设备故障处理记录
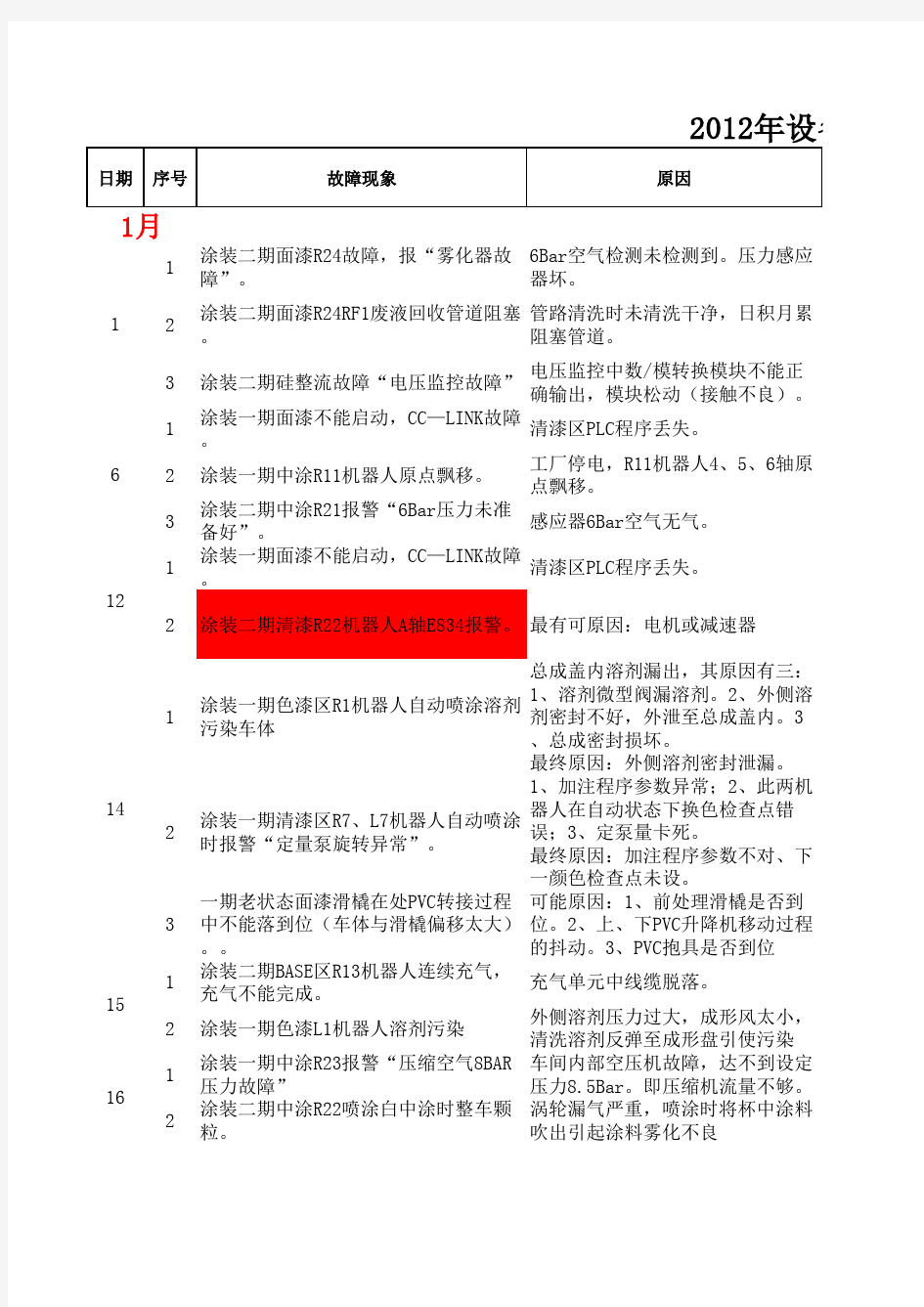

1涂装二期面漆R24故障,报“雾化器故障”。6Bar空气检测未检测到。压力感应器坏。2涂装二期面漆R24RF1废液回收管道阻塞。管路清洗时未清洗干净,日积月累阻塞管道。3涂装二期硅整流故障“电压监控故障”
电压监控中数/模转换模块不能正
确输出,模块松动(接触不良)。
1涂装一期面漆不能启动,CC—LINK故障
。
清漆区PLC程序丢失。
2涂装一期中涂R11机器人原点飘移。
工厂停电,R11机器人4、5、6轴原
点飘移。
3涂装二期中涂R21报警“6Bar压力未准
备好”。
感应器6Bar空气无气。
1
涂装一期面漆不能启动,CC—LINK故障
。
清漆区PLC程序丢失。
2
涂装二期清漆R22机器人A轴E834报警。最有可原因:电机或减速器
1
涂装一期色漆区R1机器人自动喷涂溶剂污染车体
总成盖内溶剂漏出,其原因有三:1、溶剂微型阀漏溶剂。2、外侧溶剂密封不好,外泄至总成盖内。3、总成密封损坏。
最终原因:外侧溶剂密封泄漏。2
涂装一期清漆区R7、L7机器人自动喷涂时报警“定量泵旋转异常”。
1、加注程序参数异常;
2、此两机器人在自动状态下换色检查点错误;
3、定泵量卡死。
最终原因:加注程序参数不对、下一颜色检查点未设。
3一期老状态面漆滑橇在处PVC转接过程中不能落到位(车体与滑橇偏移太大)。。
可能原因:1、前处理滑橇是否到位。2、上、下PVC升降机移动过程的抖动。3、PVC抱具是否到位
1
涂装二期BASE区R13机器人连续充气,
充气不能完成。
充气单元中线缆脱落。
2涂装一期色漆L1机器人溶剂污染
外侧溶剂压力过大,成形风太小,
清洗溶剂反弹至成形盘引使污染
1
涂装一期中涂R23报警“压缩空气8BAR 压力故障”车间内部空压机故障,达不到设定压力8.5Bar。即压缩机流量不够。2
涂装二期中涂R22喷涂白中涂时整车颗粒。涡轮漏气严重,喷涂时将杯中涂料吹出引起涂料雾化不良
15
16
14
1月
1
6
12
311
涂装二期中涂等离子站不能启动。按站
启动按钮同时故障恢复灯闪烁。按故障
恢复灯后,站启动按钮熄灭。
Indramat 380伏电源关闭未打开。
打开Indramat 380伏电源开关。
1涂装二期面漆机器人(R11、R21、
R13)喷涂CV5星河银机器人高压报警。
可能原因:1、油漆电阻值过小;2、由于外界温度过低(8度),当空调升温时,机器人内部积水雾;
3、机器人不充气,被屏蔽。充气
机器人与未充气机器人相比,空气温度与空调相当,未充气机器人机器人内部积雾。
2涂装二期BASE手工段二工位梦兰灰涂装爆裂。
3二期前处理预脱脂掉车1二期接车点无数据。中控室服务器ERP软件死机
2
涂装二期前处理锁紧检测装未锁紧情况
下未报警情况检查。
滑橇上胶污染严重,当未锁紧时,
检测锁紧装置光电被胶挡住误认已
锁紧。
3
液压机组电机报警。
可能原因:1、调漆房空调风机报
警。2、液压机组电机本身原因 。1
涂装一车间中涂等离子站不能启动,
Indramat 380伏电源一旦打开,机器人
主电源柜跳闸。
Indramat控制块坏,其内部接触器
短路。
2
涂装二车间BASE区涂料污染。
喷房风场不对,漆雾乱飞污染后车。
141
涂装二车间机器人报警定量泵前端涂料压力不够。1、调漆室液压系统报警,液压油
不够。2、清漆2压力变化太大,其稳压器(平波器)空气压力太小
(2BAR)。
151
涂装二车间BASE区风场混乱,造成机器
人入口被漆雾遮挡报警频繁。
喷房风场混乱。机器人区抽风小于
手工段抽风。最终原因:文丘里抽
风挡板不一致。
1
涂装二车间BASE区R24机器人换色污染
问题处理(等待效果评估)
可能原因:1、RF1阀关闭不严,引起废溶剂回收路中残漆回流主管。2、换色阀关闭不严引起涂料流入当前喷涂涂料中。3、各管路未清
洗干净及阻塞,引起管路中残留前
一色种。4、流量计、稳压器等及各附件残留上一色种涂料。
最终原因:管路阻塞,引起管道中残留上一涂料引起污染。23
13
3
2
2月
2涂装一车间中涂R23、R13机器人在清洗
过程报警(ML1报警)
压缩空气压力不够。原压缩提供4
个机器人及一个等离子除尘用,现
为6个机器人及一个等离子除尘,
空压流量不够。(空压机现流量为
35立方米/分,现需45立方米/分)
。
251涂装二车间BASE区R14机器人喷涂时涂
料不出。喷嘴处流出溶剂,不能关闭。
1号色涂料(星河银)回流管压力过
大,接头处有涂料流出。
1、换色阀控制空气的控制阀(阀
岛)控制失灵或损坏。不能正常进
行控制。
2、由于阀岛不能进行正常进行控
制,当需打开涂料1时,其余(如
吹扫空气、清洗溶剂等)也被同时
打开,引起涂料1换色阀半开半闭
状态,吹扫空气进入回流管引起回
流压力过大。
1涂装一车间清漆区R5、R6机器人相撞,
R5机器人总成与机器人臂连接破损。
1、R5、R6存在干涉区域。
2、清漆手工段停链频繁。
2涂装二车间清漆区R23机器人开机喷涂
高压报警。一旦开始喷涂电流连续上升
至100uA以上致使报警。
高压控制器损坏
51涂装二车间色漆R21机器人在喷涂CV5过
程中将喷房A3轴手臂将玻璃击烂的原因
分析及处理。
输送链链速增大,车体相对机器人
跟踪位置前移。
71涂装二车间色漆机器人区数据混乱(车
体前移)。
机器人入口感应不能正常感应到滑
橇,其因有二:一是感应器支架变
形,致使感应与滑橇距离增大超出
感应范围。二是滑橇变形。
1涂装一车间L2机器人本体漏气。机器人L臂内一空气管人快插中脱落。
2涂装一车间R6机器人喷涂3号色涂料时
出漆量不连续。
机器人3号色涂料平波器内膜片破
损。
1涂装一车间中涂R11实际枪距与仿形枪
距不符。
机器人A1轴原点飘移。(检查方
法:将各机器人打回原点,用线将
侧机器人A6轴是否在一根线上。)
2涂装二车间R12在喷涂停顿过程有污染
发生。
机器人总成主针(阀门)关闭不
严,引起在机器人停止时仍有微少
吐出量,形成污染。
111涂装一车间中涂R12机器人充气单元故
障,机器人不能运行。
充气单元中接线松,接触不良引起
信号不能传出。
8 93月
3
备注
是更换感应器,重设参数值
。
2012.1.2
否将清洗程序由1改为2
。清洗时不经废液回
改管。
疏通管道。每周定期检查
废液回收管是否畅通。
是正确插入模块2012.1.1是重新写入PLC程序2012.1.6是重校零点。2012.1.6是
是重写PLC程序更换PLC电池,防止断电丢
失程序。
2012.1.12
复位,启动。后期继续观察此报警是否频繁,告知杜尔机器人厂家进行维修。(免维护)
是用绵布和美纹带将漏
点包住,等生产间隙
时间进行检查漏点原
因更换相应备件。
更密封或微型阀,消除漏
点。
2012.1.14
是1、手动放涂料,检查
是否定量泵阻塞。2、
检查各参数据设定值
。
修改加注程序、设置下一
颜色检查点。
2012.1.14
工人纠正车体落到滑
橇正确位置。
是重接线缆。(汪刚)2012.1.15
是
调整溶剂压力或清洗量,
加大成形风。
2012.1.15更换空气滤芯。2012.1.16加大喷涂时的转速。
效果好转。
2012.1.16
是打开Indramat 380伏电源
开关
2012.1.31
是检查报警机器人是否
积水雾,复位机器人
喷涂继续。
检查充气单元被屏蔽数量
。
2012.2.2
是更换涂料管(钟兴宏)2012.2.2
是重启服务器2012.2.3人工去除滑橇上的胶
。
2012.2.3
是EcoScreen操作屏上复
位恢复。
2012.2.3
是将Indramat 380V进端
脱离(将Indramat和
电机悬空),使等离
子杆不上下运行。
更换Indramat控制模块。2012.2.13
调整喷房风场。
是
1、增加平波器空气压力。
2、调整液压系统出、加油
压量。
2012.2.14
降低2号空调送风频率
。
调整文丘里抽风挡板,使
抽风口增大。
是生产对各色种车体进
行排序喷涂。
1、疏通各管道。
2、预防性措施:每月对各
管路进行检查、疏通。
2012.2.23
。工艺完成奇极黄
后跟珍珠白验证,
无污染。
是1、减小清洗时间程序
中转速。(由3万降为
2.5万)。 2、减小
清洗时间程序中成形
风。(由400降为
250)
新增空压机。2012.2.23
待验证是否还报警
。
是停用R14机器人,采用
手工补喷R14所喷涂部
位。
更换控制空气的控制阀
(阀岛)。
2012.2.25
更换阀岛后恢复正
常。
是停用R5机器人,手工
喷涂R5所喷涂部位
1、修改、消除R5、R6干涉
区域。
2、将被撞损坏部件用特殊
胶粘连。恢复R5机器人。
3、在手工段设置停链区域
。
2012.3.5
是更换高压控制器2012.3.3
是将R21打回点继续喷
涂,观察输送链速度
。
在输送PLC程序中对速度进
行比对、校验,一旦速度
超过规定值进行报警停链
。
2012.3.5
是调整感应器位置。2012.3.7是将空气插入快插内。2012.3.8
更换平波器。2012.3.9是校正A1轴原点。2012.3.9是更换主针(阀门)2012.3.9是1、用