托盘检测报告

吸塑托盘,吸塑盒,吸塑包装,防静电吸塑托盘,总结分析了解
吸塑托盘也叫塑料内托,采用吸塑工艺将塑料硬片制成特定凹槽的塑料,将产品置于凹槽内,起到保护和美化产品的作用。使用在电子产品,数码产品、还有食品托盘等等,要是食品托盘的话在材料和外形上面都要有要求了。如果是电子产品的托盘使用的材料很一般托盘使用的材料都是很普遍的、要求上没有那么的高。 使用在食品上面的托盘一般外观一定是要好看的,他和工业托盘不同,不同的点就是一个是看,一个是运,也不是说食品上的托盘就一定好看,其实这些都是属于自己的包装设计了,什么样的包装就要有什么样的设计,毕竟是吃在嘴里看在眼里。 吸塑托盘的周转,简称为周转托盘、有些电子产品他们也要有用到托盘运载,还有些也是为了包装好看,电子产品的吸塑托盘吧,电子托盘其实在电子厂是很多用处的,电子吸塑托盘的有运输型的包装与销售型,和美化物品的做用,如果是运输型的话,有很多种款式有四格形状,井字型的形状,电子产品的包装格数使用多少就要看客户的产品大小或方便他们一栋了。运输型的包装大多都是因为电子产品要外发或者是,为了方便库存而使用的。一般的普通材料的电子吸塑托盘,长度都是在10厘米长,6厘米宽的,格数的大小就要适当的和能稳定物品,在运输过程当中不被摇晃出来,销售型的包装大多都是因为物品加工完后送回客户那边,做为一个美化物品的作用,或者是厂家外发电子产品加工的时候也要使用到,托盘来保护运输。 有些电子产品带有静电的,静电与静电进行摩擦会损坏物品的功能,为了不造成损失所以有些客户他们就选用了防静电托盘,防静电:表面电阻值10的6次方至10的9次方为防静电,导电:表面电阻值10的4次方以下至10的6次方为导电托盘。防静电托盘的产品格数大多都是以6个格为主,高度一般在100mm以下、适用于精密IT产品的周转存放的容器,根据客户电子元件要求,所以对尺寸也有不同要求。 防静电的托盘大多效果都是以半年为主,因为时间的拉长,托盘的防电功效就会慢慢下退,有些客户们问过我们有没有永久性的防静电吸塑托盘,也不知道客户指的永久是多长是用到托盘烂掉吗?。有的时候我们也会摸不着头脑,至于这个问题我们也有问过我们材料供应商,他们也说最长时间是在半年左右的。 其实能看到吸塑托盘的使用大多都是作为运输为主的。 总结:托盘是吸塑产品里面使用的最广的产品,好的包装不能增加物品的质量。但是有一点是他能增加物品的销售量。 吸塑盒包装的优点于吸塑盒的明确介绍: 塑料吸塑盒是吸塑产品的其中一类,它属于一种加工,工艺品。生产过程是将软化的,片材与模具热合在冷却成型,原理就是由真空吸塑方法。塑料吸塑盒的理解。塑料指的就是片材、原材料,而吸塑盒就像凹槽一样的包装物品。吸塑盒的使用范围大多用在数码产品、电子产品、文具、家电、化妆品、礼品、医药保健等等,起到保护、美观和提升物品档次作用。包装的不同,使用的材料也是不同的、使用透明的材料能更好更清晰的让消费者看的物品的结构,以及物品的不同。如使用在药物包装上的吸塑包装大多会使用乳白色的材料。材料的选择就是要看包装使用的定义是什么。 吸塑盒的使用三个优点:保护能力,促进销售和提高物品层次。有些使用吸塑包装盒不只是为了做销售,有些物品的包装是为了保护物品的运输。在最早时期的时候包装只是为了方便的运输。后来到了现代社会因为人们的完美与追求欲望高了。从而只是为了保护运输的包装,到现在的包装销售。以包装做为物品的特殊化来增加消费者对物品的兴趣感,完美的塑料吸塑盒也能提升物品的价值,包装过的与没有包装过的物品,对与消费者来说他们是绝对是有差距的。塑料吸塑盒的包装设计一定要换位思考消费者们的选择来定,才能生产出完美的销售式的包装。
工艺流程图托盘
工艺流程图托盘 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
1、目的: 为了保证产品的质量,方便生产工艺的管理,提高生产效率,特制订以下生产流程图。 2、工作要求: 要求各个生产部门严格按照以下工艺流程图来严格作业,确保产品质量。 3、工艺流程图 4 关键工序控制点(为关键控制点) 4.1.1 PP片材的关键控制点:确保所采购的原材料(PP片材)符合制成品卫生标准的要求。 4.1.2 吸塑成型工序关键控制点:温度、真空度、加热时间、真空时间、冷风时间。 4.1.3成品关键控制点:包装生产过程应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 关键工序控制点工艺要求 4.2.1PP片材:PP片材应符合制成品卫生标准的要求。 4.2.2吸塑成型: 4..2.2.1、吸塑成型机预热箱温度的控制:200℃-280℃,模具温度40℃-60℃。4..2.2.2、吸塑真空度:当片材厚度为0.12mm-0.55mm时为±;当片材厚度为 0.55mm-1mm时为±。 4..2.2.3、加热时间:当片材厚度为0.12mm-0.55mm时为25-30S;当片材厚度为 0.55mm-1mm时为30-35s。 4..2.2.4、延时合模:1s±;延时真空:±。 4..2.2.5、真空时间:当片材厚度为0.12mm-0.55mm时为8-9S;当片材厚度为 0.55mm-1mm时为9-10s。
4..2.2.6、定型时间:2-3秒,运风时间:±; 4..2.2.7、冷风时间:当片材厚度为0.12mm-0.55mm时为10-20S;当片材厚度为0.55mm-1mm时为15-25s。 4.2.3成品在包装生产过程中应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 5、相关文件 《关键控制点管理办法》 6、相关记录 《吸塑成型工艺卡》 《吸塑工艺控制记录卡》
吸塑包装的吸塑工艺流程介绍
吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。吸塑盒的原材料主要有:PVC、PS、PP、PET、PETG及植绒、抗静电、导电等材料。 吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。 吸塑包装:采用吸塑工艺生产出塑料制品,并用相应的设备对产品进行封装的总称。 吸塑包装制品包括:泡壳、托盘、吸塑盒,同义词还有:真空罩、泡罩等。 吸塑包装的主要优点是,节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;能包装任何异形产品,装箱无需另加缓冲材料;被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。 吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。 封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。 吸塑盒常用原材料: 东莞吸塑盒的原材料主要有:PVC、PS、PP、PET、PETG及植绒、抗静电、导电等材料。 具体生产工艺: 1.模具制作及加工。 2.模具处理干燥完全后进行软化处理。 3.将软化处理好的塑料片连同木柜,置于真空室中,开动吸气开关,将真空室内空气吸抽干净,待塑料片冷却后,即得到与模具相同的凹型包装或工艺模具。 4.泡壳:采用吸塑工艺将透明的塑料硬片制成特定凸起形状的透明塑料,罩于产品表面,起到保护和美化产品的作用。又名泡罩、真空罩 5.托盘:也叫塑料内托,采用吸塑工艺将塑料硬片制成特定凹槽的塑料,将产品置于凹槽内,
成品检验工作流程模板
1.目的 规范成品出货检验流程,防止不合格出货,及时发现、纠正产品质量隐患,保证产品质量。2. 适用范围 适用于本厂加工、制造的各类产品的成品出货前的检验。 3. QA检验流程/职责和工作要求
首件检验生产 生产 检验员 OQC组 长 QE PIE/OQC组 长/PQC组长 OQC PIE 生产部 OQC组长 检验员 OQC组长 /PQC组长 /PIE OQC主 管 检验员 PIE 每一订单生产的第一台机送OQC检验 按订单、样机、检验标准或规范、 说明书、ECN、料表、设计文件作 首件检验 填写《首件检查表》(外观、功能) QE对首件及《首件检查表》确认,并 签署合格与否意见 OQC、PQC和PIE对机确认, 不合格发出《OQC检验报告》,注 明首件检查 工程PIE分析原因,发出《坏机 分析报告》 已投产机返工,生产再重送首件 首件检验合格,OQC通知生产线组长在 《首件确认表》上签字确认后,生 产部批量生产 首件检验合格,OQC批量抽检 根据产品检验标准、规范,《产品检 验抽样规定》,设计文件,批量抽检 记录抽检的每台机流水号 首批检验合格机抽一箱做整箱落地 试验 首批检验合格机(配有电源的产品) 抽一箱做24小时煲机试验 根据抽检结果填写OQC检验报告 批量抽检不合格PQC、OQC、PIE对机 确认 OQC主管在OQC检验报告上签字确认 OQC在生产部产成品送检单上填写 REJ,注明不良项目,发出《OQC检 验报告》, 工程PIE发出《坏机分析报告》,在 线指导生产线返工,返工后重新送 检 《首件检 查表》 《OQC检 验报告》 《坏机分 析报告》 开始 投产 检查结果首件不合格 首件合格处 批量检验抽检不合格
吸塑托盘项目投资策划方案范文
吸塑托盘项目投资策划方案 xxx公司
吸塑托盘项目投资策划方案目录 第一章概况 第二章建设背景分析 第三章市场调研预测 第四章项目规划方案 第五章项目土建工程 第六章运营管理模式 第七章项目风险评价分析 第八章 SWOT分析 第九章项目计划安排 第十章投资方案 第十一章项目经营效益分析 第十二章项目评价结论
摘要 该吸塑托盘项目计划总投资10543.47万元,其中:固定资产投资7668.81万元,占项目总投资的72.74%;流动资金2874.66万元,占项目总投资的27.26%。 达产年营业收入19718.00万元,总成本费用14992.11万元,税金及附加186.49万元,利润总额4725.89万元,利税总额5564.23万元,税后净利润3544.42万元,达产年纳税总额2019.81万元;达产年投资利润率44.82%,投资利税率52.77%,投资回报率33.62%,全部投资回收期4.47年,提供就业职位334个。 报告根据项目产品市场分析并结合项目承办单位资金、技术和经济实力确定项目的生产纲领和建设规模;分析选择项目的技术工艺并配置生产设备,同时,分析原辅材料消耗及供应情况是否合理。
第一章概况 一、项目名称及建设性质 (一)项目名称 吸塑托盘项目 (二)项目建设性质 该项目属于新建项目,依托某产业示范园区良好的产业基础和创 新氛围,充分发挥区位优势,全力打造以吸塑托盘为核心的综合性产 业基地,年产值可达20000.00万元。 二、项目承办单位 xxx公司 三、战略合作单位 xxx科技公司 四、项目建设背景 某产业示范园区把加快发展作为主题,以经济结构的战略性调整 为主线,大力调整产业结构,加强基础设施建设,积极推进对外开放,加速观念创新、体制创新、科技创新和管理创新,努力提高经济的竞 争力和经济增长的质量和效益。该项目的建设,通过科学的产业规划 和发展定位可成为某产业示范园区示范项目,有利于吸引科技创新型
检验报告管理系统使用说明书
目录 第一章前言 (1) 第二章系统安装及初始化 (3) 系统运行环境 (3) 系统安装介绍 (3) (4) 系统初始化 (6) 第三章基本信息管理 (10) 部门信息 (11) 员工信息 (12) 检验类别 (13) 检验项目标准分类 (14) 检验项目分类 (14) 检验项目管理 (15) 样品分类 (18) 样品信息 (20) 样品来源 (20) 样品性状 (21) 样品属性 (21) 委托单位信息 (22) 领取报告方式 (22)
(23) 第四章合同管理 (24) 业务受理 (24) 合同管理 (31) 检验收费 (32) 样品发放 (35) 第五章检验管理 (37) 样品检验 (37) 检验复核 (41) 第六章检测报告 (44) 报告签发 (44) 报告发放 (48) 第七章系统维护 (49) 用户管理 (49) 角色管理 (53) 数据备份 (54) 数据恢复 (55) 系统编号设置 (55) 系统初始化 (56) 第八章查询统计 (58) 合同查询统计 (58) 样品查询统计 (64) 费用查询统计 (69) 检验样品查询统计 (70) 检验项目查询统计 (71) 检验报告查询统计 (73)
第一章前言 《万扬检验报告管理系统》是用于各类检验检验机构(如:疾病预防控制中心、卫生防疫站、质量技术监督检测所及其他检验机构)的综合型、业务型管理系统,能够实现从检验合同受理到检验报告发放的整个检测过程管理并自动生成打印形成相关文档及报告。系统严格按标准检验流程进行开发,并结合多元化的界面设计风格,使操作员在使用过程中能够方便、适用、简单的多模块化使用整套系统。在系统的模块分级管理上完全按照检测的相关业务流程进行模块分级,整套系统无论在使用上还是在管理上都一目了然。使整个检测过程实现科学化、数字化、功能化与多样化的全面结合。系统还结合多级权限划分管理,实现系统功能与操作员之间的相互绑定,系统在运行中,可根据不同的操作员划分不同的功能,实现局限性软件模块使用。 整套系统主要包括基本信息、合同管理、检验管理、检测报告、系统管理五大功能模块。基本信息用于管理系统在运行中用到的且常用的基本数据;合同管理是对整个业务情况进行初期的登记与管理等功能;检验管理是对合同中所涉及的样品进行检测结果数据记录,并实现上级部门对检测结果的审核;检测报告是对整个合同最终形成的检测结果进行报告管理;系统管理是对系统中的各个功能与操作员之间的权限进行划分管理。 系统功能结构图如下所示:
吸塑工艺详细介绍
吸塑工艺 吸塑:一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。 吸塑包装:采用吸塑工艺生产出塑料制品,并用相应的设备对产品进行封装的总称。吸塑包装制品主要包括:泡壳、托盘、吸塑盒,同义词还有:真空罩、泡罩等。吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。 泡壳:采用吸塑工艺将透明的塑料硬片制成特定凸起形状的透明塑料,罩于产品表面,起到保护和美化产品的作用。又名泡罩、真空罩。 托盘:也叫塑料内托,采用吸塑工艺将塑料硬片制成特定凹槽的塑料,将产品置于凹槽内,起到保护和美化产品的作用。 植绒内托:是一种采用特殊材料的吸塑托盘,将普通的塑料硬片表面粘上一层绒质材料,从而使托盘表面有种绒质的手感,用来提高包装品档次。 抗静电托盘:是一采用特殊材料的吸塑托盘,该材料表面的电阻值小于10的11次方欧姆。主要用于电子、IT产品的吸塑托盘。 吸塑模具:吸塑生产用的模具,成本最低的是石膏模,其次是电镀铜模,最贵的是铝模。模具钻有小孔,用于真空吸附热化的硬片,形成吸塑产品。 吸塑成型:就是我们常讲的吸塑,采用吸塑成型机将加热软化的塑料硬片吸附于模具表面,冷却后,形成凹凸形状的塑料。 吸塑裁切:吸塑成型后的塑料产品,经过冲床,将大张的片材用刀模分切成单个产品。 折边:吸塑包装品中有一种叫插卡包装,需要将泡壳的三个边用折边机折到背后,以便在下一道封装工序中,将纸卡插入折边内,形成插卡包装。 热合封口:是一种吸塑封装工艺,用封口机将表面涂有吸塑油的纸卡与泡壳热合在一起,形成吸卡包装。 高频封口:是一种吸塑封装工艺,用高周波机产生高频,将泡壳与泡壳之间粘合在一起,形成双泡壳包装。 超声波封口:是一种吸塑封装工艺,采用超声波机产生超声波,将泡壳与泡壳粘合在一起,形成双泡壳包装,与高频封口所不同的是,超声波不但可以封PVC、PETG材料,也可以封PET材料,而且对封装的产品没有电磁伤害,特别适合电子产品的封装;不足之处在于超声波封边只能是间隔的点状,而且一般是
出货检验报告
东莞美迪华实业有限公司 出货检验报告 文件编号: 生产日期客户名称出货数量 订单编号物料编号抽检数量 产品名称产品型号良品数 检验依据□《检验规范》□《实物样板》□《BOM表》□《可靠性测试规范》合格率 抽样标准:MIL-STD-105EⅡ级正常检验水平 AQL 严重(Cr)=0 主要(Major)=0.65 次要(Minor)=1.5 Acc/Rej Ac(允收数)0 Ac(允收数)Ac(允收数)Re(拒收数)0 Re(拒收数)Re(拒收数) 检验项目 品质标准要求检验记录判定标准 判定检验工具 外观 CR MA MI 01外箱和彩盒表面不能有破损,划伤试装符合要求。 02外箱箱唛印刷正确,不能有少印多印,字体模糊。 03彩盒条形码需与外箱条形码数字一致。 04产品视窗区符合客户标准。 05吸塑和PVC本体表面不能有明显划伤划痕、变型 06产品表面处理符合客户标准,干净无脏污、胶屑。 07产品表面不能有披锋,变型,拉白,缺料等。 08产品边缘有无缺口,露白,掉皮或附着力不良。 09、整体效果符合样品要求。 10产品LOGO图案、烙印位置、深度符合样板要求。 11材料规格符合客户要求。 颜色01符合颜色样板或上下限要求。 包装01产品编码、名称、标签内容填写是否正确,清楚,包装是否符合包装要求,包装盒、贴纸、纸箱有无破损受潮等。 尺寸01依工程图纸所标识尺寸测量。 可靠性 测试 01按客户要求及相关测试规范测试。 实配检验01与机壳及相关配件配合是否良好,配合缝隙是 否符合标准。 跌落测试01按跌落测试规范或客户要求测试。 合计QA判定□合格□特采□返工□不合格检验员/日期: 备注 审核核准
吸塑工艺流程
吸塑工艺流程 一、客户发出询价请求:途径一打电话询价,途径二发传真询价,途径三发Email 询价,途径四通过网络聊天工具询价。客户必须提供吸塑制品的长、宽、高和所用材料的厚度(或克重)、颜色和型号(PVC、PET、PS、PP),产品数量和生产周期。 二、业务部门报价:吸塑制品单价的高低跟以下因素有关:吸塑制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型、厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。报价员会以客户的样品和描述有一个最初报价,最终报价会在打样之后报出。 三、电脑设计:客户对于报价基本认可后,会将要求、实物或是吸塑样品交到业务部,生产调度会要求电脑设计部将客户的实物扫描并结合印刷品的设计,制作出吸塑制品的平面设计图 四、吸塑打样:客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、铜模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多,其操作步骤是:1.先将实物用手工泥糊出成型轮廓;2.放到吸塑打版机上成型泡壳毛胚;3.用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形成石膏毛胚;4.采用电动铣床对石膏毛胚和规则形状进行深加工;5.手工打磨和手工添加部件;6.将各个抛光好的石膏部件粘合成完整的石膏模;7.再放入吸塑打版机吸塑成型完整的样品;8.按成品尺寸,手工切边、封边,完成全部打样过程。如果有需求,印刷打样部门同时会将吸塑样品所用的纸卡、不干胶或彩盒一起制作,他们会借助全开的印刷数码打样机能将实际印刷结果反映出来。 五、制作生产模具:样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定采用哪种模具量产:采用石膏模生产,模具制作过程类似于吸塑打样,优点在于生产周期短,成本最低,制作一整版(60X110cm)模具只需一到两天时间,不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差无法成型深度大、复杂度高、片材厚的产品。采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性适中,缺点是模具制作周期长,无法完成精密吸塑制品的生产。采用吸塑铝模生产,模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强,缺点是成本高。由于全自动高速吸塑成型机的成型范围是66X110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,我们都称这个过程为拼版,需要拼在打好气孔的铝板或木板上,拼好后的整版模具我们称之为底模。对于吸塑成型深度大的产品,还需要制作上模,在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地拉伸到每一个部位,否则会引起局部厚度过薄。生产模具的整个制作周期应为5至7天。
产品检验报告范文(可编辑)
产品检验报告范文 某某公司 产品检验报告 产品名称: 产品型号: 检验日期:年月日 产品检验报告 产品名称产品型号产品编号显示器编号主机编号检验日期检验依据(执行标准:公司内部标准或ISO)检验项目检验要求检验结果判定产品外观产品表面产品外表面应平整、无瘪缩、凹痕,无明显划痕,所有可触及表面不得有锐角、毛刺。 台面板平面度应≤5mm 表面平整□无瘪缩□无凹痕□无锐角□无明显划痕□无毛刺□ 台面板平面度符合要求□产品涂层产品涂层应色泽均匀,无损坏变形、表面翘起的现象。表面不能有成片的凹坑。 无应摩擦而造成的成片的擦伤,无成片的塑粉小颗粒。允许分散和少量的颗粒存在。 产品表面不能有超过0.2×10mm的划伤,且划伤不能过深,不能
漏出底板;喷塑产品表面不能有成片的划痕,允许分散和少量存在。 补漆处应不高于四周涂层0.1mm,与相邻部件的颜色过渡光滑。且符合以上3点要求。 任意两处缺陷的间距≥60mm 色泽均匀□ 无损坏变形□ 无皱皮□ 无成片擦伤□ 无成片塑粉小颗粒□ 无超标的划伤□ 无成片划痕□ 无露底□ 符合要求□ 符合要求□ 此产品是喷塑处理的,这里是喷塑的要求。大批量产品加注“抽检”。产品接缝产品各拼接接缝应均匀,严密。 接缝均匀□ 接缝严密□ 丝网印刷文字清晰易辨认,位置正确,字体和符号内容、大小、颜色正确,字体方正,无偏斜、。字体偏斜应≤0.5o 。文字清晰□ 位置正确□ 内容、大小、颜色正确□产品名称产品编号
检验项目检验要求检验结果判定产品外观部件颜色用色板或样板比对,颜色与色板或样板一致。表面色泽均匀。 目测,相邻部件的应无明显的颜色差别。与色板或样板一致□ 符合要求□结构与 性能结构紧固产品的各按钮安装牢固,指示清晰,紧固件连接牢固可靠。安装牢固□ 指示清晰□ 连接牢固可靠□托架、抽屉产品中键盘托架和抽屉的推拉应灵活无卡阻;托盘推拉灵活无卡阻□ 抽屉推拉灵活无卡阻□抽屉锁抽屉锁转动自如,锁杆运动自如,锁住时抽屉不能被抽出。锁转动自如□运动自如□ 能锁住抽屉□产品推行运动产品的脚轮行进和转向应灵活,产品正常摆放时4个轮子应在一个平面上;脚轮制动功能在各个方向和位置均能正常制动。行进和转向灵活□4个轮子在一个平面上□ 4个轮子对地垂直度均达到90°±5°□否则达° 制动正常□升降结构产品的操作台应能升降,按下升降把手应能自行升起,升降过程应平顺无卡阻,应能在任意位置制动。升降过程平顺无卡阻□
工艺流程图托盘
工艺流程图托盘 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
1、目的: 为了保证产品的质量,方便生产工艺的管理,提高生产效率,特制订以下生产流程图。 2、工作要求: 要求各个生产部门严格按照以下工艺流程图来严格作业,确保产品质量。 3、工艺流程图 4、工艺参数设定:(? 4.1关键工序控制点(?为关键控制点) 4.1.1 PP片材的关键控制点:确保所采购的原材料(PP片材)符合制成品卫生标准的要求。 4.1.2 吸塑成型工序关键控制点:温度、真空度、加热时间、真空时间、冷风时间。 4.1.3成品关键控制点:包装生产过程应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 4.2关键工序控制点工艺要求 4.2.1PP片材:PP片材应符合制成品卫生标准的要求。 4.2.2吸塑成型: 4..2.2.1、吸塑成型机预热箱温度的控制:200℃-280℃,模具温度40℃-60℃。 4..2.2.2、吸塑真空度:当片材厚度为0.12mm-0.55mm时为0.3±0.05MPa;当片材厚度为0.55mm-1mm时为0.4±0.05MPa。 4..2.2.3、加热时间:当片材厚度为0.12mm-0.55mm时为25-30S;当片材厚度为0.55mm-1mm时为30-35s。
4..2.2.4、延时合模:1s±0.5s;延时真空:0.4s±0.2s。 4..2.2.5、真空时间:当片材厚度为0.12mm-0.55mm时为8-9S;当片材厚度为0.55mm-1mm时为9-10s。 4..2.2.6、定型时间:2-3秒,运风时间:1.5s±0.3s; 4..2.2.7、冷风时间:当片材厚度为0.12mm-0.55mm时为10-20S;当片材厚度为0.55mm-1mm时为15-25s。 4.2.3成品在包装生产过程中应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 5、相关文件 《关键控制点管理办法》 6、相关记录 《吸塑成型工艺卡》 《吸塑工艺控制记录卡》
现成吸塑托盘规格汇总
登德现成托盘参数 https://www.360docs.net/doc/976332264.html, 方形格子篇 格数单价料号内尺寸 300 1.5900207.5X7.5X2.8 1000.42500018.5X8.5X4.5 1000.9TP0369X9X4 160 1.2580230000110X8X3.5 1000.980105000912X11X3 900.909500512X11X5 720.6TP03512X12X8 1210.850001312.5X10X4 170 1.180105001012.5X11.5X3 1300.75YSLK000113X13X5 1000.880105000815X12X6.5 960.909050316X13X5 500.55YH000116X14X8 900.9JS10_V01A16X16X4 500.9DD006316.5X13X5 1000.762000116.5X16.5X10 100 1.509001317X13.5X5 100 1.509001517X15X4 900.9TL11_V01B18X16X5 1000.7TP03819X6.5X8 850.9JS1S_V01C20X14X5 630.7580058000120X18X16 500.90016421X16X3.5 500.98610F21X16X4
100 1.509000821X17X6 600.9BTM2F1422X13X5 100 1.5BTM863522X15X4 100 1.509000122X14.5X4 500.9DD003322X15.5X5 600.880072000122X18X4 100 1.509050122X20X4.5 500.9BTM867023X13.2X4 500.880214000223X17X15 400.82021001623X20X4 80 1.1509001924X13X5 180 1.7580067000124X16X18 100 1.309000624X22X5 100 1.309001124.5X12.5X4 500.428000124.5X24.5X11 225 2.00DD018425X11X11 700.90JS1Q25X13X5 500.9009001425X19X4.5 100 1.509000325X19.5X5 50 1.00BT00125X22X5.5 600.90B42626X16X5 600.90JS1J26X20X6 50 1.0080105000126X23X4.5 70 1.3TP00426X24X5 500.680194000326X26X3 100 1.5BTM4127X14.3X4 60 2.3TP01228X28X26 60 1.7JBKJ000328.5X21X5 50 1.00BJHD000129X16X5.5 100 1.35TP00529X23X6 50 1.68DD001729X29X10
吸塑常识
吸塑包装制品从功能上分为两大类:一类是以展示、保护、美化产品为目的的透明系列,包装的产品多为小商品,摆放或悬挂在超市的货架上,选用的材料多为透明度较好的PET和PVC,产品包括:面罩、插卡泡壳、吸卡泡壳、热封双泡壳、对折双泡壳和透明折盒;另一类是以保护、分隔、防震、陪衬为目的的托盘、吸塑盒系列,包装的产品多为电子、IT、工业零件和化妆品,选用的材料多为PS(彩色、抗静电和植绒等),产品包括:托盘、内托、吸塑盒、植绒吸塑、抗静电吸塑、导电吸塑托盘、周转托盘等。近年来,这两类吸塑包装制品相结合,又产生出了新的包装类型:底面套和三明治包装,其中底面套的“面”采用透明度较好的PET 材料,“底”采用PS材料,既起到容器的保护功能,又起到展示的直观效果。 吸塑专业术语 吸塑:一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。 吸塑包装:采用吸塑工艺生产出塑料制品,并用相应的设备对产品进行封装的总称。吸塑包装制品主要包括:泡壳、托盘、吸塑盒,同义词还有:真空罩、泡罩等。吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。 泡壳:采用吸塑工艺将透明的塑料硬片制成特定凸起形状的透明塑料,罩于产品表面,起到保护和美化产品的作用。又名泡罩、真空罩、塑料面罩。按泡壳的形式不同,又可分为:单泡壳,双泡壳,插卡泡壳和吸卡泡壳 吸塑盒:是一类有盖和底的吸塑制品,底和盖连在一起的叫对折吸塑盒,底和盖分开的叫天底盖吸塑盒。 吸塑托盘:也叫塑料内托,采用吸塑工艺将塑料硬片制成特定凹槽的塑料,将产品置于凹槽内,起到保护和美化产品的作用。 植绒内托:是一种采用特殊材料的吸塑托盘,将普通的塑料硬片表面粘上一层绒质材料,从而使托盘表面有种绒质的手感,用来提高包装品档次。 抗静电托盘:是一采用特殊材料的吸塑托盘,该材料表面的电阻值小于10的11次方欧姆。主要用于电子、IT产品的吸塑托盘。 吸塑模具:吸塑成型生产时用的模具,成本最低的是石膏模,其次是电镀铜模,最贵的是铝模。模具钻有小孔,用于真空吸附热化的硬片,形成吸塑产品。 吸塑成型:就是我们常讲的吸塑,采用吸塑成型机将加热软化的塑料硬片吸附于模具表面,冷却后,形成凹凸形状的塑料。 吸塑裁切:吸塑成型后的塑料产品,经过冲床,将大张的片材用刀模分切成单个产品。也叫下料,裁断,模切等。 折边:吸塑包装品中有一种叫插卡包装,需要将泡壳的三个边用折边机折到背后,以便在下一道封装工序中,将纸卡插入折边内,形成插卡包装。 拉线:吸塑成型生产时产生的一些不应有的线条突起(模具上没有的),需要重新修改模具(降低高度和增加园滑度)和增加额外的压力模具(我们称之为上模)来解决。拉线过大时,被看作是次品,无法用于高档吸塑包装,但在零部件周转托盘领域,只要拉线排列整齐,不影响使用功能,应视为合格品。拉线又称之为:拉丘,抽筋等。 划痕:吸塑成品上特别是透明泡壳上带有划伤的痕迹,如果痕迹太长,太大,泡壳就成了次品,无法用于高档包装。 晶点:在吸塑片材生产过程中,因空气中的细小尘埃,掉在加热的塑料材料上,产生的一种透明瑕疵,特别是在透明的吸塑片材生产过程中,这种瑕疵过大,过多时,视为次品。
吸塑包装常识问答(非常实用)
吸塑包装常识问答 1.吸塑包装常用的塑料片材有哪些?各有什么特点? 答:吸塑包装用的片材叫硬片或胶片,常用的有:PET(聚对苯二甲酸乙二酯)硬片、PVC(聚氯乙烯)硬片、PS(聚苯乙烯)硬片。PS硬片密度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体),所以一般用来生产各种工业用的吸塑托盘。PVC硬片韧性适中,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用封口机和高频机封边,是生产透明吸塑制品的主要原料。PET硬片韧性好,透明度高,易燃烧,燃烧时不产生有害气体,属于环保材料,但价格高,适宜做高档的吸塑制品,欧美国家的吸塑泡壳一般要求采用PET硬片,但其不易热合,给封装带来很大困难,为了解决这一问题,人们在PET表面复合上一层PVC膜,取名为PETG硬片,但价格更高一些。 2.什么叫插卡包装?插卡包装应注意什么问题? 插卡包装是指将纸卡与折过三边的透明泡壳插在一起的包装形式,其特点是包装时不需要任何包装设备,只需要工人将产品、泡壳和纸卡安放到位就行。应注意的问题是:1.纸卡与折过边的泡壳大小合适,插在一起过紧,纸卡与泡壳会变型;过松,会很容易脱离。2.产品过重时,需考虑在一定位置用钉书钉将纸卡与泡壳固定。 3.什么叫吸卡包装?吸卡包装应注意什么问题? 吸卡包装是指将泡壳热合在带有吸塑油的纸卡表面,常见的超市电池包装多用此类。其特点是需要吸塑封口设备将产品封装在纸卡与泡壳之间。应注意的问题是:1.要求纸卡表面必须过吸塑油(以便能与PVC泡壳热合粘在一起);2.泡壳只能用PVC或PETG片材;3.因为泡壳只是粘在纸卡表面,所以封装的产品不易太重。 4.什么叫双泡壳包装?双泡壳包装应注意什么问题? 双泡壳包装是指用两张泡壳将纸卡与产品封装在一起的包装形式。其特点是需要高周波机将双泡壳封边,效率低,包装成本较高,但边缘整齐美观,产品外观高档。应注意的问题是:1.泡壳只能采用PVC和PETG胶片,否则无法热合或热合效果不佳;2.高频模具的好坏决定了双泡壳边缘的质量。 5.什么叫半泡壳包装?半泡壳包装应注意什么问题? 半泡壳包装的全意是产品半露的双泡壳包装,是指用两张泡壳将纸卡与产品封装在一起,但产品部分露在泡壳外面的的包装形式,适用于特别长的产品。其特点是需要人工用剪刀先将泡壳上露产品的部位剪开,再用高周波机将双泡壳封边,效率低,包装成本较高,但视觉效果好,而且可以满足用户在超市挑商品时,直接触摸产品的需求。应注意的问题:1.容易带脏的产品不易用此类包装形式;2.在泡壳上剪开孔时应注意边缘整齐;3.泡壳必须采用PVC或PETG硬片。 6.什么叫外置式半泡壳包装?外置式半泡壳包装应注意什么问题? 外置式半泡壳包装的全意是产品全部外置于双泡壳外面,双泡壳只封装纸卡,并作为产品头部的底托,产品与泡壳用塑料绑带相连。其特点是需要高周波机将双泡壳封边,并在上面打绑带孔,效率最低,包装成本高,但可以满足用户触摸产品的需要。 7.什么叫对折泡壳包装?对折泡壳包装应注意什么问题? 对折泡壳包装是指双泡壳的一边在吸塑成型时连在一起,对折以后形成双泡壳的底和面。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接双泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的。应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。
托盘检验报告
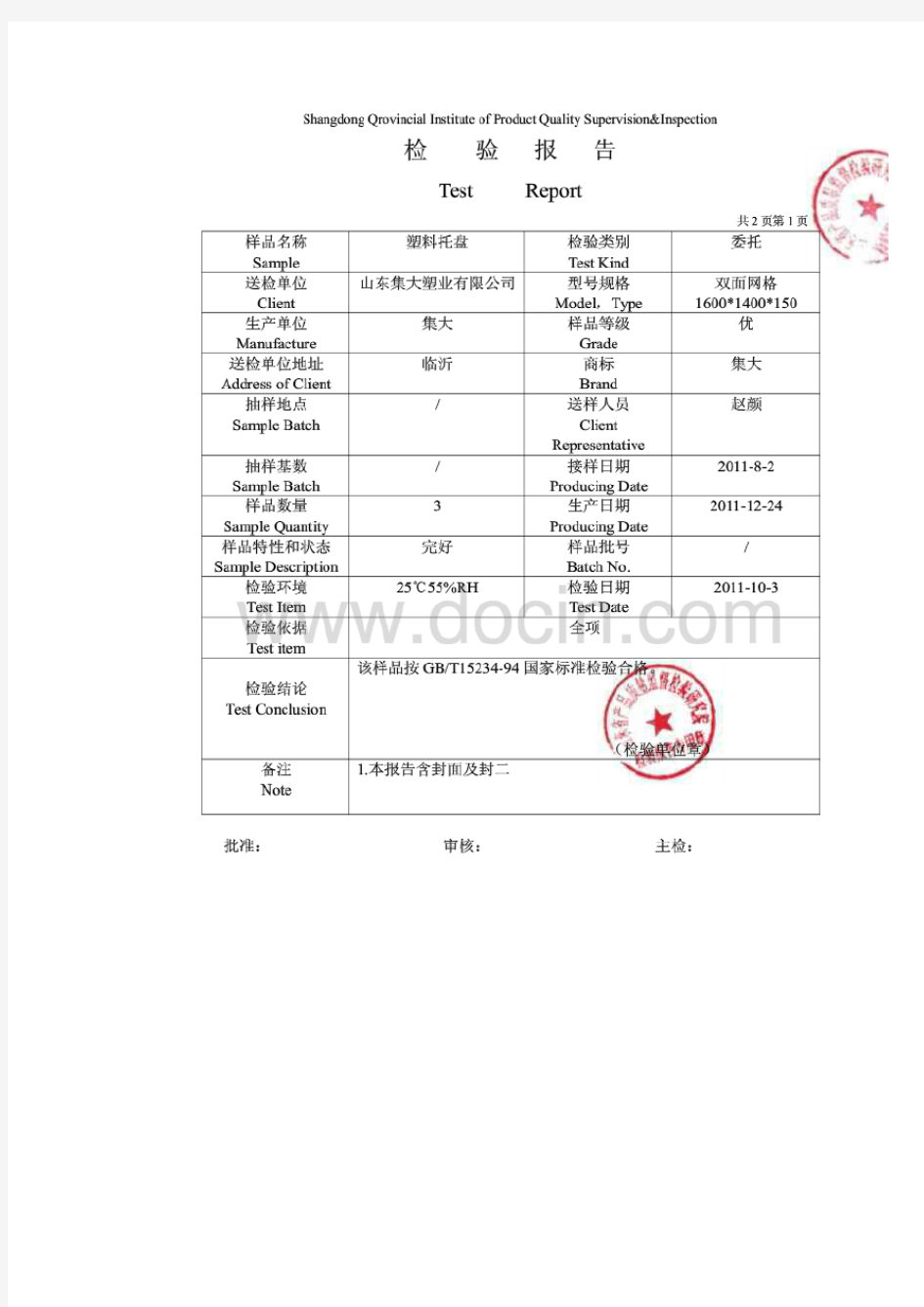
No.M050079-2011山东省产品质量监督检验研究院 Shangdong Qrovincial Institute of Product Quality Supervision&Inspection 检验报告 Test Report 共2页第1页 样品名称Sample 塑料托盘检验类别 Test Kind 委托 送检单位Client 山东集大塑业有限 公司 型号规格 Model,Type 双面网格 1600*1400*150 生产单位Manufacture 集大样品等级 Grade 优 送检单位地址Address of 临沂商标 Brand 集大 抽样地点Sample Batch /送样人员 Client Representative 赵颜 抽样基数Sample Batch /接样日期 Producing 2011-8-2 样品数量Sample 3生产日期 Producing 2011-12-24 样品特性和状态完好样品批号 Batch No. / 检验环境Test Item 25℃55%RH检验日期 Test Date 2011-10-3 检验依据 Test item 全项 检验结论 Test Conclusion 该样品按GB/T15234-94国家标准检验合格。 (检验单位章)备注 Note 1.本报告含封面及封二 批准:审核:主检: 日期:日期:日期:
No.M050079-2010山东省产品质量监督检验研究院 Shangdong Qrovincial Institute of Product Quality Supervision&Inspection 检验报告 Test Report 共2页第2页 序号检验项目 单 位 技术要求 检验 结果 单项 判定 1外观/ 托盘表面应平整,无飞 边,无影响使用的裂纹和变 形,单个托盘上不应有明显 色差,同批托盘色泽基本一 致。 合格 2 堆 码 试 变形 量 m m ≤10.4 合格外观/无影响使用的裂纹和变 形 3 抗弯 强 度试 验 挠度 值 m m ≤702-10 合格残余 挠曲率% /≤1.5 1-0. 9 外观/无影响使用的裂纹和变 形 符合 要求 4 下铺 板强度试 验 挠曲 率% /≤51-2 合格 /无影响使用的裂纹和变 形 符合 要求 5 角跌 落 试 验 对角 线变化 率% ≤1 01合格 外观/无影响使用的裂纹和变 形 符合 要求备注该样品为塑料川字网格状托盘
吸塑包装常识
吸塑包装问答 1.吸塑包装常用的塑料片材有哪些?各有什么特点? 答:吸塑包装用的片材叫硬片或胶片,常用的有:PET(聚对苯二甲酸乙二酯)硬片、PVC(聚氯乙烯)硬片、PS(聚苯乙烯)硬片。PS硬片密度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体),所以一般用来生产各种工业用的吸塑托盘。PVC硬片韧性适中,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用封口机和高频机封边,是生产透明吸塑制品的主要原料。PET硬片韧性好,透明度高,易燃烧,燃烧时不产生有害气体,属于环保材料,但价格高,适宜做高档的吸塑制品,欧美国家的吸塑泡壳一般要求采用PET硬片,但其不易热合,给封装带来很大困难,为了解决这一问题,人们在PET表面复合上一层PVC膜,取名为PETG硬片,但价格更高一些。 2.什么叫插卡包装?插卡包装应注意什么问题? 插卡包装是指将纸卡与折过三边的透明泡壳插在一起的包装形式,其特点是包装时不需要任何包装设备,只需要工人将产品、泡壳和纸卡安放到位就行。应注意的问题是:1.纸卡与折过边的泡壳大小合适,插在一起过紧,纸卡与泡壳会变型;过松,会很容易脱离。2.产品过重时,需考虑在一定位置用钉书钉将纸卡与泡壳固定。 3.什么叫吸卡包装?吸卡包装应注意什么问题? 吸卡包装是指将泡壳热合在带有吸塑油的纸卡表面,常见的超市电池包装多用此类。其特点是需要吸塑封口设备将产品封装在纸卡与泡壳之间。应注意的问题是:1.要求纸卡表面必须过吸塑油(以便能与PVC泡壳热合粘在一起);2.泡壳只能用PVC或PETG片材;3.因为泡壳只是粘在纸卡表面,所以封装的产品不易太重。 4.什么叫双泡壳包装?双泡壳包装应注意什么问题? 双泡壳包装是指用两张泡壳将纸卡与产品封装在一起的包装形式。其特点是需要高周波机将双泡壳封边,效率低,包装成本较高,但边缘整齐美观,产品外观高档。应注意的问题是:1.泡壳只能采用PVC和PETG胶片,否则无法热合或热合效果不佳;2.高频模具的好坏决定了双泡壳边缘的质量。 5.什么叫半泡壳包装?半泡壳包装应注意什么问题? 半泡壳包装的全意是产品半露的双泡壳包装,是指用两张泡壳将纸卡与产品封装在一起,但产品部分露在泡壳外面的的包装形式,适用于特别长的产品。其特点是需要人工用剪刀先将泡壳上露产品的部位剪开,再用高周波机将双泡壳封边,效率低,包装成本较高,但视觉效果好,而且可以满足用户在超市挑商品时,直接触摸产品的需求。应注意的问题:1.容易带脏的产品不易用此类包装形式;2.在泡壳上剪开孔时应注意边缘整齐;3.泡壳必须采用PVC或PETG硬片。 6.什么叫外置式半泡壳包装?外置式半泡壳包装应注意什么问题? 外置式半泡壳包装的全意是产品全部外置于双泡壳外面,双泡壳只封装纸卡,并作为产品头部的底托,产品与泡壳用塑料绑带相连。其特点是需要高周波机将双泡壳封边,并在上面打绑带孔,效率最低,包装成本高,但可以满足用户触摸产品的需要。 7.什么叫对折泡壳包装?对折泡壳包装应注意什么问题? 对折泡壳包装是指双泡壳的一边在吸塑成型时连在一起,对折以后形成双泡壳的底和面。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接双泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的。应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。 8.什么叫三折泡壳包装?三折泡壳包装应注意什么问题? 三折泡壳包装是将泡壳折成三个边(前、底、后),多形成一个底边,以便产品能立在平面上。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的,适合于大口径的产品包装。应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。 名词解释
托盘检验报告
No.M050079-2011 山东省产品质量监督检验研究院 Shangdong Qrovincial Institute of Product Quality Supervision&Inspection 检验报告 Test Report 共2页第1页 样品名称Sample 塑料托盘检验类别 Test Kind 委托 送检单位Client 山东集大塑业有限公司型号规格 Model,Type 双面网格 1600*1400*150 生产单位Manufacture 集大样品等级 Grade 优 送检单位地址Address of Client 临沂商标 Brand 集大 抽样地点Sample Batch / 送样人员 Client Representative 赵颜 抽样基数Sample Batch / 接样日期 Producing Date 2011-8-2 样品数量Sample Quantity 3 生产日期 Producing Date 2011-12-24 样品特性和状态Sample Description 完好样品批号 Batch No. / 检验环境Test Item 25℃55%RH 检验日期 Test Date 2011-10-3 检验依据 Test item 全项 检验结论 Test Conclusion 该样品按GB/T15234-94国家标准检验合格。 (检验单位章)备注 Note 1.本报告含封面及封二 批准:审核:主检:日期:日期:日期:
No.M050079-2010 山东省产品质量监督检验研究院 Shangdong Qrovincial Institute of Product Quality Supervision&Inspection 检验报告 Test Report 共2页第2页 序号检验项目单位技术要求检验结果单项判定 1 外观/ 托盘表面应平整,无飞边, 无影响使用的裂纹和变形, 单个托盘上不应有明显色 差,同批托盘色泽基本一致。 合格 2 堆码 试验 变形量mm ≤1 0.4 合格外观/ 无影响使用的裂纹和变形 3 抗弯强 度试验 挠度值mm ≤70 2-10 合格残余挠曲 率% / ≤1.5 1-0.9 外观/ 无影响使用的裂纹和变形符合要求 4 下铺板强 度试验 挠曲率% / ≤5 1-2 合格 / 无影响使用的裂纹和变形符合要求 5 角跌落 试验 对角线变 化率% ≤1 01 合格 外观/ 无影响使用的裂纹和变形符合要求备注该样品为塑料川字网格状托盘