充电器品质控制计划
生产部
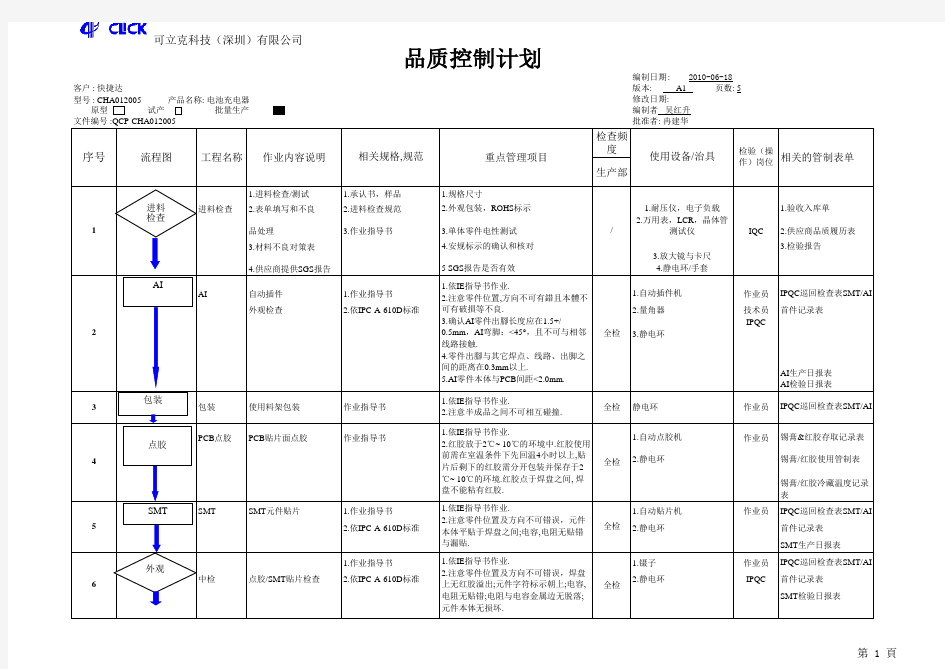
1.进料检查/测试 1.承认书,样品进料检查
2.表单填写和不良 2.进料检查规范品处理
3.作业指导书
IQC
3.材料不良对策表
4.供应商提供SGS 报告
AI 自动插件 1.作业指导书作业员外观检查
2.依IPC-A-610D 标准
技术员IPQC
3
包装使用料架包装作业指导书全检
作业员PCB 点胶
PCB 贴片面点胶
作业指导书
作业员
2.静电环
SMT SMT 元件贴片 1.作业指导书作业员
2.依IPC-A-610D 标准
1.作业指导书
1.镊子
作业员中检
点胶/SMT 贴片检查
2.依IPC-A-610D 标准
2.静电环
IPQC
作业内容说明相关规格,规范 3.单体零件电性测试2.外观包装,ROHS 标示型号 : CHA012005 产品名称: 电池充电器1
2
4
序号流程图工程名称品质控制计划
客户 : 快捷达
编制日期: 2010-06-18版本: A1 页数: 5修改日期:
原型 试产 批量生产相关的管制表单
1.规格尺寸
检验(操作)岗位
编制者 吴红升批准者: 冉建华
使用设备/治具
检查频度重点管理项目
IPQC 巡回检查表SMT/AI 4.安规标示的确认和核对 1.自动插件机5 SGS 报告是否有效
3.检验报告
1.依IE 指导书作业.
2.注意零件位置,方向不可有錯且本體不可有破損等不良.
3.确认AI 零件出腳长度应在1.5+/-0.5mm ,AI 弯脚:<45°,且不可与相邻线路接触.
4.零件出腳与其它焊点、线路、出脚之间的距离在0.3mm 以上.
5.AI 零件本体与PCB 间距<2.0mm. 1.耐压仪,电子负载/
1.验收入库单
2.供应商品质履历表全检
2.量角器
首件记录表
3.静电环
AI 生产日报表AI 检验日报表
1.依IE 指导书作业.
2.注意半成品之间不可相互碰撞.静电环IPQC 巡回检查表SMT/AI
1.依IE 指导书作业.
2.红胶放于2℃~ 10℃的环境中.红胶使用前需在室温条件下先回温4小时以上,贴片后剩下的红胶需分开包装并保存于2℃~ 10℃的环境.红胶点于焊盘之间, 焊盘不能粘有红胶.
全检
1.自动点胶机
锡膏&红胶存取记录表锡膏/红胶使用管制表锡膏/红胶冷藏温度记录表
5
1.依IE 指导书作业.
2.注意零件位置及方向不可错误,元件本体平贴于焊盘之间;电容,电阻无贴错与漏贴.
全检
1.自动贴片机
IPQC 巡回检查表SMT/AI 2.静电环
首件记录表SMT 生产日报表6
1.依IE 指导书作业.
2.注意零件位置及方向不可错误,焊盘上无红胶溢出;元件字符标示朝上;电容,电阻无贴错;电阻与电容金属边无脱落;元件本体无损坏.
全检
IPQC 巡回检查表SMT/AI 首件记录表SMT 检验日报表
2.万用表,LCR ,晶体管
测试仪
3.放大镜与卡尺
4.静电环/手套可立克科技(深圳)有限公司
进料
AI
点胶
SMT
外观
包装
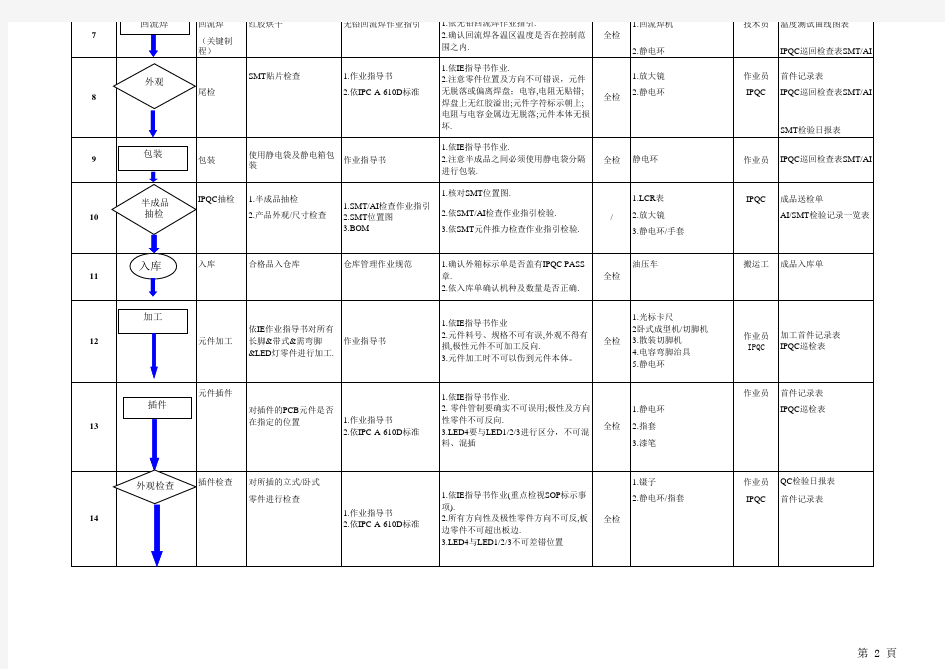
波峰焊PCB 过波峰焊温度,锡炉作业指引(关键制程)输送带速度,助焊剂比重
参数确认.
1.作业指导书
2.依IPC-A-610D 标准
17
剪脚
对元件脚高度超过2.5mm
之位置进行剪脚.
作业指导书
全检
作业员19
量脚长/拆板边
1.使用量脚长治具对元
件脚高度超过2.5mm之位
置进行量测并剪脚.2.对板边用剪钳去除
作业指导书
全检
作业员IPQC
20
电性测试(关
键制程)半成品功能测试
1.作业指导书
2.确认书
全检
测试员IPQC 1.依IE指导书&确认书作业.
2.Vcc电压4.95-5.05V,充电电流0.17-0.23V
3.开启测试电源,被测产品上的4个LED 灯同时亮红灯,1秒后熄灭为正常,否则为不良品
4.确认以下开关状态下的LED灯状态:.
1.静电环
2.测试治具
3.电子负载
4.电压表
IPQC 巡检表首件记录表
1.依IE 指导书作业.
2.元件脚高度2.5m m MAX.
3.剪腳時不可傷及PCB 及PCB 上零件.锡炉曲线图锡炉温度控制表
IPQC 巡检表
IPQC 巡检表
烙铁温度点检表IPQC 巡检表烙铁温度点检表
IPQC 巡检表
15
1.锡炉温度(260±10℃)全检
技术员
IPQC
2.预热温度(80-160℃) 2.比重计
3.助焊剂比重(0.780-0.820) 3.锡炉测温仪
4.运输速度:0.8-1.8m/minute 4.手套
5.倾斜角度:4~7度
16
取板/压高件
1.零件面检查.
2.对不良元件面进行修补.
1.所有元件均不可浮高,有浮高的必须压件;压件时不可有翘皮等不良.
2.LED1~LED4不可浮高,不可倾斜.
3.所有电解电容不可插反,底部尽可能贴板.
4.烙铁一般修补完3片后必须清洗.
18
锡面修补
1.焊锡面检查
2.对不良锡面进行修正.1.作业指导书2.依IPC-A-610D 标准
1.依IE 指导书作业
2.元件脚高度2.5m m MAX.
3.剪腳時不可傷及PCB 及PCB 上零件.
1.锡面不可有空焊、包焊、短路、半焊,SMT掉件等不良.
2.方向性元件不可反向,插错,漏贴,贴错等不良.
3.烙铁一般修补完3片后必须清洗.
4.铬铁温度:380±20度
全检
1.手套/静电环
2.烙铁作业员IPQC 全检
作业员
1.自动波峰炉(日东)1.手套/静电环
2.烙铁
3.镊子
1.静电环
2.剪钳
1.静电环
2.剪钳
3.量脚长治具
波峰焊
剪脚
量脚长/拆板边
取板/压高件
锡面修补
电性
5.良品与不良品管控.
6.不良品须及时送维修站分析
组装 检查
备注: 流程图 : 搬运