PR OFAC E 触摸屏--配方功能PROFACE

PROFACE 触摸屏触摸屏------配方功能配方功能配方功能
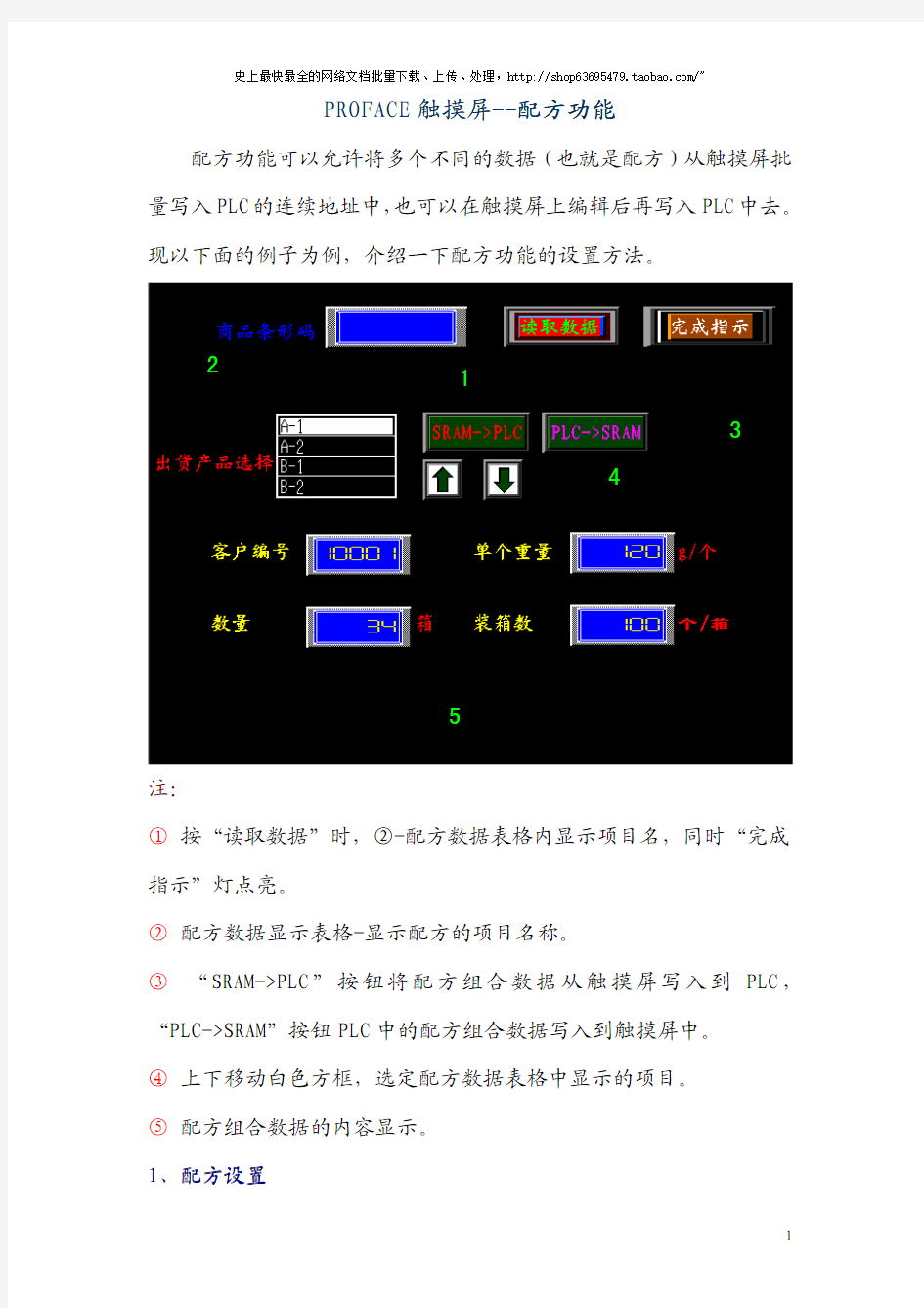
配方功能可以允许将多个不同的数据(也就是配方)从触摸屏批量写入PLC 的连续地址中,也可以在触摸屏上编辑后再写入PLC 中去。
现以下面的例子为例,介绍一下配方功能的设置方法。
注:
① 按“读取数据”时,②-配方数据表格内显示项目名,同时“完成指示”灯点亮。
② 配方数据显示表格-显示配方的项目名称。
③ “SRAM->PLC ”按钮将配方组合数据从触摸屏写入到PLC ,“PLC->SRAM”按钮PLC 中的配方组合数据写入到触摸屏中。 ④ 上下移动白色方框,选定配方数据表格中显示的项目。 ⑤ 配方组合数据的内容显示。
1、配方设置配方设置
史上最快最全的网络文档批量下载、上传、处理,https://www.360docs.net/doc/7315819619.html,/"
★ 在工程管理器中选择“画面/设置”→“配方数据”→“配方设置”。
★ 设定配方设置中的内容
注:
① 选择使用配方功能(使用配方功能时,此项必选)
② 写入设置:将配方数据从触摸屏的内存或CF 卡写入SRAM(将配方数据写入到PLC 前必须先写入SRAM)
控制字地址控制字地址::该字地址的0位为1
时,执行传输动作
写结束位地址写结束位地址::写入完成后该位为1
③ PLC 和SRAM 直接传输设置
该功能是由PLC 控制的配方数据自动传输方式,此时必须选中“PLC 控制传输”项。
控制字地址控制字地址::当PLC 中该字地址的0位为1时,配方数据从SRAM 传到PLC。
传输结束位地址:配方数据传输完成后,此位置1。
2、配方列表设置配方列表设置
★ 在工程管理器中选择“画面/设置”→“配方数据”→“配方列表”。
★ 在弹出的“配方数据列表”中,选择配方数据是存于内存还上CF
卡,再点击“添加”。
★
设置配方数据的内容和数据格式。
注:
① 配方数据的格式
文件号文件号::可以为每一份配方数据起一个文件号(0~2047) 数据块数数据块数::配方中的项目数(即所含配方的个数,具体见下表) 配方数据的存
储位置
描述描述::可以为此配方加一个说明,说明该配方的功能等
数据项目数数据项目数::配方中每一个配方项目的配方所含的数据个数(见下表)
② 配方数据地址及格式
包括数据的起始地址及数据格式和显示格式及有无符号等。 ③ 对配方数据及内容的操作
④ 配方的数据值及项目名
先选中某一项,再单击可修改配方项目名或数据大小。
3、在屏幕上放在屏幕上放置置配方显示表格配方显示表格
★ 点击配方显示图标 ,因为用不到LS 区域和使用PLC 自动传输,所以“一般设置”标签中的内容不用设置。
★
设置配方表格的显示模式
注:
① 显示的行数和每行的字符数
② 直接选择直接选择::可以不用移动上下键选定配方中的项目,而直接触摸屏幕就可以选定。
光标位置控制光标位置控制::可以保存光标的位置,不受画面切换的影响。 ★
设定配方显示表格的边框类型和颜色
史上最快最全的网络文档批量下载、上传、处理,https://www.360docs.net/doc/7315819619.html,/"
★全部选中自动放置的开关
★把配方显示放于画面,如下图:
★此时的显示表格还是个组合体,先选中表格,再点击右键,在快捷菜单中选中“取消组合”,再删除四个开关。
★点击功能开关按钮 ,在“一般设置”标签中选择“配方操作键”
→“从SRAM发送到PLC”,再点击确定,放置“SRAM->PLC”按键。同样方法,选择功能“从PLC发送到SRAM”“滚动递增”和“滚动递减”分别放置“PLC->SRAM”,上、下箭头按键。
置其它开关和显示部件
其它开关和显示部件
在屏幕上放置
4、在屏幕上放
其它开关和显示部件放置方法比较简单,其对应的地址如下:
注:
D10000表示的是字D100的00位
条形码阅读器的设定方法
5、条形码阅读器的设定方法
★在工程管理的左下角点击 图标,在弹出的“更改”对话框中,
“扩展SIO类型(扩展串行I/F)”选择“Serial BCR(KTAG)”。
★ 在工程管理器中,点击“GP系统设置”图标 ,在弹出的“GP系统设置”对话框中再点击“扩展SIO设置…”。
史上最快最全的网络文档批量下载、上传、处理,https://www.360docs.net/doc/7315819619.html,/"
★在弹出的“扩展SIO通讯设置”中设置和条形码阅读器通讯的参数,注意:一定要和条形码阅读器的设置相匹配。
ProFace触摸屏GP应用常见问题及处理办法
ProFace触摸屏GP应用常见问题及处理办法 1、CF卡在不同型号GP间是否通用? 答:通用的。但不是所有品牌的CF卡都能使用。GP目前支持日立、SANDISK、Pro-fac e、金士顿这四种品牌,以上四种经过测试,可行,现在用得比较多的是金士顿,2G的卡也就xxx钱,比Proface的便宜多得多啦。不知道写这样的帖子会不会给我带来麻烦啊-_-! 2、GP内部可否存储数据,掉电以后仍可保留(不通过PLC保存)。 答:可以。在默认状态下GP不具备掉电保持功能,但通过“Back Settings”设置可实现掉电保持。 操作步骤:“GP Setup”-“Extended Settings”-“Back Settings” 设置保存起始地址、存储字数N,在起始地址后的N个字地址均可实现掉电保持。最多可使用6096个字地址(起始地址为LS2096,2000系列),如果使用GP-PRO/PB V 5.05及以前的编辑软件,可使用字地址会减少。 3、趋势图画面可否两个重叠在一起(用于对比显示不同尺度的曲线)? 答:可以,使用趋势图画面制作两副趋势图画面,在主页面中使用“Lode Screen”功能将2个趋势图画面调入,即可。 (这其中有个问题:当趋势图都选用“笔记录”模式时,显示的画面为一段一段的线段,无法连续,但单一调用一副画面时正常,不解。当选用“正常模式”时,画面显示也正常。) 4、GP进入离线状态可否加密?在哪里设置? 答:可以,先进入离线状态(OFFLINE),选择“INITIALIZE”,再选择“SYSTEN ENVI RONMENT SETUP”,再选择“SYSTEM SETUP”,然后选择其中的“PASSWORD(0-9999)”一项,在其中输入密码即可。以后每次进入离线状态均需输入密码。需要取消时,将该项设置为0。 在编程软件中,选择“GP Setup”,在“GP Settings”一栏中,在“Password Se tting”后面的框中填入密码,将该程序传入GP内即可。 5、GP中如何关闭打开背景灯? 答:背景的打开与关闭可通过系统区来控制。具体控制位:LS001400(直接连接方式)、LS001100(Memory Link方式)。该位为0时背景灯关闭,为1时背景灯打开。 6、GP和PLC通讯不上是什么原因? 答:1、确认画面程序中GP型号与PLC型号是否选择正确
PROFACE触摸屏-配方功能制作方法
PROFACE 触摸屏触摸屏------配方功能配方功能配方功能 配方功能可以允许将多个不同的数据(也就是配方)从触摸屏批量写入PLC 的连续地址中,也可以在触摸屏上编辑后再写入PLC 中去。 现以下面的例子为例,介绍一下配方功能的设置方法。 注: ① 按“读取数据”时,②-配方数据表格内显示项目名,同时“完成指示”灯点亮。 ② 配方数据显示表格-显示配方的项目名称。 ③ “SRAM->PLC ”按钮将配方组合数据从触摸屏写入到PLC ,“PLC->SRAM”按钮PLC 中的配方组合数据写入到触摸屏中。 ④ 上下移动白色方框,选定配方数据表格中显示的项目。 ⑤ 配方组合数据的内容显示。 1、配方设置配方设置
★ 在工程管理器中选择“画面/设置”→“配方数据”→“配方设置”。 ★ 设定配方设置中的内容 注: ① 选择使用配方功能(使用配方功能时,此项必选) ② 写入设置:将配方数据从触摸屏的内存或CF 卡写入SRAM(将配方数据写入到PLC 前必须先写入SRAM) 控制字地址控制字地址::该字地址的0位为1 时,执行传输动作
写结束位地址写结束位地址::写入完成后该位为1 ③ PLC 和SRAM 直接传输设置 该功能是由PLC 控制的配方数据自动传输方式,此时必须选中“PLC 控制传输”项。 控制字地址控制字地址::当PLC 中该字地址的0位为1时,配方数据从SRAM 传到PLC。 传输结束位地址:配方数据传输完成后,此位置1。 2、配方列表设置配方列表设置 ★ 在工程管理器中选择“画面/设置”→“配方数据”→“配方列表”。 ★ 在弹出的“配方数据列表”中,选择配方数据是存于内存还上CF 卡,再点击“添加”。
PROFACE触摸屏--多语言的切换设置方法
PROFACE 触摸屏触摸屏------多语言的切换多语言的切换多语言的切换设置方法设置方法设置方法 有时触摸屏需要有多种语言以适应不同语种的人操作触摸屏,这就需要多语言切换功能。如下图所示,当按“ENG”按钮时,界面显示英文;当按“中文”按钮时,界面显示中文。下面介绍一下PROFACE 触摸屏多语言切换的方法。 多语言切换最重要的工作是建立文本索引表,下面先介绍一下文本索引表建立的方法: ★ 在工程管理器中,点击“画面/设置”→“文本索引表”,弹出“文本索引表编辑器”窗口。
★勾选“文本索引表(开/关)”,并选择文本索引表的字地址。 注:①文本索引表(开/关)-使用多语言切换时必须选中此项 ② 文本索引表字地址-当此地址中的数据等于索引表的序号时,即用该索引表显示文本,如:本例中当D50=1时,以中文显示文本;D50=2时,以英文显示文本。最多可以有16个索引文本。 ③ 设置索引文本的字体,如是中文是设为中文简体,英文设为ASCII 码等,此字体必须正确设置,否则会显示乱码。
★ 为了便于记忆,还可以更改索引表的名称,点击“文件”→“更改索引表名”即可。也可设定触摸屏缺省显示的语言,点击“文件” “初始化索引表设置”即可 → 注:在输入信息时,各个索引表中的信息必须是对应的,如在中文索引表中第一行是“开始”,在英文索引表中的第一行只有是“Start” 时才能和中文对应。如下图中的英文索引表信息所示:
★ 文本索引表建立后,只要在使用文本时调用文本索引表中的内容就可以了。如在放置“开始”按钮时,其标签选择“文本索引表”,然后再从下拉菜单中选择“1:开始”就可以了。其它文本也同样方法,不再缀述。
PROFACE触摸屏-报警画面制作方法
PROFACE 触摸屏触摸屏------报警画面的制作报警画面的制作报警画面的制作 报警画面的制作分为三部分:报警摘要,报警操作及子显示三部分。报警摘要即报警信息显示的内容,如:发生和响应的时间,发生的次数等。报警操作即对报警信息的处理方法,如对信息进行应答,移动,清除及排序等。子显示即对报警信息的进一步解释,对故障发生的原因及处理方法。一般情况下,报警摘要和报警操作是必须的,而子显示是可有可无的。下面,以下面的画面为例来介绍报警信息这三种画面的设置方法。 首先,编辑报警的信息,包括信息内容、启动位、等级及子显示的窗口号等。方法如下: 点击报警编辑图标 ,启动报警日志设置窗口,如下图: 报警操作 报警摘要 报警子显示
说明如下:1、报警类型选择 ★基本报警 基本报警类型只是对报警信息进行简单的显示,不能显示报警的具体信息,如报警时间,次数和恢复时间等。 2 4 3 1
①位地址-消息或摘要的启动位 ②类型-报警是以消息显示还是摘要显示。当以消息显示时,启动位动作时,报警信息在屏幕的最下方滚动显示,直至启动位复位;当以摘要显示时,还需要a-Tag配合使用才能显示摘要,监控字地址是摘要启动位的首地址。 ③消息/摘要文本-在此输入报警时要显示的文本信息 ④根据需要改变报警信息字体或背景的颜色 ★ 位报警 这是用的最多的一种报警形式。报警信息的启动位是一个位地址。当位地址闭合时,显示报警信息。配合Q-Tag,可以全面显示报警信息的详细信息,如:发生时间,次数及恢复时间等。本文也主要以此种报警形式为例介绍触摸屏报警画面的制作步骤。 ①位地址-报警信息的启动位 ②子显示-报警信息或文本所在的图面号(这一点尤为重要,此处的序号要和子显示窗口所在的图面号相对应!)
配方
串焊机配方程序 因客户经常反应我们的配方使用不顺畅,故利用这次空挡时间,自己编写了一套配方程序,下面为大家讲解了一下配方使用方法以及编写逻辑,如有不正确或者有更好的方法还请指教! 谢谢!
整体逻辑及功能介绍 之前的配方是触摸屏自带的标准配方模块,所以有很多功能无法实现,比如:“复制配方”“新建配方”等,还有客户使用时难理解配方各种按钮含义及功能故照成配方使用不方便等一系列问题。 本次配方是利用PLC程序编辑,包含各种功能,且按钮含义明确操作简单,配方最终是保存在PLC内存里面(本次是利用E1区) 程序主要利用指针功能以及触摸屏上的配方号来实现配方的保存和下载数据以及显示!
触摸屏配方显示 PLC第一次上电时触摸屏上显示的是1#配方,当需要查看其余配方时可以通过“上一组配方”和“下一组配方”两个按钮来控制配方号,程序通过配方号以及指针功能来显示所对应的配方内容。
对应的配方地址为E1_400+配方号*100,触摸屏上显示的地址为E1_5000到E1_5100,配方号地址为E1_6000,PLC中转地址E1_2000-E1_2100 触摸屏新输入的数据进行保存时序: E1_5000—E1_5100E1_400+配方号*100 保存的地址依据配方号码发生变化触摸屏当前参数的输入地址 E1_2000—E1_2100 下载至PLC 需要的中转地址 PLC 中实际使用的地址
PLC 实际使用地址D4056 E0_48 D36 D4058 D970 PLC中转地址E1_2010 E1_2012 E1_2014 E1_2016 E1_2018 触摸屏地址E1_5010 E1_5012 E1_5014 E1_5016 E1_5018 E0_4058 D32 D4004 D4028 D4006 E1_2020E1_2022E1_2024E1_2026E1_2028 D4030 D4008 D4032 D4010 D4034 E1_2030E1_2032E1_2034E1_2036E1_2038 E0_4004 E0_4028 E0_4006 E0_4030 D7432 E1_2040E1_2042E1_2044E1_2046E1_2048 D8162 D6410 D6412 D3612 D7434 E1_2050E1_2052E1_2054E1_2056E1_2058 D7436 D7440 D7442 D8164 D6462 E1_2060E1_2062E1_2064E1_2066E1_2068 D6184 D3118 D3148 D3238 D3242 E1_2070E1_2072E1_2074E1_2076E1_2078 D10022 D10023 D10024 D10025 E1_2080E1_2081E1_2082E1_2083
中文配方
中文配方 ●知识准备 1. 什么是配方? 顾名思义,就是生成一种产品所需要的所有的条件参数。 2. 为什么需要配方? 触摸屏不仅作为工程师与机器交流的平台,其还可存储大量的数据,对于现代工业生产,繁多的加工种类,每次加工都手工输入相应的参数势必影响工作的效率。那么在触摸屏上存储起一组组常用的加工参数,在需要的时候调取,将大大提高效率。 3. 配方在触摸屏中 在触摸屏里有PSW、PFW寄存器,PSW为断电不保持寄存器,PFW为断电保持寄存器,一般配方数据都需要断电保持,所以其会存储在寄存器PFW中,配方数据被存放在连续的一组组寄存器中,然后通过配方索引号PSW40来选择所需要的配方。 注:PSW40只有在高级功能被打开后,方可输入。 下面以一个实例来说明配方的设置过程: 某木材加工厂需要加工出不同尺寸的板材,各种型号板材都有不同的大小标准,那么先要将这些板材的尺寸信息都存入触摸屏的断电保持寄存器中,一组板材的尺寸信息代表一组配方,并且在要加工某种板材的时候,从屏中调出相应的配方数据下载到PLC的寄存器中,PLC根据给定的数据加工生产。 注:本案例为了方便演示,使用PFW寄存器来替代PLC寄存器。 ●写入配方名称与配方数据到触摸屏寄存器PFW中 1. 将所有板材的尺寸信息都存入触摸屏的断电保持寄存器PFW中,打开Touchwin编辑软件,选择“文件—PFW数据”。 注:如果配方数据量较少,可省略该步,而直接在触摸屏上输入配方数据。
2. 输入起始PFW地址及末端PFW地址,点击添加,然后在中间空白栏地方显示出“PFW[***]-PFW[***]”的项目。 3. 点击“修改数据”或者双击“PFW[***]-PFW[***]”,弹出PFW数据编辑表格。
PROFACE触摸屏弹出窗口的制作方法
PROFACE 触摸屏触摸屏------弹出窗口的制作弹出窗口的制作弹出窗口的制作方法方法方法 当屏幕画面太多,再放不下其它画面,或为了使整个屏幕画面布局紧凑而不杂乱,这时可以考虑使用弹出窗口。下面以图1的画面为例简单介绍一下PROFACE 触摸屏弹出窗口的制作方法。 本画面是记录现场生产线报警信息(报警信息的制作方法见另文)的画面。为了模仿现场生产,分别用两种方法做了可以模拟现场故障的弹出窗口,当点击“触发窗口”时弹出窗口,点击“隐藏按钮”可以隐藏各自的弹出窗口。 一、弹出窗口建立的方法 要弹出窗口,首先要定义弹出的窗口。定义弹出窗口的方法有以下两个: 1、在基本画面中使用“窗口注册”的方法,步骤如下:
★点击 “新建”按钮,新建一个基本画面,在该基本画面上放置并配置好所需的按键和文字,如下图所示。配置完成后,保存画面。 ★在以上新建画面打开的情况下,点击“画面”→“窗口注册”按钮,在随后弹出的“弹出式窗口设置”窗口中点击“新添”按钮。
★光标变为十字,点击一下,拖动光标,可选定希望弹出的窗口的大小,选好后,再点击一下鼠标左键,弹出“添加”窗口,写入弹出窗口的注册号及描述。 ★在上图点击“确定”后,又回到“弹出式窗口设置”窗口,此时可以继续添加注册弹出式窗口。因为我们只添加一个弹出窗口,点击关闭可以看到所注册的窗口,如下图所示:
注:白色框即为要弹出的窗口大小,右上角的数字1即为该窗口的注册号。 2、窗口画面记录的方法 ★点击 “新建”按钮,选定“窗口画面”,再点击“确定”。 ★在新出现的画面中,根据需要可以放置并配置元件。
台达HMI配方使用技巧
台达HMI配方使用技巧 摘要:本文全面的讲解了在HMI中何谓配方以及配方使用的好处,进而详细介绍台达DOP系列32 bit HMI中配方的建立,读,写及应用。 一.什么是配方? 配方通俗的讲就是一组数据的集合,比如:你的生产线需要生产500种商品,那么输入这些商品的参数将是一个很耗时的工作。加入这些数据被事先输入到配方中,那么当你更换需要生产的产品种类时,只需要更改配方号即可,而无需去实时的输入数据,这样做的另外一个好处就是数据在现场对于操作人员来说是不可见的,从而保护了你的数据安全,既然配方就是一组数据的集合,那么任何寄存器或者说任何连续的存储单元都可以作为配方的使用来应用,在大型的PLC 控制系统中存储器的容量有限,而对于掉电保持寄存器更是有限,为了解决PLC的掉电存储的有限继而出现了HMI的配方,在使用上配方较PLC的掉电保持寄存器很简单,所以得到广泛的应用。二.台达DOP系列HMI 32 bit配方的建立. 首先建立一个新专案,如下图所示。 按下确认键,即进入到人机编辑画面,如下图所示
一组配方为4*4,第二组配方为4*6,断电保持区都设在HMI,建立完成如下图所示
关闭配方建立窗口 选择功能菜单选项中的选项/设定模组参数/控制命令来设定控制区,以便通过PLC或HMI来控制配方的读取,写入。在此我们设定命令区位址为1@D0,长度为8,且动作完成旗标打勾,如下图所示 按下确认完成控制区设定。 在人机编辑画面,我们将配方缓冲区(RCP0~RCP3),配方表(RCP4~RCP15)以及配方写入位址(1@D200~1@D207)以数值输入元件列出,另也建立配方群组别指定寄存器RCPG及配方组别指定寄存器RCPNO的数值输入元件,以及配方读取/写入元件1@D5,如下图所示
西门子第二代触摸屏样本
Answers for industry. https://www.360docs.net/doc/7315819619.html,/smartline 西门子核心分销商 159 3716 0723
硬件新特性 西门子顺应市场需求推出的 SIMATIC 精彩系列面板(SMART LINE ),准确地提供了人机界面的标准功能,经济适用,具备高性价比。如今,全新一代精彩系列面板的功能得到了进一步的提升,与 S7-200 SMART PLC 组成完美的自动化控制与人机交互平台,为您的便捷操控提供了理想的解决方案。? 64 K 色真彩显示 ? 增加了工业以太网接口 - 通过以太网连接 S7-200 SMART 和 LOGO! 0BA7- 可同时连接多台控制器(最多三台)- 通过以太网,程序下载速度提高了 5 倍? 扩展了串口通讯的功能 - 增加了 Delta PLC 驱动(DVP-SV/ES2 系列)- 增强了 Modbus 通讯功能 - RS 422/485 接口自适应切换,取消了拨码开关 高分辨率 64K 真彩宽屏显示 ? 800×480 dpi 宽屏显示设计和传统屏幕相比具有更大的可视面积,使单个画面中可以显示更多的信息,让操作员具有更舒适的视觉体验 ? 高分辨率 64K 色真彩显示,使得画面更清晰,画质更细腻 LED 背光,节能降耗 ? LED 较之 CCFL ,背光板厚度降低一半左右,使精彩系列面板更轻巧。同时,操作屏亮度更高,色彩更均匀,表现力更强,可视范围提高到 140° ? LED 背光可以降低设备能耗,结合屏保功能最大程度地延长操作屏的使用寿命 CCFL ? LED ? 能耗对比图 +35% 800 x 480 dpi 320 x 240 dpi 更大的可视面积 N E W N E W N E W 2 西门子核心分销商 159 3716 0723
威纶触摸屏内部节点说明
威纶触摸屏内部节点说明 类型说明 位(Bit) LB : Local记忆体的地址 位(Bit) RBI: 配方记忆体的索引地址 位(Bit)LW_BIT: Local记忆体的地址的位地址 位(Bit)RW_BIT: 配方记忆体的绝对地址的字地址 位(Bit)RW_A_BIT: 配方记忆体的绝对地址的字地址 字(Word) LW: Local记忆体的地址 字(Word) RWI : 配方记忆体的索引地址 字(Word) RW: 配方记忆体的绝对地址 字(Word) RW_A: 配方记忆体的绝对地址 注:RB和RW指向的是相同的区域,比如RB50~RB5F和RW5一样映射的都是同一个区域,RB50就是RW5的首地址。但是LB和LW映射的则是不同的区域,它们在记忆体中指向的地址是不同的。LW和LW_BIT是同一个区域。 在LB中的LB9000~LB9999,LW中的LW9000~LW9999,RW中的RW60000~RW65535的记忆体地址是系统内部保留使用的,都有特殊的用途,用户不能象使用一般的设备那样使用,而必须根据相关手册来使用它们的特殊功能。详细内容请参照第24章[系统保留寄存器地址和作用]。 当配方记忆体被索引地址访问时,索引地址在LW9000所显示的————————————————————————————————————————————————————— 地址的偏移量的地址开始查找。比如如果(LW9000)= 50,那么索引地址RWI 100将访问RW 150 (100+50)的地址的数据。
这些地址均为HMI的内部地址,对应于HMI的存储区。其地址范围在EB8000软件中均得到提示。 --------------------------------- EM0—EM9指的是本机扩展寄存器,如U盘/SD卡上的数据。如对em0.emi—em9.emi等文件中的地址进行读写。 Emi文件可自动生成,由HMI自动识别读取。由“扩展存储编辑器”打开查看编辑或导入导出为CSV格式用EXCEL打开。 —————————————————————————————————————————————————————
PROFACE触摸屏画面读不出的解决方法
PROFACE触摸屏(GP2301系列)画面读出操作方法 ——肖时正 部品车间有些倒角机或去毛刺机操作屏还用到PROFACE触摸屏GP2301型。 当设备出问题或需增加、更改画面我们得读取触摸屏画面或当触摸屏本身出问题而需要更换时,我们首先要对原触摸屏进行画面备份,这时我们就要用电脑以及数据线联接触摸屏读取画面。可有时能连上,有时却连不上,可能这也是我们许多人在连触摸屏遇到的而一直未解决的问题吧。在设备大修其间经本人细心研究,发现在触摸屏系统参数设置时有一定方法,现将方法介绍如下,希望对各位设备维修人员有帮助。 一、当在通讯端口、波特率、数据线、触摸屏RS232S端口都无异常时连接不 上时出现的画面情形: 连接不上触摸屏 当出现以上连接异常的情况,而通过触摸屏间接连接三菱A系列PLC却又能连接OK,画面如下:
选择正确的通讯端口和 MAC/MTA透明模式 与PLC通讯连接OK 二、PROFACE触摸屏系统内部通讯设置操作步骤: 1、双手同时按住触摸屏的四个脚再同时松开出现如下画面: 按OFFLINE离线模式进入系 统画面
2、点击软按钮“INITIALIZE ”进入系统参数设置画面: 按INITIALIZE进入系统 PLC设置画面 3、点击软按钮“PLC SETTING”PLC 参数设置,进入如下画面: 按SET进入系统端口设置画 面 4、其中“USE 2PORT/CPU DIRECT INSIDE"对应的是触摸屏软件中的参数 设置画面:点击触摸屏软件中的“画面/设置——GP系统设置——模式设置” 进入以下画面:
GP模式设置画面 点击“选项”进入如下画面: 通过触摸屏间接连接PLC的设 置画面
基于触摸屏和PLC设计工业配料系统(翻译)
基于触摸屏和PLC 设计工业配料系统 摘要-本文做的是以SIMATIC 触摸屏和PLC 为中心设计的工业配料系统,使用 Win CC-flexible 的人机界面组态软件。所设计的系统表现出良好的功能,如动 态实时监控,自动报警,配方监督,打印结果等。它有稳定,安全,方便操作和 反应更快等一系列优点,最终实现系统的配料和混合功能。 关键词-PLC ,触摸屏,灵活性,HMI 1.引言 西门子公司的最新产品 WinCC-flexible 是一种面向HMI 的组态软件,该软件 已被证明是PRO-TOO 系列中一款成功的产品。它具有更好的开放性,可扩展性 和兼容性,提高了使用者界面的配置效率,带来了新的创造性的设备级自动化的 概念。在SIMATIC 产品中,它可用于配置所有的基于 Windows CE 的操作面板, 从最小面板到触摸控制面板,多功能面板。由于上述种种优点,本篇文章结合 PLC 的控制核心,来自SIMATIC S7 - 300系列中的CPU313(来设计工业配料系 统的触摸屏的配置。用它来实现工业配料系统的设计。目标系统具有一些良好的 功能,包括手动操作,故障报警,配方管理,趋势图(显示及分析)和打印结果。 2. 称重配料系统的组成 本文所讲的工业自动配料系统是指特定粉末和液体在被称重和混合的过程中 使用实时监控和监管的自动控制系统。这种自动配料系统已被广泛地用于许多领 域,其中包括冶金,建材,化工,医药,食品和饲料加工。一般工业自动配料系 统由以下几个部分组成: 1) 输入部分 输入部分是一个致 动器,它从原料仓(或存储罐)中取出材料送至称重设备。 根据不 同的材料特性, 给料机,简单的(双) 2) 称量部分 ~^重部分由传感器, 重仪器和错误检测装置等组成。 3) 放料设备 我们可以通过称重设备递减法或排水设备增量方法 (零位法)来出料。出料装 置通常是由大气释放阀,电振动给料机、螺旋给料机、电磁阀组成。所有设备应 当根据工艺条件和材料的性质进行设计和选择。 4) 配料控制系统I 」己料控制系统由称重仪表,可编程控制器,主机显示器机和其他控制装置组成。 5) 杆秤检查系统[ 为了确保配料系统的精度,配料系统的传感器需要定期校正,检查。 3. 硬件系统设计 A.称重法 工业配料过程中,一般有两种称重方式:输入式称重和卸荷式称重。通常输入 式称重相比卸式称重具有更高的精度,所以我们使用前者。输入型称重有两种实 现方 选择不同的匹配监管给料设备,例如电振动给料机,螺旋 速度电磁阀等。 标准连接件,接线盒,称重料斗以及称重过程中用到的称
触摸屏盖板玻璃生产线配料系统设计 赵学军
触摸屏盖板玻璃生产线配料系统设计赵学军 发表时间:2018-02-03T17:29:44.257Z 来源:《基层建设》2017年第31期作者:赵学军 [导读] 摘要:触摸屏盖板玻璃具有表面硬度高、厚度薄、透过率高、抗冲击性能较好等优点,可应用于手机、数码相机及平板电视等的触摸屏。 凯茂科技(深圳)有限公司 518000 摘要:触摸屏盖板玻璃具有表面硬度高、厚度薄、透过率高、抗冲击性能较好等优点,可应用于手机、数码相机及平板电视等的触摸屏。基于此,本文就围绕触摸屏盖板玻璃生产线配料系统设计展开分析。 关键词:触摸屏盖板玻璃;生产线;配料系统设计 1、原料配料控制系统的发展 1.1早期原料配料系统 早期玻璃厂采用的原料配料称量设备是机械台秤进行称量。核心控制部分采用继电器进行控制。这种系统结构简单、操作方便、价格低廉。但是称量精度低、人工操作劳动强度大、易损部件多、不能自动记录称量结果。 1.2传统原料配料系统 主要包括配料控制器、PLC、计算机、给料控制装置。配料控制器控制每台秤的补料、排料,PLC控制配料时序,计算机对整个配料过程进行监控和管理。系统硬件线路复杂、计算机与配料控制器的通讯可靠性差、可靠性低。 1.3新型原料配料系统 使用专门的PLC玻璃原料配料控制模块,实现配料控制,目前,支持PLC的计算机控制软件越来越多,使计算机与PLC的数据交换变得简单、可靠。触摸屏盖板玻璃生产线系统采用PLC模块控制。 2、触摸屏盖板玻璃生产线原料配料系统组成 触摸屏盖板玻璃生产线工艺布置实行全封闭式设计,配料系统采用单排与双排库结构。各种原料均为合格粉料进厂,通过机械运输进入各种原料仓,经提升、称重、输送、混合、运输至窑头料仓;碎玻璃原料经生产线处理后,由皮带机送入到玻璃料仓,经称量、运输后,与混合料一起进入窑头料仓,准备进入熔窑。配料系统主要部分如下: 2.1称量系统 称量系统采用电磁振动给料机通过专用减振件连接至给料机。该给料机具有多弹簧板结构,使其工作稳定、噪音低、料流运行平稳。控制部分采用自适应控制方式。配料的称量过程采用模糊算法程序,即系统根据物料的喂料或排料状况自动调整给料速度,使其完全满足工艺误差的要求。自适应控制方式是替代经典的双速+提前量控制方式的新技术,在此类控制器的控制下产量和精度均有大幅度的提高,同时也完全去掉人为设定值对系统的影响。 2.2混合及加水系统 称量好的物料通过配料皮带进入混合机内进行混合操作。混合分为干混和湿混,湿混加水采用智能化加水系统。即设定好混合机出口的混合料的湿度百分比,系统将根据工艺给出的干基量配方和有关物料的含水量,自动的、实时的计算出当前混合机内物料的加水量并将其数值传给加水系统,加水系统根据加入水量值采用气压式向混合机内注水,使其混合料的含水量保持给定的、最佳的工艺数值。混合后排料有正常和排废两种模式。排废时,混合料排入废料仓通过人工排除;正常时,混合料排入中间仓通过振动给料机将物料排入混合料皮带并与碎玻璃秤排下的碎玻璃一起通过斗式提升机以及窑头皮带送入窑头仓。 2.3电气控制系统 电气控制系统系由称量控制柜、数据处理系统、主控柜和动力柜组成。它们独立运作,又以问答的方式相连,提高了系统自动化程度和可靠性。控制范围包括:石英砂、碎玻璃上料、系统喂料、自适应调节、称量、系统排料、配料皮带机、混合机的启停、排料门的开关、混合机的加水、混合机下接料、除尘、混合料皮带、斗式提升机、窑头皮带的启停控制。 控制系统具有全自动、自动和手动功能。无论在何种方式下,都含一种强制功能,可以立即启动或停止某种操作,以应付突发事件。全自动是带有计算机监控及所有数据功能的自动方式;自动是无计算机管理的自动工作方式,系统在称量单元和逻辑单元的控制下,按原配料程序和预定的精度进行操作,配方由PLC的OP操作板的键盘输入。手动去掉系统的连锁功能,单台启动输送或混合设备并利用称量单元的控制功能进行配料操作,该方式一般为试车及紧急状态时使用。系统提供连续配料和定批次配料两种方式,并可自由无扰动转换。 3、系统特点、关键问题及解决措施 3.1系统特点 该系统除具有通常的全自动配料和数据处理及配方管理的功能外,更重要的是引进了国外先进的控制管理的自动化理念。高可靠的现场检测手段和高级的软件功能使系统具有了更加面向操作者、面向工厂管理者、面向提高分析能力的智能化控制系统。 系统的重要特点是在完成所有配料操作的同时,将实时提供全方位的故障说明、排除方法、操作指南、操作记录、设备运行记录、配方使用记录等过程并将及时给出分析及判断,使其系统达到高度自动化的同时具有更强的智能化,为科学的管理提供真实的素材和可行的方法。 3.2关键问题 3.2.1配合料含量问题 配合料中由配料设备引入铁粉的含量<30ppm;有害杂质Ti、V、Mn、Ni、Cr、Cu等金属含量分别<3ppm;配合料必须保持一个均匀混合状态,允许分层量为±0.5%;配合料使用的碎玻璃控制碎玻璃细分含量,不需要筛分,粒度尺寸不超过直径20㎜。 3.2.2加料和称量精度问题 称量期间原则上可能出现两种错误,即标准值的平均值和平均值的偏差之间的差异。加料错误通常是系统的特征并且可以被最大限度地消除。加料稳定性通常具有事故性特征,只能通过改变工艺参数降低。静态精度是加静态荷载到电子秤中的误差范围,它是显示重量值和真实荷载重量之间的差别。该数据是使用的电子秤、包括传感器相关的一种定量的质量数据。传感器按照OIML标准制造和检查。动态精度是称重期间料方中给出的标准值和实际称量原材半书牧量之间的差别。该数据是使用的加料技术相关的定量的质量数据。动态精度与加
记一次利用触摸屏配方功能进行设备改造
记一次利用触摸屏配方功能进行设备改造 一.原设备的主要功能和电器结构:我厂生产的自动含浸机,用于小型变压器含浸凡立水的机器。该机器具有手动和自动两种操作功能。 1.自动功能:启动(按启动按钮或显示屏“启动”按键)f快进(在 原点时,含浸槽以显示屏上设定的快进速度运行,并运行到设定快进高度慢进(到达快进高度后,按照慢进速度运行,并到达慢 进高度后停止)f含浸时间(机器在此位置停止显示屏设定的时间)f返回 (机器按快进速度返回原点)按此流程完成一次循环。再按是启动开关进行下次循环。 2.手动功能:按“上升”含浸槽按显示屏上设定的速度上升,按“下降”含浸槽 按显示屏上设定的手动速度下降。按“急停“开关,停止一切动作,按“返 回”开关,机器返回原点。 3.设定功能: 快进高度、慢进高度、快进速度、慢进速度、手动速度、含浸时 间, 4.主要电器:PLC: FP0-C16T (松下);按键式显示屏:OP520 (深圳智控);步 进电机:90BYG550 (三洋);步进电机驱动器:PL-025M (森创) 二:设备改造项目: 1 .作为出口产品要求中英文界面; 2.原先只有一组产品参数数据,换产品时要调整原有参数数据。现在要求有多组产品参数数据断电后保持,可供调用。 三.电器选型:
按照客户的要求,FP0-C16T (DT1652-DT1659 只有8个断电保持存器)已满足不了要求。同时按键式显示屏:OP520也达不到要求。在两个同时达不到要求需要更换时,查到威纶通界面型号: MT8100i利用其配方功能,能有数百个数据断电保持存储器。并且其界面大,彩色,显示功能多,触摸式。不但能满足客户的要求,又不需要更PLC。所以选用威纶通界面MT8100i。 四.界面画面制作: 1.画面首页:: 利用功能键元件,切换窗口的功能。点击“中文”或“En glish 进入中文或英文画面
PROFACE触摸屏画面读不出的解决方法
PROFACE触摸屏画面读不出的解决方法PROFACE触摸屏(GP2301系列)画面读出操作方法 ——肖时正 部品车间有些倒角机或去毛刺机操作屏还用到PROFACE触摸屏GP2301型。当设备出问题或需增加、更改画面我们得读取触摸屏画面或当触摸屏本身出问题而需要更换时,我们首先要对原触摸屏进行画面备份,这时我们就要用电脑以及数据线联接触摸屏读取画面。可有时能连上,有时却连不上,可能这也是我们许多人在连触摸屏遇到的而一直未解决的问题吧。在设备大修其间经本人细心研究,发现在触摸屏系统参数设置时有一定方法,现将方法介绍如下,希望对各位设备维修人员有帮助。 一、当在通讯端口、波特率、数据线、触摸屏RS232S端口都无异常时连接不上时出现的画面情形: 连接不上触摸屏 当出现以上连接异常的情况,而通过触摸屏间接连接三菱A系列PLC却又能连接OK,画面如下:
选择正确的通讯端口和 MAC/MTA透明模式 与PLC通讯连接OK 二、PROFACE触摸屏系统内部通讯设置操作步骤: 1、双手同时按住触摸屏的四个脚再同时松开出现如下画面: 按OFFLINE离线模式进入系
统画面 2、点击软按钮“INITIALIZE”进入系统参数设置画面: INITIALIZE进入系统按 PLC设置画面 3、点击软按钮“PLC SETTING”PLC参数设置,进入如下画面: 按SET进入系统端口设置画 面 4、其中“USE 2PORT/CPU DIRECT INSIDE"对应的是触摸屏软件中的参数 设置画面:点击触摸屏软件中的“画面/设置——GP系统设置——模式设置” 进入以下画面:
基于触摸屏和PLC设计工业配料系统(翻译)
基于触摸屏和PLC设计工业配料系统 摘要 - 本文做的是以SIMATIC触摸屏和PLC为中心设计的工业配料系统,使用WinCC-flexible的人机界面组态软件。所设计的系统表现出良好的功能,如动态实时监控,自动报警,配方监督,打印结果等。它有稳定,安全,方便操作和反应更快等一系列优点,最终实现系统的配料和混合功能。 关键词 - PLC,触摸屏,灵活性,HMI 1.引言 西门子公司的最新产品WinCC-flexible是一种面向HMI的组态软件,该软件已被证明是PRO-TOOL系列中一款成功的产品。它具有更好的开放性,可扩展性和兼容性,提高了使用者界面的配置效率,带来了新的创造性的设备级自动化的概念。在SIMATIC产品中,它可用于配置所有的基于Windows CE的操作面板,从最小面板到触摸控制面板,多功能面板。由于上述种种优点,本篇文章结合PLC的控制核心,来自SIMATIC S7 - 300系列中的CPU313C来设计工业配料系统的触摸屏的配置。用它来实现工业配料系统的设计。目标系统具有一些良好的功能,包括手动操作,故障报警,配方管理,趋势图(显示及分析)和打印结果。 2.称重配料系统的组成 本文所讲的工业自动配料系统是指特定粉末和液体在被称重和混合的过程中使用实时监控和监管的自动控制系统。这种自动配料系统已被广泛地用于许多领域,其中包括冶金,建材,化工,医药,食品和饲料加工。一般工业自动配料系统由以下几个部分组成: 1)输入部分 输入部分是一个致动器,它从原料仓(或存储罐)中取出材料送至称重设备。根据不同的材料特性,选择不同的匹配监管给料设备,例如电振动给料机,螺旋给料机,简单的(双)速度电磁阀等。 2)称量部分 称重部分由传感器,标准连接件,接线盒,称重料斗以及称重过程中用到的称重仪器和错误检测装置等组成。 3)放料设备 我们可以通过称重设备递减法或排水设备增量方法(零位法)来出料。出料装置通常是由大气释放阀,电振动给料机、螺旋给料机、电磁阀组成。所有设备应当根据工艺条件和材料的性质进行设计和选择。 4)配料控制系统 配料控制系统由称重仪表,可编程控制器,主机显示器机和其他控制装置组成。5)杆秤检查系统 为了确保配料系统的精度,配料系统的传感器需要定期校正,检查。 3.硬件系统设计 A.称重法 工业配料过程中,一般有两种称重方式:输入式称重和卸荷式称重。通常输入式称重相比卸式称重具有更高的精度,所以我们使用前者。输入型称重有两种实现方法,我们称第一种为零位法。当称重开始,我们通过加料设备把材料放到秤斗直到称重值达到设定值,然后打开闸门,倾倒材料,最后重新从零定位称量下
基于Proface触摸屏的中央监控系统的设计
龙源期刊网 https://www.360docs.net/doc/7315819619.html, 基于Proface触摸屏的中央监控系统的设计作者:朱程峰胡晓丽邱立松方伊娜 来源:《科学与财富》2017年第24期 摘要:本文介绍了在可编程逻辑控制器(PLC)和触摸屏(HMI)自动控制的系统基础上设计的中央监控系统。利用Pro-Server信息传输软件控制每台设备的启停;同时直接显示整条流水线生产过程中的各种状态及报警信息;并保存到电脑中,以便查询追溯。该系统稳定、可靠、响应速度快,可广泛应用于各个领域。 关键词:中央监控;GP-Pro EX;Pro-Server ;触摸屏 0 引言 近年来自动化设备的普及使得所有设备的统一管理显得尤为重要,本文介绍的系统应运而生。该系统不仅在生产上具有更先进的自动化控制,在管理上更达到了高级自动化水平;真正意义上达到无人生产线水平。 目前自动化设备的发展不仅是速度、精度和效率的提升,更倾向智能化,管理化的发展;因此在研发高速生产线时,更希望结合先进的自动化技术,实现更多的管理功能。从生产数据管理角度看,生产过程中表现设备性能的生产数据通过车间统计人员人工记录来实现,工作量大、实时性不高不能充分发挥生产设备的高自动化水平。从设备管理角度看,造成设备故障的原因有多种,单靠人为收集的数据是不完整、不准确的,不利于对设备异常的分析和维护。而本中央监控系统完全不存在以上问题,具有通信速度快、数据量大、可靠性高、性能好、配线简单等优点。在高速生产线中使用,对生产过程的设备和生产数据进行记录、分析和管理起到重要作用。 1 硬件构成 1.1 网络构成 本系统使用的是GP4501-TW-24V 触摸屏,以及RS232C线连接的欧姆龙CJ系列可编程逻辑控制器(PLC)。通过思科WS-C2918-24TT-C交换机组建起整个生产线网络,实现物理上的连接。整个网络由一个主机(PC)、10台从机(HMI)组成,硬件网络构成如图1。 1.2 PLC控制终端 本系统根据欧姆龙厂家的金属接近感应器、红外光纤感应放大器等感应器和欧姆龙360°旋转编码器系统、基恩士CV-150高端影像检测系统等一次仪表作为信号经过PLC的逻辑处理后,得到报警、产量等信息,同时将运行信号通过继电器输出给执行元件,如图2。
威纶通触摸屏使用手册
提供触摸屏技术支持,为工业自动化人员提供必要的信息,解决小事情大问题。 使用手动系统参数设置通用指示灯女性满级编辑器硬件配方数据创建秸秆配方存储器触摸屏的配方数据传输元素,以及配方数据上载和下载之间的留言板安全级别打印功能按键屏幕上的输出报告输出事件打印失败系统保留寄存器地址串行通讯和驱动程序串行通讯通信通讯驱动程序介绍连接方法用户手册变频和伺服触摸屏人机界面通信终端连接引脚图一机多屏和一屏多机触摸屏连接方式主从通信协议和触摸屏地址关系一对多检查和示例附录系统信息附录故障排除附录硬件概述附录产品规格附录硬件系统结构图指南以读取配置文视MT500系列人机界面的易建工具500,该软件易于操作且功能强大,希望通过本书使用户使用起来更加方便,以下是本手册的内容简介。每章:第一章:Easy Builder的安装500:触摸屏和PLC的软件安装以及连接方法的介绍;第2章制作最简单的项目:如何制作简单的项目,让用户产生初步印象。Easy Builder的第3章软件包:介绍Easy Builder的相关软件和用户界面。Chapter window:因为easy builder 500完全基于窗口的思维方式,对于用户来说,这是了解easy builder 500必不可少的。
第5章easy builder 500的基本设计方法:介绍easy builder 500的基本操作方法,这是使用easybuilder500的最基本方法。第6章组件:各组件的详细说明,由组件用户实现触摸屏和PLC的控制和监视,报警和列表功能第7章系统参数:设置项目参数,外观和硬件属性等,建议用户阅读第8章公式数据:如何在工程项目中实现公式的功能第9章留言板:如何在工程项目中实现留言板的功能第10章安全级别:如何在工程项目中实现安全级别的功能11打印:easy builder 500具有强大的打印功能,大致可分为丝网打印,报告打印和事件打印第十二章系统保留寄存器地址:特殊功能可以通过“系统保留寄存器”来实现。第13章串行通信和PLC驱动程序:介绍串行通信的概念。第14章PLC连接方法:PLC与MT500之间连接的详细说明。第十五章MT500触摸屏一机多屏,多机一屏的连接:如何实现“一机多屏”(一台PLC多屏连接)和“一屏多屏”的连接方式计算机”第16章主从通信协议:主从通信协议的详细说明第17章内存AP通信对于builder500的用户,第1章和第2章的内容将带您进入Wein V EW触摸屏人类的美好世界-计算机接口;第3、4、5、6和7章将为您提供初步的了解;第10和15章将为您提
PROFACE触摸屏—数据记录方法
PROFACE 触摸屏触摸屏——数据记录方法步骤数据记录方法步骤 有时需要在触摸屏上批量显示PLC 中的数据,如下图,可以显示生产线A~D 的实时产量,此时,就可以使用触摸屏的数据记录方法来实现。下面介绍一下PROFACE 触摸屏数据记录方法的设置步骤 操作功能说明操作功能说明:: 触发按钮触发按钮::按下时,触摸屏记录并显示PLC 中指定的数据 响应指示灯响应指示灯::当触摸屏接收PLC 数据时点亮 数据满指示据满指示::当记录表格中数据满时常亮报警,点击指示灯或清除数据后灭 清除按钮清除按钮::全部清除记录表格中的数据 数据模拟数据模拟::模拟生产线A~D 的实时数据 ★ 在工程管理器中点击“画面/设置”→“数据记录设置”:
★在弹出的“数据记录窗口”中,点击标签“触发设置”,设置记录触发的相关内容。 注:①记录(开/关)-必须选中此项才能使用数据记录功能
②特殊/经济-数据记录两种模式,特殊模式时最多可以记录32个字(见④项中的“字数”),经济模式最多可以记录255个字(此时必须勾选“循环”项,注:自动选中)。 ③位/时间方式:记录触发的两种方式。位方式是以开关量触发数据记录(触摸屏开始记录数据),而时间方式是以指定的时间间隔记录数据。 ④数据记录所用的字寄存器相关设置 数据记录的起始地址-开始运行数据记录的PLC起始地址。对于本例来说,即记录生产线A产量的数据寄存器的地址(本例中为D300); 字数-从起始地址开始的待记录数据的寄存器个数,对于全例来说,需要记录生产线A~D连续4个生产线的产量,需要4个寄存器,因此设置为4。如果设置的字数小于实际要记录的个数,则字数以后项目不会显示(如本例中设置为2,则生产线C和D的产量数据则不会记录)。 读取次数-每一块中所记录数据的次数,此数据不能小于记录表中的数据的行数。如本例中数据记录表中的数据行数设置为8,表明触摸屏记录数据8次后,记录表格就会满(数据满指示灯亮)。因此,对于本例来说,读取次数不能小于8(可以大于8,但会浪费触摸屏的响应时间)。 块数-待记录数据的块数。如选用“循环”方式,则块数自动为1。 ⑤数据记录触发所用的位相关设置 位地址-该地址动作时,触摸屏记录数据一次 触发位 PLC触发