ProE钣金设计中折弯半径的确定方法

Pro/E钣金设计中折弯半径的确定方法
在钣金设计中,用传统方法画展开图时,只要有一个尺寸算错,加工后就可能导致零件报废。但是用Pro/E设计就非常轻松,只需输人精确的折弯半径,不用作任何尺寸计算,点击"展开"后,系统会自动展开,得到精确的展开图。
用Pro/进行钣金设计,在平整壁侧面创建折弯壁时,会出现SEL RADIUS选取半径的命令菜单,要求设计人员选择折弯半径。系统提供选择的折弯半径为:等于工件厚度;等于2倍的工件厚度; "Enter Value输人值"。实际情况中,对于高精度的扳金件设计来说,折弯半径正好"等于工件厚度"的情况很少,"等于2倍的工件厚度"更少见,多选取"Enter Value输入值"。
在Pro/E钣金设计中,影响展开图尺寸精度的关键因素是折弯半径。只有输人精确的折弯半径,才能得到精确的展开尺寸。可是在Pro/E钣金模块中,没有固定的公式可以计算折弯半径。使展开图的尺寸精度,因设计人员的经验不同而产生程度不同的设计误差。甚至一些厂家对于精度要求很高的重要钣金件,宁愿用传统方法作展开图,也不敢用Pro/E自动生成的展开图下料。因此,本文重点介绍Pro/E钣金设计中折弯半径的确定方法。
2 实测圆角半径不能作为Pro/E折弯半径的"Enter Value输入值"
传统的确定展开尺寸的方法,一般通过做试验,把试样折弯后,测量成型尺寸,再把成型尺寸和试样的下料尺寸比较,得出延伸量。名义尺寸减去延伸量,就是下料用的展开尺寸。因为延伸量随折弯圆角的大小而不同,生产厂家根据钣金件要求线条简洁的特点,通常对相同厚度的板材,选用统一的较小圆角R<板厚,得到统一的延伸量,以简化制造工艺。如果有特殊要求必须采用不同的折弯圆角,则需单独求出延伸量,但这种情况很少。
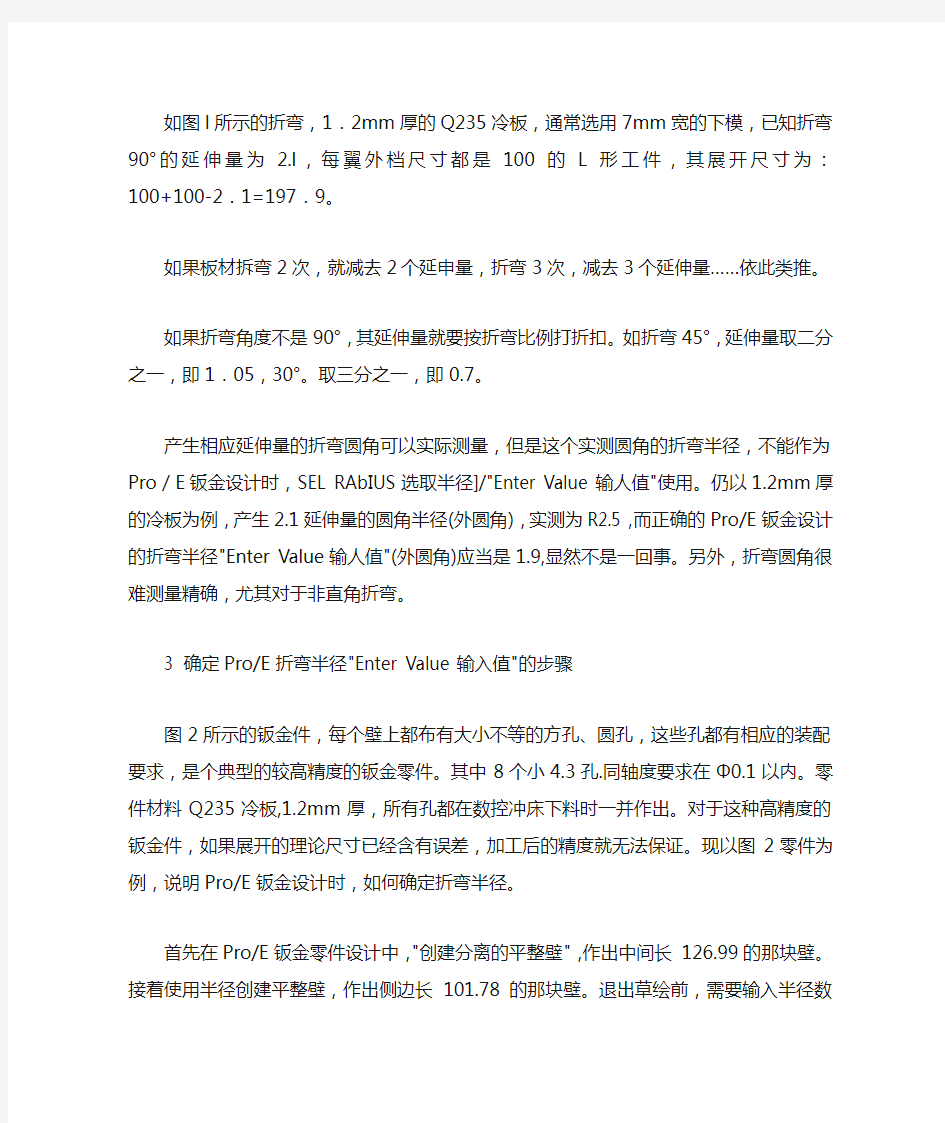
如图l所示的折弯,1〃2mm厚的Q235冷板,通常选用7mm宽的下模,已知折弯90°的延伸量为2.l,每翼外档尺寸都是100的L形工件,其展开尺寸为:100+100-2〃1=197〃9。
如果板材拆弯2次,就减去2个延申量,折弯3次,减去3个延伸量……依此类推。
如果折弯角度不是90°,其延伸量就要按折弯比例打折扣。如折弯45°,延伸量取二分之一,即1〃05,30°。取三分之一,即0.7。
产生相应延伸量的折弯圆角可以实际测量,但是这个实测圆角的折弯半径,不能作为Pro/E钣金设计时,SEL RAbIUS选取半径]/"Enter Value输人值"使用。仍以1.2mm厚的冷板为例,产生2.1延伸量的圆角半径(外圆角),实测为R2.5 ,而正确的Pro/E钣金设计的折弯半径"Enter Value输人值"(外圆角)应当是1.9,显然不是一回事。另外,折弯圆角很难测量精确,尤其对于非直角折弯。
3 确定Pro/E折弯半径"Enter Value输入值"的步骤
图2所示的钣金件,每个壁上都布有大小不等的方孔、圆孔,这些孔都有相应的装配要求,是个典型的较高精度的钣金零件。其中8个小4.3孔.同轴度要求在Φ0.1以内。零件材料Q235冷板,1.2mm 厚,所有孔都在数控冲床下料时一并作出。对于这种高精度的钣金件,如果展开的理论尺寸已经含有误差,加工后的精度就无法保证。现以图2零件为例,说明Pro/E钣金设计时,如何确定折弯半径。
首先在Pro/E钣金零件设计中,"创建分离的平整壁",作出中间长126.99的那块壁。接着使用半径创建平整壁,作出侧边长101.78的那块壁。退出草绘前,需要输入半径数值,这里采用系统默认的内侧半径。
1.2mm厚的冷板是常用材料,查得钣金厂家现成的延伸量数据为
2.1,两块壁折弯900的展开长应为:
126.99+101.78一延伸量2.1=226.67 P ro/E设计中输人半径数值后,如果展开长=226.b7,这个半径就对了。
根据经验,常用钢板的Pro/E折弯输人内半径都小于且接近板材厚度,所以先设内半径R=1.00钣金生成后,点击"Flat Patte。平整阵列"展开,得到展开长226.540输人半径偏大,需调整;
接着用R=0.7输人,得到展开长226.67,与用延伸量算出的展开尺寸相等。
零件上共有4处折弯,折弯半径都相同。零件成型后,用"Flat Pattern平整阵列"展开.得到展开长=346.020现在用延伸量数据来验算展开长:
126.99+(101.78+11.94 )x2-4x2.1=346.03
2个展开长数据比较,存在设计误差0.01 mm。考虑到折弯一次时两者都等于226.67,误差为零.这个精度应该可以接受。如需更精确,可以设R=0.697,自动展开后,折弯一次和折弯4次的尺寸,都和延伸量求出的尺寸相同,误差均为零。
图2零件由于输人了精确的半径数值,因而得到准确的展开尺寸,进而为零件达到成品精度要求,包括8个tb4.3mm孔的同轴度要求,创造了条件。
本例钣金也可用拉伸方法设计,截面一次性草绘完成,然后拉伸155.19mm。但是草绘截面时,也要输人用上述方法得到的内半径0.7mm或外半径1.9mm,才能得到正确的展开长346.02mm 确定Pro/E折弯半径的步骤归纳为:
(1)已有该规格的延伸量数据,如果没有,可用试验求得;
(2)在Pro/E中"创建分离的平整壁",再"使用半径创建平整壁"
(3)设内R板厚,完成L形钣金件的创建;
(4)使用"Flai Pattern平整阵列"展开,把该展开尺寸和用传统的延伸量算出的尺寸进行比较;
(5)如果展开尺寸数据有误差,修正R值;
(6)代人修正的R值。如果展开尺寸还有误差,继续修正R值,直到取得正确的展开尺寸。这时候的R值,才是需要的折弯半径"Enter Value输人值"。
如果钣金零件要折弯多次,可以把R值加人Pro/E的"参数",这样,每次创建折弯时,只要点击参数,而不用输入具体数字,避免了数字输错的风险。具体操作如下:
点击菜单管理器的设置(set up)参数(Parameters ),打开"钣金参数"对话框.在"缺省值和参数"中选择"SMT_ DFLT BEND_ RADIUS",在"值"文本框中输人0.7,然后点击"确定"完成"完成"。这样,在[SEL RADIUS选取半径卫的命令菜单中,就会多出一个"By Param(按参数)"的选项。操作时点击"By Param(按参数)"即可。
4常用钢板的折弯半径"Enter Value输入值"
笔者把Pro/E钣金设计中,常用钢板的折弯半径"Enter Valuesh输人值",以及其它相关参数列于表1,与同行们交流,这些参数已经过实际生产的长期验证,表1内延伸量为折弯90°的数据。
下模开口尺寸决定了折弯圆角的大小,表1中的下模开口尺寸是实际生产中最常用的。如果对圆角有特殊要求,只需改变下模开口尺寸,并用试验方法得出延伸量数据,然后用前述方法求出具体的Por/E折弯半径输人值。基于Pro/E的钣金展开法的应用实践
时间:2007-06-18 09:58来源:机电专业技术网作者:wangzw 点击: 91次
摘要: 对折弯钣金件的传统展开方法与现代Pro/E展开方法进行了比较分析,并列举了应用
实例。总结了Pro/E展开法在折弯钣金件过程中的注意事项。阐明了Pro/E的展开方法应用在
折弯钣金件展开中的优越性、实用性。为现代折弯钣金件展开提供了一种实用的工具。] 摘要:对折弯钣金件的传统展开方法与现代Pro/E展开方法进行了比较分析,并列举了应用实例。总结了Pro/E展开法在折弯钣金件过程中的注意事项。阐明了Pro/E的展开方法应用在折
弯钣金件展开中的优越性、实用性。为现代折弯钣金件展开提供了一种实用的工具。] 关键词:Pro/E钣金模块展开应用
在现代钣金制造业,随着数控激光切割机、数控折弯机等数控钣金加工设备应用的日益广泛,钣金加工工艺也有了质的飞跃。
传统折弯钣金件加工工艺以粗放展开加工并结合机械切削为特点,先近似以展开尺寸放样落料,
预留后续加工余量后进行折弯。折弯后再修准尺寸,加工孔槽。这种工艺对展开图精度要求低,存在着
工艺路线复杂、效率低、浪费材料及加工质量不易保证等缺点。
现代折弯钣金件加工工艺以精确展开加工、零机械切削为特点,先按展开图全部切割出外形及孔、槽,然后折弯成型。这种工艺具有钣金零件的单元封闭加工、工艺路线简化、效率高、加工质量好等
优点,但对钣金展开图的精度要求高。因此,现代折弯钣金件加工中精确展开图的绘制就成了首先要解
决的问题。
1折弯钣金件的传统展开方法
在钣金件的折弯过程中,由于钣金零件折弯区产生塑性变形,所以展开图的尺寸与几何计算的尺
寸不一致,需要进行专门的计算。
折弯钣金件的展开尺寸与钣金件的厚度、折弯角、折弯半径、材料伸缩率等因素有关。传统的
折弯钣金件展开尺寸计算时,依据折弯角的大小分别进行计算。展开尺寸L计算如下(各公式中参数含
义见图1)。当折弯角β为:
(1)0°≤β<90°时
L=A+B-2(R+T)+(R+T/3)×(180-β)π/180
(2)β=90°时
L=A+B-0.429R-1.47T
(3)90°<β≤150°时
L=A+B-2(R+T)t[n[(180-β)/2]+(R+T/2)(180-β)π/180
(4)150°<β≤180°时
L=A+B
由上述折弯钣金件传统展开公式可以看出,传统的折弯钣金件展开方法需要大量繁琐的人工计算,展开尺寸不易验证,展开精度不能满足现代钣金加工的要求。
2折弯钣金件的Pro/E展开方法
折弯钣金件Pro/E展开方法与传统展开方法有着本质的区别,它是一种参数化、智能化的三维CAD过程,是在程序完全模拟钣金折弯加工过程的基础上进行折弯钣金件展开的。展开方法为:在P
ro/E的钣金模块中建立折弯钣金件的立体模型,应用Un\_n^模块,直接点取基面及需展开的
面后,软件即可按钣金实际折弯加工过程运算后自动生成展开模型。通过展开模型,Pro/E能直接输出各种格式的二维图形文件,直接应用于数控切割及冲裁设备。
3Pro/E展开折弯钣金件应用实例
为更好说明Pro/E钣金模块折弯钣金件的展开应用,现以一种钣金零件的展开输出过程为例加以说明。该零件如图2所示,零件折弯半径为R2.5mm,板厚为2mm,其展开过程分述如下。
3.1环境设置
我们采用编辑Con`ca文本框进行如下设置
ALLOW_ANATOMIC_FEATURESYES
PRO_UNIT_LENGTHUNIT_MM
PRO_UNIT_MASSUNIT_KILOGRAM
TOL_DISPLAYYES
TOL_MODENOMINAL
TOLERANCE_STANDARDISO
PARENTHESIZE_REF_DIMYES
DRAWING_SETUP_FILE^:\pro_\pro_2000c\t_mpxa.^tlPRO_FORMAT_DIR^:\pro_\pro_2000c\`orm[ts\a]t\tl\\
3.2建立钣金件立体模型
在Pro/E中建立钣金件的立体模型时要应用该软件中的钣金模块(Sb__tm_t[l)。建模过程如下:Fcl_=>N_w=>弹出N_w对话框=>Typ_选项,选P[rt=>Su\-typ_选项,选(Sb__tm_t[l)=>N[m_输入框,输入YJ19W1W2K3(本零件代号)=>钣金件立体建模状态。然后通过F_[tur_=>Cr_[t,创建W[ll、Cut等零件特征。具体过程见如下特征树(Mo^_lTr__)。
Mo^_lTr__:
YJ19W1W2K3.PRT
FIRSTWALL
W[llc^991
W[llc^1102
W[llc^1189
W[llc^1298
W[llc^1461
W[llc^1510
W[llc^1558
W[llc^1719
W[llc^1767
Cutc^1816
Cutc^1875
本文所选零件建立的模型如图3。
3.3立体模型的展开
本例创建Un\_n^特征进行展开时,选260mm×120mm底面为基面,选择Un\_n^All方式进行展开。零件模型展开后如图4。
3.4展开后图形文件的输出
最后生成的展开图,直接过滤掉了尺寸标注、折弯中心线等数控钣金加工机床不需要的元素,以DXF格式直接输入数控钣金加工机床进行编程切割。
4折弯钣金件Pro/E展开中的注意事项
笔者在应用Pro/E进行折弯钣金件的展开实践中,总结出一些经验,现介绍如下:
(1)设置建模环境为了使Pro/E建模环境中的单位制式、视角标准等与数控钣金设备所使用的一致,建模前必须对Pro/E建模环境进行预先设置。设置通常采用编辑Con`ca文件进行或通过S_tup菜单进行设置。
(2)建立典型零件模型库由于Pro/E的立体建模是一个参数化过程,因此可根据本企业的钣金结构特点建立典型零件模型库。零件建模时选取典型模型进行修改重新生成(R_a_n_r[t_)后,即可得到所需模型,从而发挥Pro/E参数化设计的优势,达到快速建模的目的。
(3)验证零件立体模型由于展开模型是依据立体模型建立的,为保证展开模型的正确性,应对零件立体模型进行验证。验证时应用An[lyscs菜单中的M_[sur_,Mo^_l[n[lyscs等功能模块进行钣金立体模型各要素的测量分析。
(4)注意立体模型的结构工艺性由于Pro/E的钣金件建模是完全按钣金件实际加工过程进行模拟运算的,因此零件建模过程中应注意考虑折弯钣金件加工中的工艺裂缝(R_lc_`)、多向延展等工艺性问题。如果零件模型有不符合实际加工的结构工艺性问题,Pro/E将拒绝展开。
(5)展开后的干涉检验Pro/E零件展开后的模型,干涉部分Pro/E用警告色给出显示。注意有干涉警告时就要修改零件的结构直到没有展开干涉出现。
(6)展开图形的输出Pro/E的展开模型可通过Dr[wcna模块转化成二维图。二维图可显示标注尺寸、折弯中心线、折弯延伸区,以生成满足用户需求的图形。二维图能以DXF、DWG、IGES等多种图形文件格式输出,可以很方便地与数控设备进行图形文件的数据交换,从而达到直接输出编程的目的,实现无纸加工。
5结语
PRO/E展开方法具有参数化、智能化、展开迅速准确、效率高、精度高、展开尺寸便于验证、能实现无纸加工及展开图能以多种图形文件格式直接输出等特点,为现代折弯钣金件展开提供了一种实用的工具。