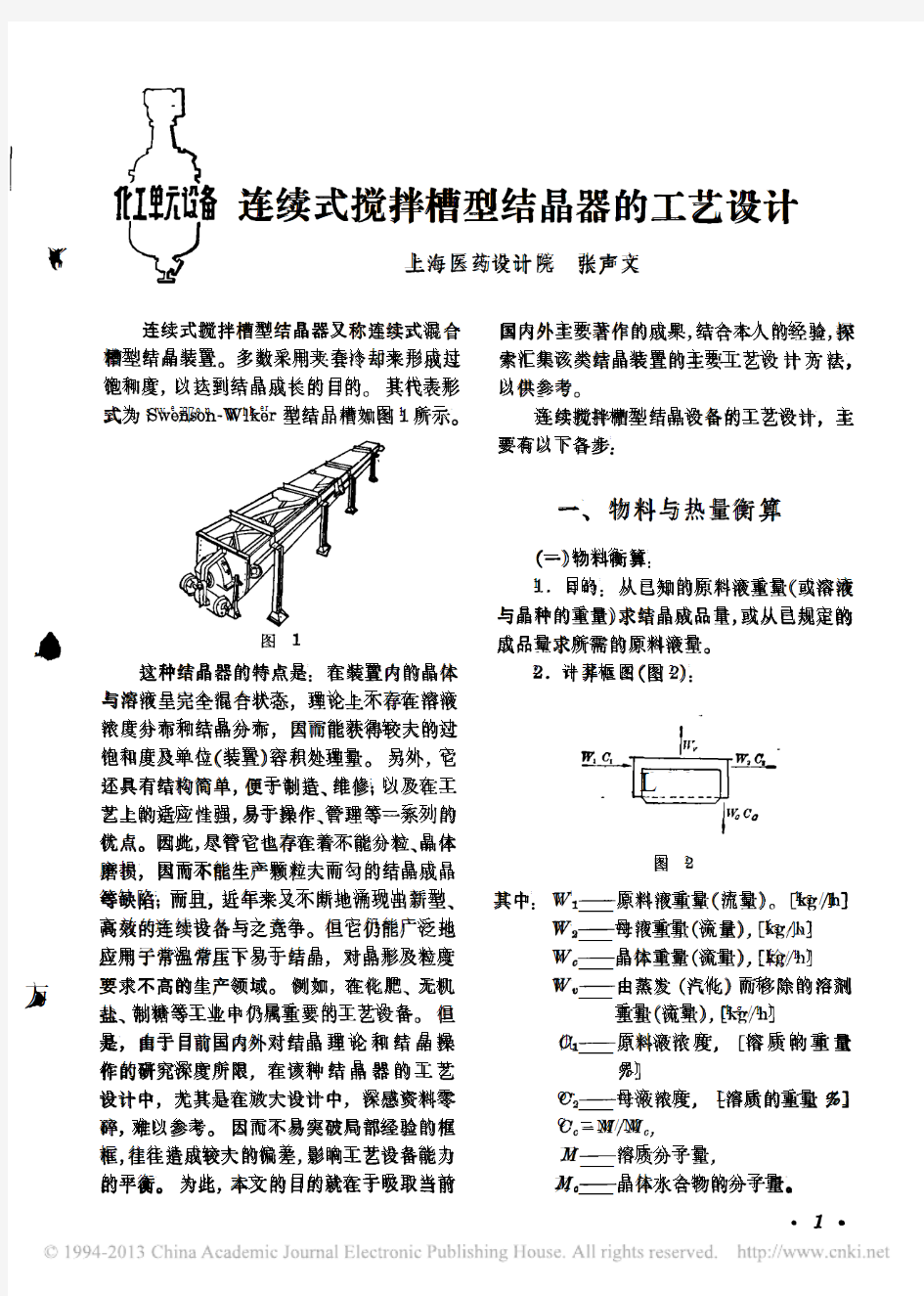
连续式搅拌槽型结晶器的工艺设计

电磁搅拌
板坯电磁搅拌的现状 摘要:介绍了电磁搅拌技术的原理、电磁搅拌器的分类、电磁搅拌装置的应用条件 关键词:电磁搅拌技术; 板坯; 连铸; 应用 Electromagnetic Stirring of Slabs Abstract: It is introduced the principle of electromagnetic stirring technique as well as types and application condition of stirrer. Key words: electromagnetic stirring; continuous casting of slab; multi-mode EMS 1前言 在连续铸钢发展初期, 钢铁制造者们已认识到钢液的凝固及铸坯质量受液相穴钢液的运动和诸如对流、传热、收缩等基本物理现象的影响。毫无疑问, 电磁搅拌的研究是以优化上述运动和现象以提高钢的质量和消除不利因素等为目标的[1]。 电磁搅拌装置(Electro – Magnetic Stirring)英语缩写为EMS。目前采用电磁搅拌装置已经成为板坯连铸设备为提高铸坯产品质量的重要途径,其作用就是在铸线扇形段上安装多段电磁搅拌用的电磁线圈, 在各段辊内的电磁线圈上施加低压、低频、大电流的交流电源, 电磁力线贯穿铸坯的凝固相(即坯壳部分),在将要冷却凝固的钢水内部产生强磁场,通过钢水内流动的感应电流相互作用, 使液向部分能定向移动及旋转运动,从而对铸坯内的液相钢水进行搅拌,使铸坯内部结晶组织均匀, 提高了板坯的质量[2]。 2 电磁搅拌技术原理及作用 2.1 电磁搅拌技术原理 与已普及的长材产品生产中采用的转式电磁搅拌有所不同, 针对大断面的矩形, 板坯连铸生产采用独特的线形电磁搅拌。其原理十分简单, 如同由两相或三相电流驱动的, 能产生交变磁场的线性感应马达。电流发生相变时磁场从一极到达另一极, 并同时产生电磁推力, 将液态钢水向磁场运动的方向推动。通过电流相位变化选择方向, 通过电流密度和频率调整推力大小[3]。
搅拌器毕业设计--(很实用)Word版
搅拌器毕业设计 第一章绪论 搅拌可以使两种或多种不同的物质在彼此之中互相分散,从而达到均匀混合;也可以加速传热和传质过程。在工业生产中,搅拌操作时从化学工业开始的,围绕食品、纤维、造纸、石油、水处理等,作为工艺过程的一部分而被广泛应用。 搅拌操作分为机械搅拌与气流搅拌。气流搅拌是利用气体鼓泡通过液体层,对液体产生搅拌作用,或使气泡群一密集状态上升借所谓上升作用促进液体产生对流循环。与机械搅拌相比,仅气泡的作用对液体进行的搅拌时比较弱的,对于几千毫帕·秒以上的高粘度液体是难于使用的。但气流搅拌无运动部件,所以在处理腐蚀性液体,高温高压条件下的反应液体的搅拌时比较便利的。在工业生产中,大多数的搅拌操作均系机械搅拌,以中、低压立式钢制容器的搅拌设备为主。搅拌设备主要由搅拌装置、轴封和搅拌罐三大部分组成。其结构形式如下:(结构图) 第一节搅拌设备在工业生产中的应用范围很广,尤其是化学工业中,很多的化工生产都或多或少地应用着搅拌操作。搅拌设备在许多场合时作为反应器来应用的。例如在三大合成材料的生产中,搅拌设备作为反应器约占反应器总数的99%。。搅拌设备的应用范围之所以这样广泛,还因搅拌设备操作条件(如浓度、温度、停留时间等)的可控范围较广,又能适应多样化的生产。 搅拌设备的作用如下:①使物料混合均匀;②使气体在液相中很好的
分散;
③使固体粒子(如催化剂)在液相中均匀的悬浮;④使不相溶的另一液相均匀悬浮或充分乳化;⑤强化相间的传质(如吸收等);⑥强化传热。 搅拌设备在石油化工生产中被用于物料混合、溶解、传热、植被悬浮液、聚合反应、制备催化剂等。例如石油工业中,异种原油的混合调整和精制,汽油中添加四乙基铅等添加物而进行混合使原料液或产品均匀化。化工生产中,制造苯乙烯、乙烯、高压聚乙烯、聚丙烯、合成橡胶、苯胺燃料和油漆颜料等工艺过程,都装备着各种型式的搅拌设备。 第二节搅拌物料的种类及特性 搅拌物料的种类主要是指流体。在流体力学中,把流体分为牛顿型和非牛顿型。非牛顿型流体又分为宾汉塑性流体、假塑性流体和胀塑性流体。在搅拌设备中由于搅拌器的作用,而使流体运动。 第三节搅拌装置的安装形式 搅拌设备可以从不同的角度进行分类,如按工艺用途分、搅拌器结构形式分或按搅拌装置的安装形式分等。一下仅就搅拌装置的各种安装形式进行分类说明。 一、立式容器中心搅拌 将搅拌装置安装在历史设备筒体的中心线上,驱动方式一般为皮带传动和齿轮传动,用普通电机直接联接。一般认为功率3.7kW一下为小型,5.5~22kW为中型。本次设计中所采用的电机功率为18.5kW,故为中型电机。
釜式反应器的应用
釜式反应器的应用、技术进展 什么是釜式反应器?一种低高径比的圆筒形反应器,用于实现液相单相反应过程和液液、气液、液固、气液固等多相反应过程。器内常设有搅拌(机械搅拌、气流搅拌等)装置。在高径比较大时,可用多层搅拌桨叶。在反应过程中物料需加热或冷却时,可在反应器壁处设置夹套,或在器内设置换热面,也可通过外循环进行换热。 工业应用,釜式反应器按操作方式可分为:①间歇釜式反应器,或称间歇釜。操作灵活,易于适应不同操作条件和产品品种,适用于小批量、多品种、反应时间较长的产品生产。间歇釜的缺点是:需有装料和卸料等辅助操作,产品质量也不易稳定。但有些反应过程,如一些发酵反应和聚合反应,实现连续生产尚有困难,至今还采用间歇釜。②连续釜式反应器,或称连续釜。可避免间歇釜的缺点,但搅拌作用会造成釜内流体的返混。在搅拌剧烈、液体粘度较低或平均停留时间较长的场合,釜内物料流型可视作全混流,反应釜相应地称作全混釜。在要求转化率高或有串联副反应的场合,釜式反应器中的返混现象是不利因素。此时可采用多釜串联反应器,以减小返混的不利影响,并可分釜控制反应条件。③半连续釜式反应器。指一种原料一次加入,另一种原料连续加入的反应器,其特性介于间歇釜和连续釜之间。间歇式反应器操作灵活,易于适应不同操作条件和产品品种,适用于小批量、多品种、反应时间较长的产品生产。间歇釜的缺点是:需有装料和卸料等辅助操作,产品质量也不易稳定。但有些反应过程,如一些发酵反应和聚合反应,实现连续生产尚有困难,至今还采用间歇釜。 有搅拌器的釜式设备是化学工业中广泛采用的反应器之一,它可用来进行液液均相反应,也可用于非均相反应,如非均相液相、液固相、气液相、气液固相等。普遍应用于石油化工、橡胶、农药、染料、医药等工业,用来完成磺化、硝化、氢化、烃化、聚合、缩合等工艺过程,以及有机染料和医药中间体的许多其他工艺过程的反应设备。聚合反应过程约90%采用搅拌釜式反应器,如聚氯乙烯,在美国70%以上用悬浮法生产,采用10~1503m 的搅拌反应器:德国氯乙烯悬浮聚合采用的是2003m 的大型搅拌釜式反应器:中国生产聚氯乙烯,大多采用13.53m 、333m 不锈钢或复合钢板的聚合釜式反应器,以及73m 、143m 的搪瓷釜式反应器。又如涤纶树脂的生产采用本体熔融缩聚,聚合反应也使用釜式反应器。在精细化工的生产中,几乎所有的单元操作都可以在釜式反应器中进行。 釜式反应器的技术进展 1、大容积化,这是增加产量、减少批量生产之间的质量误差、降低产品成本的有效途径和发展趋势。染料生产用反应釜国内多为6000L 以下,其它行业有的达30m3;国外在染料行业有20000~40000L ,而其它行业可达120m3。 2、反应釜的搅拌器,已由单一搅拌器发展到用双搅拌器或外加泵强制循环。反应釜发展趋势除了装有搅拌器外,尚使釜体沿水平线旋转,从而提高反应速度。 3、以生产自动化和连续化代替笨重的间隙手工操作,如采用程序控制,既可保证稳定生产,提高产品质量,增加收益,减轻体力劳动,又可消除对环境的污染。 4、合理地利用热能,选择最佳的工艺操作条件,加强保温措施,提高传热效率,使热损失降至最低限度,余热或反应后产生的热能充分地综合利用。热管技术的应用,将是今后反应釜发展趋势。>
结晶器水设计
在方坯连铸中,低、中、高碳钢对结晶器水量的控制有何要求? 09-29 结晶器冷却水量可根据经验按结晶器周边长度计算。对于方坯结晶器冷却水量可取结晶器周边每毫米长度供水2.0~3.0L/min。根据这一原则,可计算出不同断面方坯结晶器的供水量,见表1。 表1 方坯结晶器的供水量 铸坯断面,mm 150×150 120×120 90×90 结晶器供水量,m3/h 72~108 57.6~86.4 43.2~64.8 对于凹陷比较敏感的低碳钢种,结晶器采用弱冷,冷却水量取下限;对于中、高碳钢种,结晶器采用强冷,冷却水量取上限。 矩型坯连铸机二冷水控制数学模型的实现 ?作者:王博弥春霞 ?出处: ?阅读: ?发布时间:2003-11-24 0:00:00 ?供稿:山东莱芜钢铁集团有限公司自动化部钢区车间炼钢站 1 概述 目前钢铁生产厂的铸坯生产大多都采用立弯式连铸机,该类型的连铸机从浇注到成材需要经过两次水冷却,即一次冷却和二次冷却。一次冷却是由结晶器来完成,这个阶段的目的是使钢水冻结成型,然后钢坯进入二冷区,二次冷却水在整个连铸生产阶段是最重要的,它的冷却效果直接影响着钢坯的质量。根据钢坯的规格,对二次冷却水的要求也是不一样的,本文
主要介绍大方坯连铸机的二次冷却水模型。 2 二冷水的工艺简介及控制思路 钢水从钢包注入中间罐后,经由水口进入结晶器进而冻结成型,然后在引锭杆的牵引下钢坯进入二冷区。二冷水的控制方式根据现场实际工艺要求(包括钢种、规格、质量等要求),理论上确定沿浇铸方向预测凝固厚度梯度和温度分布变化,与实测表面温度和拉速来控制冷却水的流量和压力。再经过PID调节对钢坯进行不同程度的冷却。 3 二冷水数学模型的控制方式 首先要对矩形坯连铸机的生产工艺特点及设计控制系统的优缺点进行具体的分析,掌握各设备的控制方法和控制参数,然后确定相应的计算方法。 3.1 二冷水控制方法 配水系统分为结晶器冷却水和二次冷却水两大部分,结晶器冷却为全水冷却,分为宽窄两个回路,水量不同;二次冷却水分四段进行配水控制,即足辊段、Ⅰ段、Ⅱ段、Ⅲ段,共分为七个回路。其中足辊段为全水冷,单一回路。其他三段为水汽喷雾冷却,依据内外弧和窄边分为六个回路。结晶器水量为固定参数,不予调节。二冷各段采用水表控制。 各回路二冷水量分配比: 4.2 主要实验 理论上较理想的配水曲线应该是一条二次曲线:Q=aV2+bV+c,但实际上计算a、b、c系数是十分困难的,所以一般用折线仿真曲线的方法进行配水控制,即每一段的配水根据拉速的变化计算公式为: Qi=Ai*V+Bi V---拉速M/分; Qi---各段水量L/分; Ai,Bi----二冷配水参数,随冷却方式和铸坯断面不同而不同。计算所得Qi值作为每段水量的给定 值,然后PLC按照该给定值进行PID控制。
小型搅拌器三维造型设计及关键零部件工艺设计
小型搅拌器三维设计及关键零部件工艺分析 摘要 搅拌设备使用历史悠久,应用范围广。在化学工业、石油工业、建筑行业等等传统工业中均有广泛的使用。搅拌操作看来似乎简单,但实际上,它所涉及的内容却极为广泛。本文介绍了小型搅拌器设计的基本思路和基本理论,分析了搅拌器的基本结构及其相关内容及搅拌器的运动和其动力装置。通过对搅拌器的基本设备的描述和对其基本工作原理、作用和功能等相关文献的参考,从而对小型搅拌器的设计加以综述。用pro/e 设计软件对搅拌器的零部件和整体进行三维设计。并对关键的零部件进行了工艺分析。 关键词:传动装置,联轴器,支承装置,电动机,减速器
The 3D Design of Small Blender and the Process analysis for the Key components Author:Du Bing Tutor:Yang Hansong Abstract The equipment of pulsator have a long history and are used in most areas. meawhile pulsator are used in tradition industry such as chemistry industry,petroleum industry,architecture industry and so on. The operation of mix round looks as if simpleness,but actually,the ingredient it involved are plaguy complexity. Tht text introduces the basic consider way and the basic theoretics of small pulsator design,and analyzed the basic configuration of pulsator and interfix content and analyzed the athletics and motivity equipment of describe the basic fixture of pulsator and consult its basic employment principle,function and operation,thereby summarize the design of small https://www.360docs.net/doc/933050560.html,ing Pro/e software to draw a stirrer on the components and the overall three-dimensional image.And the analysis of key parts of the process. Key word: Gearing,Join shaft ware,Bearing device,Electromotor,Reducer 目录
凝固末端电磁搅拌器设计及应用
凝固末端电磁搅拌器设计及应用 岳阳中科电气有限公司李爱武、蒋海波 天津钢管集团有限公司姚家华、刘强 1.概述 连铸电磁搅拌能有效地改善连铸坯内部的组织结构,减少中心偏析及中心缩孔,大大增加等轴晶率。已成为连铸、特别是品种钢连铸必不可少的一种工艺手段。 连铸电磁搅拌的实质在于借助电磁力的作用来强化铸坯中末凝固钢液的运动,从而改变钢水凝固过程中的流动,传热和迁移过程,达到改善铸坯质量的目的。 结晶器电磁搅拌可以明显改善中碳钢、中低合金钢的内部及皮下质量,但对于高碳钢和高合金钢来说,仍存在中心偏析、中心缩孔、中心裂纹等问题,甚至在所谓的糊状区终点处形成“V”形槽即“V”形宏观偏析。尤其对于象不锈钢这样的多合金高合金钢,由于枝晶发达中心裂纹及缩孔非常明显。要解决这些问题必须在凝固末端上电磁搅拌。 2.高碳钢、高合金钢连铸的凝固特征和可能出现的缺陷 高含碳量、高合金含量有使凝固组织恶化的趋势。高碳钢、高合金钢的液相与固相间温度区间较大,凝固间隙长度增加,粘稠区加宽。因此容易形成中心偏析、中心裂纹和中心缩孔。这些缺陷对产品的机械性能和耐腐蚀性能会产生有害的影响。在不锈钢冷轧板中出现单相波纹。 宏观偏析是在凝固末端粘稠区内的溶质富集的钢液由于凝固收缩引起流动、沿粘稠区内枝晶间通道传输、聚集而成的。显然它极大地受粘稠区内钢液流动和传质所控制,有时形成中心偏析,有时形成V形偏析。中心偏析是由于铸坯在凝固过程中倾向于生成柱状晶,产生搭桥现象而产生的。V形偏析形成的原因比较复杂,主要是由粘稠区内等轴晶凝固时产生的收缩力及对钢液的抽吸力和钢液沿树枝晶的渗透引起的,可以用著名的V形偏析凝固模型来解释。偏析的严重程度与凝固时间有关,时间越长越严重。由于高含碳量、高合金含量的钢凝固时间长,因此偏析也就更严重。 3.影响凝固末端电磁搅拌的冶金效果的主要因素及措施 影响凝固末端电磁搅拌的冶金效果的主要因素在于:1)是否有结晶器电磁搅拌作用。2)电磁搅拌器能否提供足够大的电磁推力。3)电磁搅拌作用区域内磁场是否均匀。4)电磁搅拌的作用区域是否足够大。5)搅拌的时机即电磁搅拌的安装位置是否得当。其中第2、3、4个因素取决于凝固末端电磁搅拌器的参数及结构设计,而第1、5个因素则取决于电磁搅拌器与连铸机性能参数及连铸工艺的匹配是否合理。因此,一套电磁搅拌装置要达到最佳的冶金效果,除了要求其本身性能优良外,还要求设计者有较丰富的理论与实践经验。
实验1连续搅拌釜式反应器停留时间分布的测定
实验一 连续搅拌釜式反应器停留时间分布的测定 一、 实验目的 (1) 加深对停留时间分布概念的理解; (2) 掌握测定液相停留时间分布的方法; (3) 了解停留时间分布曲线的应用。 (4)了解停留时间分布于多釜串联模型的关系,了解模型参数N 的物理意义及计算方法。 (5) 了解物料流速及搅拌转速对停留时间分布的影响。 二、 实验原理 (1)停留时间分布 当物料连续流经反应器时,停留时间及停留时间分布是重要概念。停留时间分布和流动模型密切相关。流动模型分平推流,全混流与非理想流动三种类型。 对于平推流,流体各质点在反应器内的停留时间均相等,对于全混流,流体各质点在反应器内的停留时间是不一的,在0~∞范围内变化。对于非理想流动,流体各质点在反应器内的停留时间分布情况介乎于以上两种理想状态之间,总之,无论流动类型如何,都存在停留时间分布与停留时间分布的定量描述问题。 (2)停留时间分布密度函数E (t ) 停留时间分布密度函数E (t )的定义: 当物料以稳定流速流入设备(但不发生化学变化)时,在时间t =0时,于瞬时间dt 进入设备的N 个流体微元中,具有停留时间为t 到(t +dt )之间的流体微元量dN 占当初流入量N 的分率为E (t )dt ,即 ()=dN E t dt N (1) E (t )定义为停留时间分布密度函数。 由于讨论的前提是稳定流动系统,因此,在不同瞬间同时进入系统的各批N 个流体微元均具有相同的停留时间分布密度,显然,流过系统的全部流体,物料停留时间分布密度为同一个E (t )所确定。根据E (t )定义,它必然具有归一化性质:
()1∞ =? E t dt (2) 不同流动类型的E (t )曲线形状如图1所示。根据E (t )曲线形状,可以定性分析物料在反应器(设备)内停留时间分布。 平推流 全混流 非理想流动 图1 各种流动的E (t )~t 关系曲线图 (3)停留时间分布密度函数E (t )的测定 停留时间分布密度函数E (t )的测定,常用的方法是脉冲法。此法采用的示踪剂,既不与被测流体发生化学反应,又不影响流体流动特性,也就是说,示踪物在反应器(设备)内的停留时间分布与被测流体的停留时间分布相同。所以,当注入一定量Q 的示踪物时,经过t →(t +dt )时间间隔流出的示踪物量占示踪物注入总量Q 的分率就是与示踪物注入同时进入系统的物料中,停留时间为t →(t +dt )的那部分流体物料占总流体的物料的分率, 即: 亦即: ()()??=V C t dt E t dt Q 或 () ()?= V C t E t Q (3) V ——流体体积流量,(ml/s) Q ——加入的示踪物总量,(mg) C (t )——示踪物的出口浓度,(mg/ml)
搅拌机设计计算
搅拌机的设计计算 7.5kw 搅拌机设计: 雷,此时为湍流,2 K Np ==φ常数。 查表知:诺数的计算: 4 032 .08.0130010436833Re 285 2?≈===??μραi n 即4 10Re >蜗轮式,四平片时,5.42 =K 。 由公式5 1 3d n N N p ρ=,式中Np ——功率准数。 则,搅拌功率5 1 32d n K N ρ= 5 360 858.0)(13005.4???= W W 45.55450== 则,电机的最小功率为: η N N =电 ,取η=0.85 则KW N 41.685 .045.5电 == 则选用电机的功率为7.5KW 。 圆盘直径υ450mm ,选定叶轮直径υ800mm 。 桨叶的危险断面Ⅰ—Ⅰ(如上图): 该断面的弯矩值: (对于折叶蜗轮)
θSin n N x r x Z j M 155 .90 30?? ? =- 式中n ——转速;N ——功率; x ——桨叶上液体阻力的合力的 作用位置。 计算公式为: 3 2 31 4 24143 0r r r r x --?= 3 34412.04.012.04.04 3--? = =0.306(m) 则θ Sin n N x r x Z j M 155.90 30? ? ? =- 03 45185 105.7306 .0225.0306.04 55 .9Sin ?? ?= ?- =78.86(N.m )(Z=4叶片,θ=45°倾 角) 对于Q235A 材料,MPa 240~2205 =σ 当取n=2~2.5时,[σ]=88~100Mpa. 取[σ]=90Mpa 计算,得62 bh =ω(矩形截面) 且b=200mm ,求h 值。 由][σω≥M 有6 66.8109022.0?≥??h η, 可得h ≥0.00512m, 即h ≥5.12mm 考虑到腐蚀,则每边增加1mm 得腐蚀余量。 即,需叶片厚度为≥7.12, 取8mm 厚的钢板。 叶轮轴扭转强度计算验证
连铸电磁搅拌
1.什么叫电磁搅拌(简称EMS)? 大家知道,一个载流的导体处于磁场中,就受到电磁力的作用而发生运动。同样。载流钢水处于磁场中就会产生一个电磁力推动钢水运动,这就是电磁搅拌的原理。 电磁搅拌是改善金属凝固组织,提高产品质量的有效手段。应用于连续铸钢,已显示改善铸坯质量的良好效果。 早在1922年就提出了电磁搅拌的专利。论述了流动对金属结构、致密性、偏析和夹杂物等方面的影响。1952年开始在钢厂连铸机二次冷却区装置电磁搅拌的试验。随着连铸技术的发展,为改善连铸坯质量,人们对电磁搅拌结构、类型、搅拌方式和冶金效果进行广泛深入研究,使电磁搅拌技术日益成熟,得到了广泛的应用。 2.电磁搅拌器有哪几种类型? 电磁搅拌器型式和结构是多种多样的。根据铸机类型、铸坯断面和搅拌器安装位置的不同,目前处于实用阶段的有以下几种类型。 (1)按使用电源来分,有直流传导式和交流感应式。 (2)按激发的磁场形态来分,有:恒定磁场型,即磁场在空间恒定,不随时间变化;旋转磁场型,即磁场在空间绕轴以一定速度作旋转运动;行波磁场型,即磁场在空间以一定速度向一个方向作直线运动;螺旋磁场型,即磁场在空间以一定速度绕轴作螺旋运动。 目前,正在开发多功能组合式电磁搅拌器.即一台搅拌器具有旋转、行波或螺旋磁场等多种功能。 (3)按使用电源相数来分,有两相电磁搅拌器,三相电磁搅拌器。 (4)按搅拌器在连铸机安装位置来分,有结晶器电磁搅拌器、二次冷却区电磁搅拌器、凝固末端电磁搅拌器。 3.电磁搅拌技术有何特点? 与其他搅拌钢水方法(如振动、吹气)相比,电磁搅拌技术有以下特点: (1)通过电磁感应实现能量无接触转换,不和钢水接触就可将电磁能转换成钢水的动能。也有部分转变为热能。 (2)电磁搅拌器的磁场可以人为控制,因而电磁力也可人为控制,也就是钢水流动方向和形态也可以控制。钢水可以是旋转运动、直线运动或螺旋运动。可根据连铸钢钢种质量的要求,调节参数获得不同的搅拌效果。 (3)电磁搅拌是改善连铸坯质量、扩大连铸品种的一种有效手段。 4.什么叫结晶器电磁搅拌(简称M--EMS),有何作用? 结晶器电磁搅拌器特点:钢水在结晶器内,搅拌器置于结晶器外围。搅拌器内的铁芯所激发的磁场通过结晶器的钢质水套和铜板渗入钢水中,借助电磁感应产生的电磁力,促使钢水产生旋转运动或上下垂直运动。 结晶器铜板的高导电性,使用工频(50Hz)电源,由于集肤效应,磁场在铜层厚度由外向里穿透能力只有几毫米,小于铜壁的厚度,也就是磁场被结晶器铜壁屏蔽不能渗入钢水内,无法搅拌钢水。为此采用低电源频率(2~10Hz),使磁场穿过铜壁搅拌钢水。 结晶器电磁搅拌作用:1)钢水运动可清洗凝固壳表层区的气泡和夹杂物,改善了铸坯表面质量。2)钢水运动有利于过热度的降低,这样可适当提高钢水过热度,有利于去除夹杂物,提高铸坯清洁度。3)钢水运动可把树枝晶打碎,增加等轴晶核心,改善铸坯内部结构。4)结晶器钢-渣界面经常更新,有利于保护渣吸收上浮的夹杂物。
结晶器设计计算
通过结晶器的热流量 通过结晶器放出热流,可用下列计算 Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} (3.1)式中:Q:结晶器钢水放出的热量,kj/min; L:结晶器横截面周长,4.012m; E:出结晶器坯壳厚度,0.012m; V:拉速,2.2m/min; P:钢水密度,7.4×10⒊kj/kg·℃; 由此可得: Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} =62218kj/min 结晶器水缝面积计算 结晶器的水缝面积与单位水流量(冷却强度)铸坯尺寸的大小以及冷却水流速有关,结晶器水缝面积可用下式计算: F=QkS×106/(3600V)(mm2)(3.2)式中:Qk:单位水流量m3/n·m,经验值取100-500m3/n·m;取100m3/n·m。 S:结晶器周边长度,4×120×103m; V:冷却水流速,取6-10m/s,实际取8m/s; 即结晶器水缝面积为: F+QkS×106/(3600v)=1.67×103mm3 3.5 结晶器的冷却系统 为使结晶器壁有较高的导热系数,在铜壁与冷却水之间不能产生水垢 和沉淀物。由于结晶器的热负荷很高,接触结晶器壁的冷却水有时会达到汽化的温度。为了防止出现水垢,水必须经过软化处理或脱盐处理[9]。 结晶器内冷却水的流量,一般按断面周长长度每毫米2-2.5每毫米计算。经过净化及软处理的水一般都是循环使用。采用封闭式供水系统。充分利用回水系压有利于节能。
3.5.1 结晶器的倒锥度 钢水在结晶器内凝固是因坯壳收缩形成气隙,通常是将结晶器作成倒锥度,后者定义为: △ =(S 上—S 下 )/S 上 ×L (3.3) 式中:△:结晶器的倒锥度 %/m; S 上,S 下 :结晶器的上边口,下边口长; L:结晶器长度。 倒锥度取值不能太小,也不能太大。过小则作用不大,过大则增大了拉坯阻力,甚至卡钢而不能出坯[9]。高碳钢的收缩量大,所以须用较大的倒锥度[7]。高速拉坯时,应采用较小的倒锥度。在此设计中,倒锥度可取0.96%/m,为了不致产生太大的拉坯阻力。实际的倒锥度略小于上述值,约为0.4-0.8%/m。 3.5.2 结晶器冷却水量的计算 单位时间内通过结晶器冷却水缝(水槽)的水量对结晶器钢水热量传递和坯壳凝固有重要的参数影响。结晶器冷切水量计算方法有: 结晶器热平衡法 假定结晶器钢水热量全部由冷却水带走,则结晶器钢水凝固放出的热量与冷却水带走的相等,即: Q=W×C×△Q (3.4) 则 W=Q/(△Q) 式中: Q:结晶器内的钢水凝固放出热量,2218kj/min; W:结晶器全部水量,L/min; C:水的比热容,4.2kj/kg×℃; △Q:结晶器进出水量温度差6℃ 即 W=Q/(△Q)=2468L/min (1)从保证水缝内冷却水流速>6m/s来求结晶器水量得: W1:36×S×V/10000(m3/h)(3.5)式中: S:水缝面积,1.67×103m m2 W1:冷却水量,m3/h; V:冷却水流速,8m/s。
搅拌器设计计算复习过程
搅拌器设计计算
搅拌器设计计算 (作者:纪学鑫) 一、设计数据: 1、混合池实际体积V=1.15m ×1.15m ×6.5m ≈8.60m 3 ∴设混合池有效容积V=8m 3 2、混合池流量Q=0.035m 3/s 3、混合时间t=10s 4、混合池横截面尺寸1.15m ×1.15m ,当量直径D=πω4L =π 15.115.14??=1.30m 5、混合池液面高度H = 24πD V =m ..π036301842≈?? ∴混合池高度H '=6.03m+(0.3~0.5)m=6.33~6.53 (m);取6.5m 6、挡板结构及安装尺寸()m 54.0036.0m 241361~)(~≈?? ? ??D ;数值根据《给水排水设计手册》表4-28查得,以下均已此手册作为查询依据。 7、取平均水温时,水的粘度值()s a ?P μ=1.14×10-3s a ?P 取水的密度3/kg 1000m =ρ 8、搅拌强度 1)搅拌速度梯度G ,一般取500~1000s -1。 混合功率估算:N Q =K e Q(kw) K e --单位流量需要的功率,K e 一般=4.3~173/s kw m ? ∴混合功率估算:3/s kw 17~3.4m N Q ?= 1-3-3 e e )30.1365~65.686(s 8s a 1014.1m /s kw 17~3.41000t 1000t 1000s P K Q Q K G ≈????===?)(μμ
取搅拌速度梯度1-s 740=G 2)体积循环次数'Z 搅拌器排液量'Q ,213.08.008.1385.0)/(333'=??==s m nd k Q q 折叶桨式,片,245=?=Z θ,流动准数385.0k q 取,见表4-27查取; ---n 搅拌器转速) (s /r ;d 搅拌器直径(m) 转速d 60n πν= ;---线速度v ,直径d ,根据表4-30查取。 ()266.03===?V t nd k V t Q Z q ''容积 3)混合均匀度U ,一般为80%~90%。U 取80%。 9、搅拌机的布置形式、加药点设置。 1)立式搅拌机的布置:一般采用中央置入(或称顶部插入)式。 2)搅拌器的位置及排泄方向:搅拌器的位置应避免水流直接影响侧面冲击。搅拌器距液面的距离通常小于搅拌器直接的1.5倍。 二、搅拌器的选用及主要参数 1. 选用折叶桨式 2. 桨叶数2=Z 3. 搅拌器直径0.8m d m 0.867~433.0m 32~31d ==?? ? ??=,取)()(D 4. 搅拌器螺距d s = 5. 搅拌器层数d H ,取7,(公司取层数4) 6. 搅拌器外缘线速度ν取(1.0~5.0)m/s 7. 搅拌器宽度:b=(0.1~0.25)d=(0.08~0.2)m,取0.11m 三、搅拌器转速及功率设计
搅拌器设计说明书
摘要 瓦斯是煤矿生产中的很难管理控制的一种危险隐患,同时也是一种能源及化工资源。为了做好瓦斯抽放,搞好瓦斯的防治工作,提高瓦斯的资源利用率。所以,必须再瓦斯抽放过程中确保无瓦斯泄漏,务必把抽放钻孔封堵完备。这就需要使用封填材料,而此材料是一种混合浆液,需要用搅拌设备将其搅拌均匀。而搅拌设备使用历史悠久,应用范围广。在化学工业、石油工业、建筑行业等等传统工业中均有广泛的使用。搅拌操作看来似乎间单,单实际上,它所涉及的因素却极为复杂。本文介绍了小型搅拌器设计的基本思路和基本理论,分析了搅拌器的基本结构及其相关内容,阐述了搅拌器的运动及其动力装置。通过对搅拌器的基本设备的描述和对其基本工作原理、作用和功能等相关文献的参与,从而对小型搅拌器的设计加以综述。 关键词:传动装置搅拌桨叶支撑装置风动马达轴封
Abstract Gas drill holes sealing system mixing part of the design and analysis The gas is difficult to manage in the coal mine production control of a dangerous hidden, And also a kind of energy and chemical resources. In order to carry gas drainage , improve the prevention and control of the gas , improve the utilization of gas resources. And also a kind of energy and chemical resources. In order to carry gas drainage , improve the prevention and control of the gas , improve the utilization of gas resources. The operation of mix round looks as if simpleness, but actually, the ingredient it involved are plaguy of small pulsator design, and analyzed the basic configuration of pulsator and interfix content and analyzed the athletics and motivity equipment of pulsator. Overpass describe the basic fixture of pulastor and consult its basic employment principle. Function and operation, thereby summarize the design of small pulsator. Key word: gearing mixing blades bearing device pneumatic motor shaft seal
结晶器设计计算修订稿
结晶器设计计算 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
通过结晶器的热流量 通过结晶器放出热流,可用下列计算 Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} ()式中:Q:结晶器钢水放出的热量,kj/min; L:结晶器横截面周长,4.012m; E:出结晶器坯壳厚度,0.012m; V:拉速,2.2m/min; P:钢水密度,×10⒊kj/kg·℃; 由此可得: Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} =62218kj/min 结晶器水缝面积计算 结晶器的水缝面积与单位水流量(冷却强度)铸坯尺寸的大小以及冷却水流速有关,结晶器水缝面积可用下式计算: F=QkS×106/(3600V)(mm2)() 式中:Qk:单位水流量m3/n·m,经验值取100-500m3/n·m;取100m3/n·m。 S:结晶器周边长度,4×120×103m; V:冷却水流速,取6-10m/s,实际取8m/s; 即结晶器水缝面积为: F+QkS×106/(3600v)=×103mm3
结晶器的冷却系统 为使结晶器壁有较高的导热系数,在铜壁与冷却水之间不能产生水垢 和沉淀物。由于结晶器的热负荷很高,接触结晶器壁的冷却水有时会达到汽化的温度。为了防止出现水垢,水必须经过软化处理或脱盐处理[9]。 结晶器内冷却水的流量,一般按断面周长长度每毫米每毫米计算。经过净化及软处理的水一般都是循环使用。采用封闭式供水系统。充分利用回水系压有利于节能。 3.5.1 结晶器的倒锥度 钢水在结晶器内凝固是因坯壳收缩形成气隙,通常是将结晶器作成倒锥度,后者定义为: △ =(S 上—S下)/S上×L ()式中:△:结晶器的倒锥度 %/m; S 上,S下:结晶器的上边口,下边口长; L:结晶器长度。 倒锥度取值不能太小,也不能太大。过小则作用不大,过大则增大了拉坯阻力,甚至卡钢而不能出坯[9]。高碳钢的收缩量大,所以须用较大的倒锥度[7]。高速拉坯时,应采用较小的倒锥度。在此设计中,倒锥度可取%/m,为了不致产生太大的拉坯阻力。实际的倒锥度略小于上述值,约为。 3.5.2 结晶器冷却水量的计算 单位时间内通过结晶器冷却水缝(水槽)的水量对结晶器钢水热量传递和坯壳凝固有重要的参数影响。结晶器冷切水量计算方法有:
连铸电磁搅拌器设计
目录 目录 (1) 一、前言 (1) 二、电磁搅拌的基本知识 (2) (一)、电磁搅拌技术的概述 (2) (二)、电磁搅拌器的组成与主要分类 (2) (三)、电磁搅拌器的工作原理 (3) (四)、电磁搅拌力的计算 (4) (五)、电磁场在铸坯中透入深度 (6) 三、连铸电磁搅拌器设计过程 (7) (一)、电磁搅拌器电源的选择 (7) (二)、电磁搅拌器本体设计 (7) 1、铁芯的设计 (7) 2、线圈的设计 (11) (三)、电磁搅拌器控制系统的设计 (13) 四、课程设计体会 (15) 五、参考文献 (17)
一、前言 (一)、电磁冶金原理与工艺课程设计的目的: 电磁冶金原理与工艺课程设计是高等工业学校材料专业方向学生第一次较全面的对电磁冶金的了解和对电磁搅拌器设计的训练,是电磁冶金原理与工艺课程的一个重要实践环节。其主要目的在于: (1)进一步加深学生所学的理论知识,培养学生独立解决有关本课程实际问题的能力。 (2)通过课程设计,使学生将所学理论与生产实际相结合,将知识转化为分析和解决生产实际问题的能力。 (3)通过电磁冶金原理与工艺课程设计的训练,使学生对电磁连铸和电磁搅拌有一较完整的概念和全面的认识。并初步掌握电磁搅拌器结构设计和工艺设计的方法,树立正确的工程设计观点。 (4)进一步提高学生运算、绘图、表达、运用计算机和查阅技术资料的能力。 (5)通过创新意识的教育,初步培养学生的革新、创造能力。(二)、电磁冶金原理与工艺课程设计的任务: 电磁冶金原理与工艺课程设计任务是对连铸电磁搅拌器的主组成(电源、电磁搅拌器本体、控制系统等)和电磁搅拌工艺进行分析和设计,并给出相关计算的过程、绘制部分结构的草图,画出连铸电磁搅拌器的总装图,最后编写说明书一份。
搅拌器的设计原则
搅拌器设计原则 如需设计一款搅拌器,要求暂设为以下数据:搅拌反应釜为开启式的,也就是说无压力自然环境下工作,为圆柱筒状,直径27cm,搅拌液体粘度很低,接近于水,液体深度有20cm;要求设计一款搅拌器桨叶,能够适合该种液体的搅拌。 分析,搅拌桨叶有很多种,大致有涡轮式、锚式、浆式、推进式、框式等如下: 1:有平桨式和斜桨式两种。平桨式搅拌器由两片平直桨叶构成。桨叶直径与高度之比为4~10,圆周速度为1.5~3m/s,所产生的径向液流速度较小。斜桨式搅拌器的两叶相反折转45°或60°,因而产生轴向液流。桨式搅拌器结构简单,常用于低粘度液体的混合以及固体微粒的溶解 和悬浮。 桨式搅拌器(图一) (图二) 2:由2~3片推进式螺旋桨叶构成(图2),工作转速较高,叶片外缘的圆周速度一般为5~15m/s。旋桨式搅拌器主要造成轴向液流,产生较大的循环量,适用于搅拌低粘度(<2Pa·s)液
体、乳浊液及固体微粒含量低于10%的悬浮液。搅拌器的转轴也可水平或斜向插入槽内,此时液流的循环回路不对称,可增加湍动,防止液面凹陷。 旋桨式搅拌器(图三) 3:由在水平圆盘上安装2~4片平直的或弯曲的叶片所构成桨叶的外径、宽度与高度的比例,一般为20:5:4,圆周速度一般为3~8m/s。涡轮在旋转时造成高度湍动的径向流动,适用于气体及不互溶液体的分散和液液相反应过程。被搅拌液体的粘度一 般不超过25Pa· 涡轮式搅拌器(图四)
(图五)折叶圆盘涡轮式涡轮式搅拌器 图六)平直叶圆盘涡轮式90°平刃涡轮式搅拌器 45°平刃涡轮式搅拌器 (图七)折叶圆盘涡轮
涡轮叶片弯曲式搅拌器 (图八) 投涡轮叶片式搅拌器
连续搅拌釜反应器中乙酸乙酯的水解反应
实验报告 课程名称:化工专业实验指导老师:黄灵仙成绩:________________ 实验名称:连续搅拌釜反应器中乙酸乙酯的水解反应实验类型:反应工程实验 一、实验目的和要求 二、实验内容和原理 三、主要仪器设备 四、操作方法和实验步骤 五、实验数据记录和处理 六、实验结果与分析 七、讨论、心得 一、实验目的 1.了解和掌握搅拌釜反应器非理想流动产生的原因; 2.掌握搅拌釜反应器达到全混流状态的判断和操作; 3.了解和掌握某一反应在全混釜中连续操作条件下反应结果的测量方法,以及与间歇反应器内反应结果的差别。 二、实验原理 在稳定条件下,根据全混釜反应器的物料衡算基础,有 A m A A A m A A A A x C C C C C C V F r ττ0000)1()()=-=-= (-(1) 对于乙酸乙脂水解反应: OH H C COO CH H COOC CH OH 52-3K 523-+?→?+ A B C D 当C A0=C B0,且在等分子流量进料时,其反应速度(-r A )可表示如下形式: 2 20A 20 2 A 02)1))/exp()A A A A A x kC C C C RT E k kC r -=-==(((-(2) 则根据文献(物化实验)的乙酸乙酯动力学方程,由(1),(2)可计算出x A 2 20A m )1A A A x kC x C -=(τ(3) 同时由于C A0∝(L 0-L ∞),C A ∝(L t -L ∞),由实验值得: )( 100∞ ---=L L L L x t A (4) 式中: L 0,L ∞—— 分别为反应初始和反应完毕时的电导率 L t —— 空时为m τ时的电导率 根据反应溶液的电导率的大小,由(4)式可以直接得到相应的反应转化率,由(3)式计算得到相同条件下的转化率,两者进行比较可知目前反应器的反应结果偏离全混流反应的理论计算值。 专业: 姓名: 学号: 日期: 地点:
漏斗型结晶器漏斗形状的设计
漏斗型结晶器漏斗形状的设计 盛义平赵静一 (燕山大学) 摘要分析了SMS漏斗型结晶器在使用中出现局部高温、产生热裂纹、寿命低的原因,提出了结晶器漏斗形状的更为合理的设计要求和设计方法。 关键词漏斗型结晶器漏斗曲面设计 DESIGN OF FUNNEL-CURVED SURFACE OF FUNNEL-SHAPED MOLD SHENG Yiping ZHAO Jingyi (Yanshan University) ABSTRACT The reasons of local overheating,thermal cracking resulting in shorter life of funnel-shaped mold are investigated.The more reasonable requirements and method for designing funnel-shaped mold are suggested. KEY WORDS funnel-shaped mold,funnel-curved surface,design 1 前言 薄板坯连铸具有节约能源、减少基建投资、降低生产成本、提高钢材收得率等许多优点,是国际上竞相开发的重大新技术。 利用高温坯壳的可塑性和凝固收缩性开发的横剖面形状从上到下变化的漏斗型结晶器是薄板坯连铸的关键技术之一。具有代表性的当属SMS漏斗型结晶器和DANIELI透镜型结晶器,见图1。 变横剖面结晶器形状复杂,加工成本高,所以希望结晶器有较长的使用寿命。但是,薄板坯连铸的高拉速加大了结晶器的热负荷,再加上漏斗形状设计得不尽合理,使结晶器的使用寿命还未达到其预期的寿命。DANIELI公司分析了SMS漏斗型结晶器后指出[1],在结晶器的横剖面上,在AB直线与BC直线的交点B处,铸坯凝固壳与结晶器壁间存在着一个约0.6 mm的间隙,DANIELI公司开发的透镜型薄板坯结晶器在横剖面上用一段光滑的曲线BC代替了SMS结晶器在相应位置处的直线,使结晶器的整个横剖面曲线光滑连接,B点处的间隙下降到0.06 mm。Thomas等人亦分析研究了SMS结晶器[2],发现SMS结晶器的最高温度比传统的厚板坯连铸机结晶器的最高温度高60~70 ℃;在结晶器的各个横剖面上,最高温度出现在漏斗区域的外弯处(漏斗的侧边缘),最低温度出现在漏