处发生应力集中,町局部加厚薄件的接头部分,使应力集中点发生在母材而不是在钎缝边缘。图7c所示接头,当载荷大时,不应用钎缝圆角来缓和应力集中,应在零件本身拐角处安排圆角;使应力通过母材上的圆角形成适当的分布。图7d所示接头,为了增强承载能力,一方面是增大钎缝面积,另一方面是
尽量使受力方向垂直于钎缝面积。图7e是轴和盘的接头,可在盘的连接处做成圆角,以减小应力集中。
图7受动载荷或大载荷的合理与不合理接头设计
接头的工艺性设计
接头的工艺性设计包括接头的装配定位,安置钎料,限制钎料流动等。这里主要介绍工艺孔的开设。工艺孔是为满足工艺上的要求而在接头上开的孔。这对于密闭容器尤为重要。因为钎焊时容器内的空气受热膨胀,阻碍钎料的填隙,也可能使已填满间隙的钎料重新排出,形成不致密性缺陷。故密闭容器必须开工艺孔(8a)。对于其他接头,为使受热膨胀的空气逸出,也应开设类似的工艺孔(图8b、c)。
图8 封闭型接头的工艺孔
接头间隙
钎焊时是依靠毛细力作用使钎料填满间隙的,因此必须正确地选择接头间隙。间隙的大小在很大程度上影响钎缝的致密性和接头强度。间隙过小,钎料流入困难,在钎缝内形成夹渣或未钎透,导致接头强度下降;接头间隙过大,毛细作用减弱,钎料不能填满伺隙也会使接头的致密性变坏,强度下降。
钎焊生产工艺
钎焊生产工艺 钎焊生产工艺包括:钎焊前工件表面准备、装配、安置钎料、钎焊、钎后处理等各工序,每一工序均会影响产品的最终质量。 工件表面准备 钎焊前必须仔细地清除上件表面的氧化物、油脂、脏物及油漆等,因为熔化了的钎料不能润湿未经清理的零件表面,也无法填充接头间隙。有时,为厂改善母材的钎焊性以及提高钎焊接头的抗腐蚀性,钎焊前还必须将零件预先镀覆某种金属层。 (1)清除油污油污可用有机溶剂去除。 常用的有机溶剂有酒精、四氯化碳、汽油、三氯化烯、二氯乙烷及三氯乙烷等。小批生产时町将零什浸在有机溶剂中清洗干净。大批生产中应用最广的是在有机溶剂的蒸汽中脱脂。此外,在热的碱溶液中清洗也可得到满意的效果。例如钢制零件可浸入70—80℃的10%苛性钠溶液中脱脂,铜和铜合金零件可在50g磷酸三钠,50g碳酸氢纳加1L水的溶液内清洗,溶液温度为60~80°C。零件的脱脂也可在洗涤剂中进行脱脂后用水仔细清洗。当零件表面能完全被水润湿时,表明表面油脂已去除干净。 对于形状复杂而数量很大的小零件,也可在专门的槽子中用超声波清洗。超声波去油效率高。 (2)清除氧化物钎焊前,零件表面的氧化物可用机械方法、化学浸蚀法和电化学浸蚀方法进行。 机械方法清理时可采用锉刀、金属刷、砂纸、砂轮、喷砂等去除零们:表面的氧化膜。其中锉刀和砂纸清理用于单件生产,清理时形成的沟槽还有利于钎料的润湿和铺展。批量生产时用砂轮、金属刷、喷砂等方法。铝和铝合金、钛合金的表面不宜用机械清理法。 化学浸蚀法广泛用于清除零件表面的氧化物,特别是批量生产中,因为他的生产率比较高,但要防止表面的过浸蚀。适用于不同金属的化学浸蚀液成分列于表1。对于大批量生产及必须快速清除氧化膜的场合,可采用,电化学浸蚀法(表2)。 表1 化学浸蚀液成分
不锈钢真空钎焊焊接接头的组织和力
生产应用 高温钎焊及扩散焊技术网上研讨会论文不锈钢真空钎焊焊接接头的组织和力学性能 内蒙古工业大学材料学院(呼和浩特市010062)陈芙蓉刘军董俊慧 北京航空制造工程研究所(100024)刘方军陈刚 摘要主要对采用BN-i2、B N-i5、B P-1、Cu四种不同钎料的1Cr18Ni9T i不锈钢真空钎焊焊接接头的显微组织和力学性能进行分析。结果表明:钎缝的组织与钎焊温度和钎料的成分等因素有关,在本次试验条件下,使用BN-i 2钎料钎焊得到的钎缝组织中出现了大量的化合物相;而采用其余三种钎料,即BN-i5、B P-1和Cu钎焊时,其钎缝 中只有少量的化合物相,钎缝接头的力学性能与其显微组织有关,使用BN-i2钎料钎焊的焊接接头力学性能较差, 而其余三种钎料钎焊的焊接接头力学性能较好。上述试验结果可为研究真空钎焊提供必要的试验数据和理论依 据。 关键词:真空钎焊不锈钢组织力学性能 MIC ROSTR UC TURE A ND MECHANIC AL PROPERTIES OF VACUU M BRAZED JOINTS OF1Cr18Ni9Ti STAINLESS STEEL Inner Mongolia Polytechnic University C hen Furong,Liujun,Dong Junhui Aviation Techniques Institute of Beijing L iu F angjun,C henGang Abstract The microstructure and mechanical properties of1Cr18Ni9Ti stainless steel vacuum brazed joints which using four kinds of brazi ng filler metals,that is B Ni-2,BNi-5,B P-1and Cu,are analyzed in this paper.The results show that,the microstructure of brazing seam are related to the brazing temperature and the compositi on of brazing filler metals.The micros truc- ture of brazing seam in which using BNi-2brazi ng filler metal is composed by large scale of chemical compounds;however,there are a small amount of chemical comp ounds in brazing seam using the other three kinds of brazi ng filler metals.The mechanical properties of brazed jointed are closely related to their microstructures.The mechanical properties of brazed joint usin g BNi-2are better than that of other three kinds of filler metals.These testing results can offer necessary tes ting data and theoretical basis for the study of vacuu m brazing. Key words:vacuum brazing,stainless steel,m icrostructure,mechanical properties 0前言 近年来,钎焊技术在各工业部门中占据着越来越重要的地位,尤其在电器仪表及国防工业中已成为不可取代的工艺方法。在对航空用合金如不锈钢、耐热合金、钛、铌、钽和其它一些高熔点金属进行钎焊时,一般采用真空钎焊。真空钎焊是在真空气氛中,不用钎剂而进行钎焊的一种方法。其优点在于:因不用钎剂显著提高了产品的抗腐蚀性,工艺的可控性好。目前,国内外学者对不锈钢真空钎焊工艺及其特性进行了研究,并取得了一定成果[1~2]。然而针对不同钎料对不锈钢组织和性能的探讨还较少。本文主要对采用四种不同钎料的不锈钢真空钎焊焊接接头的组织和力学性能进行了对比分析,其目的是通过对比不同钎料真空钎焊接头的力学性能,来评估它们钎焊接头力学性能的差异,从而为真空钎焊工艺研究提供一定的试验数据。 1试验材料和方法 1.1试验材料 母材选用1C r18Ni9Ti不锈钢,共采用四种钎料,分
TC4钛合金真空钎焊接头显微组织分析
TC4钛合金真空钎焊接头显微组织分析 摘要:采用ag-cu-ti钎料对tc4钛合金进行真空钎焊;采用金相分析、扫描电镜对钎缝的组织结构、元素分布情况进行分析,并对焊件的整体力学性能进行拉伸测试。结果表明,tc4合金板真空钎焊搭接接头处抗剪强度在200mpa以上,钎焊接头处总体的力学性能优于母材;钎缝与基体相临的部位析出了弥散相,钎缝处有cu 的固溶体析出;焊接接头中的主要元素ti、al、v、ag、cu呈规律性分布,钎缝及扩散区域得到以细小笋状的方式生长的cu基固溶体,是为ag-cu共晶组织。 abstract: vacuum brazing of tc4 was carried out with ag-cu -ti filler metal. organizational structure, element distribution of brazed joints were investigated by means of scanning electron microscopy and metallographic microscope,and the joint whole mechanical property was determined by tensile testing method. the results show that shear strength for the brazing joint of tc4 titanium alloy is above 200mpa and whole mechanical property of the brazing joint are better than base metal. dispersed network phase form between base metal and brazing seam, and cu-based solid solution separate out in the brazing seam. ti, al, v, ag and cu of the brazing joint were regular distribution. ag-cu eutectic structure of brazing seam and diffuse region were grown by slender and
焊接工艺设计
焊接工艺设计级生产大作业 学院:材料科学与工程学院 专业班级:焊接1301班 小组成员:马永亮(130200814) 徐壮(130200812) 孙建(130200116) 何星池(130200112) 郝绪文(130200101) 汪颖(130200525) 马鸣檀(130200530) 经戌末(130200109) 陈诗函(130200802) 作业时间: 2016年11月01日
12mm板厚Q345真空电子束焊接工艺 一、发展背景 电子束的发现迄今已100多年的历史。电子束焊接技术起源于德国,1948年前西德物理学家K.H.Steigerwald首次提出电子束焊接的设想;1954年法国的J.A.Stohr博士成功焊接了核反应堆燃料包壳,标志着电子束焊接金属获得成功;1957年11月,在法国巴黎召开的国际原子能燃料元件技术大会上公布了该技术,电子束焊接被确认为一种新的焊接方法;1958年开始,美国、英国、日本及前苏联开始进行电子束焊接方面的研究,20世纪60年代后,我国开始从事电子束焊接研究。 电子束焊接(EBW)是以高能密度电子束作为能量载体对材料和构件实现焊接和加工的新型特种加工工艺方法。它具有其它熔焊方法难以比拟的优势和特殊功能:其焊接能量密度极高,容易实现金属材料的深熔透焊接、焊缝窄、深宽比大、焊缝热影响区小、焊接残余变形小、焊接工艺参数容易精确控制、重复性和稳定性好等。 随着航空航天、微电子、核能、交通运输及国防工业的飞速发展,各种高强度、高硬度、高韧性的铝合金、镁合金、钛合金和耐高温合金等金属材料以及复合材料广泛应用,加之构件形状日趋复杂化,对焊接工艺、加工精度和表面完整性提出了更高的要求。传统的焊接工艺难以适应高技术制造领域的发展趋势,对这些材料采用包括电子束焊接在内的高能束焊接技术优势较大。 正是由于电子束焊接的上述优点,使该技术获得长足发展,已经成功地应用于各种工业领域,并广泛应用在各种材料上。厚大截面不锈钢的电子束焊接由于能够节约成本且满足质量要求而得到青睐。有许多文献已经证明电子束焊接在航空和医药钛合金上得到了成功应用。有色金属如铜、镍及其合金的电子束焊接以及运输工业中异种材料的电子束焊接正迅猛增长。 二、目的 为了巩固所学常用特种焊接方法与设备的知识,熟悉有关资料,掌握焊接参数的选择和焊接设备的使用与维护,安排了为期一周的课程设计。通过本次焊接工艺设计,锻炼学生们的分析问题的能力,提高焊接操作技能。
钎焊真空度对铜与铪钎焊接头组织及性能的影响
龙源期刊网 https://www.360docs.net/doc/712640014.html, 钎焊真空度对铜与铪钎焊接头组织及性能的影响 作者:路希龙刘平刘新宽陈小红何代华李伟 来源:《上海有色金属》2014年第03期 摘要:采用72Ag28Cu钎料对铜与铪进行真空钎焊试验.钎焊温度为840 ℃,保温时间为15 min,真空度试验范围为5.0×10-2~8.0 Pa.研究了钎焊真空度对铜与铪钎焊接头组织及性能的影响,采用场发射扫描电子显微镜(FESEM)观察钎焊接头的组织形貌,采用ZWICKZ050电子万能材料试验机测试接头剪切强度.结果表明:随着钎焊真空度的升高,接头剪切强度呈 先升高后降低的趋势;在钎焊温度为840 ℃、保温时间为15 min时,较佳的钎焊真空度为 2.0×10-1 Pa. 关键词:铜;铪;钎焊;真空度 中图分类号: TG 454文献标志码: A 0前言 铜具有高的导电、导热性能,银基和铜基钎料都能对其很好地润湿,与其他材料连接能起到加强散热的作用[1-4].铪是一种高熔点难熔的稀有金属,具有良好的导热、导电性能和较低 的电子逸出功,被用作等离子切割用电极中的等离子发射体[5]. 电极是等离子切割机割炬的主要元件,铪与铜基体镶嵌在一起,充分利用了铪抗氧化性能好、电子逸出功低和铜的导热、导电性能好的特性,使电极在最大限度地发射等离子弧的同时又能将热量尽快地传导出去,不至于被很快地烧损.铪与铜的连接方法有普通镶嵌、机械压紧 镶嵌、钎焊和扩散焊等.在这些方法中,钎焊由于工艺简单、成本低及适用于批量生产等优点 成为研究者最关注的方法之一.其中铪与铜的钎焊法是将铪与铜基体焊接成一个整体,提高其 导热、导电性能,同时可有效防止热胀冷缩产生间隙或氧化膜层,使电极寿命大大延长[6]. 在钎焊工艺参数中,真空度是影响真空钎焊质量的一个重要参数.钎焊真空度从两个方面 影响钎焊接头质量:第一种是钎缝元素的扩散效果;第二种是元素的挥发[7].在钎焊过程中,真空度并不是越高越好,真空度过低,钎焊元件在高温时易被氧化;真空度过高,不但浪费时间与资金,还可能导致钎料的挥发而影响钎焊接头的质量.本文采用72Ag28Cu钎料对铜与铪进行真空钎焊试验,研究真空度对铜与铪钎焊接头组织与性能的影响. 1试验材料及方法
焊接工艺设计基础知识
第四节焊接工艺基础知识 一、焊接接头的种类及接头型式 焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。 (一)对接接头 两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。在各种焊接结构中它是采用最多的一种接头型式。 钢板厚度在6mm以下,除重要结构外,一般不开坡口。 厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。 图1—8 不同厚度板材的对接 (a)单面削薄,(b)双面削薄 (二)角接接头 两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。这种接头受力状况不太好,常用于不重要的结构中。 图1—9 角接接头 (a)I形坡口;(b)带钝边单边V形坡口 (三)T形接头 一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—10。 图1—10 T形接头 (四)搭接接头
两件部分重叠构成的接头叫搭接接头,见图1—11。 图1—11 搭接接头 (a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊 搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。 I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。这种接头用于不重要的结构中。 当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。 二、焊缝坡口的基本形式与尺寸 (一)坡口形式 根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。 V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。 双Y形坡口是在V形坡口的基础上发展的。当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。缺点是焊接过程中要翻转焊件,在筒形焊件的内部施焊,使劳动条件变差。 U形坡口的填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。 (二)坡口的几何尺寸 (1)坡口面待焊件上的坡口表面叫坡口面。 (2)坡口面角度和坡口角度待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度,见图1—12。 (3)根部间隙焊前在接头根部之间预留的空隙叫根部间隙,见图1—12。其作用在于打底焊时能保证根部焊透。根部间隙又叫装配间隙。 (4)钝边焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边,见图1—12。钝边的作用是防止根部烧穿。 (5)根部半径在J形、U形坡口底部的圆角半径叫根部半径(见图1—12)。它的作用是增大坡口根部的空间,以便焊透根部。
不锈钢真空钎焊的工艺要点
不锈钢真空钎焊的工艺要点 1 钎焊接头的设计: 设计钎焊接头时,应考虑接头的强度、组合件的定位方法、钎料置放的位置、接头间隙等诸多因素 1.1钎焊接头连接方式: 钎焊接头有对接和搭接两种方式。 采用对接接头,由于钎料和钎缝的强度一般比母材低,因而对接接头不能保证接头具有与母材相等的承载能力,因此钎焊接头大多采用搭接形式。通过改变搭接长度提高钎焊接头的强度。 对于采用高强度铜基、镍基钎料钎焊的搭接接头,搭接长度通常取为薄壁件厚度的2~3倍。由于工件的形状不同,搭接接头的具体形状也各不相同。对于薄壁件而言,常采用锁边形式的搭接方式,提高钎焊接头的强度。 1.2 接头的定位:组合件的定位是影响钎焊质量的重要因素。 定位的方法主要有依靠自重、紧配合、毛刺定位、点焊定位、(氩弧焊)涨口定位、夹具定位等。 列管式EGR冷却器将采用涨口定位、点焊定位、焊接变位器等多种定位方法 1.3 钎料的置放 钎料置放的原则是应尽可能利用钎料的重力作用和钎缝的毛细作用来促进钎料填满间隙。EGR冷却器的钎焊将使用镍基钎料膏状和非晶态薄带两种。膏状钎料应直接涂在钎缝处,而非晶态薄带钎料标准有0.0254mm 0.0381mm等不同的厚度。 按工件要求加工成不同的形状,置于钎缝处。 总之镍基钎料合理的使用对我们来说还要做很多工作, 比如钎料表面处理、膏剂的涂覆方法、钎料用量等诸多方面,根据实际要求进一步完善。1.4 接头的间隙: 钎焊时是依靠毛细作用使钎料填满间隙。 正确地选择接头间隙很大程度上影响钎缝的致密性和强度。不同的钎料对接头间隙的要求也有所不同。镍基钎料要求接头间隙为0.02~0.10mm,比其它钎料相比,这种钎料要求接头间隙小的特点应引起足够的关注。
一、焊接接头的设计
焊接接头的设计 焊接是制造各种金属制品的一项重要工艺,由于它具有独特优异的技术经济指标。已被广泛应用于机械制造、石油化工、海洋船舶、航空航天、电力、电讯及家用电器等各个领域。 一、焊接接头的设计: 用焊接方法连接的接头称为焊接接头,焊接接头由焊缝、热影响区及相邻母材金属三部份组成。在一些重要的焊接结构中,如锅炉、压力容器、船体结构中,焊接接头不仅是重要的连接元件,而且与所连接的部件共同承受工作压力、载荷、温度和化学腐蚀。为此,焊接接头已成为整个金属结构不可分割的组成部分,它对结构运行的可靠性和使用寿命起着决定性的影响。 焊接接头的设计除了考虑焊接接头与母材金属的强度和塑性外,焊接接头的设计主要还包括如下内容: 1、确定焊接接头的形式和位置 在手工电弧焊中,由于焊件的厚度、结构的形状及使用条件不同,其接头形式及坡口形式也不相同。根据国家标准GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》的规定,焊接接头的基本形式可分为四种:(见图焊接接头形式A) 对接接头:两焊件端面相对平行的接头称为对接接头,它是在焊接结构中采用最多的一种接头形式。 T形接头:一焊件的端面与另一焊件的表面构成直角或近似直角的接头,称为T形接头。 角接接头:两焊件端面间构成大于30度,小于135度夹角的接头,称为角接头。 搭接接头:两焊件部分重叠构成的接头称为搭接接头。 有时焊接结构中还有其他类型的接头形式,(见图焊接接头形式B)如十字接头、端接接头、卷边接头、套管接头、斜对接接头、锁底对接接头等。 焊接接头的形式:主要取决于焊件的结构形状和板厚。 焊接接头的位置:应布置在便于组装、焊接和检查(包括无损检测)的部位。 2、设计焊接接头的坡口形式和尺寸 当确定了焊接接头的的形式后,还应设计焊接接头的坡口形式及尺寸: I形对接接头(不开坡口)当钢板厚度在6mm以下,一般不开坡口,采用I形对接接头,只留1~2mm的接缝间隙; V形坡口对接接头(见图V形坡口)当钢板厚度为7~40mm时,可采用V 形坡口,V形坡口分为V形坡口、钝边V形坡口、单边V形坡口、钝边单边V 形坡口四种,它的特点是加工容易,但焊后焊件易产生角变形。 X形坡口对接接头(见图X形坡口)当钢板厚度为12~60mm时,可采用X形坡口,也称双V形坡口,它于V形坡口相比较,具有在相同厚度下,它能减少焊缝填充金属量约1/2,焊件焊后变形和产生的内应力也小些,所以它主要用于大厚度以及要求变形较小的结构中; U形坡口对接接头(见图U形坡口)当钢板厚度为20~60mm时,可采用U形坡口,40~60mm时采用双面U形坡口,U形坡口的特点是焊缝填充金属量最少,焊件产生的变形也小,但这种坡口加工较困难,一般应用于较重要的焊接
法兰与管体焊接接头工艺设计样本
法兰与管体焊接接头工艺设计 前言 法兰是使管子与管子相互连接的零件, 连接于管端。 法兰连接就是把两个管道、管件或器材, 先各自固定在一个法兰盘上, 两个法兰盘之间, 加上法兰垫, 用螺栓紧固在一起, 完成了连接。有的管件和器材已经自带法兰盘, 也是属于法兰连接。 法兰连接的主要特点是拆卸方便、强度高、密封性能好。安装法兰时要求两个法兰保持平行、法兰的密封面不能碰伤, 而且要清理干净。法兰所用的垫片, 要根据设计规定选用。 法兰分螺纹连接( 丝接) 法兰和焊接法兰。低压小直径有丝接法兰, 高压和低压大直径都是使用焊接法兰, 不同压力的法兰盘的厚度和连接螺栓直径和数量是不同的。 法兰连接使用方便, 能够承受较大的压力。 此次是普通的低碳钢管体与法兰的焊接接头工艺的设计。 1.母材Q235性能分析 Q235是普通的碳素结构钢, Q代表的是这种材质的屈服度, 后面的235, 就是指这种材质的屈服值, 在235左右。并会随着材质的厚度的增加而使其屈服值减小。由于含碳适中, 综合性能较好, 强度、塑性和焊接等性能得到较好配合, 用途最广泛。常轧制成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢, 中厚钢板。大量应用于建筑及工程结构。用以
制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等, 也大量用作对性能要求不太高的机械零件由于低碳钢含碳量低, 锰、硅含量也少, 因此, 一般情况下不会因焊接而产生严重硬化组织或淬火组织。焊接时, 一般不需预热、控制层间温度和后热, 焊后也不必采用热处理改进组织, 整个焊接过程不必采取特殊的工艺措施, 焊接性优良。 2.备料 备料的过程大致分为以下几步: (1)选材 选取管体内径为350mm, 壁厚为8mm的管体, 由于所选的管材和法兰盘均为Q235, 故对管材无太多特殊的要求, 须保证管材形状规则符合标准, 无裂纹, 弯曲, 变形等其它缺陷, 能具有一定的耐压能力, 耐腐蚀能力 选取法兰外径为550mm厚度为12mm, 小孔直径为10mm管体与法兰的连接为焊接, 因此管体内径应与法兰的内径一致。 ( 2) 下料 在选好的管体上划线, 截取一定的满足需要的长度, 且截面光滑平整, 无毛刺, 裂纹等。 由于法兰要分块安装, 故将法兰均分为6瓣, 要保证截线切口处, 要平整。 ( 3) 焊前准备 焊前准备有以下三点:
炉中钎焊的一般工艺流程
炉中铝钎焊的一般工艺流程 1.工件的表面准备 为了确保形成均匀优质钎焊接头,焊前必须清除工件表面的油污、氧化物;为了改善某些材料的钎焊性或增加钎料对母材的润湿能力等常需在母材表面镀覆金属。 (1)清除油污 常用有机溶剂去除油污,如酒精、汽油、三氯乙烯、四氯化碳等。大批量生产常在有机溶剂蒸汽中脱脂。在浴槽中清洗时可采用机械搅拌或超声波振动以提高清洗作用。脱脂后须用水清洗并烘干。 (2)清除氧化物 零件表面氧化物的清除按材料、生产条件和批量,可在机械法、化学浸蚀法和电化学浸蚀法等方法中选择。经化学浸蚀或电化学浸蚀后还须进行光亮处理或中和处理,随后用水清洗并干燥。 a. 适合批量生产的机械清除方法有砂轮、金属刷、喷砂等方法。 b. 化学浸蚀清除表面氧化物始于批量生产,生产率高。浸蚀液的选择取决于母材及其表面氧化物的性质状态。铝及铝合金可选用(10%NaOH,余量水或10%H2SO4,余量水)的浸蚀液成分。 c. 电化学浸蚀同样适用于大批量生产及须快速清除氧化物的情况,大多用于不锈钢和碳钢的清除氧化物工艺。 (3)母材表面镀覆金属 在母材表面镀覆金属主要是为了改善钎料的钎焊性;增加钎料对母材的润湿能力;作为预置钎料层以简化装配提高生产率。 2.预置钎剂和阻流剂 有些焊接方法需要预先放置钎剂和阻流剂。预置的钎剂多为软膏式液体,以确保均匀涂覆在工件的待接两表面上。粘度小的钎剂可以采用浸沾、手工喷涂或自动喷洒。粘度大的钎剂将其加热到50~600C,不用稀释便能降低其粘度,热的钎剂其表面张力降低,易粘于金属。 用于气体钎剂的炉中钎焊和火焰钎焊,以及使用自钎剂钎料的钎焊,无须预置钎料。真空钎焊也不需钎剂。 阻流剂是钎焊时用来阻止钎料泛流的一种辅助材料。在气体保护炉中钎焊和真
钎焊接头的质量检验
钎焊接头的质量检验 1、钎焊焊接头的缺陷 钎焊后的工件必须检验,以判定钎焊接头是否符合质量要求。钎焊接头缺陷与熔焊接头相比,无论在缺陷的类型、产生原因或消除方法等方面都有很大的差别。钎焊接头内常见的缺陷及其成因如下: (1)填隙不良,部分问隙未被填满产生原因: 1)接头设计不合理,裝配问隙过大或过小,裝配时零件歪斜。 2)钎剂不合适,如活性差,钎剂与钎料熔化温度相差过大,钎剂填缝能力差等;或者是气体保护钎焊时,气体纯度低,真空钎焊时,真空度低。 3)钎料选用不当,如钎料的润湿作用差,钎料量不足。 4)钎料安置不当。 5)钎焊前准备工作不佳,如清洗不净等。 6)钎焊温度过低或分布不均匀。 (2)钎缝气孔产生原因: l)接头间隙选择不当。 2)钎輝前零件清理不净。 3)钎剂去膜作用和保护气体去氧化物作用弱。 4)钎料在钎焊时析出气体或钎料过热。 (3)钎缝夹渣产生原因: l)钎剂使用量过多或过少。 2)接头同陳.选择不当. 3)钎料从接头两面填缝。 4)舒料与钎剂的熔化温度不匹配。 5)钎剂比重过大。 6)加热不均匀。 (4)钎缝开裂产生原因: 1)由于异种母材的热膨胀系数不同,冷却过程中形成的内应力过大。 2)同种材料钎輝加热不均匀,造成冷却过程中收缩不一致。 3)钎料凝固时,零件相互错动。 4)钎料结晶温度间隔过大。 5)钎缝脆性过大。 (5.)母材开裂产生原因: 1)母材过烧或过热。 2)钎料向每材晶间渗入,形成脆性相。 3)加热不均匀或由于刚性夹持工件而引起过大的内应力。 4)工件本身的内应力而引起的应力。 5)异种母材的热膨胀系数相差过大,而其延性义低。 6)钎料流失。 (6)钎料流失产生原因: 1)钎輝温度过高,保温时问过长。 2)母材与钎料之间的作用太剧烈。 3)钎料量过大。 2、钎焊接头缺陷的检验方法 钎焊接头缺陷的检验方法可分为无损检测和破坏性试验。日常生产中广泛采用无损检
7 压力容器焊接接头设计
7 压力容器焊接接头设计 焊接接头由焊缝金属、热阻碍区及相邻母材三部分组成。在压力容器、锅炉和管道等过程设备中,焊接接头不仅是重要的连接元件,而且与所连接部件一起承担工作压力、其它载荷、温度和化学腐蚀介质的作用。焊接接头作为整个受压部件或承压设备不可分割的组成部分,对运行可靠性和工作寿命起着决定性的阻碍。因此,焊接接头的正确设计关于保证产品的质量具有十分重要的意义。 7.1 焊接接头设计基础 7.1.1 焊接接头的差不多类型与特点 焊接接头要紧起两个作用:一是连接作用,即把被焊件连成一个整体;二是承力作用,即承担被焊工件所受的载荷。焊接与被焊工件并联的接头,焊缝仅承担专门小的载荷,即使焊缝断裂,结构也可不能赶忙失效,这种接头中的焊缝称为联系焊缝,如图7-1a所示。焊缝与被焊工件串联的接头,焊缝承担全部载荷,一旦焊缝断裂,结构会赶忙失效,这种焊缝称为承载焊缝,如图7-1b所示。设计时联系焊缝不一定要求焊透或全长焊接,也不必运算焊缝强度,而承载焊缝必须运算强度,且必须采纳全熔透焊接。过程设备中常用的典型焊接接头类型有对接接头、T形或十字接头、搭接接头和角接接头等,如图7-2所示。 (a) (b) 图7-1 联系和承载焊缝 a)联系焊缝b)承载焊缝 对接接头较其它接头受力状况好,应力集中程度小,焊接时易保证质量,是优先广泛应用的接头。关于不同厚度的焊件,为了保证焊透,大多都要把焊件的对接边缘加工成各种形式的坡口。对接接头焊前对工件的边缘加工和装配要求较高。通常设备壳体上的纵、环焊缝均为对接接头。 T形及十字形接头能承担各种方向的力和力矩,其接头亦有不同类型,有不焊透和焊透的,有不开坡口和开坡口的。不开坡口者通常均为不焊透
ASME焊接接头分类
A S M E压力容器建造规范研讨会设计部分问题解答──第二部分焊接接头分类和焊接接头系数本文就2009年在上海举行的ASME压力容器建造规范研讨会中学员所提的与设计有关的问题进行汇总答复。 CACI于今年4月所组织的ASME规范Ⅷ(与设计有关)研讨会期间,与会者在会前和研讨中提出了不少问题,CACI要求归纳整理后公布。初步考虑,拟对研讨会中以书面或口头提及的低温操作和防脆断措施,焊接接头分类和焊接接头系数,压力试验及其限制条件,开孔及其补强,元件的形状和尺寸允差,换热器设计,全部改写ASMEⅧ-2的背景和主要修改内容等几个方面陆续整理,在整理中不拟以和讨论者一问一答的方式简单处理,而是根据规范的具体规定,从原理并规范的条文上系统说明。本文是其中的第二篇。 1焊接接头类别和焊接接头(焊缝)类型 焊接接头和焊缝二者既有区别,又有联系,见图1。 图1焊接接头和焊缝 ASMEⅧ-1[1][2]根据接头在容器上所处的位置,在UW-3节中划分为A、B、C、D四类;根据接头的结构型式,例如对接接头,搭接接头和角接接头,在表UW-12中分为(1)~(8)共计八个类型。对每种接头类别和相应的结构型式,规范在UW-2中规定了相应的使用限制。对于对接接头,在UW-11中规定了接头的射线及超声波检测要求,并相应在表UW-12中列出了焊接接头系数;对于角接接头,分别在UW-13、UW-15、UW-16规定了焊缝各处的尺寸要求和强度校核要求,并在UW-11的注中附带说明了无损检测要求。 2焊接接头分类 2.1分类的出发点 ASMEⅧ-1在UW-3中指出,分类是指焊接接头在容器上的位置而不是接头的型式。对“在容器上的位置”这一说法可以解读为分类的根据是接头所受应力的大小。由这点出发,对ASMEⅧ-1的焊接接头分类立刻就得以理解。 焊接接头在容器上所受应力的大小可以由接头在容器上的位置来分析,而接头在容器上的位置则和所连接两元件的结构有关。例如壳体本身或平板本身上的拼接接头,其所在处的应力一般都可以由板壳理论解得;而壳体或平板上连有接管处的接头,其所在处的应力并不能由板壳理论解得。所以规范将其所在处应力可以由板壳理论解得的接头划为A、B类,其中承受最大主应力的接头划为A类,承受第二主应力的接头划为B类,这种壳体本身或平板本身上的拼接接头除个别者外(下面分析)都是对接或搭接接头,不可能是角接接头。规范将其所在处应力并不能由板壳理论解得的接头划为C、D类,由于在同样载荷和尺寸时,平板应力高于壳体,所以将连接件之一为平板者划为C类,将两连接件都为壳体者划为D类,但涉及矩形截面容器侧板时,因在设计中计及了因压力
钎焊工艺规范
钎焊工艺规范 1 范围 本标准规定了各相关部门与人员针对钎料、钎剂以及钎焊工序过程中的相应职责;钎料和钎剂的使用要求;钎焊前的基本要求;钎焊工艺要求;补焊注意事项;钎焊质量的检验;注意事项和安全要求。 本标准适用于湖南元亨工厂设计、生产所有空调产品以及零部件过程中的钎焊工序。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件,其随后所有版本修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可适用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本均适用于本标准。 GB/T 10046-2000银基钎料 铜基钎料 GB/T 6418-93 铜管接头 GB/T 11618-1999 钎焊接头强度试验方法 GB 11363 钎缝强度试验方法 GB 8619 GB 11364钎料铺展性及填缝性试验方法 3 定义: 3.1. 钎焊:钎焊是利用熔点稍低于母材的钎料和母材一起加热,使钎料熔化, 并通过毛细管作用原理扩散和填满钎缝间隙,形成牢固的一种焊接方法。 3.2. 钎剂:去除钎焊金属和液体钎料表面上的氧化膜,保护钎焊金属和钎料 在加热过程中不继续氧化,以改善钎料对母材表面的润湿性,促进钎缝的形成
4 钎料和钎剂的使用要求: 4.1. 钎料(焊丝)的作用:利用高温熔化的液态钎料润湿钎焊金属(母材)表面并均匀地铺展,直至致密地填满结合面的间隙而形成牢固接头。 4.2. 钎剂(助焊剂)的作用:去除钎焊金属和液体钎料表面上的氧化膜,保护钎焊金属和钎料在加热过程中不继续氧化,以改善钎料对母材表面的润湿性,促进钎缝的形成。 4.3. 钎料中磷的成分可以增加钎料的铺展性和浸润性,但是会增加焊接处的脆性;锌和铬能增加焊接强度和抗冲击性;含锌钎料的焊接后的外观比含铬钎料的焊接外观稍差,但铬蒸气对人的健康有伤害。 5 钎焊前的基本要求焊接位置、焊接配合间隙、配合面的表面处理、焊接材料的准备、插入深度和清洁度是钎焊前需要注意的六大要素。 5.1. 焊接位置:一般情况下优先选择钎料垂直向下漫流的方式,其次选择水平漫流方式;非特殊情况下不能采用垂直向上漫流方式。 5. 2.焊接配合间隙:指对特定的钎料在其钎焊温度下,在被焊接处的径向间隙。要求外接管杯口内径至少应比将要插入管的外径大0.06mm,一般情况下管与管之 间的配合间隙不能超过表(2)中的极限值。 表(2):钎焊配合间隙(指单边间隙)单位:mm 5.3. 配合处的表面处理: 5.3.1. 焊接处附近的20mm范围内必须清洁,不能有任何的残余油污和脏物、杂质、锈、各种氧化物,以免影响焊接质量。 5.3.2. 所有需要焊接的铜管内部不应有任何影响清洁度的物质和痕迹。 5.3.3. 对于已经产生致密氧化皮的铜管和没有金属光泽的钢管,插入连接前均需要用清洁布加有机溶剂(丙酮)进行铜管表面的金属擦亮或酸洗,直至露出金属光泽。 5.3.4. 对于焊缝及其附近20mm范围内如有油污则一定要用清洁布加有机溶剂(丙酮)彻底
焊接接头一般设计原则
焊接接头一般设计原则 A.一般规定 1.适用范围 本规范包括适用于设计和确定焊接接头尺寸和施工文件中包括的资料的一般原则。 2.补充规则 在设计和确定各种应用范围的焊接接头尺寸时还应考虑第3章各节中及德国劳氏船级社相关建造规范中对相应部件的特定要求。 B.制造文件应包含的资料 1.焊接接头/焊缝形状、符号 1.1焊接接头的制图和焊接接头以及焊缝的形状应符合标准(例如EN 12345/ISO……,EN 22553/ISO 2553或EN 29692/ISO 9692),应在制造文件(图纸等)中用明确的方式,例如采用标准符号,对其作出标志。 1.2应对非标准焊缝形状或符号进行图解,且适用时应在施工文件(图纸、焊接大纲或技术规格书)中加以详细说明。该非标准焊缝形状或符号必须取得本社的认可(例如结合对图纸的检查或焊接程序试验)。 1.3应选择有足够尺寸或设计合理和合适形状的焊缝以适合于所传递的载荷的性质(静态或动态)和大小。必要时应提交设计计算的文件证明(见A.2中提到的补充规则)。 2.焊接装配资料 2.1送审供认可的施工文件应包括在焊接装配中与焊接接头质量有关且为本社进行检验所需的资料。除焊接材料和焊缝形状外,本资料中还包括下列内容: —焊缝制备方法(机械处理、热处理等);—焊接工艺,焊接位置; —焊接材料和辅助材料; —予热和焊接过程中的热输入(如适用);—堆焊和焊道数; —焊接顺序(在特殊情况下); —根部开槽(方法); —焊后(热)处理(如有); —应同时焊接的产品试样的数量和位置(如规定)。 有关适用于焊接接头及其检验要求的资料,见3。 2.2如焊缝的准备和施焊(结合经认可的焊接程序、焊接材料和辅助材料)符合常规的焊接和造船惯例以及本规范和公认的标准,则本社可取消在施工文件中对其进行专门图解或说明的要求。 3.对焊接接头的要求,检验 3.1提交认可的施工文件(例如图纸,焊接或检验大纲)还应表明对焊接接头的质量要求。根据应用范围,这可通过采用焊接系数(见第3章第2节、第3节〉或焊接质量等级(见第3章第1节I表1.9)或按标准EN 25817/ISO 5817或EN 30042/ISO 10042的评估类别(见附录A、B)来达到。还应指明用于核实所规定的焊接质量的试验(试验方法和试验范围)。 3.2所述的要求还应包括对气体和液体的泄漏性或对特殊介质的抗腐蚀性。 3.3关于焊接程序和生产试验,见第1章第4节和第3章专门适用的第1节至第5节。关于无损检测,见第4节和第3章的相关章节。 C.材料、可焊性
钎焊工艺设计规范方案
WORD文档下载可编辑 钎焊工艺规范 1范围 本标准规定了各相关部门与人员针对钎料、钎剂以及钎焊工序过程中的相应职责;钎料和钎剂的使用要求;钎焊前的基本要求;钎焊工艺要求;补焊注意事项;钎焊质量的检验;注意事项和安全要求。 本标准适用于湖南元亨工厂设计、生产所有空调产品以及零部件过程中的钎焊工序。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件,其随后所有版本修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可适用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本均适用于本标准。 GB/T 10046-2000 银基钎料 GB/T 6418-93 铜基钎料 GB/T 11618-1999 铜管接头 GB 11363 钎焊接头强度试验方法 GB 8619 钎缝强度试验方法 GB 11364 钎料铺展性及填缝性试验方法 3定义: 3.1. 钎焊:钎焊是利用熔点稍低于母材的钎料和母材一起加热,使钎料熔化,并通过毛细管作用原理扩散和填满钎缝间隙,形成牢固的一种焊接方法。 3.2.钎剂:去除钎焊金属和液体钎料表面上的氧化膜,保护钎焊金属和钎料在加热过程中不继续氧化,以改善钎料对母材表面的润湿性,促进钎缝的形成。 4钎料和钎剂的使用要求: 4.1.钎料(焊丝)的作用:利用高温熔化的液态钎料润湿钎焊金属(母材)表面并均匀地铺展,直至致密地填满结合面的间隙而形成牢固接头。 4.2.钎剂(助焊剂)的作用:去除钎焊金属和液体钎料表面上的氧化膜,保护钎焊金属和钎料在加热过程中不继续氧化,以改善钎料对母材表面的润湿性,促进钎缝的形成。 4.3.钎料中磷的成分可以增加钎料的铺展性和浸润性,但是会增加焊接处的脆性;锌和铬能增加焊接强度和抗冲击性;含锌钎料的焊接后的外观比含铬钎料的焊接外观稍差,但铬蒸气对人的健康有伤害。 5 钎焊前的基本要求 焊接位置、焊接配合间隙、配合面的表面处理、焊接材料的准备、插入深度和清洁度是钎焊前需要注意的六大要素。 5.1.焊接位置:一般情况下优先选择钎料垂直向下漫流的方式,其次选择水平漫流方式;非特殊情况下不能采用垂直向上漫流方式。 5.2.焊接配合间隙:指对特定的钎料在其钎焊温度下,在被焊接处的径向间隙。要求外接管杯口内径至少应比将要插入管的外径大0.06mm,一般情况下管与管之间的配合间隙不能超过表(2)中的极限值。
焊接接头设计
1 前言 焊接作为一种机械加工的重要特殊工艺手段.已经在我公司的生产当中有了一定的应用。随着我国汽车工业的飞速发展及市场竞争的日趋激烈,用户对于变速器的要求,不仅只表现在实物质量方面.而必将在品种上也提出新的需求。我公司作为变速器生产的专业骨干企业,为了适应市场的这种变化和需求,也必然要在变速器的质量和品种两方面都有所作为。一些特殊的工艺和设备必将大量地应用于公司的变速器生产中,焊接这种工艺也不例外,必将在公司的生产中得到更广泛的应用。因此,作为一名焊接工艺人员,在此有必要根据公司以往产品焊接接头设计方面存在的一些不足,结合产品实例从工艺的角度就产品焊接接头设计谈谈自己的粗浅看法,与设计人员商榷,以利于在未来设计产品结构时,能兼顾产品的焊接加工工艺性。 2 实物举例及问题分析 焊接加工作为一种特殊工艺,它有其自身独有的加工特点,其过程实为一种局部的冶金熔炼。因此,要真正掌握和运用好焊接这一特殊工艺,就必须掌握好与此相关的各种知识。如:冶金物理、化学知识;金属学及热处理知识;工程力学和材料力学知识;焊接材料、材料焊接以及产品焊接结构和结构生产等方面的知识。产品焊接结构就是讨论产品的结构设计和焊接接头设计的问题,而结构生产则着重讨论焊接结构生产过程中的工艺问题。理论和实践都告诉我们:合理的焊接接头设计,除了要满足产品的使用功能和强度要求外,还要具备良好的焊接加工工艺性.以保证在实现使用功能的过程中能够使用相对简单的工艺,降低产品的工艺制造成本。同时,焊接方法种类繁多,工艺特点各有不同。因此,在进行焊接接头设计时,还要考虑现有设备的生产能力和工艺水平。既不要提过高无用而又难于实现的要求,增加产品的工艺制造成本,也不能因为现有设备能力的不足而降低产品的设计要求。要做到合理适当的确很难,但作为企业的工程技术从业人员,我们必须尽力而为。下面就结合公司现有焊接产品,举例谈一下自己对产品焊接接头设计的粗浅认识。 2.1 换档气缸支座总成的焊接接头设计 换档气缸支座总成的结构如图1所示.它由支座销轴和支座底板焊接而成。支座销轴原图的焊接接头设计为凸焊结构,而我公司直到现在也没有凸焊设备,实际生产也一直是采用的手工电弧焊工艺。如果支座销轴的生产按图纸尺寸进行,那么焊接时不但需要专门的焊接定位夹具,而
钎焊工艺规范
钎焊工艺规范 1范围 本标准规定了各相关部门与人员针对钎料、钎剂以及钎焊工序过程中的相应职责;钎料和钎剂的使用要求;钎焊前的基本要求;钎焊工艺要求;补焊注意事项;钎焊质量的检验;注意事项和安全要求。 本标准适用于湖南元亨工厂设计、生产所有空调产品以及零部件过程中的钎焊工序。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件,其随后所有版本修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可适用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本均适用于本标准。 GB/T 10046-2000 银基钎料 GB/T 6418-93 铜基钎料 GB/T 11618-1999 铜管接头 GB 11363 钎焊接头强度试验方法 GB 8619 钎缝强度试验方法 GB 11364 钎料铺展性及填缝性试验方法 3定义: . 钎焊:钎焊是利用熔点稍低于母材的钎料和母材一起加热,使钎料熔化,并通过毛细管作用原理扩散和填满钎缝间隙,形成牢固的一种焊接方法。 .钎剂:去除钎焊金属和液体钎料表面上的氧化膜,保护钎焊金属和钎料在加热过程中不继续氧化,以改善钎料对母材表面的润湿性,促进钎缝的形成。 4钎料和钎剂的使用要求: .钎料(焊丝)的作用:利用高温熔化的液态钎料润湿钎焊金属(母材)表面并均匀地铺展,直至致密地填满结合面的间隙而形成牢固接头。
.钎剂Array(助焊剂)的作用:去除钎焊金属和液体钎料表面上的氧化膜,保护钎焊金属和钎料在加热过程中不继续氧化,以改善钎料对母材表面的润湿性,促进钎缝的形成。 .钎料中磷的成分可以增加钎料的铺展性和浸润性,但是会增加焊接处的脆性;锌和铬能增加焊接强度和抗冲击性;含锌钎料的焊接后的外观比含铬钎料的焊接外观稍差,但铬蒸气对人的健康有伤害。 5 钎焊前的基本要求 焊接位置、焊接配合间隙、配合面的表面处理、焊接材料的准备、插入深度和清洁度是钎焊前需要注意的六大要素。 .焊接位置:一般情况下优先选择钎料垂直向下漫流的方式,其次选择水平漫流方式;非特殊情况下不能采用垂直向上漫流方式。 .焊接配合间隙:指对特定的钎料在其钎焊温度下,在被焊接处的径向间隙。要求外接管杯口内径至少应比将要插入管的外径大,一般情况下管与管之间的配合间隙不能超过表(2)中的极限值。 表(2):钎焊配合间隙(指单边间隙)单位:mm .配合处的表面处理: 焊接处附近的20mm范围内必须清洁,不能有任何的残余油污和脏物、杂质、锈、各种氧化物,以免影响焊接质量。 所有需要焊接的铜管内部不应有任何影响清洁度的物质和痕迹。 对于已经产生致密氧化皮的铜管和没有金属光泽的钢管,插入连接前均需要用清洁布加有机溶剂(丙酮)进行铜管表面的金属擦亮或酸洗,直至露出金属光泽。 对于焊缝及其附近20mm范围内如有油污则一定要用清洁布加有机溶剂(丙酮)彻底擦洗干净,以保证焊接时没有油污染焊接表面。 .焊接材料的准备: