压铆螺母底孔尺寸
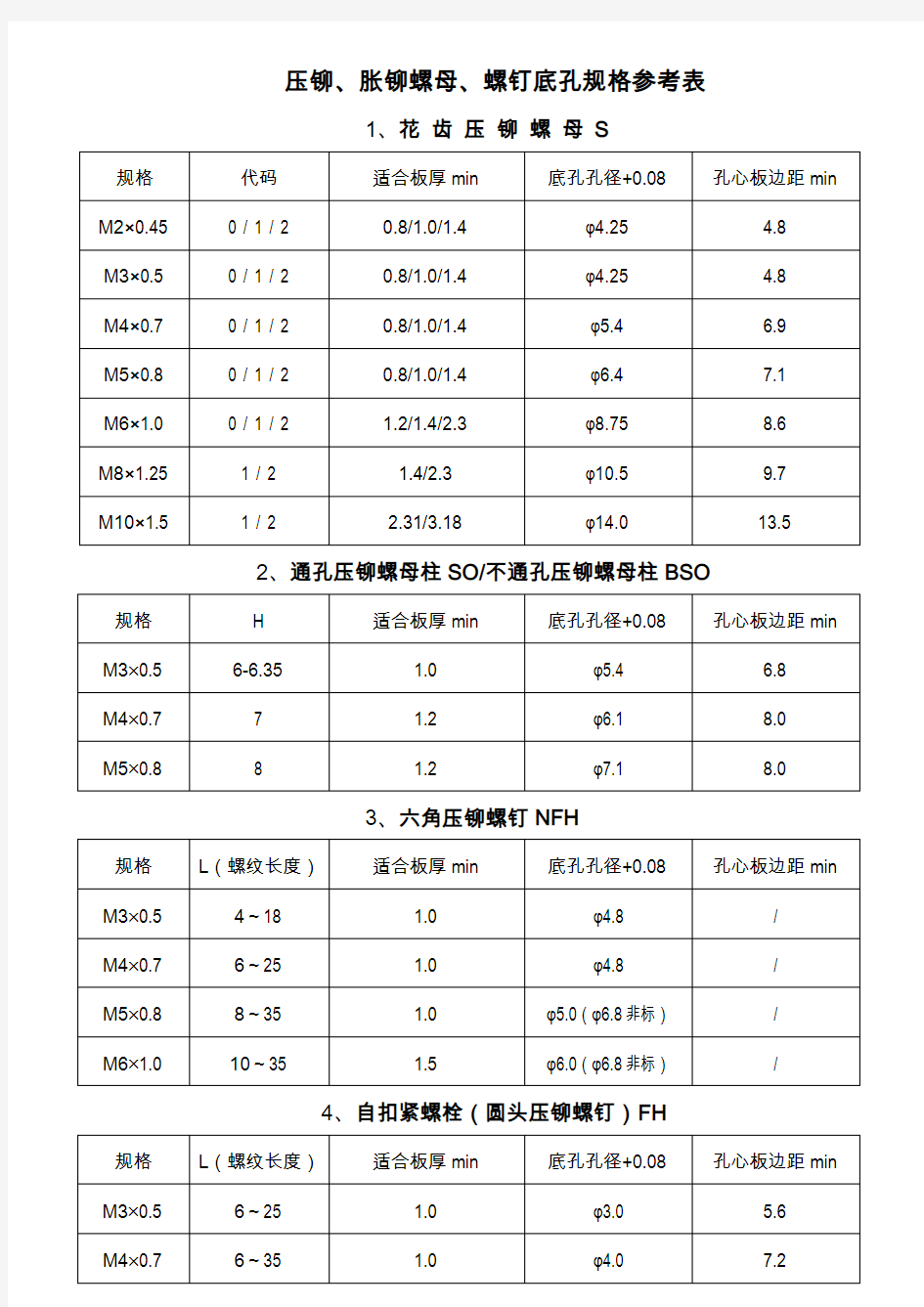
压铆、胀铆螺母、螺钉底孔规格参考表
1、花齿压铆螺母S
2、通孔压铆螺母柱SO/不通孔压铆螺母柱BSO
3、六角压铆螺钉NFH
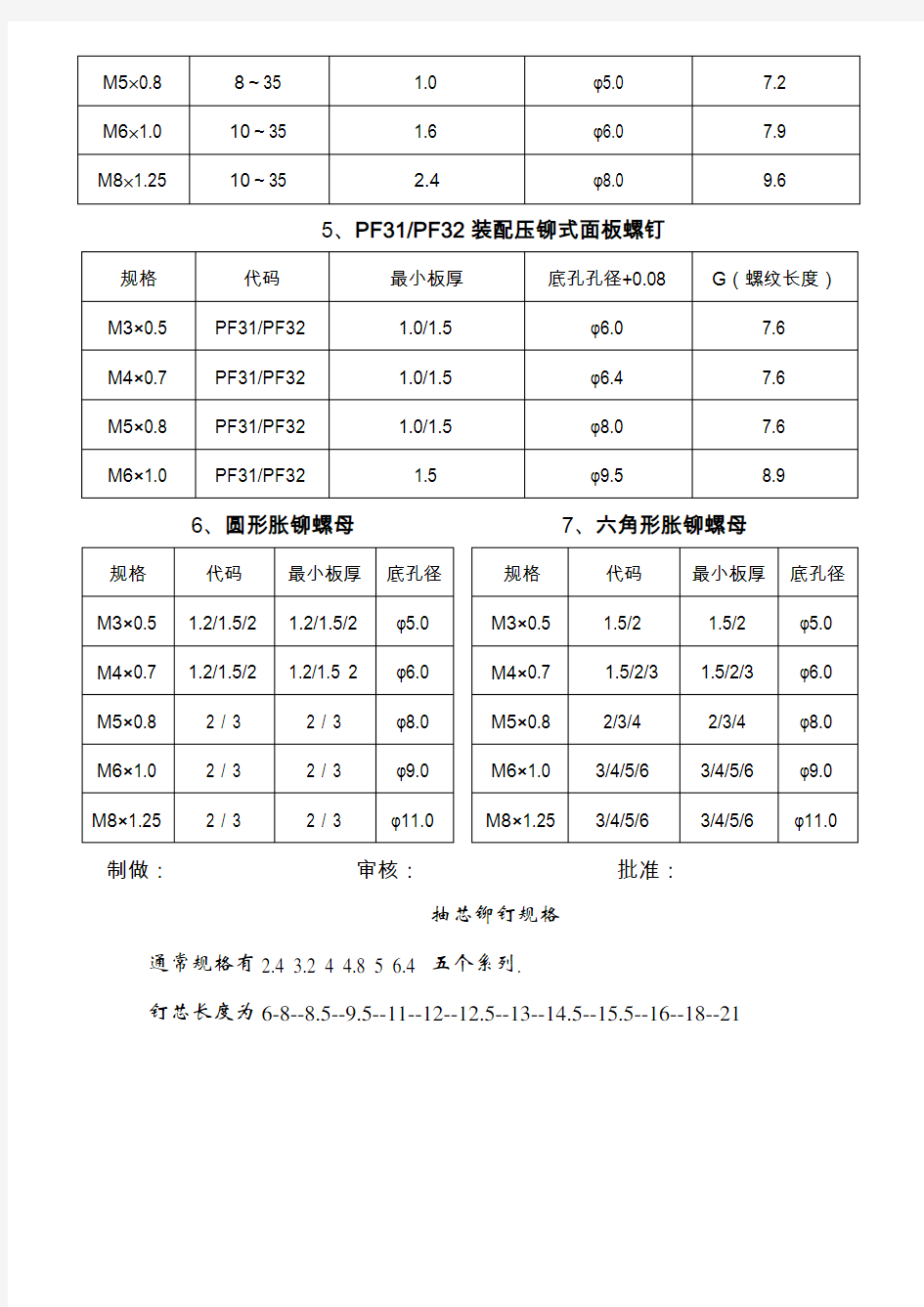
4、自扣紧螺栓(圆头压铆螺钉)FH
5、PF31/PF32装配压铆式面板螺钉
6、圆形胀铆螺母
7、六角形胀铆螺母
制做:审核:批准:
抽芯铆钉规格
通常规格有2.4 3.2 4 4.8 5 6.4 五个系列.
钉芯长度为6-8--8.5--9.5--11--12--12.5--13--14.5--15.5--16--18--21
压铆螺母规格尺寸表
样品或现货:现货 类别:压铆螺母 材质:碳钢 形状:圆形 螺纹规格:M2到M10 外径:6.3-17.35(mm) 原材料和表面处理规格 紧固 件材 质 经过热处理的低碳钢 表面 处理 标准 镀锌 安装 板的 硬度 HRB80以下 螺纹InternalANSI B1.12B/ANSI/ASMEB1.13M,6H 产品表述及编号内容型号S-M3-1 螺纹 编码 S-M3-1 柄长 编码 S-M3-1 螺纹尺寸* 螺距类型 螺纹编 码 A 柄长 编码 (柄长) 最大 安装板 最小厚 度 安装板 孔径 +0.08 C 最大 尺寸 E ±0.25 T ±0.25 孔中心与安 装板边缘最 小距离 紧固件 材质 碳钢 M2*0.4 S M2 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M2.5*0.45 S M2.5 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M3*0.5 S M3 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M3.5*0.6 S M3.5 0 0.77 0.8-1 4.75 4.73 7.1 1.5 5.6 1 0.97 1 2 1.38 1.4
M4*0.7 S M4 0 0.77 0.8-1 5.41 5.38 7.9 2 6.9 1 0.97 1 2 1.38 1.4 M5*0.8 SS M5 0 0.77 0.8-1 6.35 6.33 8.7 2 7.1 1 0.97 1 2 1.38 1.4 M6*1 S M6 00 0.89 0.92 8.75 8.72 11.05 4.08 8.6 0 1.15 1.2 1 1.38 1.4 2 2.21 2.3 M8*1.25 S M8 1 1.38 1.4 10.5 10.47 12.65 5.47 9.7 2 2.21 2.3 M10*1.5 S M10 1 2.21 2.31 14 13.97 17.35 7.48 13.5 2 3.05 3.18 产品与板的铆接 自扣紧螺母在薄板上提供承载螺纹,用于铝材,冷轧钢材,以及其它韧性材料。自扣紧螺母克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。自扣紧螺母的安装简单,快捷而且方便。将产品放入预先冲好或钻好的安装孔内,按标准安装力对产品施加压力使产品安装到位。在施加压力的过程中,产品头部排出的板料平稳、均匀的流入筋键周边和容槽内,安装完毕后,安装板表面平整,安装效果可靠,而且产品具有承受高扭出力和高推出力的性能。自扣紧原理多年来已被数以万计的应用所证明。 在安装施压过程中,需要注意的是: 1.在安装板上冲出或钻出相应尺寸的安装孔,不允许进行诸如去毛刺之类的二次加工。 2.如右图所示,将紧固件放入下模孔内,并将安装孔与紧固件的杆部对准。 3.保持上下模平行施加挤压力,使产品的头部完全进入板材中。 产品的性能数椐 产品类型螺纹编码柄长编码安装板材质安装力 (KN) 推出力 (N) 扭出力 (N.m) S M2 M2.5 M3 5052-H34铝材 6.7-8.9 280 0.9 1 400 1.13 2 750 1.47 冷轧钢11.2-15.6 470 1.47 1 550 1.7 2 1010 2.03
压铆螺母尺寸及开孔尺寸
压铆螺母 应用于需要封闭罗纹底端的地方。封闭的底端可以限制罗纹穿透并且隔绝外部零件。螺纹 规格:#4到1/4"和M3 到M6。 BS-832-2 ZI 英制 牙型 型号 牙纹 代码 板厚 代码 A 最大 面板厚 度 最小 板孔 B 最大 C 最大 E ±0.10 H 牙纹 L 最大 T ±0.10碳钢 不锈 钢 .112-40 (#4-40)B BS 440 1.038.040 .166.149.165 .250.21 .335 .38 2.054.056 .138-32 (#6-32)B BS 632 1.038.040 .1875.169.187 .275.23 .335 .38 2.054.056 .164-32 (#8-32)B BS 832 1.038.040 .213.204.212 .315.28 .385 .44 2.054.056
公制 压铆螺母
采用标准工具能快速,便捷的安装:具有良好的抗拉和抗扭性能:用于0.8mm以上的板材, 螺纹规格:#2到1/2",M2到M10。 S-440-2 ZI 英制 牙型 型号牙纹 代码 板厚 代码 A 最大 面板厚度 最小 板孔 C 最大 E ±0.01 T ±0.04碳钢不锈钢 .086-56 (#2-56)S CLS256 0.030.030 .166.165.25.07 1.038.040 2.054.056 .099-48 (#3-48)S CLS348 0.030.030 .166.165.25.07 1.038.040 2.054.056 .112-40 (#4-40)S CLS440 0.030.030 .166.165.25.07 1.038.040 2.054.056 3.087.091 .138-32 (#6-32)S CLS632 0.030.030 .1875.187.275.07 1.038.040 2.054.056 3.087.091
翻孔攻丝与螺母-尺寸参数与比较
钣金件上的螺母、螺钉的结构形式 铆接螺母 铆接螺母常见的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母 压铆螺母柱 压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母结构中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。采用此种铆接形式实现和基材的连接的,此种铆接形式通常要求铆接零件的硬度要大于基材的硬度。普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,而且压接困难,压接不牢靠,压接后容易脱落,厂家为了保证可靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽可能不采用不锈钢。包括压铆螺钉、压铆螺母也是这种情况,不合适在不锈钢板材上使用。 压铆螺母柱的压接过程如图1-41所示: 图 1-41 压铆过程示意图 压铆螺母 压铆螺母的压接过程如图1-42所示:
图 1-42 压铆过程示意图 涨铆螺母 涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,和基体材料形成紧配合,从而实现两个零件的可靠连接的方式。常用的ZRS等等就是采用此种铆接型式实现和基材的连接的。涨铆工艺比较简单,连接强度较低,通常用在对紧固件高度有限制,且承受扭距不大的情况。如图1-43所示: 图1-43涨铆过程示意图 拉铆螺母 拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置通常在专门设计的部位,靠变形部位夹紧基 材来实现可靠的连接。常用的拉铆螺母就是采用此种铆接型式实现和基材的连接的。拉铆使用专用的铆枪进行铆接,多用在安装空间较小,无法使用通用铆接工装的情况,例如封闭的管材。如图1-44所示: 图 1-44拉铆过程示意图 浮动压铆螺母 有些钣金结构上的铆装螺母,因为整体机箱结构复杂,结构的积累误差太大,以致这些铆装螺母的相对位置误差很大,造成其它零件装配困难,在相应的压铆螺母位置上采用压
拉铆螺母技术规范
拉铆螺母技术规范 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
目录
1应用范围 本规范应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动 加速度频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于 1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规范所规定之铆螺母按图1所示方式进行安装: 图1:铆螺母的安装方式 1)将铆螺母放入铆枪内; 2)将装在铆枪内的铆螺母放入需铆接工件已加工好的孔内; 3)铆接到位; 4)铆枪退出。
4铆螺母选型条件 选择铆螺母时按如下条件进行选择。 4.1铆螺母螺纹的公称直径;如:M3~M12; 4.2铆螺母头型;铆螺母的头型如表1所示。 表1:铆螺母头型; 4.3铆螺母类型;盲孔或通孔,采用B和O进行标识,铆螺母类型如表2所示;如 C.FO、H.fB 表2:铆螺母类型; 4.4需铆接工件的板厚; 4.5需铆接工件的材质; 5铆螺母安装孔的加工 铆螺母的安装孔按表3进行加工;
表3:铆螺母安装孔的加工; 6铆螺母安装要求 6.1安装时,铆螺母至少突出工件0.1mm。如图2所示。 图2:铆螺母安装 6.2安装后收缩量(安装后测量,发现安装有问题的须重新安装),如图3所示。 拉铆不够拉铆适当表示拉铆过度 图 3 铆螺母拉铆状态示意图 铆螺母拉铆后收缩状态如图4所示,大致收缩长度见表4。 s ──铆螺母收缩长度 ls ──铆螺母收缩后总长 图 4 铆螺母拉铆收缩示意图 单位为毫米 表 4 铆螺母拉铆后收缩长度表 6.3安装后铆螺母的铆紧力和螺纹失效力 铆螺母拉铆后所能达到的铆紧力及螺纹失效力见表5。
常用拉铆螺母规格表
平头铆螺母(FLAT HEAD RIVET NUTS) 产品规格 SIZE D ^do*J ,3S Dk ± 0.3 K ± 0.2 L ± 0.3 铆接厚度 t 铆后长度 h (参考) N ? M3 M3 5.0 4.9 7.0 0.8 8.5 0.5~1.5 5.0 N ? M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 N ? M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 12.0 0.5~1.5 7.0 N ? M6 M6 9.0 8.9 12.7 1.5 15.0 0.5~2.0 9.0 N ? M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~ 2.5 10.5 19.8 0.8~3.0 12.5 N ? M10 M10 13.0 12.9 17.0 1.8 22.8 0.8~3.0 13.5 N ? M12 M12 15.0 14.9 18.0 1.8 22.5 0.8~3.0 13.5 材质:钢、铝、不锈钢。 MATERIAL : STEEL 、ALUMINIUM 、STAINLESS STEEL r 0do ― 4 4—1 r ~\- 1 "亠w ) c 1 1!
平头柱纹铆螺母(FLAT HEAD KNURLED RIVET NUTS) ?do L MIIIIIIIIIIIIIIIIMf JL K
材质:钢、铝、不锈钢。
平头六角铆螺母(FLAT HEAD HEXAGON RIVET NUTS ) 产品规格 SIZE D c*005 Dk ± 0.3 K ± 0.2 L ± 0.3 铆接厚度 t 铆后长度 h (参 考) F ? M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 F ? M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~1.5 7.5 F ? M6 M6 9.0 8.9 12.0 1.0 12.0 0.5~1.5 6.0 14.5 0.5~2.0 8.0 F ? M8 M8 11.0 10.9 15.0 1.5 18.0 0.8?2.5 10.5 F ? M10 X S12 M10 12.0 11.9 17.0 1.8 19.8 0.8?2.5 12.5 ^dk
拉铆螺母技术要求规范
目录 1应用围 (4) 2安装方式 (4) 2.1本规所规定之铆螺母按如下方式进行安装: (4) 3铆螺母选型条件 (4) 3.1铆螺母螺纹的公称直径;如:M3~M12; (4) 3.2铆螺母头型; (4) 3.3铆螺母类型;盲孔或通孔,采用B和O进行标识,如C.FO、H.fB (5) 3.4需铆接工件的板厚; (5) 3.5需铆接工件的材质; (5) 4铆螺母安装孔的加工 (5) 5铆螺母安装要求 (6) 5.1安装时,铆螺母至少突出工件0.1mm。 (6) 5.2安装后收缩量(安装后测量,发现安装有问题的应当重新安装) (6) 5.3安装后铆螺母的特性及拉伸强度 (6) 6检验 (7) 6.1极限安装铆接强度检验 (7) 6.2铆螺母螺纹检验 (7) 6.3铆螺母化学成份检验 (8) 6.4外观检验 (8) 7标识、包装及运输 (8) 7.1标识 (8) 7.2包装及运输 (8)
8附1:C.FB型铆螺母 (9) 9附2:C.FO型铆螺母 (10) 10附3:H.fB型铆螺母 (11) 11附4:H.fO型铆螺母 (12) 12附5:H.FB型铆螺母 (13) 13附6:CDH.kT型铆螺母 (14)
1应用围 本规应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动加速度 频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规所规定之铆螺母按图1所示方式进行安装:
常用铆螺母、铆钉规格表
平头铆螺母 (FLAT HEAD RIVET NUTS) 产品规格铆接厚度铆后长度 D Dk±0.3K ±0.2L±0.3 SIZE t h(参考)N· M3M3 5.0 4.97.00.88.50.5~1.5 5.0 N· M4M4 6.0 5.99.00.811.00.5~1.5 6.0 N· M5M57.0 6.910.0 1.013.00.5~2.07.0 12.00.5~1.57.0 N· M6M69.08.912.7 1.5 15.00.5~2.09.0 N· M8M811.010.915.0 1.517.00.8~2.510.5 19.80.8~3.012.5 N·M10M1013.012.917.0 1.8 22.80.8~3.013.5 N·M12M1215.014.918.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。 MATERIAL :STEEL、ALUMINIUM、STAINLESS STEEL。
平头柱纹铆螺母 (FLAT HEAD KNURLED RIVET NUTS) 产品规格铆接厚度铆后长度 SIZE D Dk ± 0.3K± 0.2L±0.3 t h(参考) NR· M4M4 6.0 5.99.00.811.00.5~1.5 6.0 7.0 6.910.0 1.013.00.5~2.07.0 NR· M5M5 7.67.510.2 1.014.00.5~2.07.5 NR· M6M69.08.912.7 1.515.00.5~2.09.0 NR· M8M811.010.915.0 1.517.00.8~2.510.5 19.80.8~3.012.5 NR· M10M1013.012.917.0 1.8 22.80.8~3.013.5 NR· M12M1215.014.919.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。
常用拉铆螺母规格表
? 平头铆螺母(FLAT HEAD RIVET NUTS) 产品规格 SIZE D Dk ±0.3 K ±0.2 L ±0.3 铆接厚度 t 铆后长度 h (参考) N ·M3 M3 5.0 4.9 7.0 0.8 8.5 0.5~1.5 5.0 N ·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 N ·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 N ·M6 M6 9.0 8.9 12.7 1.5 12.0 0.5~1.5 7.0 15.0 0.5~2.0 9.0 N ·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 N ·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 N ·M12 M12 15.0 14.9 18.0 1.8 22.5 0.8~3.0 13.5 材 质:钢、铝、不锈钢。 MATERIAL :STEEL 、ALUMINIUM 、STAINLESS STEEL 。 ? 平头柱纹铆螺母(FLAT HEAD KNURLED RIVET NUTS)
? 产品规格 SIZE D Dk ±0.3 K ±0.2 L ±0.3 铆接厚度 t 铆后长度 h (参考) NR ·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 NR ·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 7.6 7.5 10.2 1.0 14.0 0.5~2.0 7.5 NR ·M6 M6 9.0 8.9 12.7 1.5 15.0 0.5~2.0 9.0 NR ·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 NR ·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 NR ·M12 M12 15.0 14.9 19.0 1.8 22.5 0.8~3.0 13.5 材 质:钢、铝、不锈钢。 ? 平头六角铆螺母(FLAT HEAD HEXAGON RIVET NUTS )
常用拉铆螺母规格表
平头铆螺母(FLAT HEAD RIVET NUTS) 产品规格 SIZE D Dk ±0.3 K ±0.2 L ±0.3 铆接厚度 t 铆后长度 h (参考) N ·M3 M3 5.0 4.9 7.0 0.8 8.5 0.5~1.5 5.0 N ·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 N ·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 N ·M6 M6 9.0 8.9 12.7 1.5 12.0 0.5~1.5 7.0 15.0 0.5~2.0 9.0 N ·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 N ·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 N ·M12 M12 15.0 14.9 18.0 1.8 22.5 0.8~3.0 13.5 材 质:钢、铝、不锈钢。 MATERIAL :STEEL 、ALUMINIUM 、STAINLESS STEEL 。
? 产品规格 SIZE D Dk ±0.3 K ±0.2 L ±0.3 铆接厚度 t 铆后长度 h (参考) NR ·M4 M4 6.0 5.9 9.0 0.8 11.0 0.5~1.5 6.0 NR ·M5 M5 7.0 6.9 10.0 1.0 13.0 0.5~2.0 7.0 7.6 7.5 10.2 1.0 14.0 0.5~2.0 7.5 NR ·M6 M6 9.0 8.9 12.7 1.5 15.0 0.5~2.0 9.0 NR ·M8 M8 11.0 10.9 15.0 1.5 17.0 0.8~2.5 10.5 NR ·M10 M10 13.0 12.9 17.0 1.8 19.8 0.8~3.0 12.5 22.8 0.8~3.0 13.5 NR ·M12 M12 15.0 14.9 19.0 1.8 22.5 0.8~3.0 13.5 材 质:钢、铝、不锈钢。
拉铆螺母技术要求
DKBA0.480.1381 结构外购件技术要求 DKBA0.480.1381 REV.C 拉铆螺母技术要求 主要起草人:许志敏 审核人:周伟 会签人:张斌、汪海清、徐艳丽 标准化审核人:洪霓玉 批准人:钟荣华 2010年10月20日发布2010年10月20日实施 华为技术有限公司 Huawei Technologies Co., Ltd. 版权所有侵权必究 All rights reserved
修订记录
目录 1 目的和适用范围 (4) 1.1目的 (4) 1.2适用范围 (4) 2 引用的相关标准 (4) 3 项目编码与建模命名 (4) 3.1项目编码 (4) 3.2建模命名 (5) 4 功能描述 (5) 5 要求 (5) 5.1一般要求 (5) 5.1.1结构和外形尺寸 (5) 1)封闭型沉头六角拉铆螺母(BCH) (6) 2)通孔小沉头六角拉铆螺母(SCH) (6) 3)封闭型平头拉铆螺母(BF) (7) 5.1.2 材料工艺 (7) 5.1.3 使用环境 (8) 5.1.4 环保要求 (8) 5.2性能要求及检验方法 (8) 5.2.1 防腐蚀性能: (8) 5.2.2机械结构性能: (9) 6 检验规则 (10) 7 说明 (10) 图目录 图1 拉铆枪尺寸 (5) 图2 封闭型沉头六角拉铆螺母尺寸图 (6) 图3 通孔小沉头六角拉铆螺母图 (6) 图4 封闭型平头拉铆螺母图 (7) 图5 拉铆螺母粘胶密封图 (8) 图6 拉铆螺母变种结构图 (8) 图7 测试加载图 (9) 表目录 表1 通孔小沉头六角拉铆螺母尺寸 (7) 表2 封闭型平头拉铆螺母尺寸 (7) 表3 拉铆螺母抗拉力、抗推力及抗扭矩要求 (9)
常用拉铆螺母规格表
?平头铆螺母(FLAT HEAD RIVET NUTS) 产品规格SIZE D Dk±0.3K±0.2L±0.3 铆接厚度 t 铆后长度 h(参考) N·M3M3 5.0 4.97.00.88.50.5~1.5 5.0 N·M4M4 6.0 5.99.00.811.00.5~1.5 6.0 N·M5M57.0 6.910.0 1.013.00.5~2.07.0 N·M6M69.08.912.7 1.5 12.00.5~1.57.0 15.00.5~2.09.0 N·M8M811.010.915.0 1.517.00.8~2.510.5 N·M10M1013.012.917.0 1.8 19.80.8~3.012.5 22.80.8~3.013.5 N·M12M1215.014.918.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。 MATERIAL:STEEL、ALUMINIUM、STAINLESS STEEL。
?平头柱纹铆螺母(FLAT HEAD KNURLED RIVET NUTS)? 产品规格SIZE D Dk±0.3K±0.2L±0.3 铆接厚度 t 铆后长度 h(参考) NR·M4M4 6.0 5.99.00.811.00.5~1.5 6.0 NR·M5M5 7.0 6.910.0 1.013.00.5~2.07.0 7.67.510.2 1.014.00.5~2.07.5 NR·M6M69.08.912.7 1.515.00.5~2.09.0 NR·M8M811.010.915.0 1.517.00.8~2.510.5 NR·M10M1013.012.917.0 1.8 19.80.8~3.012.5 22.80.8~3.013.5 NR·M12M1215.014.919.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。
拉铆螺母技术规范
如无正式授权,禁止对此文件的任何复制、转发、使用或传递。违者将承担损失赔付责任。我方保留由专利授予、实用模型注册或设计专利产生的所有权利。
发放记录 更改记录
1应用范围 (4) 2安装方式 (4) 2.1本规范所规定之铆螺母按如下方式进行安装: (4) 3铆螺母选型条件 (5) 3.1铆螺母螺纹的公称直径;如:M3~M12; (5) 3.2铆螺母头型; (5) 3.3铆螺母类型;盲孔或通孔,采用B和O进行标识,如C.FO、H.fB (5) 3.4需铆接工件的板厚; (5) 3.5需铆接工件的材质; (5) 4铆螺母安装孔的加工 (5) 5铆螺母安装要求 (6) 5.1安装时,铆螺母至少突出工件0.1mm。 (6) 5.2安装后收缩量(安装后测量,发现安装有问题的应当重新安装) (6) 5.3安装后铆螺母的特性及拉伸强度 (7) 6检验 (8) 6.1极限安装铆接强度检验 (8) 6.2铆螺母螺纹检验 (8) 6.3铆螺母化学成份检验 (9) 6.4外观检验 (9) 7标识、包装及运输 (9) 7.1标识 (9) 7.2包装及运输 (9) 8附1:C.FB型铆螺母 (10) 9附2:C.FO型铆螺母 (12) 10附3:H.fB型铆螺母 (14) 11附4:H.fO型铆螺母 (15) 12附5:H.FB型铆螺母 (16) 13附6:CDH.kT型铆螺母 (17)
1应用范围 本规范应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动加速度 频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规范所规定之铆螺母按图1所示方式进行安装: 图1:铆螺母的安装方式 1)将铆螺母放入铆枪内; 2)将装在铆枪内的铆螺母放入需铆接工件已加工好的孔内; 3)铆接到位;
压铆螺母规格尺寸表
样品或现货:现货类 别:压铆螺母材质: 碳钢 形状:圆形 螺纹规格:M2到M10 外径:(mrh 产品尺寸 紧固件材质经过热处理的低碳钢 表面处理标准镀锌 安装板的硬度HRB8C以下 螺纹InternalANSI ANSI/,6H 原材料和表面处理规格 型号S-M3-1 螺纹编码S-M3-1 柄长编码S-M3-1 产品表述及编号内容 M2* M3* M4* M5* M6*1 类型 紧固件螺纹编 柄长 (柄 长) 安装板 碳钢 SS M2 M3 M4 M5 M6 编码 最大 最小厚 安装板 孔径+ 最大 尺寸 孔中心与安 装板边缘最 小距离
1 2 M8* S M8 1 2 M10* S M10 1 14 2 产品与板的铆接 自扣紧螺母在薄板上提供承载螺纹,用于铝材,冷轧 钢材,以及其它韧性材料。自扣紧螺母克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。自扣紧螺母的安装简单,快捷而且方便。将产品放入预先冲好或钻好的安装孔内,按标准安装力对产品施加压力使产品安装到位。在施加压力的过程中,产品头部排出的板料平稳、均匀的流入筋键周边和容槽内,安装完毕后,安装 板表面平整,安装效果可靠,而且产品具有承受高扭出力和高 推出力的性能。自扣 紧原理多年来已被数以万计的应用所证明。在安装施压过程 中,需要注意的是: 1.在安装板上冲出或钻出相应尺寸的安装孔,不允许进行诸如 去毛刺之类的二次加工。2.如右图所示,将紧固件放入下模孔 内,并将安装孔与紧固件的杆部对准。 3?保持上下模平行施加挤压力,使产品的头部完全进入板材 中。 产品的性能数据 产品类型螺纹编码柄长编码安装板材质安装力 (KN) 推出力 (N) 扭出力 S M2 M3 0 5052-H34 铝材 冷轧钢 铝材 冷轧钢 铝材 PUNCH ANVIL ana
压铆螺母规格尺寸表
样品或现货:现货 类别:压铆螺母?材质:碳钢 形状:圆形?螺纹规格:M2到M10 外径:6、3-17、35(mm) 原材料与表面处理规格 紧固件材质经过热处理得低碳钢 表面处理标 准 镀锌 安装板得硬 度 HRB80以下 螺纹InternalANSI B1、 12B/ANSI/ASMEB1、13M,6H 产品表述及编号内容型号S-M3-1 螺纹编码S-M3-1 柄长编码S-M3-1 螺纹尺寸* 螺距类型 螺纹编码 A 柄长 编码 (柄长) 最大 安装板 最小厚 度 安装板 孔径+0、 08 C 最大 尺寸 E ±0、 25 T ±0、25 孔中心与 安装板边 缘最小距 离 紧固 件材 质 碳钢 M2*0、4 S M2 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M2、5*0、45 S M2、5 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M3*0、5 S M3 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M3、5*0、6 S M3、5 0 0、77 0、8-1 4、75 4、73 7、1 1、5 5、6 1 0、97 1 2 1、38 1、4 M4*0、7 S M4 0 0、77 0、8-1 5、41 5、38 7、9 2 6、9 1 0、97 1 2 1、38 1、4 M5*0、8 SS M5 0 0、77 0、8-1 6、35 6、33 8、7 2 7、1 1 0、97 1 2 1、38 1、4
拉铆螺母技术要求详解-精品资源
拉铆螺母技术要求 目录 1目的和适用范围 (2) 1.1目的 (2) 1.2适用范围 (2) 2引用的相关标准 (2) 3项目编码与建模命名 (2) 3.1项目编码 (2) 3.2建模命名 (2) 4功能描述 (3) 5要求 (3) 5.1一般要求 (3) 5.1.1结构和外形尺寸 (3) 1)封闭型沉头六角拉铆螺母(BCH) (3) 2)通孔小沉头六角拉铆螺母(SCH) (4) 3)封闭型平头拉铆螺母(BF) (5) 5.1.2材料工艺 (5) 5.1.3使用环境 (6) 5.1.4环保要求 (6) 5.2性能要求及检验方法 (6) 5.2.1防腐蚀性能: (6) 5.2.2机械结构性能: (7) 6检验规则 (8) 7说明 (8) 图目录 图1拉铆枪尺寸 (3) 图2封闭型沉头六角拉铆螺母尺寸图 (4) 图3通孔小沉头六角拉铆螺母图 (4) 图4封闭型平头拉铆螺母图 (5) 图5拉铆螺母粘胶密封图 (6) 图6拉铆螺母变种结构图 (6) 图7测试加载图 (7) 表目录 表1通孔小沉头六角拉铆螺母尺寸 (4) 表2封闭型平头拉铆螺母尺寸 (5) 拉铆螺母抗拉力、、抗推力及抗扭矩要求 (7) 表3拉铆螺母抗拉力
1、目的和适用范围 1.1目的 结构外购件技术要求是描述公司结构外购件的受控性文件,其作用为: 供应厂商进行产品设计、生产和检验的依据。 品质部门验货、退货的依据。 物料部门进行采购的依据。 对供应厂商产品质量进行技术认证的依据。 结构设计部门选用结构外购件的依据。 1.2适用范围 本技术要求适用于拉铆螺母的选型、采购与检验。 2引用的相关标准 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 DKBA2332本公司采购物料环保规范 DKBA04000100不锈钢紧固件质量要求 DKBA04500045硅胶粘接质量要求 GB/T17880.6铆螺母技术条件 3项目编码与建模命名 3.1项目编码 不单独申请编码。 3.2建模命名 Name:
拉铆螺母技术规范
目录 1应用范围 (2) 2安装方式 (2) 2.1本规范所规定之铆螺母按如下方式进行安装: (2) 3铆螺母选型条件 (3) 3.1铆螺母螺纹的公称直径;如:M3~M12; (3) 3.2铆螺母头型; (3) 3.3铆螺母类型;盲孔或通孔,采用B和O进行标识,如C.FO、H.fB (3) 3.4需铆接工件的板厚; (3) 3.5需铆接工件的材质; (3) 4铆螺母安装孔的加工 (3) 5铆螺母安装要求 (4) 5.1安装时,铆螺母至少突出工件0.1mm。 (4) 5.2安装后收缩量(安装后测量,发现安装有问题的应当重新安装) (4) 5.3安装后铆螺母的特性及拉伸强度 (5) 6检验 (6) 6.1极限安装铆接强度检验 (6) 6.2铆螺母螺纹检验 (6) 6.3铆螺母化学成份检验 (6) 6.4外观检验 (7) 7标识、包装及运输 (7) 7.1标识 (7) 7.2包装及运输 (7) 8附1:C.FB型铆螺母 (8) 9附2:C.FO型铆螺母 (9) 10附3:H.fB型铆螺母 (11) 11附4:H.fO型铆螺母 (12) 12附5:H.FB型铆螺母 (13) 13附6:CDH.kT型铆螺母 (14)
1应用范围 本规范应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动加速度 频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规范所规定之铆螺母按图1所示方式进行安装: 图1:铆螺母的安装方式 1)将铆螺母放入铆枪内; 2)将装在铆枪内的铆螺母放入需铆接工件已加工好的孔内; 3)铆接到位; 4)铆枪退出。