铸造合金和铸造方法的成本分析
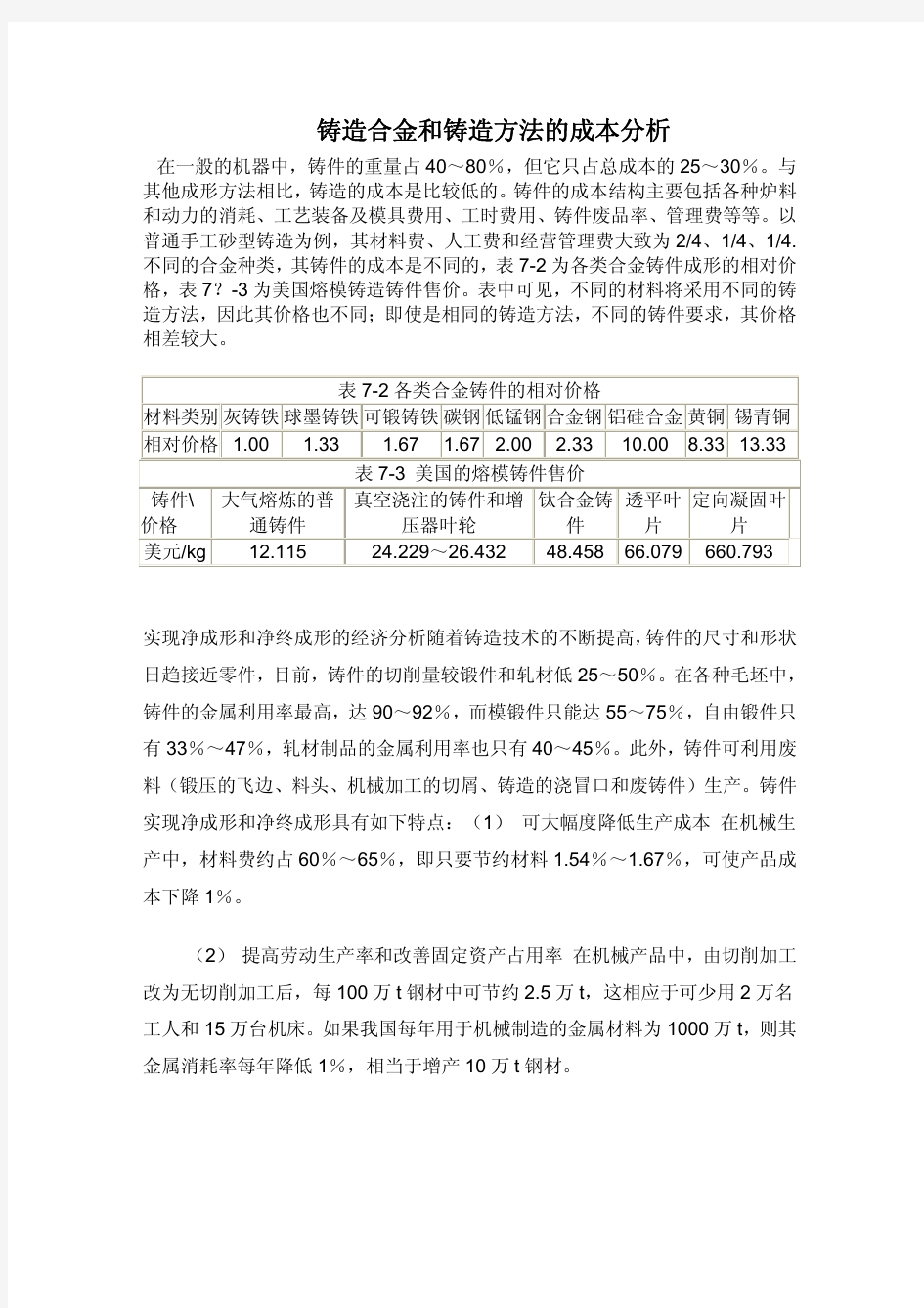
铝合金铸造工艺简析
铝合金铸造工艺简析 一、铸造的分类 重力铸造、低压铸造、压力铸造,我厂主要为重力铸造,利用重力自行流入模具,通过结晶器进行梯度降温,让铝合金按顺序凝固的铸造方式铸造铸棒。 二、铝液的熔炼 铝合金熔炼简单知识 影响铝液质量的主要因素:铝液中的含气量和氧化夹杂物。在铝合金熔体(铝液)中溶解的气体有:、、CO、、(碳氢化合物)等气体;其中以为主。分析铝合金中的气体成分,证明占85﹪以上,因而铝合金的“含气量”可以近似地视为“含氢量”。铝液中的氢主要来自高温铝液和溶解在其中的水发生化学反应生成氢。 铝液中气体的主要来源: 1.燃料:火焰反射炉熔炼铝合金时,煤气中的水分以及燃烧时产生的水分易进入熔体(铝液); 2.大气:熔炼过程中,大气中的水蒸气被熔体(铝液)吸收; 3.炉衬:烘炉不彻底时,炉衬表面吸附的水分以及砌制时泥浆中的水分在熔炼头几个班次时对熔体(铝液)中的气体含量将有明显的影响; 4.炉料:吸附在炉料(包括铝锭和辅料)表面上的湿气,在熔
化过程中起化学作用而产生的氢将被溶解,如果炉料放置过久,且表面有油污,对熔体(铝液)的吸气量尤有影响; 5.熔炼工具:如果熔炼工具干燥不好,易使熔体(铝液)的吸气量增加; 6.倒料过程中:如果熔体(铝液)落差大或液流翻滚过急时也会使气体及氧化夹杂卷入熔体(铝液); 高温时铝和水汽的反应: 2Al+3O +3(溶入铝液中) 当在水汽比较多的环境下,剧烈反应,引起爆炸,造成事故。 当在干空气条件下(水分较少),水汽也能和铝液起反应,因此在铝液中总是含有一定数量的氢。 铝液中的氧化夹杂: 铝液与空气中的氧气O2、氮气N2、在高温下发生化学反应生成氧化夹杂物,其中以生成的氧化膜(Al2O3)对铝液的污染最大。这些氧化夹杂的熔点都较高,如氧化铝的熔点约为2050℃,所以铝液中的氧化夹杂主要以固态形式存在,严重影响我们熔炼的铝液质量。氧化夹杂表面疏松,能吸附空气中的水汽和氢,增加了铝液中的气体含量。 熔炼过程中,熔体(铝液)由于氧化而变成某些不能回收的金属氧化物时,这种损失统称为烧损。烧损大小与炉型、铝料状态和生产工艺有关。如:铝料表面积越大(即铝料越细碎)其烧损也越大,而且由于镁为易燃金属,烧损极大。为了避免和减少烧损,我公司主要
机械制造业成本分析跟控制例子
Machine 机械公司的在生产上的应用摘要Machine机械公司是一家以生产销售装载机为主的大型机械制造企业,原来只有成本核算,没有实施成本管理与控制,企业利润微薄,有时出现销得越多,企业反而亏得越多的情况。该公司是一家上市公司,现有非独立核算的分厂12个,涉及铸造、锻压、热处理、机加工、总装等基本生产环节和工模具、机修等辅助生产部门。 从1997年开始,Machine机械公司在标准作业成本核算体系设计中,成功地运用了以内部转移价格为控制中枢、标准成本和作业成本相结合的管理会计应用发展模式,为该公司的成本核算、成本分析与成本控制奠定了坚实的基础。 引进市场机制,采用市场倒推的办法制定企业内部转移价格通过全国各地的装载机销售中心,零售点、维修中心、维修点调查各主要厂家各种整机的销售价格和总成、总件和零件修理的材料成本,计算整机、总成、部件和零件的行业平均价格;从行业平均价格中,扣除产品、材料、销售点、维修中心、维修点的行业平均进货成本;从行业平均进货成本中扣除从生产厂家到销售中心、销售点、维修中心、维修点的平均运输费用和增值税销项税额,得出生产厂家的行业平均对外销售价格;从中扣除公司预算年度的期间费用预算分摊额,得出分厂之间、分厂与公司之间半成品和产成品的基准内部转移价格;用基准内部转移价格乘上整机、总成、部件和零件的质量价格系数,得出最终的企业内部转移价格。 面向过程管理,以作业为对象制定标准成本 各个分厂依据产品设计、工艺路线、生产加工经验和预算年度的分厂责任预算按工艺作业制定直接材料、辅助材料、燃料动力、直接人工、固定制造费用和变动制造费用的标准成本,作为成本核算对象的作业应按以下原则进行划分: (1)不同责任主体 (2)不同加工手段 (3)不同加工对象 (4)不同加工工艺
模具制造的生产成本计算方法
模具制造的生产成本计算方法(2008/05/0611:40) 目录:模具技术 浏览字体:大中小很多朋友会模具设计,但是对于模具成本的分析不太了解。现提供以下方法,希望对朋友们有帮助。 塑料模具成本分析 案例----outtray 模具成本組成部分 A.材料費用 B.加工成本 C.管理費用(財務,銷售費用) D.利潤 E.稅金 模具成本分析.doc
材料費用 從產品sample(drawing)需了解三部分: A.產品大小--------定模架,模仁大小 B.產品結構--------定模具結構,開模方式 C.產品外觀--------定模具頂出方式,進膠 方式,模具材料,後處理方式 模具尺寸 1.模仁: 根據產品的投影面積單邊加15~50mm,取整數為宜。厚度以產品厚度加3D~5D(D為水路直徑),取整數為宜。outtray2004.dwg V=a*b*c=0.35*0.29*(0.08+0.045)=0.0127mm^3 G=0.0127*7800=99kg 根據產品的壽命,外觀要求決定模仁材料:
A.=100萬模次:熱處理材料SKD61,S136 B.=50萬模次:NAK80,S136 C.=<30萬模次:P20,738 C=99*40RMB/kg=4000RMB 2.模架: 模架長寬根據模仁大小單邊加50~120mm,取決於有無滑塊,定位塊,側東塊,三板模結構,並取整數。 模架厚度一般根據模仁厚度*2,但還取決於模仁的表面積與模架表面積的比例,模腔的深度等。 outtray2004.dwg V=0.5*0.55*0.4=0.11mm^3 G=0.11*7800Kg/mm^3=858kg C=858*10RMB/Kg=8580RMB 3.滑塊: 滑塊長取決於產品的倒勾大小,寬厚取決於倒勾的深凹度。
消失模铸造与成本分析
消失模铸造(Expendable casting proces 简称EPC)是泡沫塑料模采用无黏结剂干砂结合,抽真空技术的实型铸造(简称FM)由于这种铸造方法投资少,成本少,铸造尺寸精度高和表面光洁,大大降低劳动强度和改进作业环境实现铸造车间清洁生产,近年来发展很快成为今日铸造的热点。 从总体上看,目前我国消失模技术还处在较低的水平上在铸造复杂程度上以及质量水平方面。在技术程度性,商品化以及机械自动化程度等方面与先进工业国还有较大差距。先进工业化国家已经成功的大批量生产了汽车的四缸体,缸盖等复杂铸件,生产率达180型/小时。而我国目前稳定投入生产的仅仅是一些排气管,壳体类等比较简单的铸件,生产率仅30型/小时以下。所生产铸件的精度和表面粗糙度也有相当大的差距,但是消失模铸造这项新技术在我国的发展前景是非常乐观的。 1.1消失模铸造工艺分类 1.用板材加工成形的气化消失模铸造 用板材加工成形的气化模铸造的主要特点是: (1)模样不用模具成形,而是采用市售的泡沫板材,用数控加工机床分块制作,然后粘合而成。 (2)通常采用树脂砂或水玻璃砂作填砂,也有人采用干砂负压造型。 这种方法主要适用于中、大型铸件的单件、小批生产,如汽车覆盖件模具、机床床身的生产等。通常称这种方法为Full Mould Casting,简称FMC法。 2.用模具发泡成形的消失模铸造 用模具发泡成形的消失模铸造的主要特点是,模样在模具中成形和采用负压干砂造型。它主要使用于中、小型铸件的大批生产,如汽车和拖拉机铸件,管接头,耐磨件的生产。通常称这种方法为Lost Foam Casting,简称LFC法。 1. 2消失模铸造的工艺流程 1.2.1 预发泡 模型生产是消失模铸造工艺的第一道工序,复杂铸件如汽缸盖,需要数块泡沫模型分别制作,然后再胶合成一个整体模型。每个分块模型都需要一套模具进行生产,另外在胶合操作中还可能需要一套胎具,用于保持各分块的准确定位,模型的成型工艺分为两步,第一步是将聚苯乙烯珠粒预发到适当密度,一般通过蒸汽快速加热来进行,此阶段称为预发泡。 1.2.2 模型成型 经过预发泡的珠粒要先进行稳定化处理,然后再送到成型机的料斗中,通过加料孔进行加料,模具型腔充满预发的珠粒后,开始通入蒸汽,使珠粒软化、膨
铝合金铸造常见缺陷与对策
铝铸件常见缺陷及整改办法 铝铸件常见缺陷及整改办法 1、欠铸(浇不足、轮廓不清、边角残缺): 形成原因: (1)铝液流动性不强,液中含气量高,氧化皮较多。 (2)浇铸系统不良原因。内浇口截面太小。 (3)排气条件不良原因。排气不畅,涂料过多,模温过高导致型腔内气压高使气体不易排出。 防止办法: (1)提高铝液流动性,尤其是精炼和扒渣。适当提高浇温和模温。提高浇铸速度。改进铸件结构,调整厚度余量,设辅助筋通道等。 (2)增大内浇口截面积。 (3)改善排气条件,增设液流槽和排气线,深凹型腔处开设排气塞。使涂料薄而均匀,并待干燥后再合模。 2、裂纹: 特征:毛坯被破坏或断开,形成细长裂缝,呈不规则线状,有穿透和不穿透二种,在外力作用下呈发展趋势。冷、热裂的区别:冷裂缝处金属未被氧化,热裂缝处被氧化。 形成原因: (1)铸件结构欠合理,收缩受阻铸造圆角太小。 (2)顶出装置发生偏斜,受力不匀。
(3)模温过低或过高,严重拉伤而开裂。 (4)合金中有害元素超标,伸长率下降。 防止方法: (1)改进铸件结构,减小壁厚差,增大圆角和圆弧R,设置工艺筋使截面变化平缓。 (2)修正模具。 (3)调整模温到工作温度,去除倒斜度和不平整现象,避免拉裂。 (4)控制好铝涂成份,成其是有害元素成份。 3、冷隔: 特征:液流对接或搭接处有痕迹,其交接边缘圆滑,在外力作用下有继续发展趋势。 形成原因: (1)液流流动性差。 (2)液流分股填充融合不良或流程太长。 (3)填充温充太低或排气不良。 (4)充型压力不足。 防止方法: (1)适当提高铝液温度和模具温度,检查调整合金成份。(2)使充填充分,合理布置溢流槽。 (3)提高浇铸速度,改善排气。 (4)增大充型压力。
金属材料检测标准大汇总
金属材料检测标准大汇 总 Last revised by LE LE in 2021
金属材料化学成分分析 GB/T 222—2006钢的成品化学成分允许偏差 GB/T 系列钢铁及合金X含量的测定 GB/T 4336—2002碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) GB/T 系列海绵钛、钛及钛合金化学分析方法X量的测定 GB/T 系列铜及铜合金化学分析方法第X部分:X含量的测定 GB/T 5678—1985铸造合金光谱分析取样方法 GBT 系列铝及铝合金化学分析方法 GB/T 7999—2007铝及铝合金光电直读发射光谱分析方法 GB/T 11170—2008不锈钢多元素含量的测定火花放电原子发射光谱法(常规法) GB/T 11261—2006钢铁氧含量的测定脉冲加热惰气熔融-红外线测定方法 GB/T 系列镁及镁合金化学分析方法第X部分X含量测定 金属材料物理冶金试验方法 GB/T 224—2008钢的脱碳层深度测定法 GB/T 225—2006钢淬透性的末端淬火试验方法(Jominy 试验) GB/T 226—2015钢的低倍组织及缺陷酸蚀检验法 GB/T 227—1991工具钢淬透性试验方法 GB/T 1954—2008铬镍奥氏体不锈钢焊缝铁素体含量测量方法 GB/T 1979—2001结构钢低倍组织缺陷评级图 GB/T 1814—1979钢材断口检验法 GB/T 2971—1982碳素钢和低合金钢断口检验方法 GB/T —2012变形铝及铝合金制品组织检验方法第1部分显微组织检验方法GB/T —2012变形铝及铝合金制品组织检验方法第2部分低倍组织检验方法GB/T 3488—1983硬质合金显微组织的金相测定 GB/T 3489—1983硬质合金孔隙度和非化合碳的金相测定 GB/T 4236—1984钢的硫印检验方法 GB/T 4296—2004变形镁合金显微组织检验方法 GB/T 4297—2004变形镁合金低倍组织检验方法 GB/T 4334—2008金属和合金的腐蚀不锈钢晶间腐蚀试验方法 GBT 4335—2013低碳钢冷轧薄板铁素体晶粒度测定法 GB/T —2015不锈钢5%硫酸腐蚀试验方法 GB/T 4462—1984高速工具钢大块碳化物评级图 GB/T 5058—1985钢的等温转变曲线图的测定方法(磁性法) GB/T 5168—2008α-β钛合金高低倍组织检验方法 GB/T 5617—2005钢的感应淬火或火焰淬火后有效硬化层深度的测定 GB/T 8359—1987高速钢中碳化物相的定量分析X射线衍射仪法 GB/T 8362—1987钢中残余奥氏体定量测定X射线衍射仪法 GB/T 9450—2005钢件渗碳淬火硬化层深度的测定和校核 GB/T 9451—2005钢件薄表面总硬化层深度或有效硬化层深度的测定 GB/T 10561—2005钢中非金属夹杂物含量的测定标准评级图显微检验法 GB/T 10851—1989铸造铝合金针孔 GB/T 10852—1989铸造铝铜合金晶粒度
铸造合金及其熔炼铸铁部分复习题
第一篇铸铁及其熔炼 1、按石墨形态的不同,铸铁分为灰口铸铁;球墨铸铁;蠕墨铸铁。 2、在Fe-G-Si相图中,硅的作用 (1)共晶点和共析点含碳量随硅量的增加而减少; (2)共晶转变和共析转变出现三相共存区; (3)改变共晶转变温度范围;提高共析转变温度; (4)减小奥氏体区域。 3、只考虑Si、P等元素对共晶点实际碳量影响的计算公式为CE=C+1/3(Si+P); 4、亚共晶铸铁凝固特点:凝固过程中,共晶体不是在初析树枝晶上以延续的方式在结晶前沿形核并长大,而是在初析奥氏体晶体附近的枝晶间、具有共晶成分的液体中单独由石墨形核开始;石墨作为领先相与共晶奥氏体共生生长; 5、过共晶铸铁的凝固特点:凝固过程则由析出初析石墨开始,到达共晶温度时,共晶石墨在初析石墨上析出,共晶石墨与初析石墨相连。 6、石墨的晶体结构是六方晶体。 7、如图所示,形成片状石墨的晶体生长是A向占优,而球状石墨是C向生长占优, 8、F、C型石墨属于过共晶成分铸铁中形成的石墨 A型B型D型F型 9、球状石墨形成的两个必要条件:铁液凝固时必须有较大的过冷度;铁液与石墨间较大的表面张力。 10、球墨铸铁的球状石墨的长大包括两个过程:石墨球在熔体中直接析出并长大;形成奥氏体外壳,在奥氏体外壳包围下长大。 11、由于球状石墨的生长是在共晶成分下形成的石墨和奥氏体分离长大,因此其共晶过程又称之为离异共晶; 12、灰铸铁的金相组织由金属基体和片状石墨组成,基体的主要形式有珠光体、铁素体、珠光体加铁素体。 13、普通铸铁中除铁以外,五大基本元素包括碳、硅、锰、硫、磷,其中碳、硅是最基本的成分,磷、硫是杂质元素,因此加以限制。 14、在铁碳双重相图中,稳定系和亚稳定系的共晶反应温度差别形成了共晶温度间隔,对于Ni、Si、Cr、S这四种元素来说,促进合金液在冷却过程中按稳定系转变的元素有Ni、Si,按亚稳定系转变的元素有Cr、S。 15、Cr元素在铸铁中的作用: (1)反石墨化元素,珠光体稳定元素;
铸造成本核算流程
龙源期刊网 https://www.360docs.net/doc/805097979.html, 铸造成本核算流程 作者:刘其兵 来源:《财经界·下旬刊》2018年第01期 摘要:随着我国经济的快速发展,近几年铝合金铸造工业的总量快速增长.但目前我国的 大多数铝合金铸造企业的成本核算仍是采用传统的成本管理核算方法,成本管理过粗,费用分摊不合理,导致产品成本信息失真,产品成本控制不力,更进一步造成企业管理层经营决策的失误。为提高竞争力,适应企业生存环境的变化,我国的铝合金铸造企业应积极采用更加科学、合理的成本管理方法,建立起符合铝合金企业生产实际情况的成本核算体系和成本控制模型。 关键词:铸造核算成本 一、铸造加工过程 (一)铸造工艺过程 砂型低压铸造工艺路线:(混砂-造型/制芯-干燥)+(铝锭熔化-精炼)-浇注产品-落砂-打磨-热处理-机加工-检验-喷漆-包装。 金属型铸造工艺路线:铝锭熔化-精炼-浇注产品-打磨-热处理-机加工-检验-喷漆-包装。 (二)铸造工艺装备 主要工艺设备包括熔化炉、低压浇注机、混砂造型刷芯设备、振动落砂机、砂处理再生系统、切割设备、热处理设备、抛丸清理设备、数控卧式镗铣床、卧式加工中心、立式加工中心等。机加设备尽可能选用数控设备,保证过程能力及柔性。 主要检测设备包括:直读光谱仪、炉前热分析仪、针孔度分析仪、金相分析仪、布氏硬度计、型砂试验设备、三坐标测量机、x射线无损检测仪、氦质谱检漏仪(或SF6检漏仪)、水压试验泵等。 二、ERP系统介绍 ERP(Enterprise Resource Planning)企业资源计划,ERP的主要宗旨是将企业的各方面资源(人力、资金、信息、物料、设备、时间、方法等方面)充分调配和平衡,为企业加强财务管理、提高资金运营水平、建立高效率供销链、减少库存、提高生产效率、降低成本、提高客户服务水平等方面提供强有力的工具同时为高层管理人员经营决策提供科学的依据,有效地提高盈利,最终全面建立企业竞争优势,提高企业的市场竞争力。
铝合金铸造技术篇
国兴金属制品有限公司教育训练教材 铝合金铸造技术篇 一、前言: 铝合金为目前使用极为广泛的一种金属。在铸造上而言,不论重力铸造,砂模铸造、压铸精密铸造┄等各种铸造方法均可见到大量的铝合金铸件,由于这些方法铸造,其原因乃在于铝合金具有质量轻、机械质优良、耐腐蚀、美观以及机械加工容易等优点。因而不仅大量使用于一般生活用品,例如:运输工具、通信器材、运动器材料、家庭五金┄等商业用途上,亦大量使用于航空太空载具及武器系统等军事装备。 铝合金铸造技术的发展时间,已有数十年历史,由于机械设计及加工观念的改变与要求以及机械设计的日趋复杂,加上新的合金不断的被发展出来,部份的铸造用铝合金机械强度甚至超过一些锻造用铝合金,如A201、A206等,因而铸造的重要性再度被肯定,在铸造一般生活用品时,铝合金的铸造并非一困难工作,但要铸造高品质的铸件时,则铝合金的铸造就非想象中的容易。 影响铸件品质的要素有八点,例如:铸造方案的设计,材料的选择以及铝水的品 质等,其中铝水的品质,则系熔炼的工作。 二、熔炼设备 熔炉: 铝合金熔炼用的炉子,以热源区分,可分为两个主要的种类:燃料及电力。 在使用燃料的熔炉中,则又分为油炉及瓦斯两种。 而电力炉则可区分为反应炉及电阻炉。 在选择炉子时,值得考虑的因素甚多,例如:熔解量的多寡;能源的价格;原始设备的成本,安装的价格,设备维护的难易,厂房设施配合;以及产品的种类。就一般铝合金铸造的:由于铝件的重量有限,为求操作上的方便,以及成本的考虑,绝大部份均系采用坩锅炉(目前已大量改用连续炉)。 以不同加热方式的炉子而言,使用油炉或气炉,或可降低成本。但是,不论油炉或电炉,均有机会增加铝水中的氢气量。一般而言,在使用油炉时,所使用的燃油中带含有10-20%的水气,对气炉而言,例如瓦斯不包含空气之中,因温度而含的水分,而仅计算燃烧所产生水蒸气,至少在消耗气体量的两倍以上。而不论使用燃油或瓦斯气体为热源时,燃烧后产生的水气,必然是包围着熔解炉。因此,可想而知的是氢气 的来源必然可观。 三、铝汤处理之目的: 在铝汤有由原材料在熔解过程中发生的氢气或氧化物等非金属介在物之外,尚含钠碱
铸造相关标准
1 铸造通用基础及工艺标准规范汇编 1.1 GBT 5611-1998 铸造术语 1.1.1 基本术语1.1.2 砂型铸造1.1.3 特种铸造1.1.4 造型材料1.1.5 铸件后处理1.1.6 铸件质量1.1.7 铸造工艺设计及工艺装备1.1.8 铸造合金及熔炼、浇注 1.2 GBT 5678-1985铸造合金光谱分析取样方法 1.3 GBT 60601-1997 表面粗糙度比较样块铸造表面 1.4 GBT 6414-1999 铸件尺寸公差与机械加工余量 1.5 GBT1 1351-1989 铸件重量公差 1.6 GBT 15056-1994 铸造表面粗糙度评定方法 1.7 JBT 2435-1978 铸造工艺符号及表示方法 1.8 JBT 40221-1999 合金铸造性能测定方法 1.9 JBT 40222-1999 合金铸造性能测定方法 1.10 JBT 5105-1991 铸件模样起模斜度 1.11 JBT5106-1991 铸件模样型芯头基本尺寸 1.12 JBT 6983-1993 铸件材料消耗工艺定额计算方法 1.13 JBT7528-1994 铸件质量评定方法 1.14 JBT 7699-1995 铸造用木制模样和芯盒技术条件 2 铸铁标准规范汇编 2.1 GBT 1348-1998 球墨铸铁件 2.2 GBT 3180-1982 中锰抗磨球墨铸铁件技术条件 2.3 GBT 5612-1985 铸铁牌号表示方法 2.4 GBT 5614-1985 铸铁件热处理状态的名称、定义和代号 2.5 GBT 6296-1986 灰铸铁冲击试验方法 2.6 GBT 7216-1987 灰铸铁金相 2.7 GBT 8263-1999 抗磨白口铸铁件 2.8 GBT 8491-1987 高硅耐蚀铸铁件 2.9 GBT 9437-1988 耐热铸铁件 2.10 GBT 9439-1988 灰铸铁件 2.11 GBT 9440-1988 可锻铸铁件 2.12 GBT 9441-1988 球墨铸铁金相检验 2.13 GBT 17445-1998 铸造磨球 2.14 JBT 2122-1977 铁素体可锻铸铁金相标准 2.15 JBT 3829-1999 蠕墨铸铁金相 2.16 JBT 4403-1999 蠕墨铸铁件 2.17 JBT 5000.4-1998 重型机械通用技术条件铸铁件 2.18 JBT 7945-1999 灰铸铁力学性能试验方法 2.19 JBT 9219-1999 球墨铸铁超声声速测定方法 2.20 JBT 9220.1-1999 铸造化铁炉酸性炉渣化学分析方法总则及—般规定 2.21 JBT 9220.2-1999 铸造化铁炉酸性炉渣化学分析方法高氯酸脱水重量法测定二氧化硅量 2.22 JBT 9220.3-1999 铸造化铁炉酸性炉渣化学分析方法重铬酸钾容量法测定氧化亚铁量 2.23 JBT 9220.4-1999 铸造化铁炉酸性炉渣化学分析方法亚砷酸钠—亚硝酸钠容量法测定—氧化锰量 2.24 JBT 9220.5-1999 铸造化铁炉酸性炉渣化学分析方法氟化钠—EDTA容量法测定三氧化二铝量 2.25 JBT 9220.6-1999 铸造化铁炉酸性炉渣化学分析方法 DDTC分离EGTA容量法测定氧化钙量 2.26 JBT 9220.7-1999 铸造化铁炉酸性炉渣化学分析方法高锰酸钾容量法测定氧化钙
铸造合金及过程控制读书报告
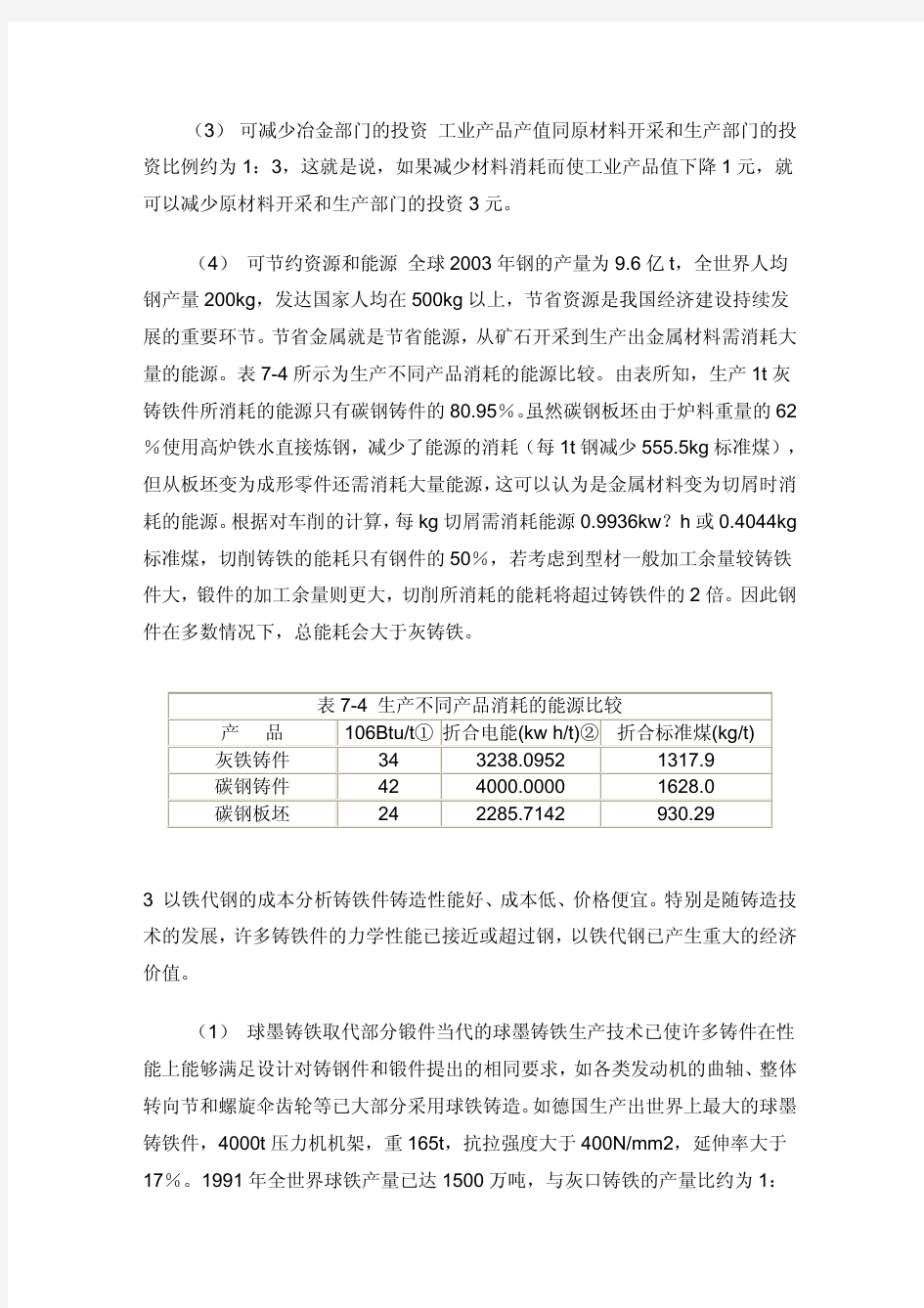
SHANGHAI JIAO TONG UNIVERSITY 镁及镁合金的概述 读书报告 学生姓名: 学生学号: 专业:
(c) (d) (a) (b) 图1.1 镁的晶胞(a)原子位置(b)基面、晶面和[1210]晶带轴的主要晶面(c)[1100]晶带轴的主要晶面(d)主要晶向 镁及镁合金的概述 1. 绪论 20实际末,由于人们对节能、环保的共识和迫切需求,同时也由于镁的冶炼技术、表面保护技术的发展,世界各国对镁的开发和利用给予新的重视。镁属于轻金属,镁的密度约为铝的2/3,钢的密度的1/4。镁可以通过有效合金化制备合金,最轻的位Mg-Li 合金仅为0.95g/cm 3,可浮于水面。随着国际国内镁产品市场开发应用空间的增大,镁资源将发挥更重要的作用,镁可能会成为铜、铝后时代的第一接力棒。近年来,镁合金及其成型技术的研究应用已取得重要进展,镁合金的材料质量不断提高而生产成本得以下降,更能发挥其性能优势的在航空航天和其他高新技术领域有潜在的应用价值。迄今为止,主要的镁合金系有Mg-Al 系、Mg-Zn 系、Mg-Re 系合金,只要分成两大类铸造镁合金和变形镁合金。 2. 镁及镁合金的特性 2.1 纯镁的特性 镁的晶体结构和原子核外层的电子构造决定了镁具有特殊的物理化学性质和力学性能。镁单胞内沿主要晶面和晶轴方向的原子排布如图1.1所示。在标准大气压和室温下,镁的晶格常数分别为a=0.3202nm ,c=0.5199nm ,c/a=1.624。其中c/a 值非常接近由紧密堆积球体得到的理论比值 1.632,镁的这种物理结构对理解镁和镁合金的物理冶金非常重要。镁晶格常数a 和c 与温度的关系如图1.2所示。室温(293K)下镁的密度为 1.738g·cm -3,接近熔点(923K)时,固态镁的密度大约为 1.65g·cm -3,液态镁的密度约为 1.58g·cm -3。凝固结晶时,纯镁体积收缩率为4.2%。固态镁从923K 降温至293K 时,体积收缩率为5%左右。由于镁在铸造和凝固冷却时的收缩量大,从而会导致铸件中形成微孔,使铸件具有低韧性和高缺口敏感性。
模具报价方法
目录 一、模具价格计算法分析................................................. 2... 1、经验计算法...................................................... 2... 2、材料系数法...................................................... 2... 二、模具报价估计....................................................... 2... 三、模具的报价策略和结算方式............................................ 3.. 四、模具估价与报价、报价与模具价格...................................... 3.. 五、模具价格的地区差与时间差............................................ 4.. 六、模具报价单的填写................................................... 4... 七、模具的结算方式..................................................... 4... 1、“五五”式结算......................................................................... 5.. . 2、“六四”式结算.................................................. 5.. 3、“三四三”式结算................................................. 5.. 4、提取制件生产利润的模具费附加值方式............................... 6. 八、实例说明........................................................... 7...
铝合金铸造工艺
铝合金铸造工艺 一、铸造概论 铝合金铸造的种类如下: 由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同。故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优化铸件。 1、铝合金铸造工艺性能 铝合金铸造工艺性能,通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合。流动性、收缩性、气密性、铸造应力、吸气性。铝合金这些特性取决于合金的成分,但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关。 (1)流动性 流动性是指合金液体充填铸型的能力。流动性的大小决定合金能否铸造复杂的铸件。在铝合金中共晶合金的流动性最好。 影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇注压头)的高低。 (2)收缩性 收缩性是铸造铝合金的主要特征之一。一般讲,合金从液体浇注到凝固,直至冷 到室温,共分为三个阶段,分别为液态收缩、凝固收缩和固态收缩。合金的收缩性 对铸件质量有决定性的影响,它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化。通常铸件收缩又分为体收缩和线收缩,在实际生产中一般应用线收缩来衡量合金的收缩性。
铝合金收缩大小,通常以百分数来表示,称为收缩率。 ①体收缩 体收缩包括液体收缩与凝固收缩。 铸造合金液从浇注到凝固,在最后凝固的地方会出现宏观或显微收缩,这种因收缩引起的宏观缩孔肉眼可见,并分为集中缩孔和分散性缩孔。集中缩孔的孔径大而集中,并分布在铸件顶部或截面厚大的热节处。分散性缩孔形貌分散而细小,大部分分布在铸件轴心和热节部位。显微缩孔肉眼难以看到,显微缩孔大部分分布在晶界下或树枝晶的枝晶间。 缩孔和疏松是铸件的主要缺陷之一,产生的原因是液态收缩大于固态收缩。生产中发现,铸造铝合金凝固范围越小,越易形成集中缩孔,凝固范围越宽,越易形成分散性缩孔,因此,在设计中必须使铸造铝合金符合顺序凝固原则,即铸件在液态到凝固期间的体收缩应得到合金液的补充,是缩孔和疏松集中在铸件外部冒口中。对易产生分散疏松的铝合金铸件,冒口设置数量比集中缩孔要多,并在易产生疏松处设置冷铁,加大局部冷却速度,使其同时或快速凝固。 ②线收缩 线收缩大小将直接影响铸件的质量。线收缩越大,铝铸件产生裂纹与应力的趋向也越大;冷却后铸件尺寸及形状变化也越大。 对于不同的铸造铝合金有不同的铸造收缩率,即使同一合金,铸件不同,收缩率也不同,在同一铸件上,其长、宽、高的收缩率也不同。应根据具体情况而定。 (3)热裂性 铝铸件热裂纹的产生,主要是由于铸件收缩应力超过了金属晶粒间的结合力,大多沿晶界产生从裂纹断口观察可见裂纹处金属往往被氧化,失去金属光泽。裂纹沿晶界延伸,形状呈锯齿形,表面较宽,内部较窄,有的则穿透整个铸件的端面。
金属材料检测标准大汇总.doc
金属材料化学成分分析 GB/T 222 —2006 钢的成品化学成分允许偏差 GB/T 223.X 系列钢铁及合金X 含量的测定 GB/T 4336 —2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) GB/T 4698.X 系列海绵钛、钛及钛合金化学分析方法X 量的测定 GB/T 5121.X 系列铜及铜合金化学分析方法第X 部分:X 含量的测定 GB/T 5678 —1985 铸造合金光谱分析取样方法 GBT 6987.X 系列铝及铝合金化学分析方法 GB/T 7999 —2007 铝及铝合金光电直读发射光谱分析方法 GB/T 11170 —2008 不锈钢多元素含量的测定火花放电原子发射光谱法(常规法) GB/T 11261 —2006 钢铁氧含量的测定脉冲加热惰气熔融- 红外线测定方法 GB/T 13748.X 系列镁及镁合金化学分析方法第X 部分X 含量测定 金属材料物理冶金试验方法 GB/T 224 —2008 钢的脱碳层深度测定法 GB/T 225 —2006 钢淬透性的末端淬火试验方法(Jominy 试验) GB/T 226 —2015 钢的低倍组织及缺陷酸蚀检验法 GB/T 227 —1991 工具钢淬透性试验方法 GB/T 1954 —2008 铬镍奥氏体不锈钢焊缝铁素体含量测量方法 GB/T 1979 —2001 结构钢低倍组织缺陷评级图 GB/T 1814 —1979 钢材断口检验法
GB/T 2971 —1982 碳素钢和低合金钢断口检验方法 GB/T 3246.1 —2012 变形铝及铝合金制品组织检验方法第 1 部分显微组织检验方法GB/T 3246.2 —2012 变形铝及铝合金制品组织检验方法第 2 部分低倍组织检验方法GB/T 3488 —1983 硬质合金显微组织的金相测定 GB/T 3489 —1983 硬质合金孔隙度和非化合碳的金相测定 GB/T 4236 —1984 钢的硫印检验方法 GB/T 4296 —2004 变形镁合金显微组织检验方法 GB/T 4297 —2004 变形镁合金低倍组织检验方法 GB/T 4334 —2008 金属和合金的腐蚀不锈钢晶间腐蚀试验方法 GBT 4335 —2013 低碳钢冷轧薄板铁素体晶粒度测定法 GB/T 4334.6 —2015 不锈钢5% 硫酸腐蚀试验方法 GB/T 4462 —1984 高速工具钢大块碳化物评级图 GB/T 5058 —1985 钢的等温转变曲线图的测定方法(磁性法) GB/T 5168 —2008 α- β钛合金高低倍组织检验方法 GB/T 5617 —2005 钢的感应淬火或火焰淬火后有效硬化层深度的测定 GB/T 8359 —1987 高速钢中碳化物相的定量分析X 射线衍射仪法 GB/T 8362 —1987 钢中残余奥氏体定量测定X 射线衍射仪法 GB/T 9450 —2005 钢件渗碳淬火硬化层深度的测定和校核 GB/T 9451 —2005 钢件薄表面总硬化层深度或有效硬化层深度的测定 GB/T 10561 —2005 钢中非金属夹杂物含量的测定标准评级图显微检验法
铝合金铸造工艺简介
铝合金铸造工艺简介 一、铸造概论 在铸造合金中,铸造铝合金的应用最为广泛,是其他合金所无法比拟的,铝合金铸造的种类如下: 由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同。故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优化铸件。 1、铝合金铸造工艺性能 铝合金铸造工艺性能,通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合。流动性、收缩性、气密性、铸造应力、吸气性。铝合金这些特性取决于合金的成分,但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关。 (1) 流动性 流动性是指合金液体充填铸型的能力。流动性的大小决定合金能否铸造复杂的铸件。在铝合金中共晶合金的流动性最好。 影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇注压头)的高低。 实际生产中,在合金已确定的情况下,除了强化熔炼工艺(精炼与除渣)外,还必须改善铸型工艺性(砂模透气性、金属型模具排气及温度),并在不影响铸件质量的前提下提高浇注温度,保证合金的流动性。 (2) 收缩性 收缩性是铸造铝合金的主要特征之一。一般讲,合金从液体浇注到凝固,直至冷到室温,共分为三个阶段,分别为液态收缩、凝固收缩和固态收缩。合金的收缩性对铸件质量有决定性的影响,它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化。通常铸件收缩又分为体收缩和线收缩,在实际生产中一般应用线收缩来衡量合金的收缩性。 铝合金收缩大小,通常以百分数来表示,称为收缩率。 ①体收缩 体收缩包括液体收缩与凝固收缩。 铸造合金液从浇注到凝固,在最后凝固的地方会出现宏观或显微收缩,这种因收缩引起的宏观缩孔肉眼可见,并分为集中缩孔和分散性缩孔。集中缩孔的孔径大而集中,并分布在
最新铸造标准
最新铸造标准规范汇编 │目录.txt 7.39 KB ├─1铸造通用基础及工艺标准规范汇编 │1_1 GBT 5611-1998 铸造术语.pdf 2.05 MB │1_10 JBT 5105-1991 铸件模样起模斜度.pdf 459.19 KB │1_11 JBT5106-1991 铸件模样型芯头基本尺寸.pdf 1.03 MB │1_12 JBT 6983-1993 铸件材料消耗工艺定额计算方法.pdf 887.80 KB │1_13 JBT7528-1994 铸件质量评定方法.pdf 1.37 MB │1_14 JBT 7699-1995 铸造用木制模样和芯盒技术条件.pdf 813.12 KB │1_2 GBT 5678-1985铸造合金光谱分析取样方法.pdf 547.41 KB │1_3 GBT 60601-1997 表面粗糙度比较样块铸造表面.pdf 477.20 KB │1_4 GBT 6414-1999 铸件尺寸公差与机械加工余量.pdf 751.29 KB │1_5 GBT1 1351-1989 铸件重量公差.pdf 116.19 KB │1_6 GBT 15056-1994 铸造表面粗糙度评定方法.pdf 395.49 KB │1_7 JBT 2435-1978 铸造工艺符号及表示方法.pdf 1.26 MB │1_8 JBT 40221-1999 合金铸造性能测定方法.pdf 474.26 KB │1_9 JBT 40222-1999 合金铸造性能测定方法.pdf 630.48 KB ├─2铸铁标准规范汇编 (0 folders, 31 files, 20.70 MB, 20.70 MB in total.) │2_1 GBT 1348-1998 球墨铸铁件.pdf 764.01 KB │2_10 GBT 9439-1988 灰铸铁件.pdf 0.96 MB │2_11 GBT 9440-1988 可锻铸铁件.pdf 568.96 KB │2_12 GBT 9441-1988 球墨铸铁金相检验.pdf 1.49 MB │2_13 GBT 17445-1998 铸造磨球.pdf 698.91 KB │2_14 JBT 2122-1977 铁素体可锻铸铁金相标准.pdf 0.97 MB │2_15 JBT 3829-1999 蠕墨铸铁金相.pdf 1.21 MB │2_16 JBT 4403-1999 蠕墨铸铁件.pdf 820.70 KB │2_17 JBT 5000.4-1998 重型机械通用技术条件铸铁件.pdf 640.51 KB │2_18 JBT 7945-1999 灰铸铁力学性能试验方法.pdf 668.51 KB │2_19 JBT 9219-1999 球墨铸铁超声声速测定方法.pdf 544.11 KB │2_2 GBT 3180-1982 中锰抗磨球墨铸铁件技术条件.pdf 490.58 KB │2_20 JBT 9220.1-1999 铸造化铁炉酸性炉渣化学分析方法总则及—般规定.pdf 361.44 KB │2_21 JBT 9220.2-1999 铸造化铁炉酸性炉渣化学分析方法高氯酸脱水重量法测定二氧化硅量.pdf KB │2_22 JBT 9220.3-1999 铸造化铁炉酸性炉渣化学分析方法重铬酸钾容量法测定氧化亚铁量.pdf │2_23 JBT 9220.4-1999 铸造化铁炉酸性炉渣化学分析方法亚砷酸钠—亚硝酸钠容量法测定—氧化锰量.pdf 516.27 KB │2_24 JBT 9220.5-1999 铸造化铁炉酸性炉渣化学分析方法氟化钠—EDTA容量法测定三氧化二铝 量.pdf 437.86 KB │2_25 JBT 9220.6-1999 铸造化铁炉酸性炉渣化学分析方法 DDTC分离EGTA容量法测定氧化钙量.pdf KB │2_26 JBT 9220.7-1999 铸造化铁炉酸性炉渣化学分析方法高锰酸钾容量法测定氧化钙.pdf 61│2_27 JBT 9220.8-1999 铸造化铁炉酸性炉渣化学分析方法DDTC分离EDTA容量法测定氧化镁.pdf │2_28 JBT 9220.9-1999 铸造化铁炉酸性炉渣化学分析方法磷矾钼黄—甲基异丁基甲酮萃取光度法测定量.pdf 419.32 KB
精铸件的成本分析与定价
本比直接用铸件重量核算更准确。例如,如果根据铸件重量核算蜡模制造成本,小件与大件的成本关系就明显不符合实际。因此比较合理的方法是蜡模制造、制壳、熔炼浇注过程的成本(本文称之为前段成本)按浇注钢水重量(本文称之为浇注重量)核算,而后处理及辅助生产成本(本文称之为后段成本)按铸件重量核算。按浇注钢水重量与按铸件重量测算的制造成本及其构成见表1,其分布结构比例见图1和图2.由此可见,制壳和熔炼阶段的成本占过程成本的比例超过了60%. 二。影响精铸件成本差异的主要因素 严格来讲,不同铸件在每个工序的制造成本是不完全相同的,但有的环节差异很小可以按照平均水平核算,我们所要关注的是那些对铸件成本影响比较大的因素。导致铸件过程成本差异的主要因素有以下几个方面: 1.工艺出品率工艺出品率也叫收得率,是实际得到的铸件重量占浇注重量的百分比,对具体铸件来说工艺出品率等于同一棵树上的铸件总重量占树重的百分比,它与铸件结构和组树方案有关,可能在30%至60%的范围内变化,一般多在40-50%之间。前段成本与工艺出品率的关系为每公斤铸件前段成本=每公斤浇注重量前段成本工艺出品率每公斤铸件的前段成本与工艺出品率成反比,工艺出品率越低单位重量的铸件前段成本就越高,而且工艺出品率越低影响的程度越显著。浇注每公斤钢水的前段成本为6元,当工艺出品率为45%时,每公斤铸件的前段成本为13.33元;工艺出品率为30%时铸件前段成本为20元/公斤,比平均水平高6.7元,使过程成本上升37.6%,对304不锈钢铸件总成本的影响幅度大约为17%;当工艺出品率为60%时铸件前段成本为10元/公斤,比平均水平低3.3元,使过程成本降低18.5%,对304不锈钢铸件而言相当于总成本降低约7%;将铸件前段成本对工艺出品率求导数可得出:工艺出品率对每公斤铸件的前段成本的影响程度与工艺出品率的平方成反比,当工艺出品率为45%时,每降低一个百分点每公斤铸件的前段成本增加0.3元,当工艺出品率为30%时,每降低一个百分点每公斤铸件的前段成本大约增加0.67元由此可见工艺出品率对成本的影响是十分显著的。好比电工学上的功率因素,降低工艺
A356铸造铝合金生产工艺流程
A356铸造铝合金生产工艺流程 目录 第一章概述 第一节铝合金的定义、性质和用途 第二节铝合金的分类及表示方法 第三节 A356合金的成分、组织和性能 第四节 A356合金的生产设备 第二章 A356合金的生产工艺 第一节 A356合金的生产工艺流程第二节熔炼 (1)铝熔体的特点 (2)铝熔体的精炼与净化 (3)熔炼工艺参数对铸锭质量的影响 第三节铸造 (1)铸造方法的分类 (2)铸造原理 (3)铸造工艺参数对铸锭质量的影响 第四节熔铸工艺 (1)配料工艺 (2)熔炼工艺 (3)铸造工艺 (4)取样工艺
第三章 A356合金常见缺陷及预防措施 第一节化学成分 第二节外观质量 第三节低倍针孔度 (1)针孔的定义与分类 (2)针孔形成的原因 (3)形成气孔的H2来源 (4)预防针孔形成的工艺措施 第一章概述 第一节铝合金的定义、性质和用途 所谓铝合金就是在工业纯铝中加入适量的其他元素,使铝的本质得到该善,以满足工业上和人们生活中的各种需要。由于其比重小,比强度高,具有良好的综合性能,因此,被广泛用于航空工业、汽车制造业、动力仪表、工具及民用器皿制造等方面。 第二节铝合金的分类及表示方法 铝合金可分为两大类:变形铝合金和铸造铝合金,变形铝合金要先铸成锭,用于压延或拉伸,如:管、棒和板等;铸造铝合金,用于铸造固定铸件,如:活塞、汽缸和支架等。 变形铝合金牌号的表示方法大致有两种: 1、国家标准
用第一个字母L表示工业纯铝或铝合金,(取铝的汉语拼音第一个字母)。 第二个字母表示铝合金类别,下面几个字母分别表示: G——工业高纯铝 F——防锈铝合金 Y——硬铝合金 C——超硬铝合金 D——锻造铝合金 T——特殊铝合金 字母后面的数字表示该类合金的序号。如LF3表示3号防锈铝合金;LD2表示2号锻造铝合金;LY12表示12号硬铝合金;LC4表示4号超硬铝合金;LT21表示21号特殊铝合金。 2、引用美国四位数铝合金牌号表示方法,作为国家标准第一位数字表示铝合金系列,如: 1XXX 表示纯铝 2XXX 表示AL-Cu系合金 3XXX 表示AL-Mn系合金 4XXX 表示AL-Si系合金 5XXX 表示AL-Mg系合金 6XXX 表示AL-Mg-Si系合金 7XXX 表示AL-Zn系合金 8XXX 表示AL和其它元素的合金 9XXX 表示尚未使用的系列 最后两位数字表示某种具体的铝合金或铝的纯度,第二位数字表示对原来的合金或杂质范围的修改。 铸造铝合金牌号的表示方法: