车间设备布局优化的三维可视化研究
车间布置设计的要求和原则
车间布置设计的要求和原则 1、要求 1)生产设备要按工艺流程的顺序配置,在保证生产要求、安全及环境卫生的前提下,尽量节省厂房面积与空间,减少各种管道的长度。2)保证车间尽可能充分利用自然采光与通风条件,使各个工作地点有良好的劳动条件。 3)保证车间内交通运输及管理方便。万一发生事故,人员能迅速安全地疏散。 4)厂房结构要紧凑简单,并为生产发展及技术革新等创造有利条件。 2、原则 1)各工序的设备布置要与主要流程顺序相一致,是生产线路成链状排列而无交叉迂回现象,并尽可能自流输送,力求管线最短。 2)注意改善操作条件,对劳动条件差的工段要充分考虑朝向、风向、门窗、排气、除尘及通风设施的安装位置。设备的操作面应迎着光线,使操作人员背光操作。 3)辅料制备车间应与适用设备靠近,但如液氯汽化、制漂等有污染和粉尘部分,应有墙与车间隔开,应有通风等必要的设施。 4)冬天无严重冰冻地区的工厂可考虑把不适宜在车间内布置的设施,布置在室外。高压容器等有爆炸危险的设备应布置在室外。并有安全报警和事故排空等安全措施。 5)设备布置在楼面还是布置在底层,要视楼面荷载及是否利用位差输送等因素而定。一般洗浆设备布在楼面,黑液槽及浆池布在底层。
6)相互联系的设备在保证正常运行、操作、维修、交通方便和安全条件下,尽可能靠近。 7)设备与墙柱之间的间距,无人通过最小500mm,有人通过最小800mm 8)泵与泵之间间距一般1000mm,泵组之间间距约1500mm。 9)设备的安装位置不应骑在建筑物的伸缩缝或沉降缝上。 10)发散有害物质、产生巨大噪音和高温的生产部分应同一般的生产部分适当的隔开,以免互相干扰。 11)要统一安排车间所有操作平台、各种管路、地沟、地坑及巨大的或震动大的设备基础,避免同厂房基础发生矛盾。 12)操作平台的宽度应大于500mm,平台向上距梁底或楼板的距离应大于2000mm,平台下若走人或有设备需检修,平台底部净高不应小于2000mm。 13)合理安排厂房的出入口,每个车间出入口不应少于2个,厂房大门的宽度应比所需通过的设备宽度大200mm左右,比满载的运输工具宽度要大600~1000mm,总的宽度不应小于2000~2500mm。14)要考虑必要的锥料面积。 15)遵守国家的有关劳动卫生及防火安全等方面的各项规定,《建筑设计防火规范》。 16)要考虑到厂房扩建的需要。 17)在满足生产工艺需要的同时,设备布置要尽量符合建筑结构标准化要求,18m以下,采用3m的倍数,18m以上采用6m的倍数,多
车间内典型设备的布置通用范本
内部编号:AN-QP-HT544 版本/ 修改状态:01 / 00 When Carrying Out Various Production T asks, We Should Constantly Improve Product Quality, Ensure Safe Production, Conduct Economic Accounting At The Same Time, And Win More Business Opportunities By Reducing Product Cost, So As T o Realize The Overall Management Of Safe Production. 编辑:__________________ 审核:__________________ 单位:__________________ 车间内典型设备的布置通用范本
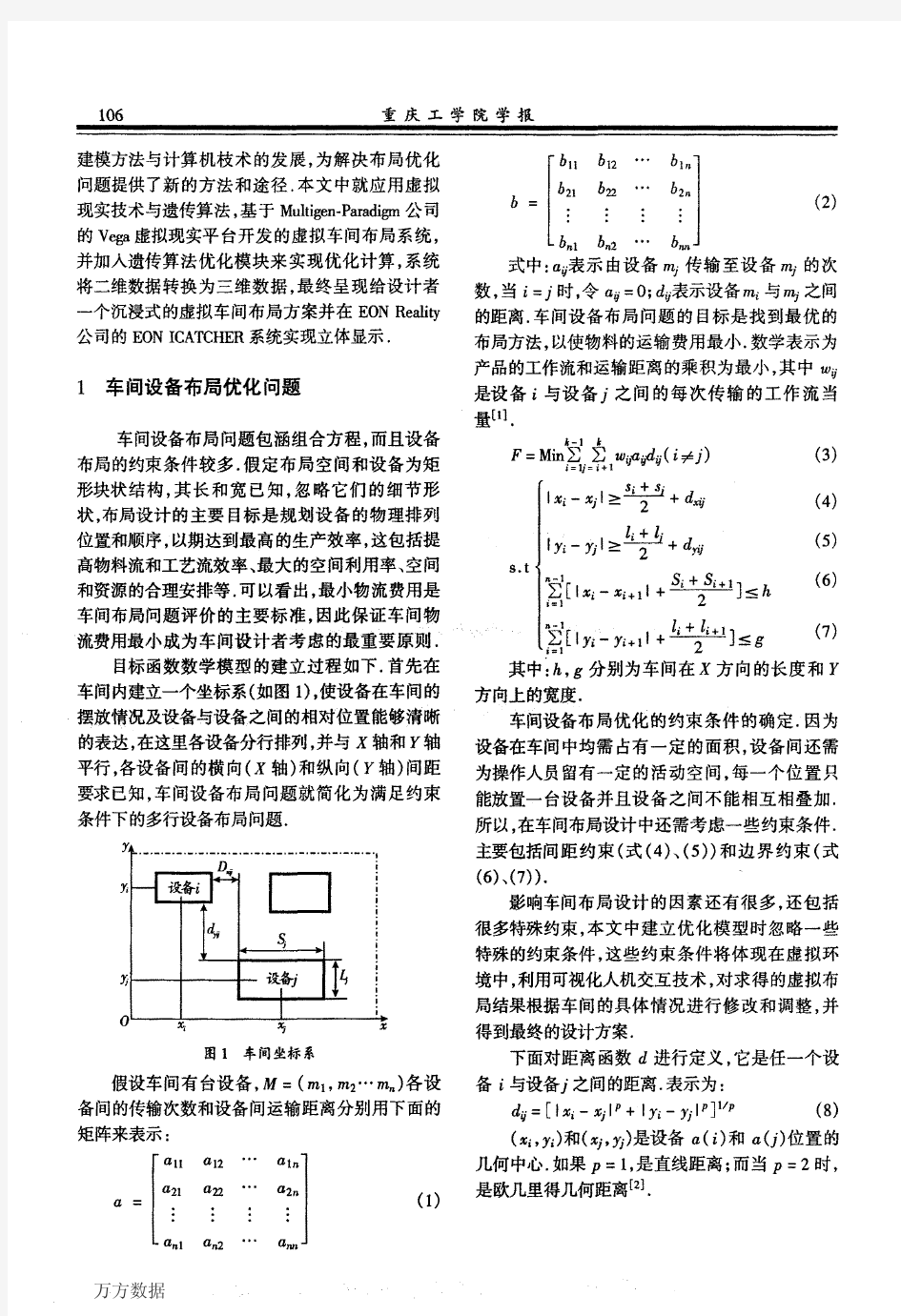
车间内典型设备的布置通用范本 使用指引:本安全管理文件可用于贯彻执行各项生产任务时,不断提高产品质量,保证安全生产,同时进行经济核算,通过降低产品成本来赢得更多商业机会,最终实现对安全生产工作全面管理。资料下载后可以进行自定义修改,可按照所需进行删减和使用。 一、塔 塔的布置形式很多,常在室外集中布置,在满足工艺流程的前提下,可把高度相近的塔相邻布置。 单塔或特别高大的塔可采用独立布置,利用塔身设操作平台,供工作人员进出人孔、操作、维修仪表及阀门之用。平台的位置由人孔位置与配管情况而定,具体的结构与尺寸可由设计标准中查取。 塔或塔群布置在设备区外侧,其操作侧面对道路,配管侧面对管廊,以便施’工安装、维修与配管。塔顶部常设有吊杆,用以吊装塔
公司生产车间布局优化实施方案
公司生产资源配置调整方案 随着公司两大战略的实施,公司的装备、产品的质量与车间的布局,已远远满足不了公司发展的需要,为改变现状,经公司研究决定:购置生产装备、调整现有的生产布局。 布局调整后,新的人力资源整合如下: 胶业公司更名为胶业营销公司,营销总经理:李永亭 分厂厂长:唐正茂 副厂长兼生产部部长:史胜武 橡胶生产车间主任:王振华 为保证上述任务顺利及时完成,特成立领导小组,具体组成如下: 组长:张总(张云龙) 副组长:韩总(韩卿旺) 组员:唐正茂、刘洪强、张永杰、徐明文、赵雷、张仁君、史胜武 具体方案为: .购置生产装备,具体明细见下表: .生产布局调整, 分厂西侧两跨车间为铆焊装配车间,北侧南跨车间为原材料存放、下料区域,北侧北跨车间为机加工车间。现胶业公司轨道西侧整体搬迁到分厂; 对湿法橡胶车间加东西隔断,电力车间整体搬迁至隔断北侧; 木工房周边的设备搬迁到现胶业车间北侧指定区域; 胶业车间腾出的区域: 南侧自东到西依次为型材及下料区; 中间自东到西依次为板材及下料区;
北侧自东到西依次为机加工半成品库、小件发货区; 老药厂折掉,改造为喷砂、喷漆车间; 装配车间与胶业车间中间的露天场地现有材料及设备分类整理清空转运至分厂后,安装大型起重设备(原起重设备保留); 轨道以东,存放大型管材型材,轨道以西,为成品存放区; 出厂时需要安装的衬板存放在原地,出厂时不需要装的衬板,存放在分厂; 现车间内物流办公室腾出给仓库做办公室,物流办公室搬迁至木工房小房间内; 现有的机加工车间主通道以西为大型铸件毛坯、半成品及成品存放区; 六米五立车对面(通道以东)安装大型卷板机; 筒体机床东面,安装自动焊机,原有的自动焊机调整至分厂; .负责人、具体负责内容及时限要求见下表:
公司生产车间工艺布局优化方案
【最新资料,Word版,可自由编辑!】
目录 摘要............................................................................................................................... Abstract ........................................................................................................................... 第一章绪论................................................................................................................... 1.1 研究的背景及意义.................................................................................................. 1.2国内外研究综述...................................................................................................... 1.2.1 国外研究现状....................................................................................................... 1.2.2 国内研究现状....................................................................................................... 1.3 研究内容及研究思路.............................................................................................. 1.4文章拟创新点.......................................................................................................... 第二章相关理论概述................................................................................................... 2.1 生产物流及优化...................................................................................................... 2.1.1 生产物流的概念................................................................................................... 2.1.2 生产物流的基本特征........................................................................................... 2.1.3 影响生产物流的主要因素................................................................................... 2.2 生产车间工艺布局的内容及要求.......................................................................... 2.2.1 生产车间工艺布局的内容................................................................................... 2.2.2 车间设备配置的要求........................................................................................... 2.2.3 生产现场管理的要求........................................................................................... 2.2.4 生产日常管理的要求........................................................................................... 第三章 XX公司生产车间工艺布局现状分析.............................................................. 3.1 XX公司车间简介 .................................................................................................... 3.2 XX公司车间制造流程 ............................................................................................ 3.3 XX公司车间生产工艺布局存在的问题及原因 .................................................... 第四章 XX公司生产车间工艺布局优化研究.............................................................. 4.1 车间工艺布局总体要求.......................................................................................... 4.2 车间生产流程优化研究.......................................................................................... 4.3 车间上设施布局优化研究...................................................................................... 4.4 车间搬运系统优化研究..........................................................................................
车间设备布置设计
车间设备布置设计 6.1设计原理 6.1.1设计依据 (1)要有厂区总平面布置图,并且在总图上已经明确规定了本车间所处的具体位置和区划。 (2)已掌握本车间与其他各生产车间、辅助生产车间、生活设施以及本车间与车间内外的道路、铁路、码头、输电、消防等的关系。了解有关防火、防雷、防爆、防毒和卫生等常用的设计规范和规定。 (3)熟悉本车间的生产工艺并已设计完成管道及仪表流程图;熟悉有关产品的物性数据、原材料和主、副产品的贮存、运输方式和特殊要求。 (4)熟悉本车间各种设备的特点、要求及日后的安装、检修、操作所需空间、位置。根据设备的操作情况和工艺要求,决定设备装置是否露天布置,是否需要检修场地,是否需要经常更换等。 (5)了解本车间工艺有关的试验、配电、控制仪表等其他专业和办公、生活设施方面的要求。 (6)具有车间设备一览表和车间定员表。 6.1.2 车间设备布置原则 1、.车间布置设计要适应总图布置要求,与其他车间、公用工程系统、运输系统组成有机体。 2、最大限度的满足生产工艺要求包括设备维修要求,了解其他专业对本车间的布置要求 3、经济效果要好。车间平面布置设计应简洁紧凑,已达到最小的占地面积;车间立面设计应尽量将高大的设备布置在室外,如不能布置在室外的尽量单独处理。 4、便与生产管理,安装操作检修方便。 5、要符合有关的布置规范和国家的有关法规,妥善处理防火,防爆防毒防腐等问题,保证生产安全,还要符合建筑规范和要求。 6、要留有发展余地,为将来厂房扩建提供适当的空间。 6.2 车间设备布置的方法与步骤 ①根据工艺的要求与土建专业共同拟订各车间的结构形式、柱距、跨度、层高、间隔等初步方案,并画成1:50或1:100比例的车间建筑平面图。
公司生产车间布局优化实施方案
公司生产车间布局优化实施方案 优化区域平面示意图(现在实际布局) 运 输 轨 道
优化区域平面示意图(计划布局) 运 输 轨 道
公司装配车间剪板、下料区域小、存放的原材料多且下好的料无固定的存放区域,严重制约了车间的正常生产进度。另外公司为提高产品外观质量,计划新增起重设备、喷砂、喷漆设备。因此公司计划对剪板、下料区域进行整改、优化,并对新增的超重设备、喷砂、喷漆设备选择新的安装区域,特实施本方案。方案实施范围: 1.公司分厂西面南北向车间整理,设备搬出本车间,以备胶业公司搬迁到此车间; 2.胶业公司机加工车间、装配铆焊车间及与两个车间相关的仓库物资搬迁到公司分厂; 3.电力车间搬迁到运输轨道以东的区域并用隔断加以与橡胶车间区分。公司原材料、下好的材料及装配车间剪板、下料两道工序(含现有的设备及即将增加的设备)迁到胶业公司腾出的区域; 4.电力车间内部木工房及部分仓储物资搬迁清理; 5.装配车间与胶业车间之间的区域,对现存放大量原材料进行分类整理,存放到胶业公司腾出的区域(与剪板、下料工序分区域放置); 6.仓库办公区域及以西的房屋折掉; 7.装配车间与胶业车间之间的区域,起重设备/喷砂、喷漆设备安装在此区域。
生产车间平面示意图第一页(现在实际)、第二页(计划优化)。 为了使本方案顺利时行,及时优质高效的完成,公司特成立方案实施小组。具体人员组成如下: 方案实施组长:张总(张云龙) 方案实施副组长:韩总(韩卿旺) 方案实施组成员:唐正茂、刘洪强、王海、张永杰、宋书明、徐明文、 姜明喜、张仁君、史胜武、闫晓东、董文江、宫旭 具体实施内容、负责人、日程安排如下:
车间设备布置设计教学内容
车间设备布置设计
车间设备布置设计 6.1设计原理 6.1.1设计依据 (1)要有厂区总平面布置图,并且在总图上已经明确规定了本车间所处的具体位置和区划。 (2)已掌握本车间与其他各生产车间、辅助生产车间、生活设施以及本车间与车间内外的道路、铁路、码头、输电、消防等的关系。了解有关防火、防雷、防爆、防毒和卫生等常用的设计规范和规定。 (3)熟悉本车间的生产工艺并已设计完成管道及仪表流程图;熟悉有关产品的物性数据、原材料和主、副产品的贮存、运输方式和特殊要求。 (4)熟悉本车间各种设备的特点、要求及日后的安装、检修、操作所需空间、位置。根据设备的操作情况和工艺要求,决定设备装置是否露天布置,是否需要检修场地,是否需要经常更换等。 (5)了解本车间工艺有关的试验、配电、控制仪表等其他专业和办公、生活设施方面的要求。 (6)具有车间设备一览表和车间定员表。 6.1.2 车间设备布置原则 1、.车间布置设计要适应总图布置要求,与其他车间、公用工程系统、运输系统组成有机体。 2、最大限度的满足生产工艺要求包括设备维修要求,了解其他专业对本车间的布置要求
3、经济效果要好。车间平面布置设计应简洁紧凑,已达到最小的占地面积;车间立面设计应尽量将高大的设备布置在室外,如不能布置在室外的尽量单独处理。 4、便与生产管理,安装操作检修方便。 5、要符合有关的布置规范和国家的有关法规,妥善处理防火,防爆防毒防腐等问题,保证生产安全,还要符合建筑规范和要求。 6、要留有发展余地,为将来厂房扩建提供适当的空间。 6.2 车间设备布置的方法与步骤 ①根据工艺的要求与土建专业共同拟订各车间的结构形式、柱距、跨度、层高、间隔等初步方案,并画成1:50或1:100比例的车间建筑平面图。 ②认真考虑设备布置的原则,应满足各方面的要求。 ③将确定的设备数以最大的外形尺寸比例制作成硬纸块模板(一般为1:50或1:100),并标明设备的名称。 ④将这些设备的硬纸块模板按车间设备布置在相同比例的车间建筑平面图上,布置的形式可多种多样,一般2-3个方案,以便加以比较。经过多方面的比较,选择一个最佳方案。 ⑤检查各设备基础大小,设备安装、起重、检修的可能性;考虑设备支架的外形、结构、常用设备的安全距离;考虑外管及上、下水管进、出车间的位置;考虑操作平台、局部平台的位置大小等。设备草图经修改后,要广泛征求各有关专业部门的意见,集思广益,做必要的调整,提交建筑人员设计建筑图。 ⑥设计人员在取得建筑设计图后,根据布置草图绘制成正式的设备平面布置图。 6.3 设备布置图内容
(完整word版)车间设备布置设计
5.车间设备布置设计 5.1车间设备布置的原则 5.1.1车间设备布置的原则 1 从经济和压降观点出发,设备布置应顺从工艺流程,但若与安全、维修和施工有矛盾时,允许有所调整。 2 根据地形、主导风向等条件进行设备布置,有效的利用车间建筑面积(包括空间)和土地(尽量采用露天布置及建筑物能合并者尽量合并)。 3 明火设备必须布置在处理可燃液体或气体设备的全年最小频率风向的下侧,并集中布置在装置(车间)边缘。 4控制室和配电室应布置在生产区域的中心部位,并在危险区外。 5 充分考虑本装置(车间)与其他部门在总平面布置图上的位置,力求紧凑、联系方便,缩短输送管线,达到节省管材费用及运行费用的目的。 6 留有发展的余地 7 所采取的劳动保护、防火要求、防腐蚀措施要符合有关标准、规范的要求。 8 有毒、有腐蚀性介质的设备应分别集中布置,并设围堰,以便集中处理。 9 设备安全通道、人流、物流方向应错开。 10 设备布置应整齐,尽量使主要管道走向一致[13]。 5.1.2 车间设备平面布置的原则 车间平面布置首先必须适合全厂总平面布置的要求,应尽可能使个车间的平面布置在总体上达到协调、整齐、紧凑、美观,相互融合,浑成一体。其次,必须从生产需要出发,最大限度的满足生产包括设备维修的要求。即要符合流程、满足生产、便于管理、便于运输、利于设备安装和维修。第三,生产要安全。即要全面妥善的解决防火、防爆、防毒、防腐、卫生等方面的问题,符合国家的各项有关规定。第四,要考虑将来扩建及增建的余地,为今后生产发展、品种改革、技术改造提供方便。但这些一定要最有效的利用车间的建筑面积(包括空间)和土地(设备装置能露天布置的尽量露天布置,建筑物能合并的应尽量合并)。5.1.3 车间设立面布置的原则 厂房的立面形式有单层、多层和单层与多层相结合的形式。多层厂房占地少但造价高,而单层厂房占地多但造价低。采用单层还是多层主要应根据工艺生产的需要。例如制碱车间的碳化塔,根据工艺要求须放在厂房内,但塔有比较高,
生产车间布局优化研究
第一章绪论 1.1车间布局设计概述 1.1.1布局设计概述 从一般意义上说,布局设计就是将一些物体按一定的要求合理放置在一个空间内,它是一个涉及参数化设计、人工智能、图形学、信息处理、优化、仿真等技术的交叉学术领域,实践证明它还是一个复杂的组合优化问题。它存在于现实生活的许多行业和方面: 1) 航空航天工业中,航天器上各种仪器的布局摆放问题; 2) 造船、汽车等交通工具内不同形状、大小的物体放置问题; 3) 集成电路设计中,各种元件的合理布置问题; 4} 建筑设计中,各房间的合理布置及厂房、设备等布局问题; 5) 机械设计领域中,各种基于装配的机床布局设计问题; 布局问题具有广泛的应用背景,布局结果的好坏对整个行业生产的合理性、经济性、安全性等都有重大的影响。本课题主要研究制造系统中车间布局设计问题。生产车间是制造系统的基本组成部分,直接承担着企业的加工、装配任务,是将原材料转化为产品的部门。所谓车间布置就是按照一定的原则,合理地确定车间内部各组成单位(工段、班组)及工作地,设备之间的相互位置,从而使它们成为一个有机整体,实现车间的具体功能和任务。车间布置一般包括:基本生产部分、辅助生产部分、仓库部分、过道部分、车间管理部分、生活福利部分等。 由于车间布置决定了以后车间的物流方向和速率,从而从结构上限定了车间的功能潜力,因此车间布置是构造一个有效车间系统最为重要的环节,相同车间地址、相同的人员、相同的设备和技术,仅仅是由于布置的方式不一样,生产系统的功能可以有天壤之别。高效率的车间布置作为提高企业生产效率和效益的重要手段之一,越来越受到人们的重视。 1.1. 2 物流设计概述 物流系统的设计是整个车间布局的一个重要部分,也是本文考虑的问题之“物流”是指社会物质资料从生产一直到消费前的全部流通过程。“工厂物流”是指工厂从原料进厂,经过存储、加工、制造、装配厂的整个生产过程中(包括原料、材料、半成品、配套件、、包装直至成品出成品)的每个环节流动、储存的全过程。“工厂物流技术”是应用现代科学技术和方法,实现车间内部的物流系统(Material handling system, MHS)合理化技术车间布局的实质就是对制造资源(包括人、机具和物料)在空间上密切有机结合,时间上适当连接、减少物料搬运工作量,减少自制零件和外购件的损坏,节省费用。在布局设计的过程中考虑物流因素,不仅能降低其过程中的运输成本而且还能加快生产流程,最终达到提高生产能力和降低企业生产成本的目的。 在工业发达的国家,除了降低原材料和能源消耗外,己把改进物料搬运、改善工厂中的物流组织看作是减少和节省开支以获取利润的“第三源泉”,这是值得我们很好地研究和挖掘的。因此,工艺设计人员除了要根据产品生产纲领正确选择生产工艺和机器设备外,还必须进行物流分析和设计。因为合理的物流设计也同样能大大提高生产率,降低生产成本11-21一个有效的物料流程是物料在工艺过程中按顺序一直不断地向前流动直至完成,没有过多地迁回或倒流。 物流与生产同时发生,并随着加工技术的提高,加工在整个生产过程中比重下降而逐渐为人们所重视,物流技术的提高借助于自动化技术的发展得以实现。物流技术的发展大致经历了以下几个阶段 1) 人工物流。人工物流是原始的形式,物料的输送、存取由人或借助于简单的机械来实现。这种方式由于方式灵活、初期投资少、设备简单,而被一些中小规模的企业广泛采用。这种方法的缺点是节奏慢、劳动强度大、工资支出多,且不利于集成控制。
车间布置原则
车间布置原则:优良的车间布置设计,技术先进、经济合理、节省投资、操作维修方便、设备排列简洁、紧凑、整齐、美观。 1. 应符合生产工艺的要求 2. 应符合生产操作的要求 3. 应符合设备安装、检修的要求 4. 应符合厂房建筑的要求 5. 应符合节约建设投资的要求 6. 应符合安全、卫生和防腐蚀的要求 7. 应符合生产发展的要求 厂房建筑结构 常用结构型式有两种:排架结构框架结构 钢筋混凝土排架结构是由屋面梁或屋架、柱和基础组成,柱与屋架铰接,而与基础钢接。 这种结构是目前单层厂房结构的基本形式。跨度可超过30m,高度可达20—30m或更大,吊车吨位可达150t或更大。 框架结构是由横梁和立柱所组成。在多层房屋中,它们形成多层多跨框架。框架可以是等跨的或不等跨的,层高相等或不相等的。 框架可分为:现浇式装配式装配整体式 装配整体式框架,是将预制构件就位后再连成整体的框架。由于它兼有现浇式与装配式框架的一些优点,所以应用最为广泛。 按承重结构的材料,厂房结构可分为如下几种: (1)混合结构用砖柱承重,钢筋混凝土屋架或木屋架或轻钢屋架。 (2)钢筋混凝土结构全部承重构件都用钢筋混凝土制成构件。在发酵工厂应用十分普遍,一般主要车间都采用这类结构。 (3)钢结构厂房的柱、梁和屋架都由各种形状的型钢组合连接而成的结构物,主要用于大跨度建筑和高层建筑。 1.建筑物的视图 表达建筑物正面外形的主视图称为正立面图,侧视图称为左或右侧立面图。 将正立面图或侧立面图画成剖视图时,一般将垂直的剖切平面通过建筑物的门、窗。 这种立面上的剖视图称为剖面图。 建筑物的俯视图一般都画成剖视图,称为平面图。 2.绘制建筑图应注意的问题 (1)凡未被剖切的墙、墙垛、梁、柱和楼板等结构的轮廓,都用细实线画出; 被剖切后的剖面轮廓则用较粗的实线画出。 这些结构,以及门、窗、孔洞、楼梯等常见构件的规定画法,可见图5-2的立体图。需要时,可查阅《国家标准建筑制图》。 (2)厂房建筑图中的墙、柱或墙垛,一般用点划线画出它们的定位轴线并编号。 平面图上的纵向定位轴线,应按水平方向从左至右顺次用阿拉伯数字编号: 横向的定位轴线,则按垂直方向由下而上顺次用大写英文字母编号。 在立面图和剖面图上,一般只画出建筑物最外侧的墙或柱的定位轴线,并注写编号。 轴线编号一般排列在图面的下方和左方。 (3)建筑物各层楼、地面和其他构筑物相对于某一基准面的高度,称为“标高”。 标高数值以m为单位,一般标注至小数点以后第三位。 (4)基准面。例如某层的楼,地面,某标高为零,并标注为±0.000。
发动机车间布局优化设计研究
发动机车间布局优化设计研究 1 2020年5月29日
发动机车间布局优化设计研究 摘要 车间布局设计是制造系统设计的重要内容之一,车间布局的优劣直接决定 着产品质量、生产率和经济效益。论文阐述了设施布局设计的基本原则、理论 及方法,分析了国内外生产系统中常见的布局设计原理及方法,提出了车间布 局优化设计框架。该框架避免了传统设计方法过于依赖经验、约束过多及复杂 难解的缺点,从理论上拓展了布局设计的方法。本文以该框架为指导,本着理 论与实践统一的基本立意,应用SLP法,实现了发动机车间平面布局的优化; 并结合计算机建模和仿真技术,应用人因工程、生产线平衡等关于设施布局及 工作地优化等相关理论和方法完成了发动机车间三维布局的部分优化工作。从 而验证了车间布局优化设计框架的指导作用,实现了发动机车间布局的优化设 2 2020年5月29日
计。 关键词: 车间布局建模与仿真发动机生产线平衡 Research on Optimal Design of Engine Workshop Layout Abstract Th ed es ign o fw orkshopl ayoutis o neo ft hei mportantc ontentin the design of manufacturing system, and a good workshop layout or not decided directly the products quality, the productivity and the economy efficiency· This paper expatiates the basic principle, theory and method of the facility layout design, analyses principle and methods of the traditional layout design domestic and overseas, and then provides a frame of optimum design for workshop layout. This frame avoids the demerit of the traditional design method that relying excessively on experience, having over-restriction and being complicated, and thereby, extend the method of the design of layout. Directedb yt hisfr amea ndb asedo nt heu nificationo fth eorya ndp ractice,th e planar engine workshop layout is optimized by using SLP; combining with the development of computer modeling and simulation technology and using correlative theories and methods about facility layout such as ergonomics and line balancing, some optimizing work in three-dimensional engine workshop layoutis im plemented.C onsequently,th ea vailabilityo fth ef ramei sv alidated,and the optimal design of engine workshop layout is completed. keywords: WorkshopL ayout Lin e b al an cin g Modeling and Simulation 3 2020年5月29日
精编【现场管理】发动机车间布局优化设计研究
【现场管理】发动机车间布局优化设计研究 xxxx年xx月xx日 xxxxxxxx集团企业有限公司 Please enter your company's name and contentv
发动机车间布局优化设计研究 摘要 车间布局设计是制造系统设计的重要内容之一,车间布局的优劣直接决定 着产品质量、生产率和经济效益。论文阐述了设施布局设计的基本原则、理论 及方法,分析了国内外生产系统中常见的布局设计原理及方法,提出了车间布 局优化设计框架。该框架避免了传统设计方法过于依赖经验、约束过多及复杂 难解的缺点,从理论上拓展了布局设计的方法。本文以该框架为指导,本着理 论和实践统一的基本立意,应用SLP法,实现了发动机车间平面布局的优化; 且结合计算机建模和仿真技术,应用人因工程、生产线平衡等关于设施布局及 工作地优化等相关理论和方法完成了发动机车间三维布局的部分优化工作。从 而验证了车间布局优化设计框架的指导作用,实现了发动机车间布局的优化设计。 关键词: 车间布局建模和仿真发动机生产线平衡 Research on Optimal Design of Engine Workshop Layout Abstract Th ed es ign o fw orkshopl ayoutis o neo ft hei mportantc ontentin the design of manufacturing system, and a good workshop layout or not decided directly the products quality, the productivity and the economy efficiency·This paper expatiates the basic principle, theory and method of the facility layout design, analyses principle and methods of the traditional layout design domestic and overseas, and then provides a frame of optimum design for workshop layout. This frame avoids the demerit of the traditional design method that relying excessively on experience, having over-restriction and being complicated, and thereby, extend the method of the design of layout. Directedb yt hisfr amea ndb asedo nt heu nificationo fth eorya ndp ractice,th e planar engine workshop layout is optimized by using SLP; combining with the development of computer modeling and simulation technology and using correlative theories and methods about facility layout such as ergonomics and line balancing, some optimizing work in three-dimensional engine workshop layoutis im plemented.C onsequently,th ea vailabilityo fth ef ramei sv alidated,and the optimal
车间内设备的布置
车间内设备的布置车间设备布置是确定各个设备在车间中的位置;确定场地与建筑 物的尺寸;确定管理、生产仪表管线、采暖通风管线的走向和位置。最佳的设备布置应做到;经济合理,节约投资,操作维修方便、安全,设备排列紧凑,整齐美观。 一、设备布置露天化 属于下列几种情况者,可以考虑设备露天布置。生产中不需要 经常操作的设备,自动化程度较高的设备或受气候影响不大的设备。如塔、冷凝器、液体原料贮罐、气柜等。需要大气调节温度、湿度 的设备,如凉水塔、空气冷却器等。有爆炸危险的设备。 二、满足生产工艺与操作要求 设备布置时一般采用流程式布置,以满足工艺流程路径,保证 工艺流程在水平和垂直方向的连续性。在不影响工艺流程路径的原 则下,将同类型的设备或操作性质相似的有关设备集中布置,可以 有效地利用建筑面积,便于管理、操作与维修。还可以减少备用设 备或互为备用。如塔体集中布置在塔架上,换热器、泵组成布置在 一处等。充分利用位能,尽可能使物料自动流送,一般可将计量设备、高位槽布置在最高层,主要设备(如反应器等)布置在中层,贮槽、传动设备等布置在底层。考虑合适的设备间距。设备间距过大 会增加建筑面积,拉长管道,从而增加建筑和管道投资;设备间距
过小导致操作、安装与维修的困难,甚至发生事故。设备间距的确定主要取决于设备管道的安装、检修、安全生产以及节约投资等几个因素。表4—1和图4—3介绍了一些设备安全间距,可供一般设备布置时参考。 三、符合安装与检修的要求 必须考虑设备运人或搬出车间的方法及经过的通道。根据设备大小及结构,考虑设备安装、检修及拆卸所需的空间和面积,同类设备集中布置可统一留出检修场地,如塔、换热器等。塔和立式设备的人孔应对着空场地或检修通道的方向;列管换热器应在可拆的一端留出一定空间,以备抽出管子来检修等。 应考虑安装临时起重运输设备的场所及预埋吊钩,以便悬挂起重葫芦、拆卸及检修设备,如在厂房内设置永久性起重运输设备,则需考虑起重运输设备本身的高度,并使设备起吊运输高度大于运输途中最高设备的高度。 四、符合安全技术要求 设备布置应尽量做到工人背光操作,高大设备避免靠近窗户布置,以免影响门窗的开启、通风与采光。
中央供料系统在注塑车间内布局的设计及优化
中央供料系统在注塑车间内布局的设计及优化 注塑车间布局设计是一门技术、经济与环境保护相结合的科学。设计前期工作的任务是对设计项目进行全面分析,包括工艺流程、生产规模、主要设备、物流情况、工程的外部条件、投资回收周期、基建征地面积、环境保护等,设计人员必须深入生产现场,开展必要的可行性调查研究。注塑车间布局设计必须符合工艺要求、生产流程及物流方向合理,共享设施和全车间的布置协调一致,单位面积产出值高,人与中央供料设备的关系以及和其他备之间配合协调,便于设备安装维修和保养,还要考虑生产线进一步发展,以及节能、环保、安全、采光等。 注塑车间布局作为车间初步设计的主要内容,它就是合理确定各个组成部分及其各种设备、装置的具体位置。车间一般有六个部分组成:生产部分,包括各种注塑机与辅机;辅助生产部分;仓库部分,如原材料、半成品、工具存放处;过道,包括各种主辅通道;管理部门,如生产办公室、资料室、质量控制室等;生活部分,如休息室、更衣室、盥洗室等。所谓合理布置,就是要使设备、人员与物料的移动得到密切有效的配合,既使生产活动能有效地进行,又能节省生产
费用,并为职工提供一个安全、舒适、美观的工作环境。 在进行注塑车间布局设计时应注意遵循以下原则: 1.优先原则-共享设备是车间物流最为集中的设备,在整个车间布局中占有极为重要的作用,应该优先摆放。 2.设备成组原则-根据注塑生产设备的特点,宜采用成组原则布置,辅助设备按照功能需求形成单元进行布局,可以起到保持物流平衡、减轻搬运作业、减少在制品和库存、均衡设备能力和负荷的作用。
3.生产自动化原则-注塑机分为手工操作、半自动操作和全自动操作。对于小型注塑车间来说,由于各种辅机与设施跟不上,只能开半自动操作,还有产品也未考虑传送带去检验包装,产品浇口也未考虑机旁粉碎与新料按比例自动化送入注塑机料斗中。但是对于大型注塑车间,应尽可能设计生产工艺流程自动化与机械化,原料应考虑自动化送入料仓、自动化进行干燥、自动化送入塑机加料口,必要时用机械手取出制品,注塑产品自动化传送、检验、包装入库。
车间布局方法
附录二 附录二 燕山大学 本科毕业论文--文献综述 课题名称:SLP在J厂生产车间应用研究学院(系):经济管理学院 年级专业: 09工业工程 学生姓名:王惠民 指导教师:王艳亮 完成日期:2013年3月25日 II
一、课题国内外研究现状 随着市场需求的不断变化,企业需要不断调整生产任务。有的企业产品种类繁多、调整频繁,而生产过程中的设备、物流系统已难以满足实际生产要求,那些采用传统机群布局的生产车间或落后的生产形式都面临着改造。许多机械加工企业通常非常重视生产工艺知识,而对设备布局、物流搬运系统(包括工件、工艺装备)的设计则局限于经验水平,没有从专业理论或科学角度进行系统设计,从而制约了生产效率的提高[1]。车间布局对于生产效率、制造成本和产品品质都有着至关重要的影响。研究表明,大约有20%~50%的加工费用用于物料运输,而合理的设备布局至少能节约10%~30%的物料运输费用[2]。因此,对生产车间系统及其设备的布局研究具有重要的意义。 (一)国内现状 对于车间布局研究,西方发达国家明显领先。1961年,美国的缪斯提出了代表性的系统布置设计(SLP)理论,其中提到并建立了第一类理想的块状布局模型、动态布局等;由Venkatadri在1999年提出的分型布局,是利用分形几何中的自相似性概念而形成的一种布局方法,通过将车间分形成单元形式,允许了单元间物料流动和机械共享,综合工艺布置和产品布置的优点。随着成组技术,分型单元,可重组系统的成熟,Mckebdall提出的蚁群算法有效解决动态布局问题等等,在很大程度上解决了因为设备布局等问题带来的低效率,高耗费等问题[3]-[5],M. Adel提出用一种遗传算法解决制造业中设施布局设计问题,实现运转成本最小化,他考虑了各种物质流生产环境模式的流水车间布局、流程线布局(单线)与产品布局,多行布局、半圆形、循环布局[6]。 (二)国外现状 国内的研究,虽然远远落后于国外,最近却也呈现出一些先进的研究。黄太兵等人的大规模定制车间的布局概述,对车间出现的大规模定制情况进行了针对性研究,提出了三种适合大规模定制车间布局的类型(子生产型、C 型和花瓣形布局);李志华等人提出的单向环形设备布局设计,将建模与虚 1 1
精益生产布局改善-组装二车间布局改善
精益生产布局改善-组装二车间布局改善
精益生产布局改善 -----组装二车间布局改善 精益生产是消灭浪费,降低价格和扩大产品需求的途径,其中心思想可概述为五个原则:精确地确定特定产品的价值;识别出每种产品的价值流;使价值不间断地流动;让用户从生产者方面拉动价值;永远追求尽善尽美。清楚地了解这些原则,然后将这些原则加以试行,管理人员就可以充分利用精益技术,并可以保持稳定发展。唯一问题是,我们是否是一位准备好要实现精益飞跃的人? LBE的人一直在向精益生产方向努力,经历4个月时间,由现场工艺主导,在现场工装和生产部门的努力协作下,对组装小车间完成了布局优化改善,节省了空间、搬运距离和行走距离,减少了浪费。 改善要点: 1.激光打标区域改善:
3.组装小车间质检、领班办公区域改善: 小车间南边通道为成品入库的主通道,质检、领班办公区占用通道,使通道木拍成品运输不方便,改进后将办公区移至High end小屋前面,将主通道向南移,紧挨墙面立柱,保证通道宽度情况下,每排生产线增加1个工作台。 4.P$S区域生产工作台和物料区域改善: 上料通道与员工生产通道在同侧,上料不方便;工作台为坐式工作台下无备料件放置区域,生产使用原料与备料件同放 置在通道上,人员行走及不方便;流水线工作台与组件工作台 混杂在一起,生产时料流方向不清晰;组件区域距流水线较远,组件生产和使用造成重叠搬运;成品木拍占用生产线区域,使 生产线工位减少。 针对P$S以上问题点,经过相关部门人员共同努力,最终实现了以下目标:(1)更换工作台,由坐式作业改为走动式作
业;(2)上料与生产通道分开;(3)改进工艺路径和设备布局,使组件区域与流水线区域分开;(4)设立一条机动线,利于 Lexus和P&S线柔性生产。 5.焊接区域工作台和物料区域改善: 工作台高度较低,物料放置在通道上,通道堵塞。物料通道和人行通道没有分开,上料员需在员工背后上料,上料不方便。改善:购买可调座椅,加高工作台,使人员操作更加方便。与研发部协商,工装柜后移500mm,以增加1条上料通道(800mm)。 6.组装小车间工装、C件物料架的改善: 小车间主要产品为Lexus系列和P&S系列,原工装架的位置不合理,距Lexus生产区域较远,且两种系列的工装混合放置,工装搬运和管理不便。改善:将旧工装物料架淘汰并购买统一的白色物料架,将原质检、领班办公区改为Lexus专属工装区,将Lexus系列和P&S 系列的工装分别放置在各自生产区域旁,节省搬运距离,方便工装管理。