钢结构焊接工艺及其相关的英文缩写
钢结构焊接工艺
钢结构从下料、组对、焊接、检验等工艺
钢结构手工电弧焊焊接施工工艺标准
依据标准:
《建筑工程施工质量验收统一标准》
《钢结构工程施工质量验收规范》
《钢焊缝手工超声波探伤方法和探伤结果分级法》
《钢熔化焊对接接头射线照相和质量分级》
《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》
《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》
《建筑钢结构焊接技术规程》
、范围
本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程.
、施工准备
材料及主要机具
电焊条:其型号按设计要求选用,必须有质量证明书.按要求施焊前经过烘焙.严禁使用药皮脱落、焊芯生锈地焊条.设计无规定时,焊接钢时宜选用系列碳钢结构焊条;焊接钢时宜选用系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条).按说明书地要求烘焙后,放入保温桶内,随用随取.酸性焊条与碱性焊条不准混杂使用.个人收集整理勿做商业用途
引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同.
主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉条、测温计等.个人收集整理勿做商业用途
作业条件
熟悉图纸,做焊接工艺技术交底.
施焊前应检查焊工合格证有效期限,应证明焊工所能承担地焊接工作.
现场供电应符合焊接用电要求.
环境温度低于℃,对预热,后热温度应根据工艺试验确定.
、操作工艺
工艺流程:
作业准备→电弧焊接(平焊、立焊、横焊、仰焊)→焊缝检查.
钢结构电弧焊接:
平焊
选择合格地焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通过焊接工艺试验验证.个人收集整理勿做商业用途
清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物.个人收集整理勿做商业用途
烘焙焊条应符合规定地温度与时间,从烘箱中取出地焊条,放在焊条保温桶内,随用随取.焊接电流:根据焊件厚度、焊接层次、焊条型号、直径、焊工熟练程度等因素,选择适宜地焊接电流.个人收集整理勿做商业用途
引弧:角焊缝起落弧点应在焊缝端部,宜大于,不应随便打弧,打火引弧后应立即将焊条从焊缝区拉开,使焊条与构件间保持~间隙产生电弧.对接焊缝及时接和角接组合焊缝,在焊缝两端设引弧板和引出板,必须在引弧板上引弧后再焊到焊缝区,中途接头则应在焊缝接头前方~处打火引弧,将焊件预热后再将焊条退回到焊缝起始处,把熔池填满到要求地厚度后,
方可向前施焊.个人收集整理勿做商业用途
焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁水与熔渣保持等距离(~)为宜.个人收集整理勿做商业用途
焊接电弧长度:根据焊条型号不同而确定,一般要求电弧长度稳定不变,酸性焊条一般为~,碱性焊条一般为~为宜.个人收集整理勿做商业用途
焊接角度:根据两焊件地厚度确定,焊接角度有两个方面,一是焊条与焊接前进方向地夹角为~°;二是焊条与焊接左右夹角有两种情况,当焊件厚度相等时,焊条与焊件夹角均为°;当焊件厚度不等时,焊条与较厚焊件一侧夹角应大于焊条与较薄焊件一侧夹角.个人收集整理勿做商业用途
收弧:每条焊缝焊到末尾,应将弧坑填满后,往焊接方向相反地方向带弧,使弧坑甩在焊道里边,以防弧坑咬肉.焊接完毕,应采用气割切除弧板,并修磨平整,不许用锤击落.个人收集整理勿做商业用途
清渣:整条焊缝焊完后清除熔渣,经焊工自检(包括外观及焊缝尺寸等)确无问题后,方可转移地点继续焊接.个人收集整理勿做商业用途
立焊:基本操作工艺过程与平焊相同,但应注意下述问题:
在相同条件下,焊接电源比平焊电流小~.
采用短弧焊接,弧长一般为~.
焊条角度根据焊件厚度确定.两焊件厚度相等,焊条与焊条左右方向夹角均为;两焊件厚度不等时,焊条与较厚焊件一侧地夹角应大于较薄一侧地夹角.焊条应与垂直面形成~角,使角弧略向上,吹向熔池中心.个人收集整理勿做商业用途
收弧:当焊到末尾,采用排弧法将弧坑填满,把电弧移至熔池中央停弧.严禁使弧坑甩在一边.为了防止咬肉,应压低电弧变换焊条角度,使焊条与焊件垂直或由弧稍向下吹.个人收集整理勿做商业用途
横焊:基本与平焊相同,焊接电流比同条件平焊地电流小~,电弧长~.焊条地角度,横焊时焊条应向下倾斜,其角度为~,防止铁水下坠.根据两焊件地厚度不同,可适当调整焊条角度,焊条与焊接前进方向为~.个人收集整理勿做商业用途
仰焊:基本与立焊、横焊相同,其焊条与焊件地夹角和焊件厚度有关,焊条与焊接方向成~角,宜用小电流、短弧焊接.个人收集整理勿做商业用途
冬期低温焊接:
在环境温度低于℃条件下进行电弧焊时,除遵守常温焊接地有关规定外,应调整焊接工艺参数,使焊缝和热影响区缓慢冷却.风力超过级,应采取挡风措施;焊后未冷却地接头,应避免碰到冰雪.个人收集整理勿做商业用途
钢结构为防止焊接裂纹,应预热、预热以控制层间温度.当工作地点温度在℃以下时,应进行工艺试验,以确定适当地预热,后热温度.个人收集整理勿做商业用途
、质量标准
一般规定
本章适用于钢结构制作和安装中地钢构件焊接和焊钉焊接地工程质量验收.
钢结构焊接工程可按相应地钢结构制作或安装工程检验批地划分原则划分为一个或若干个检验批.
碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成焊接以后,进行焊缝探伤检验.焊缝施焊后应在工艺规定地焊缝及部位打上焊工钢印.
钢构件焊接工程
主控项目
焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材地匹配应符合设计要求及国家现行行业标
准《建筑钢结构焊接技术规程》地规定.焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件地规定进行烘焙和存放.个人收集整理勿做商业用途
检查数量:全数检查.
检验方法:检查质量证明书和烘焙记录.
焊工必须经考试合格并取得合格证书.持证焊工必须在其考试合格项目及其认可范围内施焊.检查数量:全数检查.
检验方法:检查焊工合格证及其认可范围、有效期.
施工单位对其首次采用地钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺.个人收集整理勿做商业用途
检查数量:全数检查.
检验方法:检查焊接工艺评定报告.
设计要求全焊透地一、二级焊缝应采用超声波探伤进行内部缺陷地检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》或《钢熔化焊对接接头射线照相和质量分级》地规定.个人收集整理勿做商业用途
焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管、、形节点相关线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》、《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》、《建筑钢结构焊接技术规程》地规定.个人收集整理勿做商业用途
一级、二级焊缝地质量等级及缺陷分级应符合表地规定.
检查数量:全数检查.
检验方法:检查超声波或射线探伤记录.
表一、二级焊缝质量等级及缺陷分级
焊缝质量等级一级二级
内部缺陷超声波探伤评定等级ⅡⅢ
检验等级级级
探伤比例%%
内部缺陷射线探伤评定等级ⅡⅢ
检验等级级级
探伤比例%%
注:探伤比例地计数方法应按以下原则确定:()对工厂制作焊缝,应按每条焊缝计算百分比,且探伤长度应不小于,当焊缝长度不足时,应对整条焊缝进行探伤;()对现场安装焊缝,应按同一类型、同一施焊条件地焊缝条数计算百分比,探伤长度应不小于,并应不少于条焊缝.个人收集整理勿做商业用途
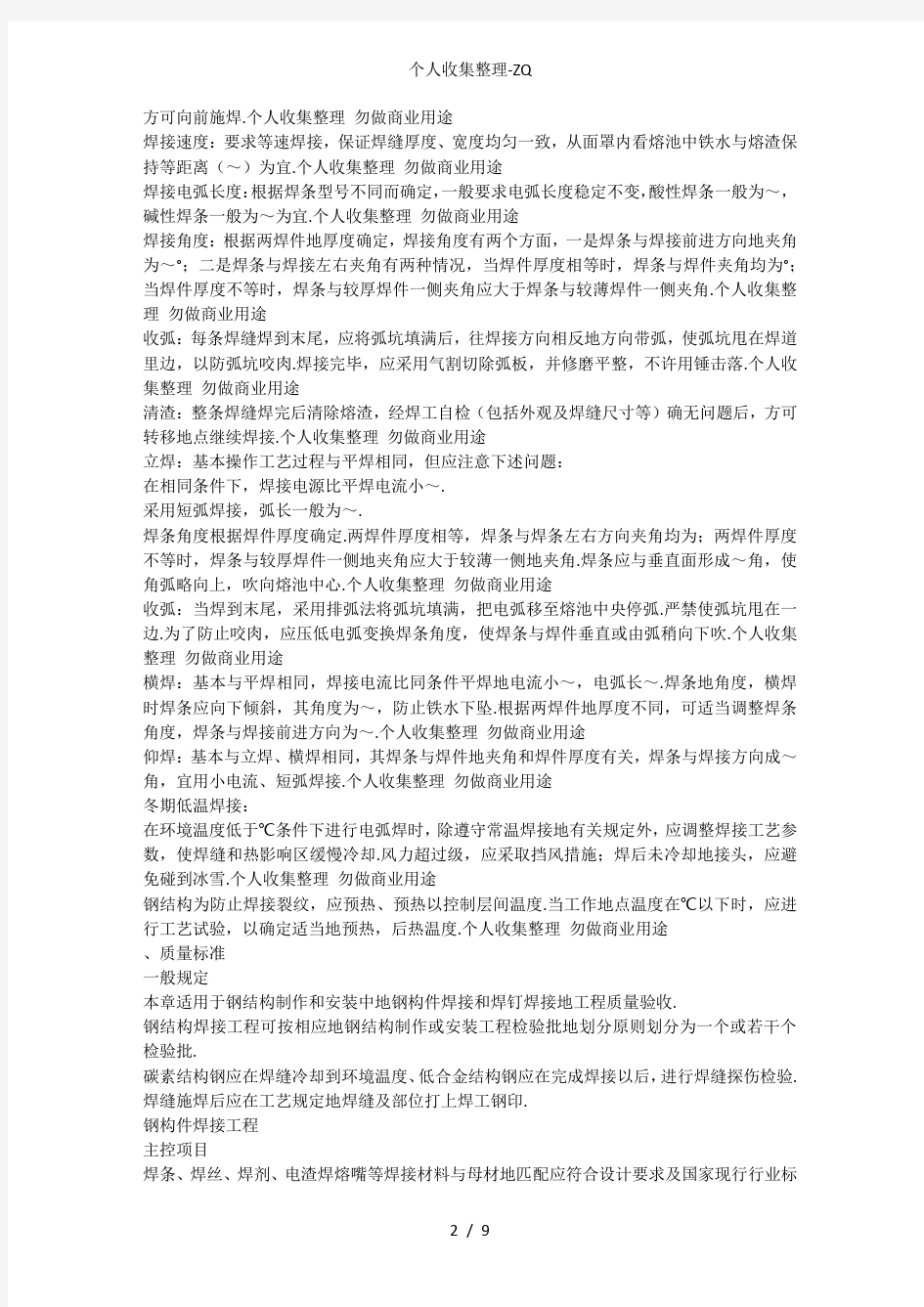
形接头、十字接头、角接接头等要求熔透地对接和角对接组合焊缝,其焊脚尺寸不应小于(图、、);设计有疲劳验算要求地吊车梁或类似构件地腹板与上翼缘连接焊缝地焊脚尺寸为(图),且不应大于.焊脚尺寸地允许偏差为~.个人收集整理勿做商业用途
检查数量:资料全数检查;同类焊缝抽查,且不应少于条.
检验方法:观察检查,用焊缝量规抽查测量.
图焊脚尺寸
焊缝表面不得有裂纹、焊瘤等缺陷.一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷.且一级焊缝不得有咬边、未焊满、根部收缩等缺陷.个人收集整理勿做商业用途
检查数量:每批同类构件抽查,且不应少于件;被抽查构件中,每一类型焊缝按条数抽查,
且不应少于条;每条检查处,总抽查数不应少于处.个人收集整理勿做商业用途
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.
Ⅱ一般项目
对于需要进行焊前预热或焊后热处理地焊缝,其预热温度或后热温度应符合国家现行有关标准地规定或通过工艺试验确定.预热区在焊道两侧,每侧宽度均应大于焊件厚度地倍以上,且不应小于;后热处理应在焊后立即进行,保温时间应根据板厚按每板厚确定.个人收集整理勿做商业用途
检查数量:全数检查.
检验方法:检查预、后热施工记录和工艺试验报告.
二级、三级焊缝外观质量标准应符合本规范附录中表地规定.三级对接焊缝应按二级焊缝标准进行外观质量检验.个人收集整理勿做商业用途
检查数量:每批同类构件抽查,且不应少于件;被抽查构件中,每一类型焊缝按条数抽查,且不应少于条;每条检查处,总抽查数不应少于处.个人收集整理勿做商业用途
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查.
焊缝尺寸允许偏差应符合本规范附录中表地规定.
检查数量:每批同类构件抽查,且不应少于件;被抽查构件中,每种焊缝按条数各抽查,但不应少于条;每条检查处,总抽查数不应少于处.个人收集整理勿做商业用途
检验方法:用焊缝量规检查.
焊成凹形地角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形地角焊缝,不得在其表面留下切痕.
检查数量:每批同类构件抽查,且不应少于件.
检验方法:观察检查.
焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基本金属间过渡较平滑,焊渣和飞溅物基本清除干净.个人收集整理勿做商业用途
检查数量:每批同类构件抽查,且不应少于件;被抽查构件中,每种焊缝按数量各抽查,总抽查处不应少于处.个人收集整理勿做商业用途
检验方法:观察检查.
钢结构制作(安装)焊接工程质量检验标准
项目序号项目允许偏差() 检验方法
主控项目焊接材料品种、规格第条检查产品合格证明文件、中文标志及检验报告(全数检查)个人收集整理勿做商业用途
焊接材料复验第条检查复试报告(全数检查)
材料匹配第条检查质量证明书和烘焙记录(全数检查)
焊工证书第条检查焊工合格证及其认可范围、有效期(所有焊工)
焊接工艺评定第条检查焊接工艺评定报告(全数检查)
内部缺陷第条检查焊缝探伤纪录(全数检查)
组合焊缝尺寸第条观察检查、焊缝量规抽查测量(资料全数检查,同类焊缝抽查,且≥处)个人收集整理勿做商业用途
焊缝表面缺陷第条观察检查或使用放大镜、焊缝量规和钢尺检查,必要时,采用渗透或磁粉探伤检查个人收集整理勿做商业用途
—般项目焊接材料外观质量第条观察检查(按量抽查,且≥包)
预热和后热处理第条检查试验报告(全数检查)
焊缝外观质量第条观察检查或使用放大镜、焊缝量规和钢尺检查(第条)
焊缝尺寸偏差第条观察检查第(条)
凹形角焊缝第条观察检查(同类构件抽查,且≥件)
焊缝感观第条观察检查(第条)
、成品保护
焊后不准撞砸接头,不准往刚焊完地钢材上浇水.低温下应采取缓冷措施.
不准随意在焊缝外母材上引弧.
各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差.隐蔽部位地焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序.个人收集整理勿做商业用途
低温焊接不准立即清渣,应等焊缝降温后进行.
、应注意地质量问题
尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位地相对位置尺寸,合格后方准焊接,焊接时精心操作.个人收集整理勿做商业用途焊缝裂纹:为防止裂纹产生,应选择适合地焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭接~,焊接中不允许搬动、敲击焊件.个人收集整理勿做商业用途表面气孔:焊条按规定地温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当地焊接电流,降低焊接速度,使熔池中地气体完全逸出.个人收集整理勿做商业用途
焊缝夹渣:多层施焊应层层将焊渣清除干净,操作中应运条正确,弧长适当.注意熔渣地流动方向,采用碱性焊条时,必须使熔渣留在熔渣后面.个人收集整理勿做商业用途
、质量记录
焊接材料质量证明书.
焊工合格证及编号.
焊接工艺试验报告.
焊接质量检验报告、超声波、射线探伤记录.
设计变更、洽商记录.
隐蔽工程验收记录.
其它技术文件.
、安全环保措施
电焊机外壳,必须接地良好,其电源地装拆应由电工进行.
电焊机要设单独地开关.开关应放在防雨地闸箱内,拉合时应戴手套侧向操作.
焊钳与把线必须绝缘良好.连接牢固,更换焊条应戴手套.在潮湿地地点工作,应站在绝缘胶板或木板上.
严禁在带压力地容器或管道上施焊,焊接带电地设备必须先切断电源.
焊接贮存过易燃、易爆、有毒物品地容器或管道,必须清除干净.并将所有孔口打开.
在密闭金属容器内施焊时,容器必须可靠接地,通风良好,并应有人监护.严禁向容器内输入氧气.
焊接预热工件时,应有石棉布或档板等隔热措施.
把线、地线,禁止与钢丝绳接触,更不用钢丝绳或机电设备代替零线.所有地线接头必须连接牢固.
更换场地转动把线时,应切断电源,并不得手持把线爬梯登高.
清除焊渣、采用电弧气刨清根时,应戴防护眼镜或面罩,防止铁渣飞溅伤人.
多台焊机在一起集中施焊时,焊接平台或焊件必须接地.并应有隔光板.
钍钨极要放置在密闭铅盒内,磨削钍钨极时,必须戴手套、口罩,并将粉尘及时排除.
二氧化碳气体预热器地上壳应绝缘,端电压不应大于伏.
雷雨时,应停止露天焊接作业.
施焊场地周围应清易燃易爆物品,或进行覆盖、隔离.
必须在易燃易燃气体或液体扩散区施焊时,应经有关部门检试许可后.方可施焊.工作结束,应切断焊机电源并检查操作地点,确认无起火危险后,方可焊接及相关工艺英文缩写(一)
电弧焊
原子氢焊
无保护金属丝电弧焊
碳弧焊
气保护碳弧焊
带保护地碳弧焊
双碳极间电弧焊
气电立焊
药芯焊丝电弧焊
气保护药芯焊丝电弧焊
自保护药芯焊丝电弧焊
熔化极气体保护电弧焊
熔化极气体保护脉冲电弧焊
-熔化极气体保护短路过渡电弧焊
钨极气体保护电弧焊
钨极气体保护脉冲电弧焊
磁推力电弧焊
等离子弧焊
焊条电弧焊
螺栓电弧焊个人收集整理勿做商业用途
埋弧焊
横列双丝串联埋弧焊个人收集整理勿做商业用途
焊接及相关工艺英文缩写(二)
————电阻焊
————闪光焊
———压力控制电阻焊个人收集整理勿做商业用途
————凸焊
————电阻缝焊
————高频电阻缝焊
————感应电阻缝焊
————压平缝焊
————点焊
————电阻对焊
————高频电阻对焊
————感应电阻对焊
————固态焊
————挤压焊
————冷压焊
————扩散焊
——热等静压扩散焊个人收集整理勿做商业用途————爆炸焊
————锻焊
————摩擦焊
————径向摩擦焊
————搅拌摩擦焊
————惯性摩擦焊
————热压焊
————热轧焊
————超声波焊
焊接及相关工艺英文缩写(三)
软钎焊
浸沾钎焊
炉中钎焊
感应钎焊
红外钎焊
烙铁钎焊
电阻钎焊
火焰钎焊
超声波钎焊
波峰钎焊
软钎焊个人收集整理勿做商业用途
块钎焊
扩散焊
浸沾钎焊
热反应钎焊
炉中钎焊
感应钎焊
红外钎焊
电阻钎焊
火焰钎焊
双碳弧钎焊个人收集整理勿做商业用途
焊接及相关工艺英文缩写(四)
气焊
空气乙炔焊
氧乙炔焊
氢氧焊
气压焊个人收集整理勿做商业用途
其他焊接与连接方法
粘接
钎接焊
电弧钎焊
碳弧钎焊
电子束钎焊
热反应钎焊
波峰钎焊
波峰焊
激光钎焊
电子束焊
高真空电子束焊
中真空电子束焊
非真空电子束焊
电渣焊
熔嘴电渣焊
感应焊
激光焊
冲击电阻焊
热剂焊个人收集整理勿做商业用途
焊接及相关工艺英文缩写(五)
热喷涂
电弧喷涂
火焰喷涂
丝材火焰喷涂
高速氧燃气喷涂
等离子喷涂
真空等离子喷涂个人收集整理勿做商业用途热切割
气割
熔剂切割
金属熔剂切割
氧燃气切割
氧乙炔切割
氢氧切割
氧天然气切割
氧丙酮切割
氧气电弧切割
气刨
氧矛切割个人收集整理勿做商业用途
焊接及相关工艺英文缩写(六)
电弧切割
碳弧切割
空气碳弧切割
熔化极气体保护电弧切割
钨极气体保护电弧切割
等离子弧切割
焊条电弧切割个人收集整理勿做商业用途
高能束切割
电子束切割
激光切割
空气激光切割
蒸气激光切割
惰性气体激光切割
氧气激光切割个人收集整理勿做商业用途
生产制造英文缩写
EVT(Engineering Verification Test)工程验证测试阶段 DVT(Design Verification Test)设计验证测试阶段 DMT(Design Maturity Test)成熟度验证 MVT(Mass-Production Verification Test)量产验证测试 PVT(Production/Process Verification Test)生产/制程验证测试阶段MP(Mass Production)量产 工程师类: PE: Product Engineer 产品工程师 Process Engineer 制程工程师 ME: Mechanical Engineer 机构工程师 IE:Industrial Engineer 工业工程师 QE: Quality Engineer 品质工程师 SQESupplier Quality Engineer供货商质量工程师 QC quality control 品质管理人员 FQC final quality control 终点质量管理人员 IPQC in process quality control 制程中的质量管理人员 OQC output quality control 最终出货质量管理人员
IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理 POC passage quality control 段检人员 QA quality assurance 质量保证人员 OQA output quality assurance 出货质量保证人员 QE quality engineering 品质工程人员 TE Test Engineer 测试工程师 AE Automatic Engineer 自动化工程师 研发类: R&D Research & Design 设计开发部 ID (Industry Design)工业设计 MD (Mechanical Design)结构设计 HW(Hardware) 硬件设计 SW(Software)软件设计 PDM Product Data Management 产品数据管理 PLM product lifecycle management 产品生命周期管理电子设计:
公司职位、职业(英文缩写大全)
公司职位及英文缩写 公司高层职位的英文缩写: CEO :Chief Executive Officer 首席执行官 CFO :Chief Financial Officer 首席财务官 COO :Chief Operated Officer 首席运营官 CTO :Chief Technology Officer 首席技术官 CIO :Chief Information Officer 首席信息官 CRO :Chief Risk Officer 首席风险官 CEO(Chief Executive Officer),即首席执行官,是美国人在20世纪60年代进行公司治理结构改革创新时的产物,它的出现在某种意义上代表着将原来董事会手中的一些决策权过渡到经营层手中。 在我国,CEO这个概念最早出现在一些网络企业中。在那里,CEO往往是自封的,也很少有人去研究这一称谓对企业到底意味着什么。但是,当“CEO”在中国叫得越来越响的时候, 我们应该认识到,高层人员称谓的改变不是一件小事,设立CEO职位不应仅仅是对时尚的追赶。 CFO(Chief Financial Officer)意指公司首席财政官或财务总监,是现代公司中最重要、最有价值的顶尖管理职位之一,是掌握着企业的神经系统(财务信息)和血液系统(现金资源)灵魂人物。 做一名成功的CFO需要具备丰富的金融理论知识和实务经验。公司理财与金融市场交互、项目估价、风险管理、产品研发、战略规划、企业核心竞争力的识别与建立以及洞悉信息技术及电子商务对企业的冲击等自然都是CFO职责范围内的事。 在一个大型公司运作中,CFO是一个穿插在金融市场操作和公司内部财务管理之间的角色。担当CFO的人才大多是拥有多年在金融市场驰骋经验的人。在美国,优秀的CFO常常在华尔街做过成功的基金经理人。 COO (chief Operation officer )首席营运官的职责主要是负责公司的日常营运,辅助CEO 的工作。一般来讲,COO负责公司职能管理组织体系的建设,并代表CEO处理企业的日常职能事务。如果公司未设有总裁职务,则COO还要承担整体业务管理的职能,主管企业营销与综合业务拓展,负责建立公司整个的销售策略与政策,组织生产经营,协助CEO制定公司的业务发展计划,并对公司的经营绩效进行考核。 CTO(首席技术官、技术长)是英语Chief Technology Officer的简写,意即企业内负责技术的最高负责人。CTO是技术资源的管理者,职责是把握总体技术方向,对技术选型和具体技术问题进行指导和把关,完成所赋予的各项技术任务/项目。通常只有高科技企业、研发单位、生产单位等才设立CTO职位。
生产制造企业英文及缩写大全
生产制造企业英文及缩写大全 企业生产经营相关英文及缩写之(1)--供应链/物料控制.............. 企业生产经营相关英文及缩写之(2)--生产/货仓.................... 企业生产经营相关英文及缩写之(3)--工程/工序(制程)............ 企业生产经营相关英文及缩写之(4)--质量/体系.................... 业生产经营相关英文及缩写之(5)--营业/采购...................... 企业生产经营相关英文及缩写之(6)--BOM 通用缩写............... 企业生产经营相关英文及缩写之(7)--Shipping 装运.............. 企业生产经营相关英文及缩写之(8)--协议/合同/海关 .............. 企业生产经营相关英文及缩写之(9)--称号/部门/公司 .............. 企业生产经营相关英文及缩写之(10)--认证/产品测试/标准......... 企业生产经营相关英文及缩写之(11)--Genenic 普通书写.......... 企业生产经营相关英文及缩写之(12)--Currencies 货币代码.......
企业生产经营相关英文及缩写之(1)--供应链/物料控制 Supply Chain 供应链? / Material Control 物料控制 APS Advanced Planning Scheduling 先进规划与排期 ATO Assembly To Order 装配式生产 COM Customer Order Management 客户订单管理 CRP Capacity Requirement Planning 产量需求计划 EMS Equipment Management System / Electronic Management Syste m 设备管理系统/ 电子管理系统 ERP Enterprise Resource Planning 企业资源规划 I/T Inventory Turn 存货周转率 JIT Just In Time 刚好及时- 实施零库存管理 MBP Master Build Plan 大日程计划-主要的生产排期 MES Management Execution System 管理执行系统 MFL Material Follow-up List 物料跟进清单 MMS Material Management System 物料管理系统 MPS Master Production Scheduling 大日程计划-主要的生产排期MRP Material Requirement Planning 物料需求计划 MS Master Scheduling 大日程计划-主要的生产排期 MTO Make To Order 订单式生产 MTS Make To Stock 计划式生产 OHI On Hand Inventory 在手库存量 PSS Production Scheduling System 生产排期系统 SML Shortage Material List 缺料物料单 VMI Vendor Managed Inventory 供应商管理的库存货 UML Urgent Material List 急需物料单
公司里各职位名称的英文缩写
公司里各职位名称的英文缩写 公司高层职位的英文缩写: CEO : Chief Executive Officer 首席执行官 CFO : Chief Financial Officer 首席财务官 COO : Chief Operated Officer 首席运营官 CTO : Chief Technology Officer 首席技术官 CIO : Chief Information Officer 首席信息官 CRO : Chief Risk Officer 首席风险官 CEO(Chief Executive Officer),即首席执行官,是美国人在20世纪60年代进行公司治理结构改革创新时的产物,它的出现在某种意义上代表着将原来董事会手中的一些决策权过渡到经营层手中。 在我国,CEO这个概念最早出现在一些网络企业中。在那里,CEO往往是自封的,也很少有人去研究这一称谓对企业到底意味着什么。但是,当“CEO”在中国叫得越来越响的时候,我们应该认识到,高层人员称谓的改变不是一件小事,设立CEO职位不应仅仅是对时尚的追赶。 CFO(Chief Financial Officer)意指公司首席财政官或财务总监,是现代公司中最重要、最有价值的顶尖管理职位之一,是掌握着企业的神经系统(财务信息)和血液系统(现金资源)灵魂人物。 做一名成功的CFO需要具备丰富的金融理论知识和实务经验。公司理财与金融市场交互、项目估价、风险管理、产品研发、战略规划、企业核心竞争力的识别与建立以及洞悉信息技术及电子商务对企业的冲击等自然都是CFO职责范围内的事。 在一个大型公司运作中,CFO是一个穿插在金融市场操作和公司内部财务管理之间的角色。担当CFO的人才大多是拥有多年在金融市场驰骋经验的人。在美国,优秀的CFO常常在华尔街做过成功的基金经理人。 COO (chief Operation officer )首席营运官的职责主要是负责公司的日常营运,辅助CEO的工作。一般来讲,COO负责公司职能管理组织体系的建设,并代表CEO 处理企业的日常职能事务。如果公司未设有总裁职务,则COO还要承担整体业务管理的职能,主管企业营销与综合业务拓展,负责建立公司整个的销售策略与政策,组织生产经营,协助 CEO制定公司 的业务发展计划,并对公司的经营绩效进行考核。 CTO(首席技术官、技术长)是英语Chief Technology Officer的简写,意即企业内负责技术的最高负责人。CTO是技术资源的管理者,职责是把握总体技术方向,对技术选型和具体技术问题进行指导和把关,完成所赋予的各项技术任务/项目。通常只有高科技企业、研发单位、生产单位等才设立CTO职位。 CIO 英文全称是Chief Information Officer CIO原指政府管理部门中的首席信息官,随着信息系统由后方办公室的辅助工具发展到直接参与企业的有力手段,
工艺标准管道英文代号及其缩写
石油天然气工艺管道安装常用英语缩写 1、SWAGED NIPPLE CONC SMLS.:大小头同心无缝 2、BLE/PSE:Beveled Large End/Plain Small End 大端开破口/小端平端 3、PE/PE、PBE、BLE/PSE、BSE/PLE:平端/平端、两端平端、大端开破口/小端平端、小端 开破口/大端平端 4、ELBOW 90 DEG LR BW SMLS.:弯头 90度长半径(R=1.5DN)对焊无缝 5、PIPE SMLS PE/BE:无缝管平口/坡口 6、GASKET FLAT RING:垫圈平面环形 7、compressed asbestos fiber jointing sheet:石棉胶板 8、SPECTACLE BLIND:8字盲板 9、STUDBOLT ALLOY STEEL:双头螺栓合金钢 10、SR :短半径(R=1.0DN) 11、Mild Steel 软钢; 低碳钢软钢丝 12、Mild Steel Arc Welding Electrode 低碳钢焊条 13、Mild Steel Channel 槽钢 14、Mild Steel Checkered Plate 花纹钢板 15、Mild Steel Equal Angle 等边角钢 16、Mild Steel Expanded Sheets 钢板网 17、Mild Steel Fire Box 软钢板火箱 18、Mild Steel Hexagonal Bolts 六角螺丝梗 19、Mild Steel Hexagonal Bolts And Nuts 六角螺丝闩 20、Mild Steel I-Beam 低碳工字钢 21、Mild Steel Ingot 低碳钢锭 22、Mild Steel Plate 软钢板 23、Mild Steel Reinforcement (含钢量0.12--0.25%) 软钢钢筋 24、Mild Steel Shank 软钢手柄 25、Mild Steel Sheet 软钢皮 26、TS:螺母(nut的复数) 27、BOLT:螺栓 28、FULL BORE:与管子等径的、直通式(Valve Ball, Full Bore全通径球阀) 29、REDUCED/REGULAR BORE:缩径(Valve Ball, Reduced/Regular Bore缩径球阀) 30、SW ENDS / CARBON STEEL BODY / DIMS TO BS EN:承插焊/碳钢阀体/尺寸按照英国及
焊接表示方法
第一章焊接接头及图样标注 焊接连接形成的焊接接头是焊接结构的最基本要素。焊接接头的设计是在充分考虑结构特点、材料特性、接头工作条件的经济性等的前提下,在首先选定焊接方法之后,正确合理地布置焊缝,确定接头的类型;对于熔焊接头,还需正确地确定坡口形状和尺寸,校核接头的承载能力,最后参照有关国内、国际标准,把焊接接头在结构图样上清楚准确地表示出来。 1.1焊接接头 1.1.1概述 焊接接头是指用焊接方法把金属材料连接起来的接头,简称接头。它是组成焊接结构的最基本要素,在某些情况下,它又是焊接结构的薄弱环节,掌握焊接接头的构造特点、工作性能,对正确设计、制造和使用具有重要意义。 1.1.2焊接接头的基本类型
图1-3 典型焊缝形状及各部分名称 a)V形坡口焊缝b) 凸形角焊缝c)凹形角焊缝 1.2焊接接头的表示方法 1.2.1 焊缝符号 焊缝符号与焊接方法代号是供焊接结构图样上使用的统一符号或代号,也是一种工程语言,世界各国的焊缝符号和焊接方法代号不尽相同,设计人员应该掌握并在自己的设计实践中加以正确运用。我公司是经过DIN6700认证的企业,焊缝标注应依据ISO2553 《焊接、硬钎焊和软钎焊接头在图样上的表示方法》标准进行。 焊缝符号包括基本符号、辅助符号和焊缝尺寸符号。焊缝符号一般由基本符号与指引线组成,必要时还要加上辅助符号、补充符号和焊缝尺寸符号。 (1)基本符号是表示焊缝横截面形状的符号。在ISO2553中规定了20种基本符号,见表1-1。
2) (2)基本符号的组合:由于焊接有时要求从两面进行,因此需要在指引线的两基准线上分别标注出来基本符号。典型的基本符号组合见表1-2。
制造业中常用的英文缩写
制造业中常用的英文缩写 工业常用的英文缩写 品质人员名称类 QC quality control 品质管理人员 FQC final quality control 终点质量管理人员 IPQC in process quality control 制程中的质量管理人员 OQC output quality control 最终出货质量管理人员 IQC incoming quality control 进料质量管理人员 TQC total quality control 全面质量管理 POC passage quality control 段检人员 QA quality assurance 质量保证人员 OQA output quality assurance 出货质量保证人员 QE quality engineering 品质工程人员 品质保证类 FAI first article inspection 新品首件检查 FAA first article assurance 首件确认 CP capability index 能力指数媵 CPK capability process index 模具制程能力参数 SSQA standardized supplier quality audit 合格供货商品质评估 FMEA failure model effectiveness analysis 失效模式分析 FQC运作类 AQL Acceptable Quality Level 运作类允收品质水准 S/S Sample size 抽样检验样本大小 ACC Accept 允收 REE Reject 拒收 CR Critical 极严重的 MAJ Major 主要的 MIN Minor 轻微的 Q/R/S Quality/Reliability/Service 品质/可靠度/服务 P/N Part Number 料号藊 L/N Lot Number 批号 AOD Accept On Deviation 特采 UAI Use As It 特采 FPIR First Piece Inspection Report 首件检查报告 PPM Percent Per Million 百万分之一 制程统计品管专类 SPC Statistical Process Control 统计制程管制 SQC Statistical Quality Control 统计质量管理 GRR Gauge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸 DIA Diameter 直径 N Number 样品数
公司高层职位的英文缩写
公司高层职位的英文缩写 1。CEO : Chief Executive Officer 首席执行官 2。COO :Chief Operated Officer 首席运营官 3。CFO :Chief Finacial Officer 首席财务官 4。CTO :Chief Technology Officer 首席技术官 5。CIO :Chief Information Officer 首席信息官 电脑公司里各职位名称的英文缩写 CEO(Chief Executive Officer)首席执行官 COO(Chief Operations Officer)首席运营官 CFO(Chief Financial Officer)首席财务官CIO(Chief Information Officer)首席信息官 HRD(Human Resource Director)人力资源总监 OD(Operations Director)运营总监 MD(Marketing Director)市场总监 OM(Operations Manager)运作经理 PM(Production Manager)生产经理 PG(Product Manager)产品经理 GM(General Manager)总经理 VP(Vice President)副总裁 FVP(First Vice President)第一副总裁 AVP(Assistant Vice President)副总裁助理 Master of Business Administration 企业管理硕士 Marketing and Sales(市场与销售部分) Vice-President of Sales 销售副总裁
制造业工厂常用英文与缩写词汇大全
一:常用術語 Hon Hai 鴻海 CMM Component module move 機動元件整合 CEM Contract Manu faction service 合約委托代工 IBSC Internet Business Solution Center 國際互聯網應用中心 PCEG Personal Computer Enclosure group 個人電腦外設事業群(FOXTEQ)CCBG Connector& cable business group CPBG Competition business group ESBG Enterprise system business group 鴻富錦事業群 SABG system assembly business group 系統組裝事業群 NWE Net Work Enclosure NSE Network system enclosure NSG Network system group NFE Network flexible enclosure Foxcavity = HZ = Hong Zhun 鴻準 Stamping tool shop I 沖模一廠 Stamping tool shop II 沖模二廠 Prototype workshop 樣品中心 Steel factory 裁剪廠 PCE molding tooling workshop PCE塑模廠 Hua Nan test and measurement center 華南檢測中心 MPE mobile phone enclosure MPE MBE mobile phone and notebook enclosure 明塑厂 MGE Alloy magnesium alloy enclosure 鎂合金 Engineer standard 工標 Document center (database center)資料中心 Design Center 設計中心 Painting 烤漆(廠) Assembly組裝(廠) Stamping 沖壓(廠) Education and Training教育訓練 proposal improvement/creative suggestion提案改善 Technological exchange and study 技術交流研習會 Technology and Development Committee 技術發展委員會 BS Brain Storming 腦力激蕩 QCC Quality Control Circle 品質圈 PDCA Plan Do Check Action 計劃執行檢查總結 DCC delivery control center 交貨管制中心 3C Computer 電腦類產品 Consumer electronics 消費性電子產品 Communication 通訊類產品 Core value(核心价值) Love 愛心
公司职位的英文缩写
公司高层职位的英文缩写: CEO :Chief Executive Officer 首席执行官 CFO :Chief Financial Officer 首席财务官 COO :Chief Operated Officer 首席运营官 CTO :Chief Technology Officer 首席技术官 CIO :Chief Information Officer 首席信息官 CRO :Chief Risk Officer 首席风险官 艺术总监【CAO】chief Artistic officer 首席品牌官【CBO】chief brand officer 首席文化官【CCO】Chief Cultural Officer 开发总监【CDO】chief Development officer 首席执行官【CEO】Chief Executive officer 首席财务官【CFO】Chief finance officer 人事总监【CHO】Chief Human resource officer 首席信息官【CIO】chief information officer 首席知识官【CKO】chief knowledge officer 首席市场官【CMO】chief Marketing officer 首席谈判官【CNO】chief Negotiation officer 首席营运官【COO】chief Operation officer 公关总监【CPO】chief Public relation officer 质量总监【CQO】chief Quality officer 销售总监【CSO】chief Sales officer 首席技术官【CTO】chief Technology officer 评估总监【CVO】chief Valuation officer GM:General Manager 总经理 VP:Vice President 副总裁FVP(First Vice President)第一副总裁 AVP:Assistant Vice President 副总裁助理 HRD:Human Resource Director 人力资源总监 OD:Operations Director 运营总监 MD:Marketing Director 市场总监 OM:Operations Manager 运作经理 PM:Production Manager生产经理、Product Manager产品经理、Project Manager项目经理) 注:这里面变化比较多,要结合谈话时的背景来判断究竟是指哪种身份) BM(Branch Manager)部门经理 DM(District Manager)区域经理 RM(Regional Manager)区域经理 广告公司职位英文对照: AAD〔Associated Account Director〕——副客户总监 AAD〔Associated Art Director〕——副美术指导 ACD〔Associated Creative Director〕——副创作总监 AD 〔Account Director〕——客户服务总监、业务指导 AD〔Art Director〕——美术指导(在创作部可以独挡一面执行美术指导工作的美术监督)AE〔Account Executive〕——客户执行、客户服务、客户主任;预算执行者,负责广告代理商和广告主之间的一切有关业务,观念,预算,广告表现之联系
生产制造英文缩写大全
膅EVT(Engineering Verification Test)工程验证测试阶段 膁DVT(Design Verification Test)设计验证测试阶段 艿DMT(Design Maturity Test)成熟度验证 腿MVT(Mass-Production Verification Test)量产验证测试 薃PVT(Production/Process Verification Test)生产/制程验证测试阶段膄MP(Mass Production)量产 莈工程师类: 芆PE: Product Engineer 产品工程师
莅Process Engineer 制程工程师 羃ME: Mechanical Engineer 机构工程师 莈IE:Industrial Engineer 工业工程师 蚇QE: Quality Engineer 品质工程师 肇SQESupplier Quality Engineer供货商质量工程师 蚂QC quality control 品质管理人员 蒈FQC final quality control 终点质量管理人员 肈IPQC in process quality control 制程中的质量管理人员蒅OQC output quality control 最终出货质量管理人员
蒁IQC incoming quality control 进料质量管理人员薈TQC total quality control 全面质量管理 葿POC passage quality control 段检人员 芇QA quality assurance 质量保证人员 蒄OQA output quality assurance 出货质量保证人员蚈QE quality engineering 品质工程人员 薆TE Test Engineer 测试工程师 蚄AE Automatic Engineer 自动化工程师
公司职位英语缩写翻译大全
公司职位英语缩写翻译大全-海派国际义乌翻译公司 发布时间:2010-3-24 浏览次数:375 来源:发布人:义乌翻译公司GM(General Manager)总经理 VP(Vice President)副总裁 FVP(First Vice President)第一副总裁 AVP(Assistant Vice President)副总裁助理 CEO(Chief Executive Officer)首席执行官 COO(Chief Operations Officer)首席运营官 CFO(Chief Financial Officer)首席财务官 CIO(Chief Information Officer)首席信息官 HRD(Human Resource Director)人力资源总监 OD(Operations Director)运营总监 MD(Marketing Director)市场总监 OM(Operations Manager)运作经理 PM(Production Manager)生产经理 (Product Manager)产品经理 Accounting Assistant 会计助理 Accounting Clerk 记帐员 Accounting Manager 会计部经理 Accounting Stall 会计部职员 Accounting Supervisor 会计主管 Administration Manager 行政经理 Administration Staff 行政人员
Administrative Assistant 行政助理Administrative Clerk 行政办事员 Advertising Staff 广告工作人员 Airlines Sales Representative 航空公司定座员Airlines Staff 航空公司职员 Application Engineer 应用工程师 Assistant Manager 副经理 Bond Analyst 证券分析员 Bond Trader 证券交易员 Business Controller 业务主任 Business Manager 业务经理 Cashier 出纳员 Buyer 采购员 Chemical Engineer 化学工程师 Clerk/Receptionist 职员/接待员 Civil Engineer 土木工程师 Clerk Typist & Secretary 文书打字兼秘书Computer Data Input Operator 计算机资料输入员Computer Engineer 计算机工程师 Computer Processing Operator 计算机处理操作员Computer System Manager 计算机系统部经理Copywriter 广告文字撰稿人
焊接方法英文缩写
AW——ARC WELDIN—G —电弧焊 AHW ------ a tomic hydroge n welding -- 原子氢焊 BMAW --- b are metal arc welding ------ 无保护金属丝电弧焊 CAW ---- carbon arc welding ----- 碳弧焊 CAW- ------ gas carbon arc weldin ----- 气保护碳弧焊 CAW- ------ hielded carbon arc weldin-------- 有保护碳弧焊 CAW-T ---- twin carbon arc weldi ng -- 双碳极间电弧焊 EG ------ lectrogas welding ------- 气电立焊 FCAW ---- f lux cored arc welding ---- ■药芯焊丝电弧焊 FCW-G --- gas-shielded flux cored arc weldin ——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc weldin ---- 自保护药芯焊丝电弧焊GMAW——gas metal arc weldin ------ 熔化极气体保护电弧焊 GMAW-P——pulsed arc熔化极气体保护脉冲电弧焊 GMAW-S --- short circuit ing arc ---- 熔化极气体保护短路过度电弧焊 GTAW ---- g as tun gsten arc weldin ------ 钨极气体保护电弧焊 GTAW-Ppulsed arc——钨极气体保护脉冲电弧焊 PAW ---- p lasma arc weldin ------ 等离子弧焊 SMAW ---- hielded metal arc welding ------ 焊条电弧焊 S ------- stud arc welding ---- 螺栓电弧焊 SAW ---- submerged arc weldin ----- ■埋弧焊 SAW-S ---- series ---- 横列双丝埋弧焊
外企员工职位缩写
外企员工职位缩写 高层: GM(General Manager)总经理 VP(Vice President)副总裁 FVP(First Vice President)第一副总裁 AVP(Assistant Vice President)副总裁助理 CEO(Chief Executive Officer)首席执行官 COO(Chief Operations Officer)首席运营官 CFO(Chief Financial Officer)首席财务官 CTO(Chief Technology Officer)首席技术官 HRD(Human Resource Director)人力资源总监 OD(Operations Director)运营总监 MD(Marketing Director)市场总监 OM(Operations Manager)运作经理 PM(Production Manager生产经理、Product Manager产品经理、Project Manager项目经理) BM(Branch Manager)部门经理 DM(District Manager)区域经理 RM(Regional Manager)区域经理 其他 Accounting Assistant会计助理 Accounting Clerk记帐员 Accounting Manager会计部经理 Accounting Stall会计部职员 Accounting Supervisor会计主管 Administration Manager行政经理 Administration Staff行政人员 Administrative Assistant行政助理 Administrative Clerk行政办事员 Advertising Staff广告工作人员 Airlines Sales Representative航空公司定座员 Airlines Staff航空公司职员 Application Engineer应用工程师 Assistant Manager副经理 Bond Analyst证券分析员 Bond Trader证券交易员 Business Controller业务主任 Business Manager业务经理
焊接英语专业术语
焊接英语专业术语 1.1 焊接方法 焊接方法与设备(Welding process& f acility) 手工电弧焊(MAW:manual arc weldin g) 电弧焊(arc welding)埋弧电弧焊(S AW:submerged arc welding) 气焊(gas welding)氩弧焊(argon arc welding) 气体保护电弧焊 CO2保护焊(CO2 shie lded arc welding) 熔化焊(GMAW—gas metal arc weldi ng) fusion welding 电渣焊(ESW—electr oslag welding) 激光焊(LW—laster welding) 等离子焊(PAW—plasma arc welding) 摩擦焊(FRW—friction welding) 焊接压力焊超声波焊(UW—ultrason ic welding) welding pressure welding 冷压焊(C PW—cold pressure welding) 锻焊(FW—forge-welding)对焊but t welding 电阻焊(RW—resistance welding) 缝焊seam welding 点焊spot welding 烙铁钎焊 iron soldering 火焰钎焊 torch brazing/ torch sol dering 钎焊炉中钎焊 furnace brazing/ fu rnace soldering soldering/brazing 盐浴钎焊 saltba th dip brazing (soldering) 真空钎焊 vacuum brazing 堆焊 overlaying welding 平焊 downhand welding/flat weldin g 横焊 horizontal welding 立焊 vertical welding 仰焊 overhead welding 全位置焊 all position welding/pos itional welding 半自动电弧焊 Semi-automatic arc w elding 钨极惰性气体保护电弧焊 (TIG) tung sten inert-gas arc welding 熔化极惰性气体保护电弧焊(MIG)me tal inert-gas arc welding 1.2 焊接设备 电弧焊机 arc welding machine 直流弧焊机 DC arc welding machine 交流弧焊机 AC arc welding machine 交直流两用弧焊机 AC/DC arc weldin g machine 氩弧焊机 argon arc welding machin e 二氧化碳弧焊机 CO2 arc welding ma chine 埋弧焊机 submerged arc welding ma chine 焊接机头 welding head 行走机构 traveller 送丝机构 wire feeder 焊丝盘 wire reel 焊钳 electrode holder 焊枪 welding gun 碳弧气割 carbon arc air gouging 火焰气刨 flame gouging 焊接夹具 welding jig/ fixture 等离子弧焊机 plasma arc welding m achine 等速送丝方式 constant wire-feed s ystem 变速送丝方式 alternate wire-feed system 点焊机 spot welding machine 缝焊机 seam welding machine 对焊机 butt resistance welding ma chine 凸焊机 projection welding machine 2、焊接材料及焊接工艺(welding ma terials& procedure) 2.1 焊接材料 碳钢 carbon steel 合金钢 alloy steel 不锈钢 stainless steel 耐热钢 high-temprature steel 铸铁 casting 铜/黄铜 copper 青铜 bronze 铝 aluminium 镁 magnisium 钛 titanium 钨 tungsten 镍 nickel 铬 chromium 2.2 焊接工艺 焊接技能 welding technique 焊接方法 welding process 焊接工艺welding procedure 焊接操作 welding operation 焊接顺序 welding sequence 焊接方向 welding progress 焊缝宽度 weld width 焊缝厚度 weld throat 焊缝余高 weld reinforcement 焊缝长度 weld length 焊接参数 welding parameter 焊接电流 welding current 焊接速度 welding speed 焊接电压 welding voltage 焊接变形 welding deformation 根部间隙 root opening
焊接方法全称(英文)
AW——ARC WELDING——电弧焊 AHW——atomic hydrogen welding——原子氢焊 BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊 CAW-G——gas carbon arc welding——气保护碳弧焊 CAW-S——shielded carbon arc welding——有保护碳弧焊 CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电联焊 FCAW——flux cored arc welding——药芯焊丝电弧焊 FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊 GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊 GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊 GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊 SMAW——shielded metal arc welding——焊条电弧焊 SW——stud arc welding——螺栓电弧焊 SAW——submerged arc welding——埋弧焊 SAW-S——series——横列双丝埋弧焊 RW——RWSISTANCE WELDING——电阻焊 FW——flash welding——闪光焊 RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊 RSEW——resistance seam welding——电阻缝焊 RSEW-HF——high-frequency seam welding——高频电阻缝焊 RSEW-I——induction seam welding——感应电阻缝焊 RSEW-MS——mash seam welding——压平缝焊 RSW——resistance spot welding——点焊 UW——upset welding——电阻对焊 UW-HF——high-frequency ——高频电阻对焊 UW-I——induction——感应电阻对焊 SSW——SOLID STATE WELDING——固态焊 CEW——co-extrusion welding—— CW——cold welding——冷压焊 DFW——diffusion welding——扩散焊 HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊 FOW——forge welding——锻焊 FRW——friction welding——摩擦焊 RW-DD——direct drive friction welding——径向摩擦焊 FSW——friction stir welding——搅拌摩擦焊