常用紧固件选用标准篇
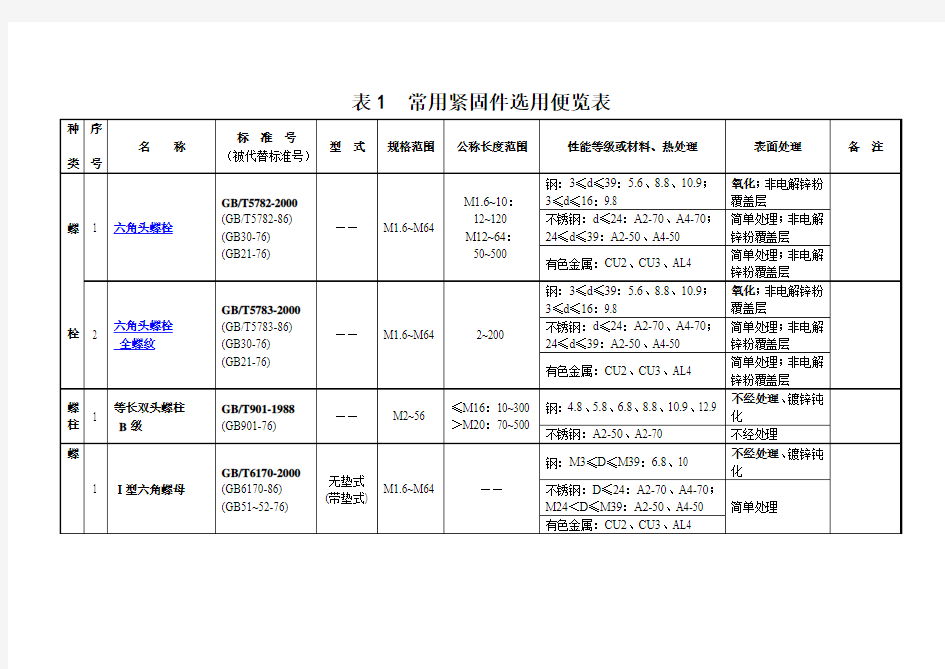

表1 常用紧固件选用便览表
注:1、标准号栏中粗体字为新标准号,括号内为被代替标准号。
2、表面处理中粗体字为可省略标记。
表2 商品紧固件普通螺纹直径与螺距系列表(GB9144-88)
表3 螺栓、螺钉和螺柱公称长度l系列表(GB3106-82)
注:1、括号内为尽可能不采用规格。
2、GB/T901-1988《等长双头螺柱》另增加(18)、(22)、(28)、(32)、(38)、(85)、(95)、170、190、(210)、(230)、(240)、250、(260)几种规格。
表4 铆钉公称直径d系列表
注:1、括号内为尽可能不采用规格。
表5 铆钉公称长度l系列表
注:*标记为GB/T827-1986《标牌铆钉》的规格。
标准件速查手册
标准件速查手册 标准件速查手册 (第一版) 2006年5月11日
标准分享网 https://www.360docs.net/doc/7812059935.html, 免费下载 标准件速查手册 紧固件的常用规格目录 一 螺纹紧固件综合 1.GB/T2-2001 紧固件 外螺纹零件未端------------------------------------1 2.GB/T152.2-1988 紧固件 沉头用沉孔----------------------------------------2 3.GB/T152.3-1988 紧固件 圆柱头用沉孔-------------------------------------- 4.GB/T152.4-1988 紧固件 六角头螺栓和六角螺母用沉孔------------------------ 5.GB/T5277-1985 紧固件 螺栓和螺钉通孔------------------------------------ 二 螺栓 6.GB/T8-1988 方头螺栓C级--------------------------------------------- 7.GB/T37-1988 T形槽用螺栓---------------------------------------------- 8.GB/T799-1988 地脚螺栓-------------------------------------------------- 9.GB/T5780-2000 六角头螺栓 C级------------------------------------------- 10.GB/T5781-2000 六角头螺栓 全螺纹 C级----------------------------------- 11.GB/T5782-2000 六角头螺栓----------------------------------------------- 12.GB/T5783-2000 六角头螺栓 全螺纹---------------------------------------- 三 螺柱 13.GB/T897-1988 双头螺柱 bm=1d------------------------------------------ 14.GB/T898-1988 双头螺柱 bm=1.25d---------------------------------------- 15.GB/T899-1988 双头螺柱 bm=15d------------------------------------------ 16.GB/T900-1988 双头螺柱 bm=2d------------------------------------------- 17.GB/T901-1988 等长双头螺柱正B级--------------------------------------- 18.GB/T9953-1988 等长双头螺柱C级----------------------------------------- 四 螺母 19.GB/T41-2000 六角螺母C级--------------------------------------------- 20.GB/T56-1988 六角厚螺母----------------------------------------------- 21.GB/T810-1988 小圆螺母------------------------------------------------- 22.GB/T812-1988 圆螺母--------------------------------------------------- 23.GB/T6170-2000 Ⅰ型六角螺母--------------------------------------------- 24.GB/T6172.1-2000 六角薄螺母----------------------------------------------- 25.JB/T7382-1994 吊环螺母------------------------------------------------- 五 螺钉
中常用标准件标准
GB中常用标准 GB中常用标准 螺栓和螺柱 六角头螺栓 GB/T27-1988 六角头铰制孔用螺栓 A 级 GB/T27-1988六角头铰制孔用螺栓 B级 GB/T31.1-1988六角头螺杆带孔螺栓-A级和B级GB/T31.2-1988A型六角头螺杆带孔螺栓-细杆-B级GB/T31.2-1988B型六角头螺杆带孔螺栓-细杆-B级GB/T5780-2000六角头螺栓C级 GB/T5781-2000六角头螺栓-全螺纹-C级 GB/T5782-2000 六角头螺栓 GB/T5783-2000 六角头螺栓 -全螺纹 GB/T5784-1986六角头螺栓-细杆-B级 GB/T5785-2000 六角头螺栓 - 细牙
GB/T5786-2000 型六角头螺栓 -细牙- 全螺纹 其它螺栓 GB/T8-1988 方头螺栓 C 级 GB/T 10-1988 沉头方颈螺栓 GB/T 11-1988 沉头带榫螺栓 GB/T 37-1988T 形槽用螺栓 GB/T 798-1988 活节螺栓 GB/T 799-1988 地脚螺栓 GB/T 800-1988 沉头双榫螺栓 GB/T 794-1993 加强半圆头方颈螺栓 A 型GB/T 794-1993 加强半圆头方颈螺栓 B 型 双头螺柱 GB/T897-1988 双头螺柱 B 型 GB/T 898-1988 双头螺柱 B 型
GB/T 899-1988 双头螺柱 B 型 GB/T 900-1988 双头螺柱 B 型 GB/T 901-1988 等长双头螺柱 -B 级GB/T 953-1988 等长双头螺柱 -C 级 螺母 六角螺母 1型六角螺母 C级(GB41-86) GB56-1988六角厚螺母 GB808-1988小六角特扁细牙螺母 GB/T6170-2000(1 型六角螺母) GB/T6171-2000(1 型六角螺母 -细牙)GB/T6172.1-2000 六角薄螺母 GB/T6173-2000 六角薄螺母 -细牙
标准件选用手册(2015版)
标准件选用手册
目次 1紧固件产品分类 (1) 1.1按大类分 (1) 1.2螺栓连接的分类 (1) 1.2.1按受力形式分类 (1) 1.2.2根据安装状态分类 (1) 1.2.3按产品等级分类 (2) 1.3按采用产品的螺纹分类 (2) 1.4按螺栓材料与性能等级分类 (2) 1.5高强度螺栓简单分类 (2) 2紧固件常用螺纹 (2) 2.1基本尺寸 (2) 2.2普通螺纹公差与配合的选用 (2) 2.3普通螺纹的标记 (5) 2.4自攻(含锁紧)螺钉用螺纹、螺杆螺纹 (5) 2.4.1自攻螺钉用螺纹 (5) 2.4.2自攻锁紧螺钉的螺杆粗牙普通螺纹系列 (6) 3紧固件的机械性能 (6) 3.1螺栓、螺钉、螺柱的机械性能 (6) 3.1.1适用范围 (6) 3.1.2 螺栓、螺钉、螺柱的性能等级 (6) 3.1.3 材料和热处理、回火温度 (6) 3.1.4 螺栓、螺钉和螺柱的机械和物理性能 (7) 3.1.5 粗牙螺纹最小拉力载荷 (8) 3.1.6 粗牙螺纹保证载荷 (9) 3.1.7 细牙螺纹最小拉力载荷 (10) 3.1.8 细牙螺纹保证载荷 (11) 3.2螺母(粗牙、细牙)的机械性能 (12) 3.2.1 适用范围 (12) 3.2.2 螺母粗牙螺纹的性能等级 (12) 3.2.3 螺母细牙螺纹的性能等级 (17)
3.3 自攻螺钉 (20) 3.3.1金相与硬度 (20) 3.3.2机械性能 (21) 3.4抽芯铆钉 (21) 3.4.1机械性能等级 (21) 3.4.2机械性能 (22) 3.5 蝶形螺母保证扭矩 (22) 4 紧固件的连接方式选用 (22) 4.1紧固件的连接特性及基本要求 (22) 4.1.1紧固件连接的受力和传力方式 (22) 4.1.2紧固件连接的失效形式 (23) 4.1.3紧固件连接设计的基本要求 (23) 4.2螺栓连接的预紧 (23) 4.2.1预紧的目的 (23) 4.2.2预紧力的确定 (23) 4.2.3拧紧力矩 (24) 4.2.3.1拧紧力矩的计算 (24) 4.2.3.2紧固件的拧紧扭矩 (24) 4.2.4预紧力的控制方法 (27) 4.3螺纹连接的防松 (27) 5紧固件的选用原则 (27) 5.1正确选择紧固件的外形 (27) 5.2选用适合的精度等级 (28) 5.3选择适用的紧固件材料 (28) 5.4选用合适的表面处理方法 (29) 6标准件选用范围及标注 (29) 6.1标准件分类 (29) 6.2标准件明细 (29) 6.3标准件的选用范围 (29)
紧固件标准大全
紧固件标准大全 螺柱常用国家标准 GB27六角头铰制孔用螺栓 GB70内六角园柱头螺钉 GB798活节螺栓(粗制) GB799地脚螺栓(粗制) GB897、GB898、GB899、GB900双头螺柱 GB901等长双头螺柱GB953等长双头螺柱(粗制) GB5780六角头螺栓——C级 GB5781六角头螺栓——全螺纹—C级 GB5782六角头螺栓——A、B级 GB5783六角头螺栓——全螺纹—A、B级 GB5784六角头螺栓——细杆—B级 GB5785六角头螺栓——A、B级 GB5786六角头螺栓——细牙—全螺纹—A、B级 GB5787六角法兰面螺栓——B级 GB5788六角法兰面螺栓——细杆—B级 GB5789六角法兰面螺栓——加大系列—B级 GB5790六角法兰面螺栓—加大系列—细杆—B级 GB1228大六角头螺栓(钢结构用高强度) 螺栓螺柱企标、部标外标 HG20613钢制管法兰用紧固件标准(美洲体系) HG20634钢制管法兰用紧固件标准(欧洲体系) SHJ404-88管法兰用紧固件(中石化公司) HGJ75-91化工机械部标准(螺栓、螺柱、螺母) HGJ524-91/A1-1化学工业部标准(公制管用,U型螺栓) HGJ524-91/A1-2化学工业部标准(英制管用,U型螺栓) HGJ524-91/A2-1化学工业部标准(公制管用,带角钢U型螺栓)HGJ524-91/A5-1化学工业部标准(公制管用、基准型双头螺栓管夹)
HGJ524-91/A7-1化学工业部标准(保温管用、三螺栓管夹)HGJ524-91/A8-1化学工业部标准(支杆用、三螺栓管夹) HGJ524-91/A9-1化学工业部标准(公制管用、双排螺栓管夹)HGJ524-91/A10-1化学工业部标准(公制管用、四螺栓管夹)HGJ524-91/A12-1化学工业部标准(保冷管用、管卡) HGJ524-91/A13-1化学工业部标准(保冷管用、双螺栓管夹)HGJ524-91/A14-1化学工业部标准(保冷管用、四螺栓管夹)HGJ524-91/A16-1化学工业部标准(吊环型吊杆) HGJ524-91/A19化学工业部标准(U型吊耳) GD0531水利电力部标准(双头螺柱) GD0532水利电力部标准(六角螺栓) H15化工机械部标准(拧入式用双头螺栓) H16化工机械部标准(等长双头螺柱) JB1164-73机械部标准(压力容器用等长双头螺柱) JB9-59机械部标准(光双头螺柱) JB2773机械部标准(Pg160-320kg/cm2双头螺柱) JB2774机械部标准(Pg160-320kg/cm2阶端双头螺柱) JB4707机械部标准(等长双头螺柱) SY10-76上海压力容器厂标准(阶端双头螺柱) SY11-76上海压力容器厂标准(双头螺柱) 871G1-4南化集团设计院标准(锚固螺栓尺寸表M16-M36) 871G1-5南化集团设计院标准(锚固螺栓尺寸表M39-M100) DIN931-70德国标准(六角头螺栓) DIN2510/3-74德国标准(拧入式—L、K、KU、Z双头螺柱) DIN2510/4-74德国标准(拧入式—GH、P、Q、RS双头螺柱)ASNI/ASMEB18.2.1美国标准(六角头螺栓、螺柱)螺母国家标准GB41Ⅰ型六角螺母——C级 GB6170Ⅰ型六角螺母——A、B级 GB6171Ⅰ型六角螺母—细牙—A、B级 GB6172六角薄螺母——A、B级—倒角 GB6173六角薄螺母——细牙—A、B级
紧固件国家标准手册
紧固件国家标准手册 丝规格M2 M2.5 M3 M4 M5 标准扭力 1.6~2 3~4 6~7.5 14.5~18 28~35 (kgf?cm) ○自攻牙螺丝 螺丝规格 1.7 2 2.3 2.6 3 3.5 标准扭力 1.5 3 3 3 4 4 Min. Max. Min. Max. ! [ X" m. r9 X2 }; k: V 1 M1.0 0.15 0.20 0.08 0.10 2 M1.1 0.22 0.29 0.11 0.14 / Y; W) D2 P4 s+ ^9 E 3 M1.2 0.32 0.42 0.16 0.21 4 M1.4 0.48 0.62 0.24 0.31 5 M1. 6 0.70 0.91 0.35 0.46 6 E0 R8 S5 Q 7 o1 M/ l 6 M1.8 1.10 1.43 0.55 0.72 7 M2.0 1.50 1.95 0.75 0.98 8 M2.2 2.00 2.60 1.00 1.30 9 M2.5 3.20 4.16 1.60 2.08 10 M3.0 5.00 6.50 2.50 3.25 11 M3.5 6.50 8.45 3.25 4.23 9 `- d3 R ?) s, L+ z5 t( T 12 M4.0 14.00 18.20 7.00 9.10 13 M4.5 20.50 26.65 10.25 13.33 14 M5.0 29.00 37.70 14.50 18.85 15 M6.0 49.00 63.70 24.00 31.20 第一部分基础知识 第一章度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 1 cm
常用标准件材料
常用标准件材料 螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000) 1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。 2)这些性能等级允许采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。 4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。 5)该产品应在性能等级代号下增加一横线标志。10.9级应符合对10.9级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。 6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。 7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10% 8)考虑承受抗拉应力,12.9级的表面不允许有金相能测出的白色磷聚集层。 9)该化学成分和回火温度尚在调查研究中。 二、螺母 1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)
性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。 2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000) 性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。 3.铆螺母的材料(GB/T17880.6-1999) 4.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93) 制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。 制造金属或非金属嵌件的材料由制造者确定。
常用紧固件采购规范
表单编号:****
图1 六角头螺栓基本尺寸标记代号常见螺母基本尺寸标注代号(如下图2)及其含义: 图中:e:对角宽度; D:螺纹基本大径(公称直径); m:螺母高度; m':扳拧高度; s:对边宽度。 图2 六角螺母尺寸标记代号常见螺纹标记示例及其含义(如下图3): 图3 普通螺纹标记示例及其含义
各标准关于产品尺寸标注有不同要求,以国标GB/T 1237-2000为例,规定如下: 完整标记: 紧固件的完整标记形式如下图4: 图4 紧固件完整标记 标记简化原则: .1类别(名称)标准年代号及其前面的“-”允许全部或部分省略。年代号的标准应以现行标准为准。 .2标记中的“-”允许全部或部分省略;标记中“其他直径或特性”前面的“×”允许省略。但省略后不应导致对标记的误解,一般以空格代替。 .3当产品标准中只规定一种产品型式、性能等级或硬度或材料、产品等级、扳拧型式及表面处理时,允许全部或部分省略。 .4当产品标准中规定两种及其以上的产品型式、性能等级或硬度或材料、产品等级、扳拧型式及表面处理时,应规定可以省略其中的一种,并在产品标准的标记示例中给出 省略后的简化标记。 标记示例: 外螺纹件: .1螺纹规格d=M12、公称长度l=80mm、性能等级为级、表面氧化、产品等级为A级的六角头螺栓的标记: 螺栓 GB/T 5782—2000-M12× (完整标记) .2螺纹规格d=M12、公称长度l=80mm、性能等级为级、表面氧化、产品等级为A级、的六角头螺栓的标记: 螺栓 GB/T 5782 M12×80 (简化标记) .3螺纹规格d=M6、公称长度l=6mm、长度z=4mm、性能等级为33H级、表面氧化的开槽盘头定位螺钉的标记: 螺钉 GB/T 828—1988-M6×6×4-33H-O (完整标记) .4螺纹规格D=M6、公称长度l=6mm、长度z=4mm、性能等级为14H级不经表面处理的开槽盘头定位螺钉的标记: 螺钉 GB/T 828 M6×6×4 (简化标记) 内螺纹件:
螺纹紧固件设计手册范本
螺纹紧固件设计手册 1.螺纹紧固件设计概述 螺纹紧固件依据头部、杆部、尾部及螺纹形式的不同,有非常多的种类;同时,螺栓/螺母的强度等级及表面处理也是多种多样的,工程师将依据需求来选择、设计紧固件。 一个完整的设计,需要进行如下设计校核: 1)螺纹连接轴向预紧力设计计算 2)螺栓规格及强度等级选择 3)配合螺母的等级及内螺纹啮合长度确定 4)螺栓长度确定 5)表面处理选择 6)头部形式及装配空间确认 7)装配工艺试验验证 2.螺纹连接预紧力设计计算 螺栓/螺母连接是通过完成装配后,产生一定的轴向预紧力,来保证被连接件的固定,或传递载荷或密封等功能。在设计选择螺栓/螺母时,对于关键的联结部位,首先必须确认需要螺栓提供的轴向预紧力的范围。 在确定预紧力时,应考虑下列因素: ——最小预紧力满足功能要求 ——最大等效应力不超过螺栓的破坏应力 ——螺栓的应力幅不超过疲劳极限 ——联接体装配后的变形 下面是一些常见的连接形式中,最小轴向预紧力的计算: (1)螺栓的轴向力F KQ通过配合面产生的静摩擦力,用以传递切向载荷F Q或扭矩M Y,q 为配合面数量。 μΤ:配合面的摩擦系数 ra:摩擦半径,对于车轮螺栓为PCD/2 (2)螺栓的轴向力F Kp用于提供保证密封所需的压力 F kp =A D ?P i Pi:密封介质的压强 A D:密封面积 (3)防止张开所需的轴向力F V,在有轴向外力FA作用时,被联接件仍留有一压力F KR。 图1 通过配合面间的摩擦力传递载荷
图2 轴向外力在螺纹联结体上的分布图 同时还要考虑工作中预紧力的变化ΔF: * 材料压陷或松弛,预紧力减小FZ * 由于温度变化,在螺栓和被连接件间产生热膨胀差,导致预紧力发生变化ΔFvth 综合考虑上述所有因素,所需的螺栓最小轴向力 F min=F KQ+F KP+F V+ΔF (1) 3. 螺栓规格及强度等级确定 螺栓在装配拧紧时,处于拉扭符合的应力状态,其屈服轴力和破坏轴力都小于单纯拉伸时螺栓的载荷。 对于采用扭矩法拧紧的连接,螺栓的等效应力最大可到屈服点90%,螺栓能承受的最大轴向预紧力F Mzul与螺纹副的摩擦系数μG有关,表1为常用螺栓的保证载荷、最小拉力载荷及允许的最大装配轴力(等粗杆螺栓)。 (2) D2—螺纹中径 D0—螺杆部最小截面直径 μG——螺纹副摩擦系数 表1 螺栓强度等级、保证载荷、最小拉力载荷及允许的最大装配轴力(等粗杆螺栓) 螺纹规格强度等级保证载荷 (kN) 最小拉力载荷 (kN) 允许的最大装配轴力(kN) μG=0.12 μG=0.20 M6 8.8 11.6 16.1 10.2 9.0 M8 8.8 21.2 29.2 18.6 16.5 10.9 30.4 38.1 27.3 24.3 F V=F PA+F KR
常见的五金标准件及其分类
常见的五金标准件及其分类
————————————————————————————————作者:————————————————————————————————日期:
常见的五金标准件及其分类 五金标准件是由金属制作的标准件,以下为大家介绍常见五金标准件的概念及分类。 1.螺栓: 由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。这种连接形式称螺栓连接。如把螺母从螺栓上旋下,又可以使这两个零件分开,故螺栓连接是属于可拆卸连接。 2.螺柱:
没有头部的,仅有两端均外带螺纹的一类紧固件。连接时,它的一端必须旋入带有内螺纹孔的零件中,另一端穿过带有通孔的零件中,然后旋上螺母,即使这两个零件紧固连接成一见整体。这种连接形式称为螺柱连接,也是属于可拆卸连接。主要用于被连接零件之一厚度较大、要求结构紧凑,或因拆卸频繁,不宜采用螺栓连接的场合。 3.螺钉:
也是由头部和螺杆两部分构成的一类紧固件,按用途可以分为三类:机器螺钉、紧定螺钉和特殊用途螺钉。机器螺钉主要用于一个紧定螺纹孔的零件,与一个带有通孔的零件之间的紧固连接,不需要螺母配合(这种连接形式称为螺钉连接,也属于可拆卸连接;也可以与螺母配合,用于两个带有通孔的零件之间的紧固连接。)紧定螺钉主要用于固定两个零件之间的相对位置。特殊用途螺钉例如有吊环螺钉等供吊装零件用。 4.螺母: 带有内螺纹孔,形状一般呈显为扁六角柱形,也有呈扁方柱形或扁圆柱形,配合螺栓、螺柱或机器螺钉,用于紧固连接两个零件,使之成为一件整体。 5.自攻螺钉:
紧固件材料选用
紧固件常用国内外材料的分析及应用 2007-03-07 07:34 [正文] 绝大多数紧固件材料为钢材,作为一名在紧固件行业工作的人员,有必要了解其中的变化、区分及应用,如果是技术人员,则应有更深刻的了解。 笔者就本人所了解的材料应用,参照相关资料,和大家分享一下这方面的知识,对于刚从事本行业的可以作为一个指导,对于资深人土,我们可以进一步的探讨。 现在我们常用的材料标准件有: ISO(国际性的) GB(中国) DIN(德国) AISI/SAE(美国) JIS(日本) 螺栓等外螺纹用材料 一些没有机械性能要求的或是ISO Class 4.8 SAE Grade 1-2 等低碳钢紧固件,用Q235A SAE 1015 DIN C15 足以,根本不要什么热处理,直接冷加工制成,而级别稍高一点的紧固件如: ISO Class 6.8 SAE Grade 3-4 则要用含碳量在0.2%以上的钢,如 C1020 C1 022 Ml20 ML35 等,此类螺丝也不需要什么热处理的,冷加工强度完全可以满足要求。实际上含碳量越高,冷成型就越困难,也没有必要为6.8级的螺丝大材小用,特殊情况另当别论了。 我们最常用的就是ISO Class 8.8 SAE Grade 5 的螺丝,一般使用中碳钢,ML35 SAE 1035 DIN 35 JIS SWRCH35K 经过热处理(淬火+回火),也可以使用SAE5140 40Cr等,合金元素的增加对热处理的淬透性有很大的帮助,所以规格大的螺丝可以选择使用合金钢,不致于用中碳钢导致我们常说的中心部位“淬不透”现象的存在。 ISO Class 9.8 10.9 SAE Grade 8 则要用低到中合金钢材料,经过热处理(淬火+回火),用合金材料在材料机械性能方面有一个很好的结合,常用的材料为40Cr 35CrMo SAE5140 SCM435 SAE4135 SAE4137 JIS SCr440(H) DIN 41Cr4等,实际上45#也可以达到要求的机械性能,不过在综合机械性能方面要比合金钢稍有逊色。 ISO Class12.9 SATM A574 是一个对机械性能要求很高的高强度螺栓,则要用中碳合金钢经过热处理(淬火+回火),如SCM435 35Cr Mo SAE 4137 SAE4135 DIN 34CrMo4,此种高强度螺栓如果表面处理要经过酸洗这一工序时,会产生氢脆现象,所以一定要有去氢这一工序(特别是存在尖角的紧固件),要不然会死的很惨。 螺母等内螺纹用材料
标准件和常用件
第10章标准件和常见件 教学目标: ( 1) 掌握螺纹的规定画法和标注方法。 ( 2) 掌握常见螺纹紧固件的画法及装配画法。 ( 3) 掌握直齿圆柱齿轮及其啮合的规定画法。 ( 4) 掌握键、销、滚动轴承、弹簧的画法。 在机器或部件中, 有些零件的结构和尺寸已全部实行了标准化, 这些零件称为标准件, 如螺栓、螺母、螺钉、垫圈、键、销等。还有些零件的结构和参数实行了部分标准化, 这些零件称为常见件, 如齿轮和蜗轮、蜗杆等。 由于标准件和常见件在机器中应用广泛, 一般由专门工厂成批或大量生产。为便于绘图和读图, 对形状比较复杂的结构要素, 如螺纹、齿轮轮齿等, 不必按其真实投影绘制, 而要按照国家标准规定的画法和标记方法进行绘图和标注。 本章主要介绍标准件和常见件的规定画法和标注方法。 第1节螺纹 一、螺纹的形成、要素和结构 ( 一) 螺纹的形成 一平面图形( 如三角形、矩形、梯形) 绕一圆柱作螺旋运动得到一圆柱螺旋体, 工业上常称为螺纹。在圆柱外表面上的螺纹为外螺纹; 在圆柱( 或圆锥) 孔内表面上的螺纹称为内螺纹。 螺纹的加工方法很多, 图10-1a是在车床上车制外螺纹的情况。加工不穿通的螺孔, 可先用钻头钻出光孔, 再用丝锥攻丝, 如图
10-1b、c所示。 (二)螺纹的要素 螺纹的牙型、直径、线数、螺距、旋向等称为螺纹的要素, 内外螺纹配对使用时, 上述要素必须一致。 1.牙型沿螺纹轴线剖切时, 螺纹牙齿轮廓的剖面形状称为牙型螺纹的牙型有三角形、梯形、锯齿形等。不同的螺纹牙型, 有不同的用途。 2.螺纹的直径( 大径、小径、中径) 与外螺纹牙顶或内螺纹牙底相重合的假想圆柱面的直径称为大径( 内、外螺纹分别用D、d 表示) , 也称为螺纹的公称直径; 与外螺纹牙底或内螺纹牙顶相重合的假想圆柱面的直径称为小径( 内、外螺纹分别用D1、d1表示) ; 在大径与小径之间, 其母线经过牙型沟槽宽度和凸起宽度相等的假想圆柱面的直径称为中径( 内、外螺纹分别用D2、d2表示) , 如图10-2所示。 3.线数( n) 螺纹有单线和多线之分, 沿一条螺旋线形成的螺纹为单线螺纹; 沿轴向等距分布的两条或两条以上的螺旋线所形成的螺纹为多线螺纹, 如图10-3所示 4.螺距( P) 和导程( L) 相邻两牙在中径线上对应两点之间的轴向距离称为螺距。同一螺旋线上相邻两牙在中径线上对应两点之间的轴向距离称为导程。导程与螺距的关系为L=nP。 5.旋向螺纹有右旋和左旋之分。按顺时针方向旋转时旋进的螺纹称为右旋螺纹, 按逆时针方向旋转时旋进的螺纹称为左旋螺纹。判别的方法是将螺杆轴线铅垂放置, 面对螺纹, 若螺纹自左向右升
ASME A193 194和API 20E螺栓螺母紧固件技术条件
API产品螺栓螺母基本技术条件 1 范围 规定了螺栓和螺母的尺寸规格、要求、试验方法、验收规则、标志、包装、储存和运输要求。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 3 普通螺纹收尾、肩距、退刀槽和倒角 ASTM A 193 高温用合金钢和不锈钢螺栓材料规范 ASTM A 194 高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规范 ASTM A 320 低温用合金钢和不锈钢螺栓材料规范 ASTM A 370 钢制品力学性能试验的标准试验方法与定义 ASTM E 10 金属材料的布氏硬度标准试验方法 ASTM E 18 金属材料的洛氏硬度和洛氏表面硬度标准试验方法 ASTM E 140 金属标准硬度换算表——布氏硬度、维氏硬度、洛氏硬度、表面硬度之间的 关系 ASTM E 381 钢制品包括棒、钢坯、钢锭和锻件的宏观侵蚀试验方法 ASTM E 709 磁粉检验的标准指南 3 规格及标记 双头螺栓、栽丝螺栓、螺钉、螺母尺寸及规格标记见附录A。 4 要求 4.1 材料 4.1.1 材料的熔炼要求 用于制造螺栓和螺母的钢应采用下面任一种方法冶炼:平炉、碱性氧顶吹转炉、电炉或真空感应炉(VIM) 。钢水在浇铸前或浇铸钢锭及连铸过程中可进行真空处理。任何熔炼方法的钢水应充分镇静。碱性氧气顶吹转炉冶炼的钢的含铬量应在6%以下。 4.1.2 材料要求 用于制造螺栓和螺母的材料应有材质证明书,材料牌号应符合表1规定。 制造螺栓螺母的常用材料的化学成份及偏差符合表2规定。如选用的材料符合ASTM A193、ASTM A 194和ASTM A 320对螺栓螺母的控制要求并得到技术中心批准后也可使用。 表1 双头螺栓、螺钉及螺母的材料
常用紧固件材料
一、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000 ) 化学成分,% 回火温度性能等级材料和热处理 C P S B 1) ℃ max max max min min max 3.62) ——0.20 0.05 0.06 0.003 —— 4.6 2) ——0.55 0.05 0.06 0.003 —— 4.8 2) 碳钢 5.6 0.13 0.55 0.05 0.06 5.82) 0.003 —— ——0.55 0.05 0.06 6.8 2) 低碳合金钢(如硼、锰或铬),淬火并回火或中0.154) 0.04 0.035 0.035 8.83) 0.003 425 碳钢,淬火并回火0.25 0.55 0.035 0.035 0.154) 0.35 0.035 0.035 低碳合金钢(如硼、锰或铬),淬火并回火或中 9.8 0.003 425 碳钢,淬火并回火0.25 0.55 0.035 0.035 10.9 5)、6) 低碳合金钢(如硼、锰或铬),淬火并回火0.154 )0.35 0.035 0.035 0.003 340 10.96) 0.25 0.55 0.035 0.035 0.3 中碳钢,淬火并回火或低、中碳合金钢(如硼、 0.20 0.55 0.035 0.035 4) 425 7) 锰或铬),淬火并回火或合金钢淬火并回火 0.20 0.55 0.035 0.035 0.003 10.96)、8)、9)合金钢,淬火并回火7)0.28 0.50 0.035 0.035 0.003 380 1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。 2)这些性能等级允许采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。 3)为了保证良好的淬透性,螺纹直径超过20mm 的紧固件,需采用对10.9 级规定的钢。 4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8 级:0.6%;9.8、10.9 和10.9级:0.7%。 5)该产品应在性能等级代号下增加一横线标志。10.9 级应符合对10.9 级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。 6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。 7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10% 8)考虑承受抗拉应力,12.9 级的表面不允许有金相能测出的白色磷聚集层。 9)该化学成分和回火温度尚在调查研究中。 二、螺母 1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000 ) 性能等级化学成分,%
(整理)常用标准件
常用标准件修订版 1 通用国标螺钉、螺栓、螺帽、弹垫、平垫按国标尺寸加工。 2 特殊用途的螺钉、螺栓、螺母,如:皇冠螺钉、弹性螺母、安全螺钉,按技术部要求加工。 3 压、胀铆螺母、螺钉、拉铆螺母等按此标准生产,未注尺寸按PEM 标准进行生产。 3.1小头拉铆螺母(Ⅰ型) 3.2 小头拉铆螺母(Ⅱ)
3.3沉头拉铆螺母 3.4六角平头拉铆螺母 3.5平头拉铆螺母
3.6 六角拉铆螺母(AEHS) 六角拉铆螺母 3.7通孔压铆螺母柱(SO)
备注:此标准适用于艾默生及其它公司标准,当华为技术产品图纸中标注3.5M3-XX压铆螺母柱时,所有尺寸与该标准中SO-M3-XX完全相同,当华为技术产品图纸中标注M3-XX压铆螺母柱时,则图示中D值尺寸为4.2mm,F值尺寸为4.8mm,其它尺寸不变。 3.8盲孔压铆螺母柱(BSO)
压铆螺母(通孔和盲孔)补充说明:供应商请注意加工时按我司的订单要求生产,若我司订单中未注明要求的尺寸按此列表中加工,注明特殊要求的按非标准加工。 盲孔压铆螺母C 部要求说明:L 长度为6~7mm 的C 部长度为4.5mm 以上,L 长度8~10mm 的C 部长度为6.5mm 以上,L 长度为11~14mm 的C 部长度为8.0mm 以上,L 长度为14mm 的C 部长度为10.0mm 以上,请各供应商按此要求加工。 备注:此标准适用于艾默生及其它公司标准,当华为技术产品图纸中标注3.5M3-XX 压铆螺母柱时,所有尺寸与该标准中SO-M3-XX 完全相同,当华为技术产品图纸中标注M3-XX 压铆螺母柱时,则图示中D 值尺寸为4.2mm ,F 值尺寸为4.8mm ,其它尺寸不变。 3.9六角头压铆螺钉(NFH 型) 3.10圆头压铆螺钉(FH 型-S) 1 材料:根据订单要求而定,未注要求均为易车铁 2 表面淬火,硬度要求HRC32-35° 3 若表面没有作特殊说明均为镀彩锌 4 螺纹为国标公制螺纹 说明:当C 值值大于所加工板厚时,若非面板类所用压铆时头部允许高于板厚:
工装常用标准件手册
带肩六角螺母 JB/T 8004.1-1999 标记示例:d =M 16的带肩六角螺母: 螺母 M 16 JB/T 8004.1 d =M 16×1.5的带肩六角螺母: 螺母 M 16×1.5 JB/T 8004.1-1999 单位为毫米 1 材 料:45钢,按GB/T 699的规定。 2 热 处 理:35~40 HRC 。 3 技术条件:按JB/T 8044的规定。 其余 12.5
标记示例:d=M12的连接螺母 螺母M12 JB/T 8004.3-1999 2 热处理:35~40HRC。 3 其他技术条件:按JB/T 8044的规定。 调节—1999 标记示例:d=M16的调节螺母 螺母M16 JB/T 8004.4-1999 2 热处理:35~40HRC。 3 其他技术条件:按JB/T 8044的规定。
标记示例:d =M5的A 型带孔滚花螺母 螺母 AM5 JB/T 8004.5-1999 单位为毫米 1 材 料:45钢,按GB699的规定。 2 热 处 理:A 型35~40HRC 。 3 其他技术条件:按JB/T 8044的规定。 A 型 B 型
内六角螺母JB/T 8004.7—1999 螺母AM12 JB/T 8004.7-1999 单位为毫米 2 热处理:35~40HRC。 3 其他技术条件:按JB/T 8044的规定。
手 柄 螺 母 JB/T 8004.8-1999 标记示例:d =M 10、H =45 mm 的A 型手柄螺母: 手柄螺母 AM 16×45 JB/T 8004.8-1999 回转手柄螺母 JB/T 8004.9-1999 标记示例:d =M 手柄螺母 M 10 JB/T 8004.9-1999 A型B型
螺纹紧固件设计手册
. 螺纹紧固件设计手册 1.螺纹紧固件设计概述 螺纹紧固件依据头部、杆部、尾部及螺纹形式的不同,有非常多的种类;同时,螺栓/螺母的强度等级及表面处理也是多种多样的,工程师将依据需求来选择、设计紧固件。 一个完整的设计,需要进行如下设计校核: 1)螺纹连接轴向预紧力设计计算 2)螺栓规格及强度等级选择 3)配合螺母的等级及内螺纹啮合长度确定 4)螺栓长度确定 5)表面处理选择 6)头部形式及装配空间确认 7)装配工艺试验验证 2.螺纹连接预紧力设计计算 螺栓/螺母连接是通过完成装配后,产生一定的轴向预紧力,来保证被连接件的固定,或传递载荷或密封等功能。在设计选择螺栓/螺母时,对于关键的联结部位,首先必须确认需要螺栓提供的轴向预紧力的范围。 在确定预紧力时,应考虑下列因素: ——最小预紧力满足功能要求 ——最大等效应力不超过螺栓的破坏应力 ——螺栓的应力幅不超过疲劳极限 ——联接体装配后的变形 下面是一些常见的连接形式中,最小轴向预紧力的计算: (1)螺栓的轴向力F通过配合面产生的静摩擦力,用以传递切向载荷F或扭矩M,YQKQ q为配 合面数量。 μ:配合面的摩擦系数ΤPCD/2 ra:摩擦半径,对于车轮螺栓为图1 通过配合面间的摩擦力传递载荷F(2)螺栓的轴向力用于提供保证密封所需的压力Kp P? F=A ikpD Pi:密封介质的压强:密封面积A D
. . 。作用时,被联接件仍留有一压力F)3防止张开所需的轴向力F,在有轴向外力(FA KRV =F+FF KRPA V 2 轴向外力在螺纹联结体上的分布图图 :同时还要考虑工作中预紧力的变化ΔFFZ 预紧力减小* 材料压陷或松弛,Fvth 导致预紧力发生变化Δ* 在螺栓和被连接件间产生热膨胀差由于温度变化,, 综合考虑上述所有因素,所需的螺栓最小轴向力 )(1 Δ+F=FF+F+F VminKQKP 3. 螺栓规格及强度等级确定螺栓在装配拧紧时,处于拉扭符合的应力状态,其屈服轴力和破坏轴力都小于单纯拉伸时螺栓的载荷。 螺栓能承受的90%,对于采用扭矩法拧紧的连接,螺栓的等效应力最大可到屈服点为常用螺栓的保证载荷、最小1与螺纹副的摩擦系数μ最大轴向预紧力F有关,表GMzul。拉力载荷及允许的最大装配轴力(等粗杆螺栓) )(2 —D2螺纹中径螺杆部最小截面直径—D0 ——螺纹副摩擦系数μG
常用紧固件技术指标和材料选择
常用紧固件技术指标和材料选择 一、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000) 1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。 2)这些性能等级允许采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。 3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。 5)该产品应在性能等级代号下增加一横线标志。10.9级应符合对10.9级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。 6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。 7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10% 8)考虑承受抗拉应力,12.9级的表面不允许有金相能测出的白色磷聚集层。 9)该化学成分和回火温度尚在调查研究中。
二、螺母 1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000) 性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。 2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000) 性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。 3.铆螺母的材料(GB/T17880.6-1999) 4.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93) 制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。 制造金属或非金属嵌件的材料由制造者确定。 三、紧定螺钉的材料技术要求(GB/T3098.3-2000)
紧固件(螺栓类)样品选型实用手册-07.15 - 副本
1278sgshe生 紧固件(螺栓类)样品选型实用手册 建档日期:2017.07 建档部门:应用开发部
紧固件基础知识 一、紧固件概述 二、螺栓常用材料 三、紧固件国家标准及编号规则 四、螺栓的生产工艺 五、常用紧固件机械性能 六、表面处理
一、紧固件概述 紧固件通常包括以下12大类零件:(螺栓、螺柱、螺钉、螺母、自攻螺钉、木螺钉、垫圈、挡圈、销、铆钉、组合件、焊钉) 1.螺栓: 特性:用于紧固两个(或以上)带有通孔的零件、由头部和螺杆两部分构成,通常与螺母配合,用于连接带有通孔和内螺纹的零件,可拆卸; 六角头螺栓:常用的国标有以下四种:GB/T5780C级,GB/T5781(全牙)C级,GB/T5782,GB/T5783(全牙) 六角头标准尺寸(S) 公称尺寸 六角尺寸(S) 标准型小六角 M5 8 M6 10 M8 13 12 M10 16 14 M12 18 17 M16 24 22 2.螺柱: 特性:没有头部的,仅有两端均外带螺纹的一类紧固件。它的一端必须旋入带有内螺纹孔的零件中,另一端旋上螺母; 螺柱常用品种: GB/T897 双头螺柱(bm=1d)GB/T900 双头螺柱(bm=2d)GB/T898 双头螺柱(bm=1.25d)GB/T901 等长双头螺柱GB/T899 双头螺柱(bm=1.5d)GB/T902.1 手工焊接螺柱
3.螺钉: 特性:由头部和螺杆两部份组成,螺母可要可不要,可拆卸。用途可分三大类(机器、紧定、特殊)。 品种:以拧紧方式分:有六角头、一字槽(开槽)、十字槽、内六角、内六角花形等,以头部形状分:有六角头、半圆头、盘头、球面圆柱头、沉头、半沉头、圆柱头等,以尾端功能分:锥端、倒角端、平端、凹端、球面端、圆柱端等; 螺钉常用品种: GB/T67 开槽盘头螺钉 GB/T68 开槽沉头螺钉 GB/T69 开槽半沉头螺钉 GB/T833 开槽大圆头螺钉 GB/T822 十字槽圆柱头螺钉 GB/T818 十字槽盘头螺钉 GB/T819.1 十字槽沉头螺钉 GB/T820 十字槽半沉头螺钉 GB/T70.1 内六角圆柱头螺钉 GB/T70.2 内六角平圆头螺钉 GB/T70.3 内六角沉头螺钉 GB/T77 内六角平端紧定螺钉 4.螺母: 特性:属于内螺纹紧固件与螺栓、螺柱等外螺纹配合使用