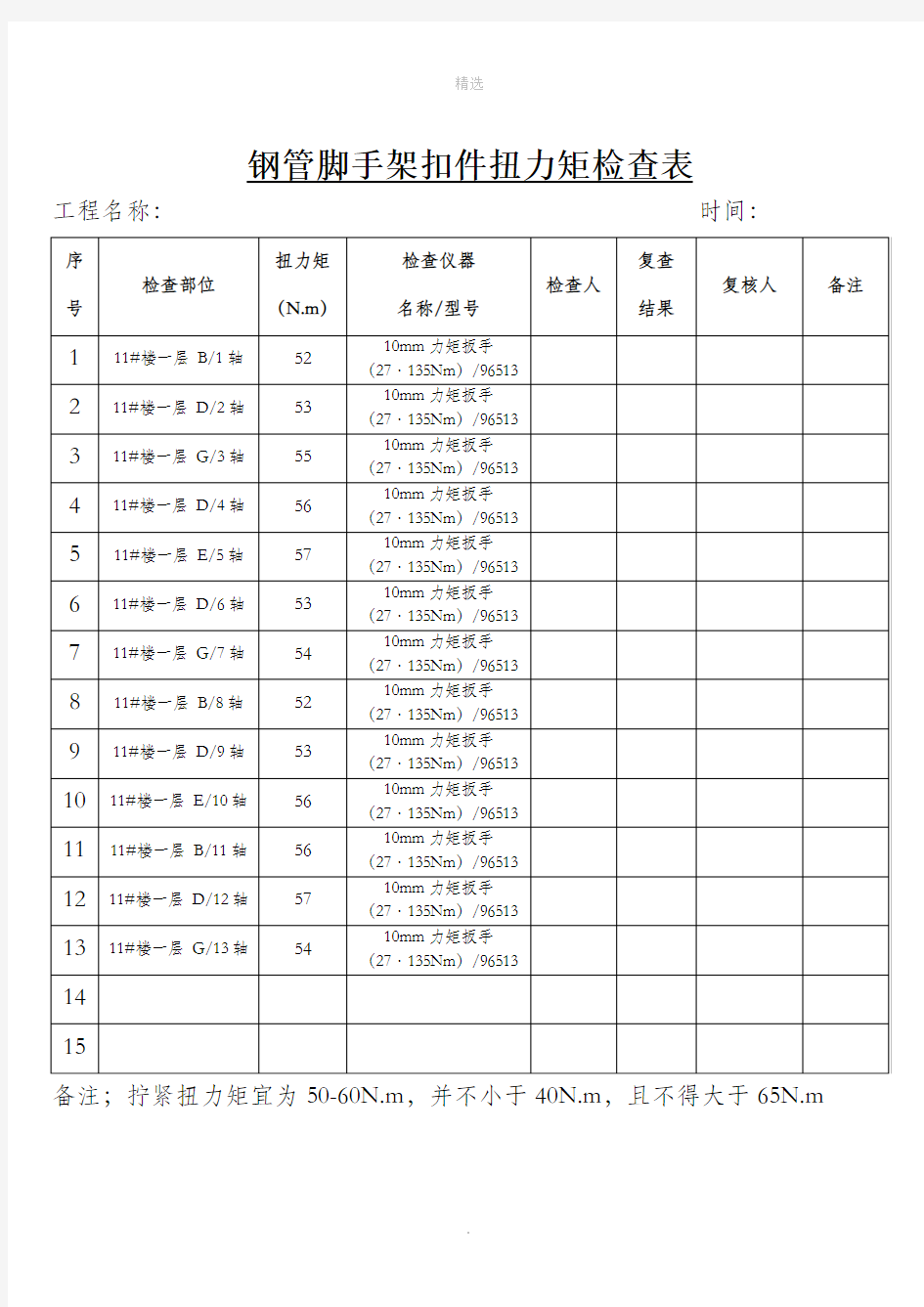
钢管脚手架扣件扭力矩检查表
钢管脚手架扣件扭力矩检查表
工程名称:时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
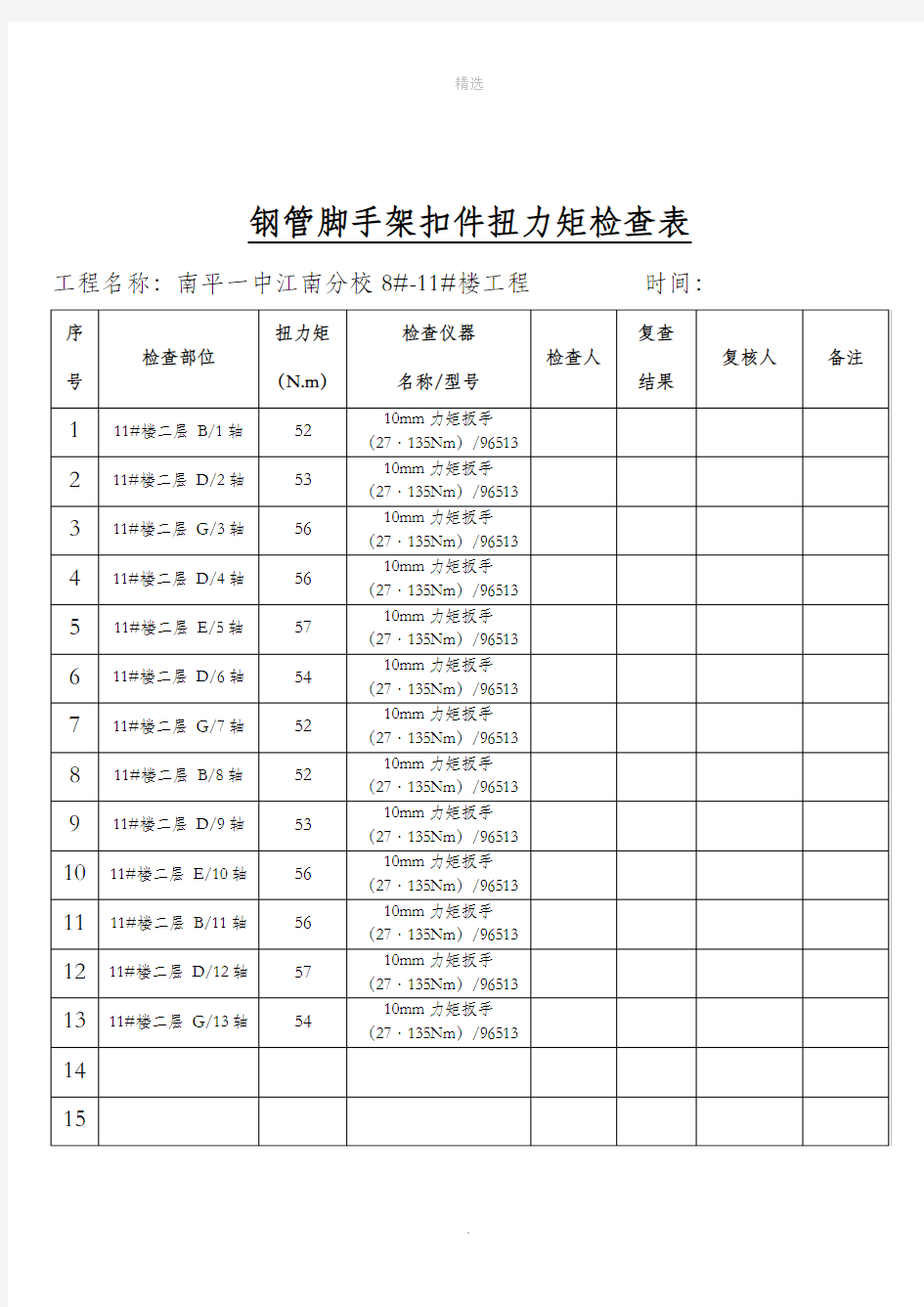
钢管脚手架扣件扭力矩检查表工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
工程名称:南平一中江南分校8#-11#楼工程时间:
备注;拧紧扭力矩宜为50-60N.m,并不小于40N.m,且不得大于65N.m
钢管脚手架扣件扭力矩检查表
机械连接钢筋丝头现场检查表最终版
机械连接钢筋丝头现场检查表最终版
————————————————————————————————作者:————————————————————————————————日期:
工程名称 宁波地铁3号线 TJ3105标体育馆站 钢筋规格C抽检数量 工程部位部位钢筋接头类型直螺纹代表数量连接套筒长度(cm) 检查日期 检验结果 序号有效螺纹 长度(cm) 不完整螺纹 长度(cm) 环止规旋入 量(<3P) 环通规旋入 量(cm) 端头外观 断牙裂纹已打磨 第一次抽取频率数量合格率 复检频率数量合格率 全部检查合格率结论 规定:1、钢筋端部应切平整或锉平后,再加工螺纹;2、墩粗头不得有与钢筋轴线相垂直的横向裂纹;3、钢筋丝头长度公差应为0~2.0P;4、通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3P;5、标准型接头安装后外露有效螺纹距不得超过2P;6、接头安装时最小拧紧力矩值(28~32)320N·m、(22~25)260N·m;7、钢筋端头离套筒中心不宜超过10mm;8、套筒不得弯曲、有肉眼可见裂纹、严重锈蚀、附着物。9、随机抽检10%,检验合格率不小于95%,否则加倍复检,复检合格率仍小于95%时,应对全部丝头逐个检验,合格者方可使用,不合格者应切去丝头重新鐓粗、加工螺纹。 检查:记录:复核:审核:
工程名称 宁波地铁3号线 TJ3105标体育馆站 套筒规格C抽检数量 工程部位接头类型直螺纹代表数量连接套筒长度(cm) 检查日期 检验结果 序号连接套筒 长度(cm) 塞止规旋入 量(<3P) 塞通规旋入 量(cm) 套筒外观 弯曲裂纹锈蚀附着物规则 第一次抽取频率数量合格率 复检频率数量合格率 全部检查合格率结论 规定:1、钢筋端部应切平整或锉平后,再加工螺纹;2、墩粗头不得有与钢筋轴线相垂直的横向裂纹;3、钢筋丝头长度公差应为0~2.0P;4、通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3P;5、标准型接头安装后外露有效螺纹距不得超过2P;6、接头安装时最小拧紧力矩值(28~32)320N·m、(22~25)260N·m;7、钢筋端头离套筒中心不宜超过10mm;8、套筒不得弯曲、有肉眼可见裂纹、严重锈蚀、附着物。9、随机抽检10%,检验合格率不小于95%,否则加倍复检,复检合格率仍小于95%时,应对全部丝头逐个检验,合格者方可使用,不合格者应切去丝头重新鐓粗、加工螺纹。 检查:记录:复核:审核:
钢筋机械连接质量要求
镦粗直螺纹机械连接现场质量控制要求针对目前钢筋加工过程中机械连接工艺实施现状,为提供现场质量控制依据,现将镦粗直螺纹机械连接工艺要求和施工检测要求明确。 一施工操作工艺 1.1 工艺规程 1.1.1直螺纹连接套连接钢筋施工工艺。钢筋预加工在钢筋加工棚进行,其施工程序是: 1.2 工艺操作方法: 施工现场钢筋安装连接程序是: 二施工现场接头的加工与安装 2.1 接头的加工
2.1.1 在施工现场加工钢筋接头时,应符合下列规定: 1加工钢筋接头的操作工人,应经专业人员培训合格后才能上岗,人员应相对稳定; 2钢筋接头的加工应经工艺检验合格后方可进行。 2.1.2 直螺纹接头的现场加工应符合下列规定: 1钢筋端部应切平、镦平后再加工螺纹; 2墩粗头不得有与钢筋轴线相垂直的横向裂纹,其长度应大于1/2套筒长度,镦粗过渡段坡度应不大于1:5;(应符合规范≤1/3) 3不合格的镦粗头,应切去后重新镦粗,不得对镦粗头进行二次镦粗; 4钢筋丝头长度应满足企业标准中产品设计要求,有效长度应不小于1/2连接套筒长度,公差应为+1p(p为螺距): 5钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p。抽检数量10%,检验合格率不应小于95%。 6完整螺纹部分牙形饱满,牙顶宽度超过0.25P的秃牙部分,其累计长度不宜超过一个螺纹周长。 4、直螺纹钢筋接头的安装: 1)钢筋丝头在套筒中央位置应相互顶紧,这是减少接头残余变形的最有效的措施,是保证直螺纹钢筋接头安装质量的重要环节;规定外露螺纹不超过1P 是防止丝头没有完全拧入套筒的辅助性检查手段; 2)为保证钢筋骨架在吊装连接时,其安装精度满足规范要求,在加工下一节钢筋笼前,应先逐根连接钢筋,按照连接质量要求连接后,在进行钢筋笼的焊接,加设加强箍筋等,对钢筋笼固定,并在钢筋上距丝头10cm处以红漆标识,作为连接后的套筒内丝头是否顶紧居中。在一根钢筋上沿钢筋轴向标有醒目标识,以保证在骨架吊装时能够准确连接。在钢筋笼内架设三角撑或十字撑,防止骨架在运送和吊装过程中,有较大变形。 3)表2.1是规定的最小拧紧扭矩值,是为减少接头残余变形而提出的,拧紧扭矩对直螺纹钢筋接头的强度影响不大; 4)根据国家计量检定规程《扭矩扳子检定规程》 JGJ 707 - 2003 扭矩扳
直螺纹机械连接力矩检测记录
直螺纹机械连接力矩检测记录 开口非数显式力矩扳手 多功能型数显力矩扳手
直螺纹机械连接力矩检测记录 工程名称:日期: 部位规格型号检测数值合格数不合 格数 不合 格率 √╳√√√√√√√√ 检查 意见 复查 情况 检查 意见 复查 情况 机械连接接头拧紧力矩标准 钢筋直径(mm)≤1618-2022-2528-3236-40 拧紧力矩值(N.m)100200260320360 钢筋机械连接套筒标准 钢筋规格(mm)≤161820222528 外径不小于(mm)25-0.528-0.530-0.532-0.535-0.539-0.5 长度不小于(mm)45-0.550-0.555-0.560-0.565-0.570-0.5 JGJ107-2010规定螺纹接头应按同一施工条件下采用同一批材料的同等级、同型式同规格接头每500个为一批,不足500各也应为一批,抽取其中10%的接头进行拧紧力矩校核,不合格数超过被校核接头数的5%时,应重新拧紧全部接头,直至合格为止。 (判定标准:合格率) 施工单位(章):监理单位(章):
管理人员: 检查人: 扣件式钢管脚手架扣件拧紧力矩检查记录表 工程名称: 编号: 施工部位 检查时间 拧紧力矩要求 依据JGJ130-2011规范7.3.11条,GB50666-2011)规范4.4.8条,螺栓 拧紧扭力矩不应小于40N ·m ,且不应大于65N ·m ; 项次 检查项目 抽检数据 合格 数量 不合格 数量 1 连接立杆与纵(横)向水平杆或剪刀撑 的扣件;接长立杆。纵向水平杆或剪刀 撑的扣件 2 连接横向水平杆与纵向水平杆的扣件(非主节点处) 3 检查意见 4 复查情况 扣件拧紧抽样检查数目及质量判定标准(合格量) 施工单位(章): 监理单位(章): 检 查 人: 检 查 人:
中国中铁施工现场直螺纹钢筋机械连接质量标准卡控红线(中铁安质股份【2013】83号)
施工现场直螺纹钢筋机械连接质量标准卡控红线 中铁股份安质【2013】83号 一、人员卡控:施工单位主要负责人、技术负责人、技术人员、安全质量专(兼)职人员、作业队长(领工员)、试验检测人员必须接受钢筋机械连接工序及质量控制专业培训、考核;现场加工钢筋接头的操作工人,必须经专业人员培训合格后持证上岗。 二、设备卡控:钢筋滚丝设备必须指派专人进行管理、保养、维修,滚丝机机壳必须设置牢靠接地后再运用;滑道及滑块必须定时整理并涂油,剥肋刀、滚丝轮必须定期检查、更换;滚丝机冷却液体必须使用水溶性乳化冷却液,没有冷却液时禁止滚轧加工螺纹。 三、材料卡控:钢筋原材进场后,必须对到场钢筋的质量保证书、出厂合格证等进行复核,并按不同批次、规格、炉号及不同厂家的原材进行外观和物理性能的检测,严禁使用不符合要求的原材;钢筋连接直螺纹套筒必须为定型产品,严禁私自加工。 四、技术卡控:钢筋机械连接作业必须编制作业指导书和技术交底,并按程序逐级交底到位;必须由技术人员在作业前向钢筋加工作业人员进行详细交底和说明,必须严格按作业指导书和技术交底进行作业。 五、加工安装卡控:直螺纹接头钢筋端部应使用砂轮切割机切断钢筋,切口面应与钢筋轴线垂直,严禁马蹄形活翘曲,严禁用剪断机剪断或用气割切割下料;墩粗头严禁有与钢筋轴线相垂直的横向裂纹;钢筋丝头长度必须满足企业标准中产品设计要求,公差应为0~2.0p;钢筋丝头必须使用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p;对已检验合格的丝头必须加以保护。 直螺纹钢筋连接时接头必须采用管钳扳手拧紧,钢筋丝头必须在套筒中央位置正对轴线相互顶紧;标准型接头安装后的外露螺纹不宜超过2p;安装后必须使用扭力扳手校核拧紧扭矩,拧紧扭矩值必须符合表1规定: 表1 直螺纹接头安装时的最小拧紧扭矩值 钢筋直径 ≤1618~2022~2528~3236~40 mm 拧紧扭矩 100200260320360 N.m 扭力扳手必须每半年用扭力仪校核一次,并形成记录。 六、检验验收卡控:施工现场必须指派专职试验人员对机械连接钢筋取样和进行力学试验;接头安装前必须检查连接件产品合格证及套筒表面生产批号标识;产品合格证应包括适用钢筋直径和接头性能等级、套筒类型、生产单位、生产日期以及可追溯产品原材料力学性能和加工质量的生产批号;接头的现场检验必须按验收批进行,同一施工条件下采用同一批材料的同等级、同型式、同规格接头,应500
直螺纹钢筋机械连接质量卡控细则及工序卡控表
一、依据标准: 1、《钢筋机械连接技术规程》(JGJ 107-2010); 2、《钢筋机械连接用套筒》(JG/T 163-2013); 3、《中国中铁股份有限公司施工现场直螺纹钢筋机械连接质量标准卡控红线》(中铁股份安质[2013]83号)。 二、人员卡控标准 1、施工单位主要负责人、技术负责人、技术人员、安全质量专(兼)职人员、作业队长(领工员)、试验检测人员必须接受钢筋机械连接工序及质量控制专业培训、考核。 2、现场加工钢筋接头的操作工人,必须经专业人员培训合格后持证上岗。 三、设备卡控标准 1、钢筋滚丝设备必须指派专人进行管理、保养、维修,滚丝机机壳必须设置牢靠接地后再运用。 2、钢筋套丝加工设备应水平稳固,套丝机与操作平台应固定牢固。 3、滑道及滑块必须定时整理并涂油,剥肋刀、滚丝轮必须定期检查、更换。 4、滚丝机冷却液体必须使用水溶性乳化冷却液,没有冷却液时禁止滚轧加工螺纹。 四、材料卡控标准 1、钢筋原材进场后,必须对到场钢筋的质量保证书、出厂合格证等进行复核,并按不同批次、规格、炉号及不同厂家的原材进行外观和物理性能的检
测,严禁使用不符合要求的原材。 2、钢筋连接直螺纹套筒必须为定型产品,严禁私自加工。 3、螺纹套筒的外观应符合以下要求: ⑴套筒外表面可为加工表面或无缝钢管、圆钢的自然表面。 ⑵应无肉眼可见裂纹或其他缺陷。 ⑶套筒表面允许有锈斑或浮锈,不应有锈皮。 ⑷套筒外圆及内孔应有倒角。 ⑸套筒表面应有符合规定的标记和标志; 套筒的标记应由名称代号、型式代号、主参数(钢筋强度级别)代号、主参数(钢筋公称直径)代号等四部分组成。 套筒的标志应刻印清晰、具有持久性;标志包括厂家代号、可追溯原材料性能的生产批号。厂家代号可以是字符或图案,生产批号代号可以是数字或数字与符号组合。 示例:直接滚轧直螺纹、标准型、用于HRB400、直径25mm的钢筋连接套筒、厂家代号为××××,生产批号为11211表示为:GB 4 25 ×××× 11211 4、质量证明文件:套筒出厂时包装内应附有产品合格证,同时应向用户提交产品质量证明书。 ⑴产品合格证内容包括:生产厂家名称、产品名称和型式、适用钢筋牌号和接头性能等级、生产批号、生产日期、质检员签章。
《中国中铁股份有限公司施工现场直螺纹钢筋机械连接质量标准卡控红线》文件-〔2013〕83 号
中铁股份安质…2013?83 号 关于印发《中国中铁股份有限公司施工现场直螺纹钢筋机械连接质量标准 卡控红线》的通知 各子(分)公司、工指指挥部(项目经理部): 为深刻吸取各类工程主体结构质量安全事故教训,切实加强施工现场直螺纹钢筋机械连接质量控制,有效防范和杜绝直螺纹钢筋机械连接质量事故发生,确保全公司作业现场直螺纹钢筋机械连接100%符合规范要求,确保结构工程质量安全,股份公司根据《钢筋机械连接技术规程》(JGJ107—2010)、《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB1499.2-2007)等有关规范,研究制订了《中国中铁股份有限公司施工现场直螺纹钢筋机械连接质量标准卡控红线》,现予印发,请认真贯彻执行。各单位须按照要求,结合项目部实际制订实施细则,要进一步明确项目管理人员及技术、安质、物资、试验等相关职能部门职责,切实加强对作业人员岗前培训和考核,严格对直螺纹钢筋机械连接工艺和质量进行管控,确保工程质量无隐患、工程实体无缺陷。
本通知未尽事项或与国家、行业及上级发布的有关法律法规、规定规范等有抵触的,按相关规定执行。 中国中铁 2013年6月5日
中国中铁股份有限公司施工现场 直螺纹钢筋机械连接质量标准卡控红线 一、人员卡控:施工单位主要负责人、技术负责人、技术人员、安全质量专(兼)职人员、作业队长(领工员)、试验检测人员必须接受钢筋机械连接工序及质量控制专业培训、考核;现场加工钢筋接头的操作工人,必须经专业人员培训合格后持证上岗。 二、设备卡控:钢筋滚丝设备必须指派专人进行管理、保养、维修,滚丝机机壳必须设置牢靠接地后再运用;滑道及滑块必须定时整理并涂油,剥肋刀、滚丝轮必须定期检查、更换;滚丝机冷却液体必须使用水溶性乳化冷却液,没有冷却液时禁止滚轧加工螺纹。 三、材料卡控:钢筋原材进场后,必须对到场钢筋的质量保证书、出厂合格证等进行复核,并按不同批次、规格、炉号及不同厂家的原材进行外观和物理性能的检测,严禁使用不符合要求的原材;钢筋连接直螺纹套筒必须为定型产品,严禁私自加工。 四、技术卡控:钢筋机械连接作业必须编制作业指导书和技术交底,并按程序逐级交底到位;必须由技术人员在作业前向钢筋加工作业人员进行详细交底和说明,必须严格按作业指导书和技术交底进行作业。 五、加工安装卡控:直螺纹接头钢筋端部应使用砂轮切割机切断钢筋,切口面应与钢筋轴线垂直,严禁马蹄形活翘曲,严禁用剪断机剪断或用气割切割下料;墩粗头严禁有与钢筋轴线相垂直的横向裂纹;钢筋丝头长度必须满足企业标准中产品设计要求,