金属缠绕垫选型指南

金属缠绕垫规格
金属缠绕垫分四种规格,为 A,B,C,D型。A型为基本型,即不带环,完全由金属带和非金属带缠绕起来的,适用于榫槽面。 B型为内环型,适用于MFM面;C型为外环型,适用于RF面,但是压力低于6.3MPa;D型为内外环型,适用于
举个例子:垫片为0220型,就是A型垫,不带环,金属带为304,非金属为石墨。0221则是B型垫,带内环,金属带为304,非金属带为柔性石墨我们常说金属石墨缠绕垫或金属石棉缠绕垫,一般是X22X型和X21X型,X根据法兰面定。表1
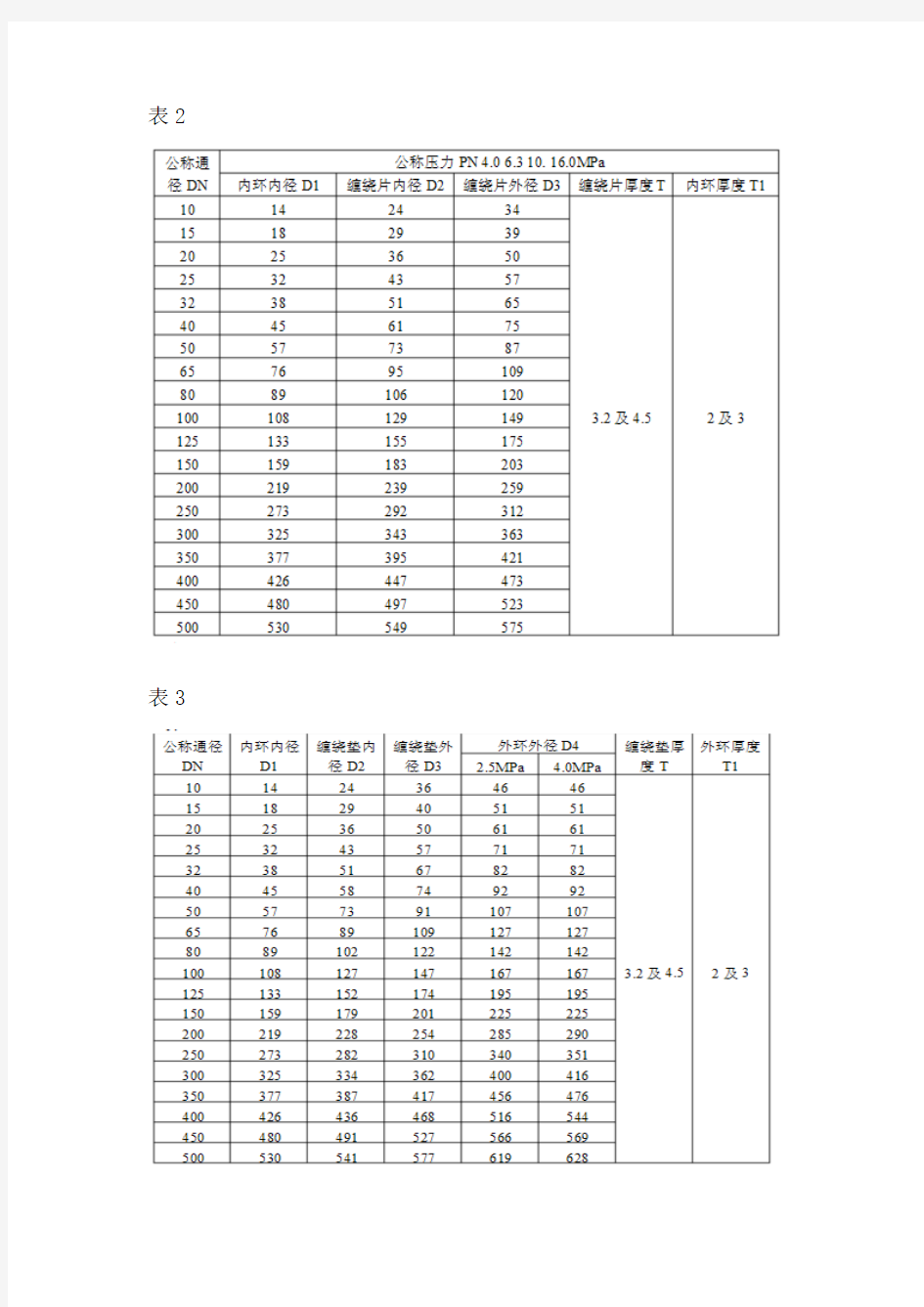
表2
表3
相关国家标准:HG/T20610-2009
垫片
带内外环材质:OCr18N19SS304316316L蒙乃尔、纯钛带外环、带内环、基本形。 石墨金属缠绕垫片;使用温度-200-850℃;使用压力0-20MPa 石棉金属缠绕垫片;使用温度-200-500℃;使用压力0-25MPa 四氟金属缠绕垫片;使用温度-200-260℃;使用压力0-10MPa 组成缠绕式密封垫片的金属带、软填料、内、外定位加强环的材质,您可根据不同的介质和操作条件,按此表分别选用自由组合。 你去看一下缠绕垫片标准HG20610-97。 第一个数字表示外环材料 0代表无,1代表低碳钢,2代表0Cr18Ni9; 第二个数字表示金属带材料 2代表0Cr18Ni9,3代表0Cr17Ni12Mo2,4代表00Cr17Ni12Mo2; 第三个数字表示非金属带材料 1代表特制石棉纸,2代表柔性石墨带,3代表聚四氟乙烯,代表特制非石棉纸; 第四个数字表示内环材料 0代表无,1代表低碳钢,2代表0Cr18Ni9,3代表0Cr17Ni12Mo2,4代表00Cr17Ni12Mo2。 金属缠绕垫片的型式: A型为基本型,适用密封形式为榫槽面;B型为带内环型,适用凹凸面对密封面;C 型为带外环型,D型为带内外环型,适用突面的密封面。具体形式可以参考规范HG20610 缠绕片垫片分四种形式:基本型缠绕垫片(0220)、带内环型缠绕垫片(0221)、带外环型缠绕垫片(1220)、带内外环型缠绕垫片(1221\\\\2222)。
垫片系数: m=2.5~4.0 , 最小预紧比压:y=68Pa 厚度及选择 异型金属缠绕垫片性能特点: 异型金属缠绕垫片是一种专门用于锅炉孔,毛孔,阀盖等的垫片,与金属缠绕垫片的结构相同,只是形状不同。主要有椭圆形、方形、及其他特殊几何形状的金属缠绕垫。 性能:耐高温、高压、耐腐蚀和良好的压缩回弹率。 应用:石油、化工、电力、冶金、船舶、造纸、医药等法兰连接处的管、阀、泵、人孔、压力容器、换热设备的密封部位是理想的静密封材料。 齿形垫片 齿形垫片指用金属平环,用特定加工工艺在环平面上加工出成90度夹角波形、锯齿状的金属垫片根据使用部 位和要求的不同,齿形垫片可以做成带内外定位环和两面加贴柔性石墨或聚四氟乙烯薄片的组合型垫片。
技师机械类理论考试专业公共基础知识复习试题
技师机械类理论考试专业公共基础知识复习试题技师理论试题 科目编号科目编号 机械基础金属工艺学 1~25 76~100 机械制图金属材料与热处理 26~50 101~125 公差电工 51~75 126~150 注:同一科目的判断题与选择题编号均一致。 判断题 1 ( )凡是四个构件连结成一个平面,即成为平面四杆机构。 2 ( )A型、B型和C型三种型式普通平键的区别主要是端部形状不同。 3 ( )在液压系统中,粗滤油器一般安装在液压泵的吸油管路上;精滤油器一般安装在液压泵的出油管路上。 4 ( )采用变位齿轮相啮合可以配凑中心距。 5 ( )矩形螺纹的自锁条件为:螺纹升角必须小于或等于摩擦角。 6 ( )液压泵的输出功率即为泵的输出流量和其工作压力的乘积. 7 ( )当溢流阀安装在泵的出口处,起到过载保护作用时,其阀芯是常开的. 8 ( )链传动一般不宜用于两轴心连线为铅垂线的场合. 9 ( )带传动是通过带与带轮间的摩擦力来传递运动和动力的. 10 ( )联轴器和离合器在联接和传动作用上是相同的 11 ( )弹性套柱销联轴器可以缓冲、吸振,运用于高速、有振动和经常正反转起动频 繁的场合。 12 ( )当变速器作恒扭矩使用时,应按最低转速时的输出功率选用。 13 ( )摩擦力的方向总是与该物体滑动或滑动趋势的方向相同。
14 ( )润滑油的粘度越大,则内摩擦阻力越小。 15 ( )液压传动系统中,压力的大小取决于液压油流量的大小。 16 ( )滚动螺旋的应用已使磨损和效率问题得到了极大改善。 17 ( )链传动是依靠啮合力传动,所以它们的瞬时传动比很准确。 18 ( )凸 轮机构就是将凸轮的旋转运动转变为从动件的往复直线运动。 19 ( )由于传动带具有弹性且依靠摩擦力来传动,所以工作时存在弹性滑动,不能适用于要求传动比恒定的场合。 20 ( )齿轮齿条传动只能将齿轮的旋转运动通过齿条转变为直线运动。 21 ( )液压传动中,传递动力和运动的工作介质为油液。 22 ( )内燃机中的曲柄滑块机构;牛头刨床中的导杆机构均是平面四杆机构 23 ( )螺旋传动能将螺杆的旋转运动转变为螺母的直线运动。 24 ( )带传动具有过载保护作用,可避免其它零件的损坏。 25 ( )在对心曲柄滑块机构中,若以滑块为主动件,机构具有死点位置. 26 ( )机件的真实大小应以图样上所注的尺寸数值为依据,但与图形的大小及绘图的准确度也有关。 27 ( )机械图样中(包括技术要求和说明)的英寸、角度、弧长等单位,须注明其计 量单位的代号及名称。 28 ( )平面图形在所平行的投影面上的投影反映实长,另两个投影面上的投影积聚成 线段,且平行于投影轴。 29 ( )用曲线板描每一段曲线时,至少应包含前一段曲线的最后一个点,而在本段后 1
金属软管接头简介
金属软管接头 金属软管接头是现代工业管路中的一种高品质的柔性管道。它主要由波纹管、网套和接头组成。它的内管是具有螺旋形或环形的薄壁不锈钢波纹管,波纹管外层的网套,是由不锈钢丝或钢带按一定的参数编织而成。 目录 1介绍 2型号 1. 2.1 DPJ接式 2. 2.2 DKJ接头 3. 2.3 DGJ接头 4. 2.4 90度接头 5. 2.5 45度接头 6. 2.6 Y形接头 7. 2.7 T形接头 8. 2.8 不锈钢软管接头 介绍 金属软管接头是现代工业管路中的一种高品质的柔性管道。它主要由 MOLLET金属软管接头 波纹管、网套和接头组成。它的内管是具有螺旋形或环形的薄壁不锈钢波纹管,波纹管外层的网套,是由不锈钢丝或钢带按一定的参数编织而成。软管两端的接头或法兰是与客户管道的接头或法兰相配的。软管的波纹管是由极薄壁的无缝或众焊不锈钢钢管经过高精度塑性加工成形的。由于波纹管轮廓的弹性特性决定了软管具有良好的柔软性和抗疲劳性,使它很容易吸收各种运动变形的循环载荷,尤其在管路系统中有补偿大位移量的能力。介质可视化(介可视),过程自动化。
2型号 DPJ接式 结构及特性: 金属软管接头(4张) DPJ外螺纹端接式金属软管接头是JB/GQ 0552 /83 D95-5金属接头的延伸产品; 金属接头采用锌合金材料压铸而成,表面镀锌、磨砂、或镀铬;结构紧密,无气孔,强度高。与金属软管连接可靠,外表美观; 此金属接头为端接式,用来将金属软管连接于箱体上的直线连接件; 适配金属软管:JS型、JSH型、JSB型、JSHG型; 推荐使用英制金属软管接头或公制螺纹金属接头; 可定制各种非标金属软管接头、特殊金属接头。 DKJ接头 金属软管接头 结构及特性: DKJ卡套式金属软管接头,能将无螺纹的钢管与软管连接,省却套丝工序,只需将螺丝旋入即可;
聚四氟乙烯
1.聚四氟乙烯 聚四氟乙烯是用于密封的氟塑料之一。聚四氟乙烯以碳原子为骨架,氟原子对称而均匀地分布在它的周围,构成严密的屏障,使它具有非常宝贵的综合物理机械性能(表14—9)。聚四氟乙烯对强酸、强碱、强氧化剂有很高的抗蚀性,即使温度较高,也不会发生作用,其耐腐蚀性能甚至超过玻璃、陶瓷、不锈钢以至金、铂,所以,素有“塑料王”之称。除某些芳烃化合物能使聚四氟乙烯有轻微的溶胀外,对酮类、醇类等有机溶剂均有耐蚀性。只有熔融态的碱金属及元素氟等在高温下才能对它起作用。 聚四氟乙烯的介电性能优异,绝缘强度及抗电弧性能也很突出,介质损耗角正切值很低,但抗电晕性能不好。聚四氟乙烯不吸水、不受氧气、紫外线作用、耐候性好,在户外暴露3年,抗拉强度几乎保持不变,仅伸长率有所下降。聚四氟乙烯薄膜与涂层由于有细孔,故能透过水和气体。
聚四氟乙烯在200℃以上,开始极微量的裂解,即使升温到结晶体熔点327℃,仍裂解很少,每小时失重为万分之二。但加热至400℃以上热裂解速度逐渐加快,产生有毒气体,因此,聚四氟乙烯烧结温度一般控制在375~380℃。 聚四氟乙烯分子间的范德华引力小,容易产生键间滑动,故聚四氟乙烯具有很低的摩擦系数及不粘性,摩擦系数在已知固体材料中是最低的。 聚四氟乙烯的导热系数小,该性能对其成型工艺及应用影响较大。其不但导热性差,且线膨胀系数较大,加入填充剂可适当降低线膨胀系数。在负荷下会发生蠕变现象,亦称作“冷流”,加入填充剂可减轻蠕变程度。 聚四氟乙烯可以添加不同的填充剂,选择的填充剂应基本满足下述要求:能耐380℃高温即四氟制品的烧结温度;与接触的介质不发生反应;与四氟树脂有良好的混入性;能改善四氟制品的耐磨性、冷流性、导热性及线膨胀系数等。常 用的填充剂有无碱无蜡玻璃纤维、石墨、碳纤维、MoS 2、A1 2 3 、CaF 2 、焦炭粉及 各种金属粉。如填充玻璃纤维或石墨,可提高四氟制品的耐磨、耐冷流性,填充MoS 2 可提高其润滑性,填充青铜、钼、镍、铝、银、钨、铁等,可改善导热性,填充聚酰亚胺或聚苯酯,可提高耐磨性,填充聚苯硫醚后能提高抗蠕变能力,保证尺寸稳定等。在相同的温度条件下,填充后的聚四氟乙烯其抗压强度(表 14-10)、压缩弹性模量(表14-11)、抗弯强度(表14-12)、硬度(表14-13)、摩擦系数和耐磨耗性(表14-14)、热导率(表14-15)均比纯四氟乙烯高。但抗拉强度和伸长率则有所下降,线膨胀系数(表14-15)也减小。 表14-10不同温度下加填充剂前后聚四氟乙烯的抗压强度① (Pa)
《金属工艺学》考试重点知识缩印(打印版)
塑性加工金属塑性变形 1.加工硬化:在冷变形时,随着变形程度的增加,金属材料的所有强度指标和硬度指标都有所提高,但塑性和韧性有所下降的现象。 2.回复:将冷变形后的金属加热至一定温度后,因原子的活动能力增强,使原子恢复到平衡位置,晶体内残余应力大大减小的现象。 3.再结晶:当温度升高到该金属熔点的0.4倍时,金属原子获得更多的热能,使塑性变形后金属被拉长了的晶粒重新生核、结晶,变为与变形前晶格结构相同的新等轴晶粒的过程。4、冷变形:是金属在再结晶温度以下所进行的变形或加工,如钢的冷拉或冷冲压等;热变形:是金属在再结晶温度以上所进行的变形或加工,如钢的热轧、热锻等。 5.可锻性:材料在锻造过程中经受塑性变形而不开裂的能力。6.锻造比:锻造时变形程度的一种表示方法,通常用变形前后的截面比、长度比、或高度比来表示。7.锻造:自由锻与模锻的生产与应用。与自由锻相比,模锻尺寸精度高,机械加工余量小,锻件的显微组织分布更为合理,可进一步提高零件的使用寿命。模锻生产率高,操作简单,容易实现机械化和自动化。但设备投资大,模锻成本高,生产准备周期长,且模锻件的质量受到模锻设备吨位的限制,因而适用于中小型锻件的成批和大量生产。 1.切削运动:包括主运动和进给运动。朱运动使刀具和工件之间产生相对运动,促使道具前刀面接近工件而实现切削。他的速度最高,消耗功率最大。进给运动使刀具与工件之间附加的相对运动,与主运动配合,即可连续地切削,获得具有所需几何特性的已加工表面。 2.切削三要素:切削速度:切削刃上选定点相对于工件主运动的瞬时速度(m/s);进给量:刀具在紧急运动方向上相对工件的位移量(mm/z);背吃刀量:在通过切削刃上选定点并垂直于该点主运动方向的切削层尺寸平面中,垂直于进给运动放向测量的切削尺寸(mm)。 3.切削层参数:切削层公称横接面积:切削层在切削尺寸平面里的实际横接面积;切削公称宽度:主切削刃截形上两个极限点间的距离;切削层公称厚度:很截面积与公称宽度之比 4.刀具材料基本要求:较高硬度、足够强度和韧性承受切削力和冲击和震动、较好耐磨性、较高耐热性、较好工艺性。常用材料:碳素工具钢、合金工具钢、高速钢、硬质合金及陶瓷材料。5、车刀切削部分组成:前面:道具上切削流过的表面;后面:刀具上与工件上切削中产生的表面相对的表面。切削刃:指刀具前面上拟作切削刃的刃,有主切削刃和副切削刃之分。6、刀具几何角度和作用:主偏角(一般45、60、75、90度)、副偏角(5—15):影响切削层截面的形状和参数,切削分力的变化并和副偏角一起影响已加工表面的粗糙度、前角(5-15)、后角(8-12):减少道具后面与工件表面的摩擦,并配合前角改变切削刃的锋利与强度、刃倾角(负5—+5):影响刀头的强度、切削和排屑方向 5.切削过程:切削塑形金属是,材料受到道具的作用以后,开始产生弹性变形。随着刀具继续切入,金属内部的应力、应变继续加大。当应力达到材料的屈服点时,产生塑形变形。刀具再继续前进,应力进而达到材料的断裂强度,金属材料被挤裂,并沿着刀具的前面流出而成为切屑。 6.切屑种类:带状切屑、节状切屑、崩碎切屑 7.切削力切削功率的计算:P18 8.切屑热的来源:在切屑过程中,由于绝大部分的切削功都转变成热量,所以有大量的热产生,这些热称之为切削热。主要来源:切屑变形所产生的热量;切屑和刀具的前面之间的摩擦所产生的热量;工件与刀具后面之间的摩擦所产生的热量。 9.切屑热的分布:切屑热产生以后,由切屑、工件、刀具及周围的介质传出、各部分传出的比例取决于工件材料、切削速度、刀具材料及刀具几何形状等。车削时的切屑热主要由切屑传出。 10.切屑热对切削的影响:传入切削及介质中的热量越多,对加工越有利;传入刀具的热量虽然不是很多,但由于刀具切削部分体积很小,因此刀具的温度可达到很高。温度升高以后会加速刀具的磨损;传入刀具的热量,可能使工件变形,产生形状和尺寸的误差。 1、铣削的工艺特点:1)生产率较高。2)铣削时容易产生振动。3)刀齿散热条件好。应用:铣削时,主运动是铣刀的回转运动,进给运动是工件的直线运动或曲线运动。铣刀可以用来加工平面、成形面、齿轮、沟槽,还可以进行孔加工,如钻孔、扩孔等。 铣削可分为粗铣、半精铣、精铣。 1、外圆加工方案的分析及其应用: (1)粗车除淬硬钢以外,各种零件的加工都适用。当零件的外圆面要求精度低、表面粗糙度值较大时,只粗车即可。(2)粗车—半精车对于中等精度和粗糙度要求的末淬硬工件的外圆面,均可采用此方案。(3)粗车—半精车—磨(粗磨或半粗磨)此方案最适于加工精度稍高、粗糙度值较小,且淬硬的钢件外圆面,也广泛用于加工未淬硬的钢件或铸件。(4)粗车—半精车—粗磨—精磨此方案的适用范围基本上与(3)相同,只是外圆面要求的精度更高、表面粗糙度值更小,需将磨削分为粗磨和精磨,才能达到要求。(5)粗车—半精车—粗磨—精磨—研磨(或超级光磨或镜面磨削)此方案可达到很高的精度和很小的表面粗糙度值,但不宜用于加工塑性大的有色金属零件。(6)粗车—精车—精细车此方案主要适用于精度要求高的有色金属零件的加工。塑性加工金属塑性变形 1.加工硬化:在冷变形时,随着变形程度的增加,金属材料的所有强度指标和硬度指标都有所提高,但塑性和韧性有所下降的现象。 2.回复:将冷变形后的金属加热至一定温度后,因原子的活动能力增强,使原子恢复到平衡位置,晶体内残余应力大大减小的现象。 3.再结晶:当温度升高到该金属熔点的0.4倍时,金属原子获得更多的热能,使塑性变形后金属被拉长了的晶粒重新生核、结晶,变为与变形前晶格结构相同的新等轴晶粒的过程。4、冷变形:是金属在再结晶温度以下所进行的变形或加工,如钢的冷拉或冷冲压等;热变形:是金属在再结晶温度以上所进行的变形或加工,如钢的热轧、热锻等。 5.可锻性:材料在锻造过程中经受塑性变形而不开裂的能力。6.锻造比:锻造时变形程度的一种表示方法,通常用变形前后的截面比、长度比、或高度比来表示。7.锻造:自由锻与模锻的生产与应用。与自由锻相比,模锻尺寸精度高,机械加工余量小,锻件的显微组织分布更为合理,可进一步提高零件的使用寿命。模锻生产率高,操作简单,容易实现机械化和自动化。但设备投资大,模锻成本高,生产准备周期长,且模锻件的质量受到模锻设备吨位的限制,因而适用于中小型锻件的成批和大量生产。 11.切削运动:包括主运动和进给运动。朱运动使刀具和工件之间产生相对运动,促使道具前刀面接近工件而实现切削。他的速度最高,消耗功率最大。进给运动使刀具与工件之间附加的相对运动,与主运动配合,即可连续地切削,获得具有所需几何特性的已加工表面。 12.切削三要素:切削速度:切削刃上选定点相对于工件主运动的瞬时速度(m/s);进给量:刀具在紧急运动方向上相对工件的位移量(mm/z);背吃刀量:在通过切削刃上选定点并垂直于该点主运动方向的切削层尺寸平面中,垂直于进给运动放向测量的切削尺寸(mm)。 13.切削层参数:切削层公称横接面积:切削层在切削尺寸平面里的实际横接面积;切削公称宽度:主切削刃截形上两个极限点间的距离;切削层公称厚度:很截面积与公称宽度之比 14.刀具材料基本要求:较高硬度、足够强度和韧性承受切削力和冲击和震动、较好耐磨性、较高耐热性、较好工艺性。常用材料:碳素工具钢、合金工具钢、高速钢、硬质合金及陶瓷材料。5、车刀切削部分组成:前面:道具上切削流过的表面;后面:刀具上与工件上切削中产生的表面相对的表面。切削刃:指刀具前面上拟作切削刃的刃,有主切削刃和副切削刃之分。6、刀具几何角度和作用:主偏角(一般45、60、75、90度)、副偏角(5—15):影响切削层截面的形状和参数,切削分力的变化并和副偏角一起影响已加工表面的粗糙度、前角(5-15)、后角(8-12):减少道具后面与工件表面的摩擦,并配合前角改变切削刃的锋利与强度、刃倾角(负5—+5):影响刀头的强度、切削和排屑方向 15.切削过程:切削塑形金属是,材料受到道具的作用以后,开始产生弹性变形。随着刀具继续切入,金属内部的应力、应变继续加大。当应力达到材料的屈服点时,产生塑形变形。刀具再继续前进,应力进而达到材料的断裂强度,金属材料被挤裂,并沿着刀具的前面流出而成为切屑。 16.切屑种类:带状切屑、节状切屑、崩碎切屑 17.切削力切削功率的计算:P18 18.切屑热的来源:在切屑过程中,由于绝大部分的切削功都转变成热量,所以有大量的热产生,这些热称之为切削热。主要来源:切屑变形所产生的热量;切屑和刀具的前面之间的摩擦所产生的热量;工件与刀具后面之间的摩擦所产生的热量。 19.切屑热的分布:切屑热产生以后,由切屑、工件、刀具及周围的介质传出、各部分传出的比例取决于工件材料、切削速度、刀具材料及刀具几何形状等。车削时的切屑热主要由切屑传出。 20.切屑热对切削的影响:传入切削及介质中的热量越多,对加工越有利;传入刀具的热量虽然不是很多,但由于刀具切削部分体积很小,因此刀具的温度可达到很高。温度升高以后会加速刀具的磨损;传入刀具的热量,可能使工件变形,产生形状和尺寸的误差。 1、铣削的工艺特点:1)生产率较高。2)铣削时容易产生振动。3)刀齿散热条件好。应用:铣削时,主运动是铣刀的回转运动,进给运动是工件的直线运动或曲线运动。铣刀可以用来加工平面、成形面、齿轮、沟槽,还可以进行孔加工,如钻孔、扩孔等。 铣削可分为粗铣、半精铣、精铣。 2、外圆加工方案的分析及其应用: (1)粗车除淬硬钢以外,各种零件的加工都适用。当零件的外圆面要求精度低、表面粗糙度值较大时,只粗车即可。(2)粗车—半精车对于中等精度和粗糙度要求的末淬硬工件的外圆面,均可采用此方案。(3)粗车—半精车—磨(粗磨或半粗磨)此方案最适于加工精度稍高、粗糙度值较小,且淬硬的钢件外圆面,也广泛用于加工未淬硬的钢件或铸件。(4)粗车—半精车—粗磨—精磨此方案的适用范围基本上与(3)相同,只是外圆面要求的精度更高、表面粗糙度值更小,需将磨削分为粗磨和精磨,才能达到要求。(5)粗车—半精车—粗磨—精磨—研磨(或超级光磨或镜面磨削)此方案可达到很高的精度和很小的表面粗糙度值,但不宜用于加工塑性大的有色金属零件。(6)粗车—精车—精细车此方案主要适用于精度要求高的有色金属零件的加工。
垫片Gasket OR CS IR 304的英文描述与英文释义
垫片Gasket OR:CS IR:304的英文描述与英文释义 1、垫片,CL150,SPW 304SS W/GRAPHITE FILLER OR:304 AND IR:304,RF,T=4.5mm,ASME B16.20/HG 20631 中OR应该是指带外定位环,而这个材料应该是带内、外定位环的,压力等级为CL150的缠绕垫,厚度4.5mm, 垫片密封面的材料是304不锈钢+石墨,内、外定位环材质是304不锈钢,并符合ASME B16.20/HG 20631标准; 2、GASKET SPW,CL150,304SS W/GRAPHITE FILLER,CR:304SS W/IR:304SS,ASME B16.20/HG20631 中CR应该是centering ring对中环,即外环,而这个材料应该是带内、外定位环的,压力等级为CL150的缠绕垫,垫片密封面的材料是304不锈钢+石墨,内、外定位环材质是304不锈钢,并符合ASME B16.20/HG 20631标准; 两种垫片英文描述的意思“Flat Gasket,Type RF,CL150,RFG,,HG/T 20627,1.5 mm”,“Gasket,SWG,IR & OR Type,CL150,304/FG,OR:CS,IR:304,,SH/T 3407,4.5 mm”, Flat Gasket 平垫片
Gasket,SWG 缠绕垫片 SWG是spiral wound gasket的缩写。 RF 密封面突面法兰所配垫片 CL150 CLASS150压力等级150 304/FG 304不锈钢钢带+石墨填充带 OR:CS IR:304 外环材质是碳钢,内环材质304不锈钢 RFG Reinforced Flexible Graphite 增强柔性石墨垫 “Flat Gasket,Type RF,CL150,RFG,,HG/T 20627,1.5 mm” 平垫片,密封面突面法兰所配垫片。压力是CL150,标准是HG/T 20627,厚度1.5mm “Gasket,SWG,IR & OR Type,CL150,304/FG,OR:CS,IR:304,,SH/T 3407,4.5 mm”这个类似,304/FG是304不锈钢钢带+石墨填充带。也就是缠绕垫片。IR & OR 是带内外环。外环材质是碳钢,内环材质304,标准是SH/T 3407,厚度是4.5 mm
金属软管敷设长度修订稿
金属软管敷设长度 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
金属软管敷设长度 [ 2008-9-10 14:36:00 | By: mucktruck ] 接线盒(箱)的安装应平整牢固,与钢管连接紧密,钢管进入灯头盒,开关盒(箱)时,明配管应用锁紧迫母固定,露出丝扣为2~4扣.暗配管可用焊接固定,管口露出盒(箱)应小于5mm. 7,因设计修改,暗敷管需延伸至某用电点时,须用电线管连接,不能使用金属软管. 8,明配管连接部分用6铜电线接跨接,管子预穿铁丝,管口装上塑料护套,然后堵 上木枳. 9,电线管穿线后严禁在管线上施焊及作电焊接地通路,避免损坏导线绝缘层,造成线路短路. 10,钢管穿线每一回路导线之间和对地的绝缘电阻阻值不得小于1MW. 11,穿线时应按规范分色编码.这项工作十分重要,必须从编制材料计划就开始抓起,领料,穿线,接线时应重复核对. 12,灯具,器具安装 ①灯具,开关,插座的安装应平整,牢固,清洁整齐,高度一致,位置正确,开关应切断相线.暗开关和暗插座安装的垂直度及相邻高低差应符合要求(按标高尺寸在走 廊始终端粒粉线,另统一门框边至线盒的距离,可在15~20cm范围选定). ②所有金属吸顶架盒,灯具均应采用保安接零,保安接零与接地装置共用,接地电阻不大于1Ω. ③插座地线要可靠,相线零线,地线安装应符合规范要求. ④灯具安装应配合装修,筒灯金属外壳可靠接地,不得在天花内裸露电线,严禁裸露驳接线口.灯具线路若在天花内有驳口时应设接线盒. 针对此项通病,首先在采购上应加以控制,各种规格的专用接地线卡必须与所配线管相配,工地收货时应仔细检验,接地跨接导线,电线管统一采用截面为4平方毫米的铜线,严禁采用熔焊连接的方式进行跨接. 9,线管敷设排列不整齐美观,支吊架,卡码设置不合理,固定点间距不均匀,管卡与终端,弯头中点,电器器具或(箱,盘,柜)边缘的距离超过500mm. 对策: 电线管施工时,必须对各回路进行统筹安排,具体操作时必须排列整齐,横平竖直,
金属缠绕垫
金属缠绕垫,碳钢金属缠绕垫,不锈钢金属缠绕垫,基本型缠绕垫,带外环型金属缠绕垫,带内环型金属缠绕垫,带内外环型金属缠绕垫,特大缠绕垫,异性规格定做。 结构:在法兰垫外观设计上为了安装方便,本公司根据垫片口径大小,在垫片外围焊上2-8个定位带,让定位带扣在法兰孔上,以防安装时垫片移位或脱落,节约了辅助材料及工时。垫片种类及材料 1、缠绕式垫片分为四种形式:即A为基本型,B为带内加强环型,C为带外加强环型,D为带内、外加强环型。 2、一般使用材料 A、钢带:0Cr13、0Cr18Ni9(304)、0Cr18Ni9Ti、1Cr18Ni9Ti(321)、0Cr17Ni12Mo2(316)、00Cr17Ni14Mo2(316L) B、内外环用材料有A3、304、316、316L C、非金属夹层带:柔性石墨聚四氟乙烯、特制石棉。 性能: 1、适用范围广。能耐高温、高压和适应超低温或真空下使用。 2、应用补偿能力强。在高温、高压波动频繁的工位上,密封性能稳定、可靠性强。 3、有良好的密封性能。 4、使用安装方便。 金属包覆垫片采用石棉纸、膨胀石墨、陶瓷纤维、四氟等作为填充物,外包不锈钢,马口铁,紫铜等各种材质的金属薄板而成,广泛用于水蒸气、煤气、石油气、溶剂蒸汽的管道法兰、压力容器、热交换器的密封盖以及内燃机、压缩机的汽缸盖等。可制造垫片直径15mm 至5000mm.厚度2mm至8mm.不锈钢缠绕垫片,金属缠绕垫片 不锈钢缠绕垫片全称金属缠绕垫片。不锈钢缠绕垫片是用延展性较好的薄金属带(201,304,316,316L)与非金属填充物(石墨,四氟,无石棉,石棉),相互间隔一层层地连接缠绕而成,在始、末端用点焊方式将金属带固定的密封垫片。不锈钢缠绕垫片具有良好的压缩和回弹性,特别是用膨胀石墨带做填充材料的,密封性能良好,一般操作条件下,各种介质均宜采用。尤其适用于有松弛、温度波动、压力波动、有冲压和震动条件下,中低压管法兰、设备法兰、阀门、泵、压力容器的连接处的静密封元件。不锈钢缠绕垫片广泛应用于石化、机械、电力、冶金、造船、医药、原子能和宇航等部门,应力补偿能力强。在温度、压力波动频繁的工位上,密封性能稳定,可靠。 产品标准: 我们能按照ANSI B16.20,MSS SP-44,API605,DIN,JIS,JPI,BS1560,JG/T,GB/T,HG,SH等标准生产。或者由用户具体注明要求。如垫片用在换热器上且带有筋条时,请提供具体的图纸。 垫片型式: 产品名称代号适用表示示例 基本型金属缠绕垫A榫槽面304/PTFE 带内环金属缠绕垫B凹凸面304304/FG 带外环金属缠绕垫C突面304/ASB CS 带内外环金属缠绕垫D304304/FG CS
金属缠绕垫HGT20631-2009 带内外环垫片尺寸 GBT Microsoft Word 文档
HG/T20631-2009 带内外环垫片尺寸 通径尺寸 PN2.0 PN5.0 PN11.0 PN15.0 DN15 14.319.1*31.8*46.5 14.3*19.1*31.8*52.5 14.3*19.1*31.8*62.5 DN20 20.7*25.4*39.6*56 20.7*25.4*39.6*66.5 20.7*25.4*39.6*69 DN25 27*31.8*47.8*65.5 27*31.8*47.8*73 27*31.8*47.8*77.5 DN32 38.1*47.8*60.5*75 38.1*47.8*60.5*82.5 33.4*39.6*60.5*87 DN40 44.5*54.1*69.9*84.5 44.5*54.1*69.9*94.5 41.3*47.8*69.9*97 DN50 55.6*69.9*85.9*104.5 55.6*69.9*85.9*111 52.4*58.7*85.9*141 DN65 66.7*82.6*98.6*123.5 66.7*82.6*98.6*129 63.5*69.9*98.6*163.5 DN80 81*101.6*120.7*136.5 81*101.6*120.7*148.5 81*95.3*120.7*166.5 DN100 106.4*127*149.4*174.5 106.4*127*149.4*180 106.4*120.7*149.4*192 106.4*120.7*149.4*205 DN125 131.8*155.7*177.8*196 131.8*155.7*177.8*215 131.8*147.6*177.8*239.5 131.8*147.6*177.8*246.5
金属软管,塑料软管连接件
金属软管、塑料软管连接件JSF-DPJ端接式包塑软管接头软管接头包塑金属软管接头
JSF-DPJ端接式包塑软管接头采用0#锌合金(铝合金)压铸(浇铸)而成,表面镀锌或镀铬。JSF-DPJ金属软管接头结构紧密,无气孔,强度高,与金属软管连接可靠,外表美观大方; JSF-DPJ金属接头是上海京生电器JB/GQ0552-83执行标准中D96-4A,D95-5金属接头的延伸产品; JSF-DPJ包塑软管接头为端接式,用来将京生金属软管连接于箱体上的直线连接件; JSF-DPJ适配金属软管:JSF-JS型、JSF-JSH型、JSF-JSB型、JSF-JSHG型; 推荐使用英制管螺纹或公制螺纹;其他德标PG或美标NPT螺纹等可来电京生电器公司快速订做。 配套金属软管规格JSF-DPJ外螺纹金属软管接头提供螺纹范围公制英制英制螺纹G公制螺纹M美标螺纹NPT德标螺纹PG φ6 1/16″G1/4″M14×1.5 1/4″NPT PG7 φ8 1/8″G3/8″M16×1.5 3/8″NPT PG9 φ10 1/4″G3/8″M16×1.5 3/8″NPT PG9 φ12 3/8″ G3/8″ M20×1.5 3/8″NPT PG11 PG13.5
φ15(16)1/2″ G1/2″ M20×1.5 M24×1.5 1/2″NP T PG13.5 PG16 φ20(19)3/4″ G3/4″ M27×2.0 M30×2.0 3/4″NPT PG21 φ25 1″ G1″ M33×2.0 M36×2.0 1″NPT PG29 φ32 1-1/4″ G1-1/4″ M42×2.0 M48×2.0 1-1/4″NPT PG29 φ38(40)1-1/2″ G1-1/2″ M48×2.0 M60×2.0 1-1/2″NPT PG36 PG42 φ51(50)2″ G2″ M60×2.0 M70×2.0 2″NPT PG48 φ64(70)2-1/2″ G2-1/2″ M76×2.0 2-1/2″NPT φ75(80)3″ G3″ M88×2.0 3″NPT φ100 4″ G4″ M114×2.0 4″NPT φ125 5″ G5″ M140×2.0 5″NPT φ150 6″ G6″ M164×2.0 6″NPT φ2008″ G8″ M188×2.0 8″NPT 注:特殊规格、型号,特殊螺纹可来电订做。 三柱卡套接头卡套式管接头卡套式软管接头JSF-DKJ
穿线金属软管金属软管内外径对照表
穿线金属软管参数 内径[mm] 外径 [mm] 公差 +/- [mm] 拉伸状 态的重 量 +/-10% [Kg/m] 最小弯 曲半径 [mm] 最小径 向载荷 [N] 最小抗拉 强度 [N] 4 6 0.1 0.034 1 5 800 320 5 7 0.1 0.039 17 835 340 6 8 0.2 0.044 19 875 360 7 9 0.2 0.049 20 930 380 8 10 0.2 0.056 22 975 400 9 11 0.2 0.063 25 1020 450 10 13 0.2 0.100 30 1060 500 11 14 0.2 0.110 31 1095 550 12 15 0.2 0.120 32 1140 600 13 16 0.2 0.130 33 1175 650 14 17 0.2 0.140 35 1215 700 15 18 0.2 0.150 37 1250 720 16 19 0.2 0.160 40 1290 760 17 20 0.2 0.170 45 1330 800 18 21 0.2 0.180 42 1470 890 19 23 0.3 0.212 40 1510 840 20 24 0.3 0.223 42 1545 890 21 25 0.3 0.235 45 1580 920 22 26 0.3 0.247 48 1620 940 23 27 0.3 0.258 52 1655 960 24 28 0.3 0.269 55 1690 980 25 29 0.3 0.280 58 1735 1000 26 30 0.3 0.292 60 1770 1020
金属缠绕垫基础知识
金属缠绕垫基础知识 成都流体机械密封制造有限公司 技术部石俊
金属缠绕垫片是目前应用广泛的一种密封垫片,为半金属密封垫中回弹性最佳的垫片,由V形或W形薄钢带与各种填充料交替缠绕而成,能耐高温、高压和适应超低温或真空下的条件使用,通过改变垫片的材料组合,可解决各种介质对垫片的化学腐蚀问题,其结构密度可依据不同的锁紧力要求来制作,为加强主体和准确定位,缠绕垫片设有金属内加强环和外定位环,利用内外钢环来控制其最大压紧度,对垫片接触的法兰密封面的表面精度要求不高。 1)缠绕垫的结构组成
2)缠绕垫各部件材质 316L 316L 316 316316L 聚四氟乙烯304 304316柔性石墨碳钢 碳钢304石棉外环 内环钢带填充料
3)缠绕垫各部分材质介绍 金属带 金属带采用厚度为0.15~0.25的低碳钢、不锈钢、特种合金冷轧钢带,或由供需双方协商确定(若用户有特殊要求)。 非金属带 非金属带材料主要有柔性石墨、特制石棉、聚四氟乙烯,或由供需双方协商确定(若用户有特殊要求)。 非金属带厚度0.3~1.0mm。 缠绕垫主要有其中的非金属带起密封作用,因此非金属带必须具有稳定的化学性质和耐高温高压的能力 加强环 内环材质需与金属带材质一致,外环可由供需双方协定,但采用A3钢时需做防锈处理。
3.1常用非金属带性能 -200~260 聚四氟乙烯 ≤500特制石棉≤600 (非氧化性介质≤800)柔性石墨适用温度℃ 非金属带
3.2金属缠绕垫片主要技术参数: ?缠绕垫片使用压力:≤25MPa ?缠绕垫片使用温度:-196℃-700℃(氧化性介质中不高于600℃) ?缠绕垫片最小预紧比压:y=68MPa
金属切削基本知识测试题.doc
【金属切削基本知识测试题】 测试总分: 100 分 【07】的测试概况:(得分: 100 分) 1.单选题:背吃刀量是指主刀刃与工件切削表面接触长度()。 A. 在切削平面的法线方向上测量的值 B.正交平面的法线方向上测量的值 C.在基面上的投影值 D.在主运动及进给运动方向所组成的平面的法线方向上测量的 值 解答: D 2.单选题:通过切削刃选定点,垂直于主运动方向的平面称为 A.切削平面 B.进给平面 C.基面 D.主剖面 解答: C 3.单选题:在正交平面内度量的基面与前刀面的夹角为 A.前角 B.后角
C.主偏角 D.刃倾角 解答: A 4.单选题:在立式钻床上钻孔,其主运动和进给运动 A.均由工件来完成 B.均由刀具来完成 C.分别由工件和刀具来完成 解答: B 5.单选题:确定刀具标注角度的参考系选用的三个主要基准平面是 A.切削表面、已加工表面和待加工表面 B.前刀面、主后刀面和副后刀面 C.基面、切削平面和正交平面(主剖面) 解答: C 6.单选题: 2. 在外圆磨床上磨削工件外圆表面,其主运动是()。 A. 砂轮的回转运动 B. 工件的回转运动 C.
砂轮的直线运动 D. 工件的直线运动 解答: A 7.单选题:刀具上能使主切削刃的工作长度增大的几何要素是: () A.增大前角 B.减小主偏角 C.增大刃倾角 D.减小副偏角 解答: B 8.单选题:进给运动通常是机床中()。 A.切削运动中消耗功率最多的运动 B.切削运动中速度最高的运动 C.不断地把切削层投入切削的运动 D.使工件或刀具进入正确加工位置的运动 解答: C 9.单选题:刃倾角是主切削刃与()之间的夹角 A.切削平面
金属软管规格
金属软管规格 总则( Z% I8 N E4 h" B9 \/ {3 d' R0 H2 f 1.1 范围 1.1.1 本规定对金属软管在设计、材料选用、检验/试验、标注、涂漆和运输准备等方面提出了详细的要求。% P: @2 r7 z3 P2 j0 w' J, e 1.1.2 本规定内容若与1.2条款中引用的文件有矛盾时,应按照较严格的规定执行。* k" V/ n" p$ l 1.1.3 在金属软管的询价/订货过程中,本规定应作为技术文件,和金属软管数据表(金属软管规格书)一并提交给供应商。6 r# T) o5 `6 ^% C- U 注:金属软管数据表包括:位号、尺寸、数量和详细要求。 1.1.4 本规定适用于SEI(买方)对金属软管的设计、采购工作。1 h3 s) x0 z! E: @: `6 V) F+ _ 1.2 规范性引用文件 下列文件中的条款通过本规定的引用而成为本规定的条款,其最新版本适用于本规定。1)ASME 规范和标准 B31.3 工艺配管 B1.1 统一英制螺纹# `( N/ h1 ]. c# \0 w6 ` B1.20.1 管螺纹(一般用途)) T2 A' G/ _1 ] B16.5 钢制管法兰和法兰管件0 O) ?) B$ _; P1 B B16.25 对焊端部 B46.1 表面粗糙度" j! r5 F% P Q! U" R 2)MSS 标准 SP-25 阀门、管件、法兰和活接头用标准标记系统 3)ASTM 标准 4)工程的相关规定6 o8 n' { y6 v; s7 \( K9 k 2 金属软管的设计 2.1 金属软管的工艺条件5 /8 F( u2 U# j4 /$ f6 z 金属软管的工艺数据,详见金属软管规格书。 2.2 金属软管的结构 1)金属软管的结构,详见金属软管规格书。 2)金属软管的弯曲半径至少为公称直径的10倍。7 G- K( T( f; l% r6 J6 Z 2.3 金属软管的端部连接' T# D1 X# k- ^0 _: @ 1)金属软管的端部连接要求,详见金属软管规格书;& t3 b; v& M# Z2 d. J) w# S3 r7 d 2)金属软管的端部连接应执行的标准如下:$ [ M4 U$ Z; ]$ f4 m8 / 法兰连接: ASME B16.5 (24”及以下) 承插焊连接: ASME B16.11 螺纹连接: ASME B1.20.1 3)密封面加工粗糙度; y1 Y6 y& M2 H; i5 z2 } 通常,法兰的密封面加工粗糙度为125μin~250μin(3.2微米~6.3微米)。( c5 U, /7 ?$ f8 w! r 2.4 制造要求0 u( l# B% V, ~ 1)金属软管的焊接、预热和焊后热处理应符合ASME B31.3的要求。9 L& E* /. ~! W7 D,
各类垫片价格表
石棉垫片、橡胶垫片、金属垫片、非金属垫片、聚四氟乙烯垫片、金属环形垫片 垫片:垫片是用纸、橡皮片或铜片制成,放在两平面之间以加强密封的材料,为防止流体泄漏设置在静密封面之间的密封元件。 垫片(gasket)是两个物体之间的机械密封,通常以防止的两个物体之间受到压力、腐蚀、和管路自然地热胀冷缩泄漏。由于机械加工表面不可能完美,使用垫片即可填补不规则性。垫片通常由片状材料制成,如垫纸,橡胶,硅橡胶,金属,软木,毛毯,氯丁橡胶,丁腈橡胶,玻璃纤维或塑料聚合物(如聚四氟乙烯)。特定应用的垫片可能含有石棉。 垫片(washer)是薄板(通常圆型)的一个漏洞(通常在中间)通常是用于分配的负荷线程紧固件。其他用途是作为间隔,弹簧(贝尔维尔垫片,波垫片),耐磨垫,预显示装置,锁装置。橡胶垫圈也用在水龙头(阀门)以切断流动的液体或气体。橡胶或硅垫片也可使用,以减少风扇的振动。通常垫片外径是内径的两倍左右。 垫片种类 垫片就是垫平的产品: 垫片的型式type of gasket 平垫片flat gasket 页脚内容
环形平垫片flat ring gasket 平金属垫片flat metal gasket 夹棉织物的橡胶elastomer with cotton fabric insertion 夹石棉织物的橡胶elastomer with asbestos fabric insertion 夹石棉织物及金属丝加强的橡胶elastomer with asbestos fabric insertion and with wire reinforcement 无石墨压缩白石棉垫片non graphited compressed white asbestos gasket 天然白橡胶垫片natural white rubber gasket 压缩石棉垫片compressed asbestos class gasket 石棉垫片PTFE impregnated asbestos gasket 夹石棉的缠绕金属垫片spiral-wound metal gasket with asbestos filler 内环inner ring 外环,外定位环outer ring 波纹金属垫片corrugated metal gasket 波纹金属包嵌石棉垫片corrugated metal gasket with asbestos inserted 双夹套波纹金属包石棉垫片corrugated metal double jacketed asbestos filled gasket 双夹套垫片double jacketed gasket 页脚内容
金属切削加工的基础知识
第二节金属切削加工的基础知识 教学目标: 1.熟悉切削加工的概念、分类、特点及应用。 2.理解切削运动的概念及其分类。 3.掌握切削用量的概念及其应用。 教学重点:切削运动的概念及其应用。 教学难点:切削用量的选择方法及依据。 教学过程: 一、复习与导入 上节课我们学习了金属材料,介绍了碳素钢、合金钢等材料,不同金属材料的性能差别很大;那么这些金属如何进行加工呢?围绕着这个问题,这节课我们来学习金属切削加工的基础知识。 二、新课讲授 1.切削加工概述 金属切削加工就是利用刀具和工件之间的相对(切削)运动,从毛坯或半 成品上切去多余的金属材料,从而获得具有一定加工质量的零件的过程。 (1)切削加工的分类 金属切削加工方式很多,一般可分为车削加工、铣削加工、钻削加工、镗 削加工、刨削加工、磨削加工、齿轮加工及钳工等。 (2)切削加工的特点及应用 工件精度高、生产率高及适应性好,凡是要求具有一定几何尺寸精度和表 面粗糙度的零件,通常都采用切削加工方法来完成。 2.切削运动和切削用量 (1)切削运动 切削加工时,为了获得各种形状的零件,刀具与工件必须具有一定的相对运动, 1
2 即切削运动,切削运动按其所起的作用可分为主运动和进给运动 。 ① 主运动 由机床或人力提供的运动,它是刀具与工件之间产生主要的相对运动。在切 削运动中,主运动的速度最高,消耗功率最大。如车削时,主运动是工件的回转 运动,如下图所示。 车削运动和工件上的表面 ② 进给运动 使被切金属层不断地投入切削的运动称为进给运动,是刀具与工件间产生的 附加相对运动。如车削外圆时,进给运动是刀具的纵向运动;车削端面时,进给 运动是刀具的横向运动。 主运动的运动形式可以是旋转运动,也可以是直线运动;主运动可以由工件 完成,也可以由刀具完成;主运动和进给运动可以同时进行,也可以间歇进行; 主运动通常只有一个,而进给运动可以有一个或几个。 (2)切削用量 切削用量是用来表示切削加工中主运动和进给运动参数的数量。切削用 量包括切削速度、进给量、背吃刀量三个要素。 ① 切削速度v c 在切削加工时,切削刃选定点相对于工件主运动的瞬时速度称为切削速度, 它表示在单位时间内工件和刀具沿主运动方向相对移动的距离,单位为m/min 或 m/s 。 主运动为旋转运动时,切削速度v c 计算公式为: )/min /(1000s m m n d v c 或??=π