机加工自动线控制系统(DOC)
目录
第1章工程实践训练的目的与任务 (1)
1.1 目的 (1)
1.2 任务 (1)
第 2 章机加工自动线的用途、基本组成和工作原理 (3)
2.1 机加工自动线的用途 (3)
2.2 机加工自动线的基本组成和工作原理 (3)
2.2.1 机械部分的基本组成和工作原理 (3)
2.2.2 液压部分的基本组成和工作原理 (4)
2.2.2.1 机加工自动线输送带液压部分工作原理 (9)
2.2.2.2 定位、夹紧机构液压部分工作原理 (9)
2.2.2.3 铣端面动力头液压传动部分工作原理 (10)
第3章自动线控制系统的组成及其各电器元件的作用 (12)
第 4 章机加工自动线控制系统的操作训练 (15)
4.1 操作前的准备 (15)
4.2 全线全自动方式下的操作 (15)
4.3 全线半自动方式下的操作 (16)
4.4 手动方式下的操作 (17)
4.5 停止运行的操作 (17)
第5章机加工自动线控制系统的编程及其调试训练 (18)
5.1 编程训练 (18)
5.2 程序的调试训练 (23)
5.2.1 将程序写入PLC的内存中 (23)
5.2.2 程序的调试 (23)
第6章机加工自动线控制系统的故障诊断训练 (24)
第7章工艺图纸的设计 (26)
心得体会 (27)
第1章工程实践训练的目的与任务
1.1 目的
生产自动化是科学技术不断进步和生产高度发展的产物,是一种理想的生产形式。在大批量生产条件下,由于产品品种单一,产品结构稳定,而且产量大,一般都具备有工步、工序自动化和流水作业的基础,建立自动线使产品零件加工工艺过程自动化是少品种大批量生产实现自动化的一种良好方式。因此,在机械行业,机械加工生产自动线已成为一种常见的自动化生产形式。
自动线由基本工艺设备及工件传送系统、控制系统组成。其中,控制系统的设计、安装、调试和维护是电气化技术人员的岗位职责。
自从1969年DEC公司研制出PLC。并首次用于美国通用汽车公司的汽车自动装配线以来,PLC得到了迅速的发展,在工业控制方面得到了广泛的应用。PLC控制已基本取代了过时的继电~接触器控制。PLC应用技术也成为电气化专业学生必需掌握的技术之一。
本系统旨在为学生进行机加工自动线电气控制系统的运行、调试和维护提供一个实训环境。通过操作、调试、排障等工程实训,使学生熟悉机加工生产自动化的运行,掌握自动线PLC控制系统的布线工艺、调试和维护方法,增强PLC的工程应用能力,为将来从事PLC应用方面的技术工作打下基础。
1.2 任务
本项目的训练内容分为设计训练、操作训练和故障排除训练三个方面。本项目的设计训练内容包括机加工自动线控制台电气工艺图的设计训练,机加工自动线PLC控制程序的设计调试训练两个方面。
机加工自动线PLC控制程序的设计调试训练内容包括:
(1)PLC控制系统程序的总体结构图的设计。
(2)PLC控制系统公用程序(只含一个工位)的设计调试。
(3)PLC控制系统手动程序(只含一个工位)的设计调试。
(4)PLC控制系统单机半自动程序(只含一个工位)的设计调试。
(5)PLC控制系统全线单周/连续循环(只含一个工位)的设计调试。
(6)PLC控制系统信号显示和故障报警程序(只含一个工位)的设计调试。一般来说,调试运行应完成以下几项任务:
①通过调试运行,检查和纠正PLC用户程序中的错误,使之满足生产机械提出的各项工艺要求。
②通过调试运行,检查和纠正PLC I/O接线及其它接线中的错误。
③通过调试运行,调整定时器、计数器和压力继电器等的设定值,使之更加符合工艺要求。
④通过调试运行,调整各行程开关的安装位置,各行程开关究竟应
调整到什么位置合适,应以保证各机械运动部件在工作过程中不发生碰撞,刀具对工件的加工位置准确,对工件的加工精度符合设计要求为准。
第2章机加工自动线的用途、基本组成和工作原理
2.1 机加工自动线的用途
机加工自动线可对工件进行铣端面、钻孔、检查、扩孔、镗孔、攻丝、转位、钻深孔等工序进行加工。由于机加工自动线各动力头具有“在线/离线”选择功能,故可对加工工件进行其中一种或几种甚至全部工序的加工,因此,机加工自动线适用的加工范围广泛。另外,机加工自动线拥有全线单周/连续循环、单机半自动/手动和全线自动回原点五种工作方式,用户可根据需要选择其中工作方式运行机加工自动线,这样就大大增加了对机加工自动线操作的灵活性。
2.2 机加工自动线的基本组成和工作原理
本系统由计算机仿真子系统、接口子系统、PLC控制系统、操作台及模拟显示屏几部分构成。为了叙述方便,今后就称机加工自动线控制系统为PLC控制系统。由于PLC控制是自动化专业学生训练的重点。因此,PLC控制、操作台、模拟显示屏与生产实际基本一致,自动线的机械和液压部分则由计算机仿真,保证学生能达到工程实训的目的。
2.2.1 机械部分的基本组成和工作原理
机加工自动线的机械部分主要由铣端面、钻孔、检查、扩孔、镗孔、攻丝、转位、钻深孔和上、下料等十个工位和输送带、定位机构、夹紧机构组成,单面加工,随行夹具传送工件,其平面布置图如图1所示。各工位动力头主轴的旋转运动由电动机拖动,而输送带步进装置的向前与向后,定位机构的定位与拔销,夹紧机构的夹紧与松开,各工位动力头滑台的快进→工进→快退,检查机构的慢进与快退,转位机构的右转与左转、抬起与放下等运动则由液压系统拖动。液压系统的液压泵由一台电动机拖动。此外,机加工自动线还配有一台冷却泵,用来在加工时对各动力头的刀具和工件的加工面进行冷却。冷却泵由一台电动机拖动。
2.2.2 液压部分的基本组成和工作原理
机加工自动线的液压泵电机和冷却泵电机直接由接触器控制,其余电动机由PLC(经接触器)控制。机加工自动线各电动机的主电路、液压泵电机和冷却泵电机的控制电路和PLC负载的电源控制电路如图2所示,机加工自动线控制系统的PLC I/O接线图分别如图3和图4所示,机加工自动线的液压系统图如图5所示。
L 1L 2
L 3
N
Q F 1
123K M 1
45
6
F R 17
8
9
M 13
K M 2
10F R 21112
13141516171824252627282930313233343536404142
373839434445464748
525354
495051~
M 6
3
~
M 8
3
~
K M 3F R 3F R 4F R 5F R 6K M 7
F R 7K M 8F R 8
K M 9
555657
液压泵电机
冷却泵电机铣端面动力头
主轴电机钻孔动力头
主轴电机
扩孔动力头
主轴电机攻丝动力头
主轴电机深钻孔动力头
主轴电机
镗孔动力头
主轴电机Q S
图2 机加工自动电动机电气控制线路原理图
K M 4K M 6K M 5380/220V A C
P A
P V
T A
1920212223M 4
3~M 5
3
~
M 2
3~M 3
3
~M 73
~
120121122123124125126127
110111112113114115116117100101102103104105106107COM
N
L SQ51
SQ52SQ53SQ61
SQ62SQ63
SQ64SQ71SQ72SQ73SQ74SQ81SQ82
SQ83FR1FR2FR3FR4FR5FR6FR7FR8
KP 已快进
扩孔
原位
原位
原位
已工进已快进已攻丝
已退丝已左转已抬起
已右转已放下
已快进已工进油泵冷却泵
铣端面镗孔钻孔扩孔攻丝深孔钻液压系统
动力
动力头头
攻丝转位
机构油泵冷却泵、各动力头主轴电机过载
深孔
钻动
力头707172737475
766566
67SQ13SQ21SQ22SQ23SQ31
SQ32SQ33SQ41
SQ42SQ43原位
原位
原位
已快进
合格已工进已工进不合格
镗孔
动力头钻孔
动力头检查
机构
点动/停止点动点动点动点动音响试验信号灯试验油泵运行冷却泵运行L N
COM 0
1234
56710
1112131415161720212223242526
27303132333435363740
41
42
43
4445
46475051525354555657606162
RUN
SA2....
...
..
.....SA1
SA3
SA4
SA6SA7SA8SA9SA10SA11
SA12回原点单机全线
全线自动
输送带铣端面
镗孔钻孔
检查
扩孔攻丝
转位钻深孔
PC运行
作式择
单机
选
择输送带
铣端面镗孔钻孔检查扩孔
攻丝
转位钻深孔
输送
带、其它在线动力头及机构
选择
12
3456
789
1012
3
4
56
7
891012
3456
78SQ3SQ4
KP3SQ5SQ6KP4KP1KP2SQ1SQ2SQ7SQ8
模拟有料预开启动预停急停急退/回原点点动/启动
单
机点动、
半自动
已卸料
已装料已夹紧已夹紧已松开
已定位
已定位已拔销原位原位已向前
已向前输送带步进装置、定位
机构
夹紧机构
SA13SB1SB2SB3SB4SB5SB6SB7SB8SB9SB10SB11SB12SB13KM1KM2
77
N
67
原位
已快进铣端面动
力头6364
SQ11SQ12
220VAC电源,来自图B.2 电动机电器控制线路原理图
图6 机加工自动线控制系统PLC输入接线图
压力过大
N
67
220VAC电源,来自图B.2 电动机电器控制线路原理图
工方选
012345SA5全线自动
单机手动半自动半自动离线.
.
已快进
已工进910
.
图 3 机加工自动线控制系统PLC 输入接线图
COM1
COM2
01234567COM3
1011121314151617COM4COM5
2021222324252627COM6
COM7
3031323334353637
COM8
铣端面镗 孔钻 孔扩 孔
攻 丝
退 丝深孔钻各动力主轴电机运行
向 前
向 后输送带步进装置定 位拔 销定位机构夹 紧
松 开夹紧机构向 前向 前向 前
向 前向 后向 后向 后向 后快 速
快 速快 速快 速铣端面动力头镗孔动力头
钻孔动力头向 前向 后
检查机构扩孔动力头快 进
快 退攻丝动力头抬 起右 转放 下
转位、升降
机构
COM9
4041424344454647COM10
COM11
COM12
5051525354555657COM13
6061626364656667COM14
COM15
COM16
7071727374757677
深左 转向 前向 后快 速
孔钻动力头
COM COM 100101102103104105106107COM
110111112113114115116117COM COM
120121122123COM
124125126127
油压过大卸 荷电 铃蜂鸣器液压泵电机运行冷 却 泵电机运行回原点单机手动单 机 全 线全线自动自动工作方式
各动力头原 位自动线原 位输送带步进装置原位定位机构原 位夹紧机构原 位原 位
快 进工 进快 退原 位
快 进工 进快 退原 位
快 进工 进快 退铣端面动力头
扩孔动力头
镗孔动力头
原 位检合 格不合格查机构
原 位快 进
工 进快 退钻孔动力头
攻
丝动
力头
丝锥原位滑台原位转位机构原 位升降机构原 位原 位快 进
工 进快 退深孔钻动力头
油 泵冷却泵
铣端面镗 孔钻 孔扩 孔
攻 丝深孔钻
油泵、冷却泵、各动力头主轴电机过载
夹紧力过小油压过大
KM3
KM4
KM5
KM6
KM7
KM8
KM9
FR3FR7
FR8
HL M3
HL M4
HL M5
HL M6
HL 62
HL 63
HL M8
KM7
KM8YV1
YV2
YV3
YV4
YV5
YV6
HL B2
HL B3
HL F2
HL F3
HL T2
HL T3
YV11YV12YV13
YV21YV22YV23YV33YV41YV42
YV31YV32HL32HL33YV51YV52YV53YV61
YV62
HL 61
HL 64
YV71
YV72
YV73
HL 73
HL 74
HL 75
HL 76
YV74
YV81YV82YV83
YV BE BU HLM1
HLM2HL1HL2HL3
HL4HL5HLP HLA
HLB1HLF1HLT1HL11
HL12HL13HL21
HL22HL14HL23HL24HL34HL42
HL43HL44HL31
HL32HL33HL51HL52
HL53HL54HL61HL62
HL71HL72HL81HL82
HL83HL84HLFR1HLFR2
HLFR3HLFR4HLFR5HLFR6
HLFR7HLFR8HLTL HLTG
图7 机加工自动线控制系统PLC输出接线图
FR4FR5FR6
半自动半自动
全线自动.
7475
7475
7778
24VDC,来自图B.2中稳压电源(DG)
的输出端
24VDC,来自图B.2中稳压电源(DG)的输出端24VDC,来自图B.2中稳压电源(DG)的输出端
图 4 机加工自动线控制系统PLC 输入接线图
位定
拔销松
开夹紧抬起放下向前
向前向前向前向前后退后退后退
后退后退后退
向前
输
送带液压传动部分
向前
向后铣钻扩镗攻深铣钻扩 镗攻深定位机构液压传动部分
夹紧机构液压传动部分转位机构右转左转钻深孔动力头液压传动部分及其检测机构
检查机构
液压传动部分液压传动部分液压传动部分液压传动部分
液压传动部分
液压传动部分
铣削动力头镗孔动力头钻孔动力头扩孔动力头攻丝动力头1
2
3
4
5M 1
P M
6
7
89
10111213
141516171819
2021222324252627
28
29
3031
3233
3435
36
3738
39404142434445464748
49
50
5152
5354
5556
57
58
59
6061
626364
65
666768
697071
72向前后退 Y V
K P
K P 1
K P 2
K P 3
K P 4 Y V 1Y V 2
S Q 4S Q 3Y V 3Y V 4S Q 5
S Q 6
Y V 5
Y V 6Y V 74Y V 72
S Q 71S Q 72
S Q 73
S Q 74
Y V 81Y V 82
Y V 83
S Q 81S Q 82
S Q 83b )
c )
d )
e )
S Q 81
S Q 82
S Q 83S Q 81S Q 82S Q 83
S Q 81
S Q 82
S Q 83S Q 81
S Q 82S Q 83
S Q 41S Q 42
S Q 43Y V 41Y V 42S Q 11S Q 12S Q 13
Y V 11Y V 12Y V 13Y V 21Y V 22Y V 23S Q 21S Q 22S Q 23Y V 31Y V 32
Y V 33
S Q 31S Q 32S Q 33
S Q 51S Q 52S Q 53
Y V 51
Y V 52
Y V 53
Y V 61
Y V 62
S Q 61S Q 62
图
3 机加工自动线液压传动系统原理图S Q 1S Q 2
Y V 71Y V 73a ).
.
图 5 机加工自动线液压传动系统原理图
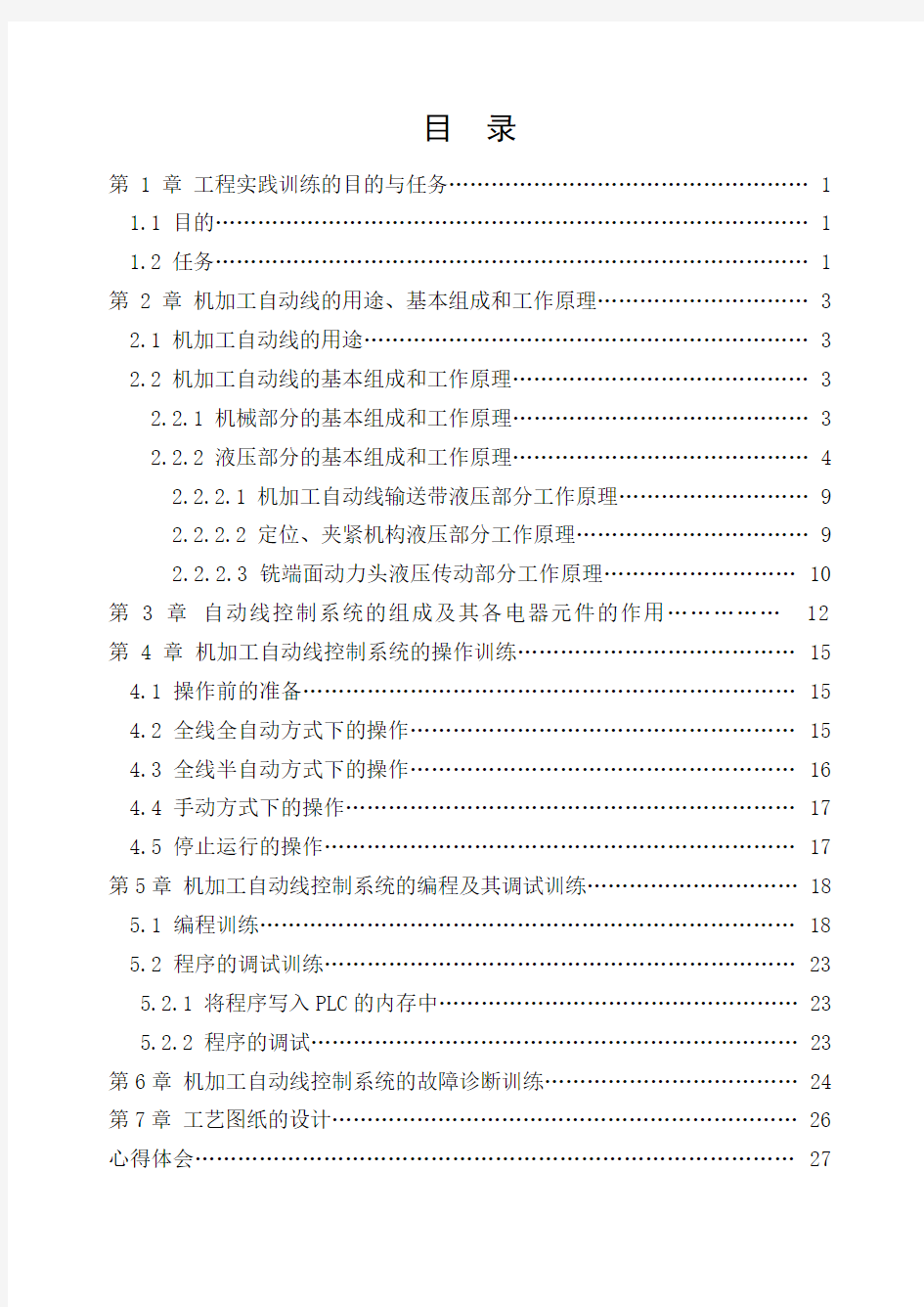
2.2.2.1 机加工自动线输送带液压部分工作原理
机加工自动线传送带步进装置液压传动部分如图6所示。由该图可知,设传送带步进装置处于原位,则原位行程开光动作,此时使电磁换向阀的电磁铁线圈YV1通电,则压力油的流动路线为:油泵排出的油→单向阀→液动换向阀→行程节流阀→油缸10无活塞杆腔。回油路线为:油缸10 有活塞杆腔→液动换向阀→油箱。于是油缸10 中的活塞向前,将工件输送到加工工位。当工件输送到加工工位,且油缸10的大腔中的压力上升到压力继电器KP2的动作值时,压力继电器KP2发出信号,与输送带到达时碰上的行程开关SQ2发出的信号重合,表明可以进行工件的定位、夹紧。
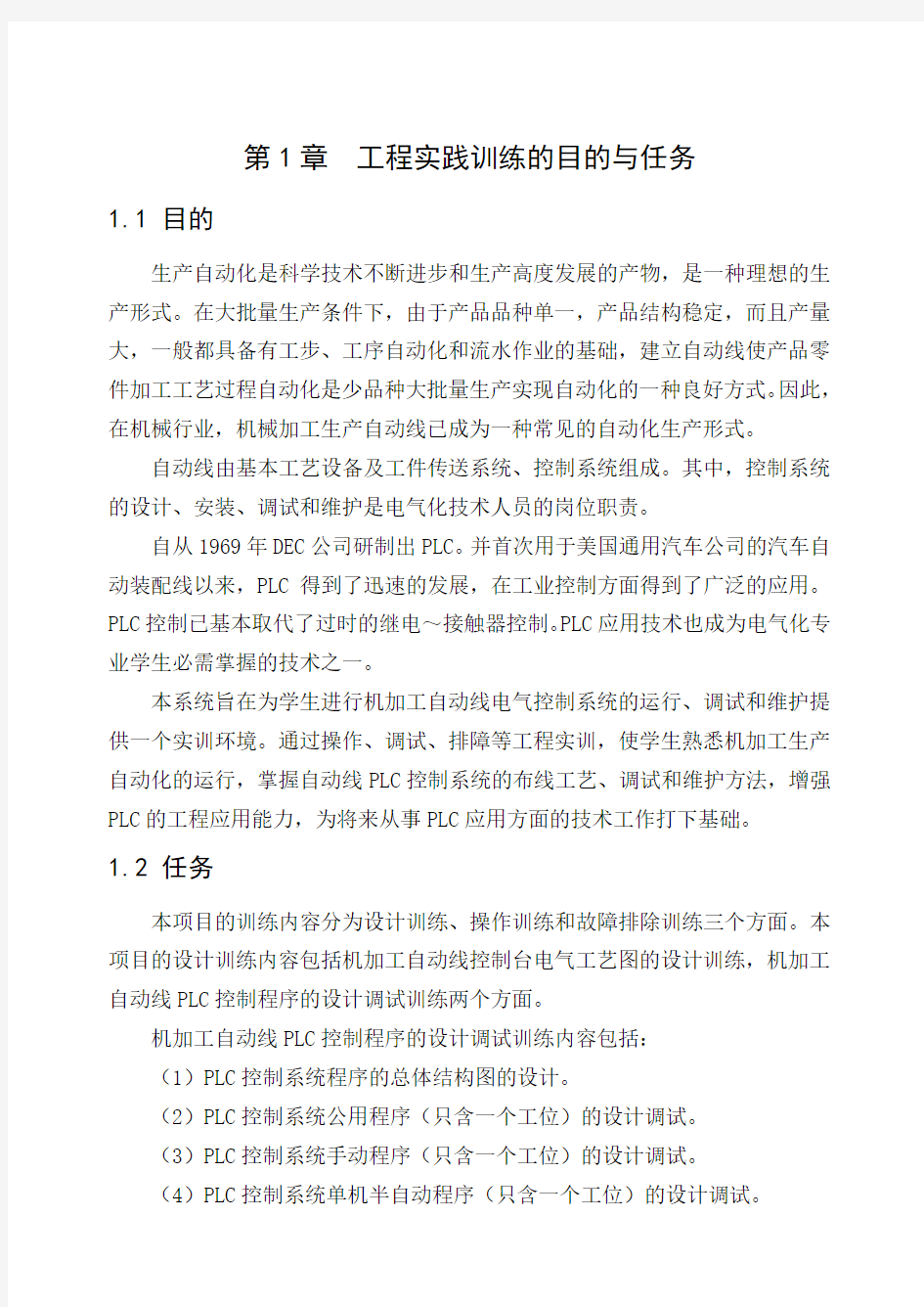
2.2.2.2 定位、夹紧机构液压部分工作原理
定位、夹紧机构液压传动部分原理图如图7所示。由该图可知,当输送带将工件输送到新工位后,使电磁铁YV3通电。此时压力油的流动路线为:油泵→单向阀→电磁换向阀11→12~17号定位油缸的无活塞杆腔。回油路线为:各定位油缸有活塞杆腔→电磁换向阀11→油箱。于是各定位油缸中的活塞向上,拖动定位机构对工件的随行夹具定位。当定位好,且油缸12~17的大腔中的压力上升到压力继电器KP3的动作值时,压力继电器电器KP3发出信号,与定位机构到达定位位置时碰上的行程开关SQ4发出的信号重合,从而使电磁铁线圈YV5通电。此时压力油的流动路线:为19~24号夹紧油缸的有活塞杆腔→电磁换向阀→油箱。回油路线为:各夹紧油缸有活塞杆腔→电磁换向阀18→油箱。
输 送带液压传动部分
向前
向后
7
8
9
10
KP1 KP2
YV1YV2
SQ1SQ2
图 6 传送带步进机构
液压传动部分原理图
于是各夹紧油缸中的活塞向下,拖动夹紧机构对工作的随性夹具夹紧。当夹紧动作完成,且油缸19~24的大腔中的压力上升到压力继电器KP4动作值时,压力继电器KP4发出信号,与夹紧机构到达夹紧位置时碰上的行程开关SQ6发出的信号重合,发出夹紧完毕的信号,此时,各动力部件(铣端面、钻孔、 检查 、扩孔、 镗孔、攻丝/退丝、深钻孔)便可以开始工作了。在整个切削加工过程中,工作都处在定位、夹紧状态。
位定
拔销
松开
夹紧
铣
钻
扩
镗
攻
深
铣
钻
扩
镗
攻
深
定位机构液压传动部分
夹紧机构液压传动部分
11
12
13
14
15
16
17
18
19
20
21
22
23
24
KP3
KP4
SQ4SQ3
YV3
YV4
SQ5SQ6
YV5
YV6
图7 定位、夹紧机构液压传动部分原理图
2.2.2.3 扩孔动力头液压传动部分工作原理
扩孔动力头液压传动部分原理图如图8所示。有图可知当电机YV11运行时,38接通,液压油由左下进左上出,同时YV13接通,这样可以实现快进功能,
当动力头触及到SQ12的时候,YV13断电,YV11继续通电,这样就实现了工进功能。当动力头触及到SQ13的时候,YV11断电,YV12与YV13同时通电,液压油由左下进右上出,这样就可以实现动力头的快退功能。
向前
后退36
37
38
39
SQ11SQ12
SQ13
YV11
YV12
YV13
图8 扩孔动力头液压传动部分原理图
第3章自动线控制系统的组成及其各电器元件的作用
机加工自动线PLC控制系统分为硬件和软件两部分。硬件部分包括
-48ER型PLC扩展单元、直流稳压电源、各种FX2-128MR型PLC基本单元、FX
2
开关电器、操作电器、保护电器、报警电器和信号指示灯。其中,PLC是控制系统的关键设备,自动线在各种工作方式下的全部工作过程都是在PLC的监控下进行的。直流稳压电源为PLC及PLC的输出负载如接触器线圈、电磁换向阀线圈(用仿真子系统模拟)、信号指示灯提供24VDC电源。接触器用来控制油泵电机、冷却泵电机及各动力头主轴电机的起动运行与停止。电磁换向阀用来控制自动线输送带、各动力头滑台的前进与后退等。
自动开关用作上述电机主电路及控制电路的短路保护和失压保护,热继电器用作各电动机的过载保护,模拟屏通过灯光信号来模拟自动线的工作过程。信号显示屏用来显示自动线的各种工作方式、工作状态、故障状态,可在故障时发出音响报警信号。控制面板上装有转换开关和许多按钮。转换开关主要用来选择自动线的工作方式、单机以及各动力头、检查头等单机的在线/离线状态。各操作按钮用来向自动线发布预开、起动、预停、紧急停止、点动等控制命令。
在控制台的上述各电器元件中,自动线的各电动机和电磁换阀线圈是虚没的,由仿真子系统模拟。其余均为真实电器元件。
PLC控制系统的软件部分包括自动线的公用程序、自动回原点程序、全线全自动和半自动程序、单机半自动程序、手动程序、信号指示程序、故障处理及报警程序等部分。其中,公用程序是自动线在各种工作方式下运行时都要执行的程序,这部分程序主要用于处理向自动线发布的各种操作信号,自动线启动前应具备的各种初始信号,对工件的检查信号,由全单周或连续工作方式转换为手动或单机半自动、自动回原点等工作方式时使自动程序复位的信号,从单周循环程序的最后一步返回到初始步或初始步的下一步的转换信号,液压系统的过压力信号,对工件的定位、夹紧信号等,并将处理结果作为自动线启动、停止、急退、步的转换、故障报警等的一个条件。
全线连续工作方式的程序是软件中最重要的部分,它用来实现自动线在无
人参与的情况下对成批工件的连续自动加工,在加工完所有工件后才自动停下来。因此,全线连续工作方式的程序可大大提高加工效率,提高产品质量,降低加工成本。
全线单周工作方式的程序可实现自动线一个工作周期的自动运行,并在完成了一个工作周期的运行后自动停车。因此这部分程序主要用于自动线及其PLC控制系统在安装接线等工作全部完成后投人生产前的试车以及工人交接班时对自动线运行情况的检查。
在自动线中,一个相对独立的运动部分称为单机,在本自动线中有下述单机:
(1) 输送带、定位机构、夹紧机构。
(2) 各动力头。
(3) 检查机构、转位机构。
单机半自动程序就是用来实现PLC控制系统对自动线中各个单机的单周循环控制的。具体说来,就是要实现这样的控制,当用单机选择开关选中某个单机,且按下单机起动按钮后,该单机起动(此时其它单机均停在原位不动),完成其自身的一个循环的工作后,自动停在其原位。因此,自动线的每一个单机都有自己的半自动程序。这部分程序主要用于自动线安装或维修工作完成后,技术人员对自动线各单机的调试工作以及检查各单机是否能完整地正常地运行一个循环。它便于技术人员集中精力对自动线某一单机的工作情况进行检查,易于发现问题,查找故障,待一个单机调试、检查完成后,再调试、检查下一个单机。
手动程序用于实现PLC控制系统对自动线中某一单机进行手动控制。手动控制方式又称为点动控制方式,所谓手动控制,就是当用单机选择开关选中某个单机,且按下某个单机的某一步的点动按钮不松手时,该单机的该步就起动运行。但是,一松开该点动按钮,该单机的该步就立即停止运行。
单步程序用于实现PLC控制系统对自动线中某一单机进行单步控制。所谓单机控制,就是按下某个单机的某一步的起动按钮时,该单机的该步就起动运行,松开该起动按钮后,该单机的该步仍继续运行,直至完成该步的工作时才
自动停止。
手动程序和单步程序都用于自动线安装、维修完成后,技术人员调试检查其某一单机的某一步的工作情况。其中手动控制的优点是在调试、检查过程中,在发现问题或出现故障时便于即时停车;而单步控制的优点是操作较为方便,检查、调试时不需要象点动控制那样一直接住按钮不放,这对于工作时间较长的某个单步的调试、检查工作来说是很适合的。由此可见点动控制和单步控制各有其优点,用户可根据自己的实际情况和需要选择其中一种控制方式。
自动回原点程序用来实现自动线各单机从当前所处的任何位置自动退回到各自的原位,为自动线或某个单机的起动作好准备。设置自动回原点程序后,可以免除手动回原点操作的许多麻烦,减轻手动回原点操作的劳动强度,大大缩短回原点操作的时间。
第4章机加工自动线控制系统的操作训练
4.1 操作前的准备
(1) 接通计算机电源,启动计算机。用鼠标器双击“MICS”快捷图标。以运行自动线仿真软件,此时会打开自动线仿真窗口。单击该窗口的复位按钮,使窗口中自动线的各单机都回到各自的原位。
(2) 依次闭合实验桌电源板上的刀开关QS、机加工自动线控制台内的自动开关QF1和QF2,以接通机加工自动线控制系统的电源。
(3) 闭合接口装置的电源开关,以接通机加工自动线接口子系统的电源,使之处于工作状态。
(4) 在控制台的操作面板上,按下PLC的电源启动按钮SB′4和冷却泵电机启动按钮SB′6,以接通PLC电源、启动油泵电机(使自动线液压系统(虚拟)启动运行)和启动冷却电机(使冷却液(虚拟)循环,为各工位进行金属切削加工作准备)。
在完成上述准备工作后,即可对机加工自动线进行各种操作。
4.2 全线全自动方式下的操作
(1) 根据自动线所要加工的工件件数m,用编程器给PLC的计数器C100设定K值,使K=m+9.其中“9”表示每个工件要经过9个工位(即自动线要经过9次工作循环)后,才能从上料工位到达卸料工位。
(2) 根据工件所要进行的加工工序,确定应在线的动力头和应离线的动力头,将应在线的各动力头的“在线/离线”选择开关旋至“在线”位置,将应“离线”的各动力头的“在线/离线”选择开关旋至“离线”位置。最后将“模拟有料”开关旋至“有料”应置。
(3) 将自动线工作方式选择开关SA2旋至“回原点”位置,再将PLC运行开关SA1由“停止”位置旋至“运行”位置,以使
① PLC投入运行。
②自动线单周/连续循环程序的活动状态回到初始步。
③计数器C100复位。
(4) 将自动线工作方式选择开关SA2旋到“连续”位置。
(5) 启动运行:按下“预开”按钮SB1,电铃BE响,表示自动线开始工作的六个条件(如前所述)都已具备,且油泵电机和冷却泵电机都已启动,此时,可按下启动按钮SB2,使机加工自动线启动运行。通过计算机显示屏或控制台的模拟显示屏,可以清楚地观察到机加工自动线运行的全过程。在正常情况下,当自动线加工完要求的工件件数时,会自动停止运行。
(6) 预停:在自动线全线全自动运行过程中,若自动线发生轻微故障,但不影响人身设备安全,则可按下预停按钮SB3,使自动线在完成了本次循环剩余的工作并回到原点后自动停止运行,以检查和排除自动线故障。
(7) 紧急停止:在自动线全线全自动运行以及以其他任何一种方式运行的过程中,当发现自动线有严重故障,将危及人身或设备安全时,可按下紧急停止按钮SB4,使自动线立即停止运行。
(8) 在自动线紧急停止并使SB4复位后,可视具体情况和需要进行下述操作:
①在故障排除后,可按下启动按钮SB2.使自动线接下去继续循环运行。
②也可按下急退/回原点按钮SB5,使自动线各动力头退回原位并停止。
③还可同时按下SB4和SB5,然后依次使SB4和SB5复位。再将自动线工作方式选择开关SA2旋至回原点位置,并按下急退/回原点按钮SB5,使自动线全线自动回原点。
(9) 在自l动线按全线全自动或全线半自动或单机半自动方式运行的过程中,按下急退/回原点按钮,可使各动力头、检查头立即后退,退回原位后自动停止。
4.3 全线半自动方式下的操作
(1) 将自动线工作方式选择开关SA2旋至“单周”位置。
(2) 根据自动线对工件加工工序的要求,将自动线各动力头的“在线/离线”选择开关旋至要求的位置。
(3) 将PLC的运行开关SA1旋至“运行”位置。
(4) 此后,自动线的启动、紧急停止、紧急后退的操作方法以及自动回原点的操作方法与自动线连续循环方式下的相应操作方法相同,此处不再复述。
4.4 手动方式下的操作
(1) 将自动线工作方式选择开关SA2旋至“手动”位置。
(2) 将单机选择开关SA3或SB4旋至需按手动方式运行的单机位置,以选中该单机。
(3) 将PLC运行开关旋至“运行”位置。
(4) 根据所要手动运行的某个步,按下手持式按钮盒上SB6~SB11中控制该步运行的某一按钮,所选单机即按该步的运行;当松开该按钮时,所选单机将立即停止该步的运行;在未松开该按钮的情况下,若所选单机运行完该步,则将自动停止运行。
4.5 停止运行的操作
(1) 关闭机加工自动线仿真子系统:用鼠标器单击“机加工自动线工艺流程及布置画面”窗口中的“退出”按钮,即可关闭机加工自动线仿真子系统。之后,按一定的操作路径即可安全地关闭计算机。
(2) 关闭机加工自动线接口子系统:只要将接口装置上的电源开关断开,即可关闭机加工自动线接口子系统。
(3) 关闭机加工自动线控制系统:将控制台操作面板上的PLC运行开关SA1旋至“停止”位置→依次按下PLC电源停止按钮SB′1、油泵电机停止按钮SB′3和冷却泵电机停止按钮SB′5→依次断开自动开关QF2和QF1→断开实验桌电源板上的刀开关QS,在完成上述操作后,机加工自动线控制系统即被关闭。
第5章 机加工自动线控制系统的编程及其调试训练
5.1 编程训练
(1)机加工自动线扩孔机构按单周方式运行部分的流程图
M0
M1
M2
SB2 初始条件YV6
定位
夹紧
SA9
拔销、松开
SQ2 KP2
SET YV3M3M4
SET YV5
YV4
RST YV3
RST YV5
.SQ4 KP3.SQ6 KP4
.SQ1 KP1.YV51YV53YV52
YV53快进
工进
快退
M7M8
M9SA9SQ52
M10
SQ53+SB5SQ51
SB5
YV51
M8002YV1
.SA4SA4
.YV2
向后
等待
M5
M6
等待
M11输送带
M12
=1SQ3 SQ5
输送带向前
KM6
输送带
.
KM6
扩孔
图 9 机加工自动线扩孔机构按单周方式运行部分的流程图
(2)机加工自动线扩孔机构按单周方式运行部分的顺序功能图
M0
M1
M2
X31 M100Y14
定位
夹紧
X23
拔销、松开
X51 X52
SET Y11M3M4
SET Y13
Y12
RST Y11
RST Y13
.X54 X55.X57 X60
.X47 X50.Y30Y32Y31
Y32快进
工进
快退
M7M8M9X23X101
M10X102+X34X100
X34
Y3
M8002Y7
.X16X16
.Y10
向后
等待
M5
M6等待
M11输送带
M12
=1X53 X56
输送带向前
Y30
输送带
.
Y3
扩孔
图 10 机加工自动线扩孔机构按单周方式运行的顺序功能图
水温自动控制系统实验报告汇总
水温控制系统(B题) 摘要 在能源日益紧张的今天,电热水器,饮水机和电饭煲之类的家用电器在保温时,由于其简单的温控系统,利用温敏电阻来实现温控,因而会造成很大的能源浪费。但是利用AT89C51 单片机为核心,配合温度传感器,信号处理电路,显示电路,输出控制电路,故障报警电路等组成的控制系统却能解决这个问题。单片机可将温度传感器检测到的水温模拟量转换成数字量,并显示于1602显示器上。该系统具有灵活性强,易于操作,可靠性高等优点,将会有更广阔的开发前景。 水温控制系统概述 能源问题已经是当前最为热门的话题,离开能源的日子,世界将失去一切颜色,人们将寸步难行,我们知道虽然电能是可再生能源,但是在今天还是有很多的电能是依靠火力,核电等一系列不可再生的自然资源所产生,一旦这些自然资源耗尽,我们将面临电能资源的巨大的缺口,因而本设计从开源节流的角度出发,节省电能,保护环境。 一、设计任务 设计并制作一个水温自动控制系统,控制对象为 1 升净水,容器为搪瓷器皿。水温可以在一定范围内由人工设定,并能在环境温度降低时实现自动控制,以保持设定的温度基本不变。 二、要求 1、基本要求 (1)温度设定范围为:40~90℃,最小区分度为1℃,标定温度≤1℃。 (2)环境温度降低时温度控制的静态误差≤1℃。 (3)能显示水的实际温度。 第2页,共11页
2、发挥部分 (1)采用适当的控制方法,当设定温度突变(由40℃提高到60℃)时,减小系统的调节时间和超调量。 (2)温度控制的静态误差≤0.2℃。 (3)在设定温度发生突变时,自动打印水温随时间变化的曲线。 (4)其他。 一系统方案选择 1.1 温度传感器的选取 目前市场上温度传感器较多,主要有以下几种方案: 方案一:选用铂电阻温度传感器。此类温度传感器线性度、稳定性等方面性能都很好,但其成本较高。 方案二:采用热敏电阻。选用此类元器件有价格便宜的优点,但由于热敏电阻的非线性特性会影响系统的精度。 方案三:采用DS18B20温度传感器。DS18B20是DALLAS公司生产的一线式数字温度传感器,具有3引脚TO-92小体积封装形式;温度测量范围为-55℃~+125℃,可编程为9位~12位A/D转换精度,测温分辨率可达0.0625℃,被测温度用符号扩展的16位数字量方式串行输出远端引入。此器件具有体积小、质量轻、线形度好、性能稳定等优点其各方面特性都满足此系统的设计要求。 比较以上三种方案,方案三具有明显的优点,因此选用方案三。 1.2温度显示模块 方案一:采用8个LED八段数码管分别显示温度的十位、个位和小数位。数码管具有低能耗,低损耗、寿命长、耐老化、对外界环境要求低。但LED八度数码管引脚排列不规则,动态显示时要加驱动电路,硬件电路复杂。 方案二:采用带有字库的12864液晶显示屏。12864液晶显示屏具有低功耗,轻薄短小无辐射危险,平面显示及影像稳定、不闪烁、可视面积大、画面
水温自动控制系统设计
水温自动控制系统设计 摘要 水温自动控制系统在工业及日常生活中应用广泛,在生产中发挥着重要作用。实现水温控制的方法很多,如单片机控制、PLC控制等等。而其中用单片机控制实现的水温控制系统,具有可靠性高、价格低、简单易实现等多种优点。单片机用于工业控制是近年来发展非常迅速的领域,现在许多自动化的生产车间里,都是靠单片机来实现的。 温度是工业控制对象主要被控参数之一,在温度控制中,由于受到温度被控对象特性(如惯性大、滞后大、非线性等)的影响,使得控制性能很难提高,有些工艺过程其温度控制的好坏直接影响着产品的质量,因此设计一种较为理想的温度控制系统是非常有价值的。 为了实现高精度的水温测量和控制,本文介绍了一种以Atmel公司的低功耗高性能CMOS 8位单片机为核心,以PID算法控制以及PID参数整定相结合的方法来实现的水温控制系统,其硬件电路包括温度采集、温度控制、温度显示、键盘输入以及RS232接口等电路。该系统可实现对温度的测量,并能根据设定值对温度进行调节,实现控温的目的。 关键词:AT89S52;温度控制;PT1000;PID
Design of Temperature Automatic Control System ABSTRACT The temperature is one of the mainly charged parameters which are industrial control targets. It is difficult to enhance the control performance due to the characteristics of the temperature charged object. Such as inertia, hysteresis and non-linear, etc…Its temperature control process will have a direct impact on the quality of the product in some technological process. Therefore it is absolute valuable to design a ideal temperature control system. In order to realize the high accuracy survey and control of water temperature. Systematic core is AT89S52, which is a low-power loss, high-performance 8-bit MCU of Atmel Company. The system unifies PID control algorithm and PID parameter tuning to control the water temperature. Its hardware circuit also includes temperature gathering, temperature control and temperature display, keyboard input and RS232 interfaces. The system can realize to survey the water temperature, and it can adjust the temperature according to the setting value. Keywords:AT89S52; temperature control; PT1000; PID
水温控制系统设计报告
水温控制系统设计 报告
水温控制系统 摘要:本设计以89c52单片机为核心,采用了温度传感器AD590,A/D采样芯片ADC0804,可控硅MOC3041及PID算法对温度进行控制。该水温控制系统是一个典型的检测、控制型应用系统,它要求系统完成从水温检测、信号处理、输入、运算到输出控制电炉加热功率以实现水温控制的全过程。本设计实现了水温的智能化控制以及提供完善的人机交互界面及多机通讯接口,系统由前向通道模块(即温度采样模块)、后向控制模块、系统主模块及键盘显示摸块等四大模块组成。本系统的特点在于采用PC机及普通键盘实现了多机通信。 Abstract:The single computer 89c52 is used as a core in this design. Some important IC sush as AD590 ADC0804 MOC3041 was used in this system.we adopt PID to control the temperature. The system include four part---The previous model ,The last model ,keybord model ,The main control model. Adopt annularity pulse distributor to come true to Stepper Motor speed regulation , the corner under the control of. Display having realized time , the temperature here on the basis, And realize under the control of, display to the electric motor by PC machine
采样控制系统的分析讲解
东南大学自动控制实验室 实验报告 课程名称:热工过程自动控制原理 实验名称:采样控制系统的分析 院(系):能源与环境学院专业:热能动力姓名:范永学学号:03013409 实验室:实验组别: 同组人员:实验时间:2015.12.15 评定成绩:审阅教师:
实验八 采样控制系统的分析 一、实验目的 1. 熟悉并掌握Simulink 的使用; 2. 通过本实验进一步理解香农定理和零阶保持器ZOH 的原理及其实现方法; 3. 研究开环增益K 和采样周期T 的变化对系统动态性能的影响; 二、实验原理 1. 采样定理 图2-1为信号的采样与恢复的方框图,图中X(t)是t 的连续信号,经采样开关采样后,变为离散信号)(*t x 。 图2-1 连续信号的采样与恢复 香农采样定理证明要使被采样后的离散信号X *(t)能不失真地恢复原有的连续信号X(t),其充分条件为: max 2ωω≥S 式中S ω为采样的角频率,max ω为连续信号的最高角频率。由于T S πω2= ,因而式可为 m ax ωπ≤ T T 为采样周期。 2. 采样控制系统性能的研究 图2-2为二阶采样控制系统的方块图。 图2-2 采样控制系统稳定的充要条件是其特征方程的根均位于Z 平面上以坐标原点为圆心的单位圆内,且这种系统的动、静态性能均只与采样周期T 有关。 由图2-2所示系统的开环脉冲传递函数为: ]2 5.05.01[)1(25])2(2[)1(25])15.0()1(25[)(21212++--=+-=+-==---S S S Z Z S S Z Z S S e Z z G S T ]5.015.0)1([)1(25221T e Z Z Z Z Z TZ Z Z ---+----=
水温自动控制系统
《电子技术综合设计》 设计报告 设计题目:水温自动控制系统 组长姓名:学号: 专业与班级:工业自动化14-16班 姓名:学号: 专业与班级:工业自动化14-16班 姓名:学号: 专业与班级:工业自动化14-16班 时间: 2016 ~ 2017 学年第(1)学期指导教师:陈烨成绩:评阅日期:
一、课题任务 设计并制作一个水温自动控制系统,对1.5L净水进行加。水温保持在一定范围内且由人工设定。 细节要求如下: 1.温度设定范围为40℃~90℃,最小分辨率为0.1℃,误差≤1℃。 2.可通过LCD显示屏显示温度目标值与实时温度。 3.可以通过键盘调整目标温度的数值。 二、方案比较 1.系统模块设计 为完成任务目标,可以将系统分为如下几个部分:5V直流电供电模块、测温模块、80C52单片机控制系统、键盘控制电路、温度显示模块、继电器控制模块、强电加热电路。通过各模块之间的相互配合,可以完成水温检测、液晶显示、目标值设置、水温控制等功能。 系统方框图如下:
2.5V直流电供电模块 方案一:直接用GP品牌的9v电池,然后接通过三端稳压芯片7805稳压成5伏直流电源提供给单片机系统使用,接两个5伏电源的滤波电容后输出。 方案二:通过变压器,将220v的市电转换成9v左右的交流电,变压器输出端的9V电压经桥式整流并电容滤波。要得到一个比较稳定的5v电压,在这里接一个三端稳压器的元件7805。 由于需要给继电器提供稳定的5V电压,而方案一中导致电池的过度损耗,无法稳定带动继电器持续工作,所以我们选用能够提供更加稳定5v电源的方案二。 3.测温模块 经查阅资料,IC式感温器在市场上应用比较广泛的有以下几种: AD590:电流输出型的测温组件,温度每升高1 摄氏度,电流增加1μA,温度测量范围在-55℃~150℃之间。其所采集到的数据需经A/D 转换,才能得到实际的温度值。 DS18B20:内含AD转换器,所以除了测量温度外,它还可以把温度值以数字的方式(9 B i t ) 送出,因此线路连接十分简单,它无需其他外加电路,直接输出数字量,可直接与单片机通信,读取测温数据。它能够达到0.5℃的固有分辨率,使用读取温度暂存寄存器的方法还能达到0.0625℃以上精度,温度测量范围在-55℃~125℃之间,应用方便。 SMARTEC感温组件:这是一只3个管脚感温IC,温度测量范围在 -45℃~13℃,误差可以保持在0.7℃以内。 max6225/6626:最大测温范围也是-55~+125℃,带有串行总线接口,测量温度在可测范围内的的误差在4℃以内,较大,故舍弃该方案。 本设计选用DS18B20感温IC,这是因其性能参数符合设计要求,接口简单,内部集成了A/D 转换,测温更简便,精度较高,反应速度快,且经过市场考察,该芯片易购买,使用方便。 下面是DS18B20感温IC的实物和接口图片
采样控制系统分析
北京联合大学 实验报告 实验名称:采样控制系统分析 学院:自动化专业:物流工程姓名:学号: 同组人姓名:学号: 班级:成绩: 实验日期:2014年12月18日
完成报告日期:2014年12月21日 实验5 采样控制系统分析 一.实验目的 1. 掌握判断采样控制系统稳定性的充要条件。 2. 掌握采样周期T对系统的稳定性的影响及临界值的计算。 3. 观察和分析采样控制系统在不同采样周期T时的瞬态响应曲线。 二、实验内容及步骤 1.闭环采样系统构成电路如图5-1所示。掌握采样周期T对系统的稳定性的影响及临界值的计算,观察和分析采样控制系统在不同采样周期T 时的瞬态响应曲线,填入表中。 2. 改变采样控制系统的被控对象,计算和测量系统的临界稳定采样周期T,填入表中。 图5-1 闭环采样系统构成电路 [a].闭环采样系统实验构成电路如图5-1所示,其中被控对象的各环节 参数: 积分环节(A3单元)的积分时间常数Ti=R2*C2=0.2S, 惯性环节(A5单元)的惯性时间常数T=R1*C1=0.5S,增益K=R1/R3=5。 实验步骤:注:(B5)单元的‘S ST’不能用‘短路套’短接! (1)用函数发生器(B5)单元的方波输出作为系统振荡器的采样周期信号。 (D1)单元选择“方波”,(B5)“方波输出”孔输出方波。调节“设定电位器1”控制相应的输出频率。
(2 ) 用信号发生器(B1)的‘阶跃信号输出’和‘幅度控制电位器’构造输入信号R(t): B1单元中电位器的左边K3开关拨下(GND),右边K4开关拨下(0/+5V 阶跃)。阶跃信号输出(B1单元的Y测孔)调整为2.5V(调节方法:调节电位器,用万用表测量Y测孔)。 (3)构造模拟电路:按图5-1安置短路套及测孔联线,表如下。 (4)运行、观察、记录: 三、数据处理(现象分析) ①运行LABACT程序,选择自动自动控制菜单下的采样系统分析实验项目,就会弹出虚拟示波器的界面,点击开始后将自动加载相应源文件,即可使用本实验机配套的虚拟示波器(B3)单元的CH1测孔测量波形。 ②调节“设定电位器1”,D1单元显示方波频率,将采样周期T(B5方波输出)依次调整为15ms(66.6Hz) 、30ms(33.3Hz)和90ms(11.1Hz),按下信号发生器(B1)阶跃信号按钮(0→+2.5V阶跃),使用虚拟示波器CH1观察A6单元输出点OUT(C)的波形。观察相应实验现象,记录波形,并判断其稳定性,填入表5-1。 T=66.6Hz
基于单片机的水温控制系统毕业设计
基于单片机的水温控制系统设计 摘要 温度控制系统可以说是无所不在,热水器系统、空调系统、冰箱、电饭煲、电风扇等家电产品以至手持式高速高效的计算机和电子设备,均需要提供温度控制功能。本系统的设计可以用于热水器温度控制系统和饮水机等各种电器电路中。它以单片机AT80C51为核心,通过3个数码管显示温度和4个按键实现人机对话,使用单总线温度转换芯片DS18B20实时采集温度并通过数码管显示,并提供各种运行指示灯用来指示系统现在所处状态,如:温度设置、加热、停止加热等,整个系统通过四个按键来设置加热温度和控制运行模式。 关键词:单片机、数码管显示、单总线、DS18B20. Based Temperature Control System Abstract Temperature control system can be said to be ubiquitous, water heaters, air conditioning systems, refrigerators, rice cookers, electric fans and other home appliances as well as high-speed and efficient hand-held computers and electronic equipment are required to provide temperature control. The system design can be used for drinking water heater temperature control systems and other electrical circuits. AT80C51 microcontroller as the core of it, through the three temperature digital display and 4 keys to achieve man-machine dialogue, the use of single-chip bus temperature conversion temperature DS18B20 real-time acquisition and through the digital display and offers a variety of operating light to indicate system now live in the state, such as: temperature setting, heating, and stop heating, the entire system through the four buttons to set the heating temperature and control the operating mode. KEY WORDS:Microcontroller, digital display, single bus, DS18B20 绪论
【自控原理实验】实验九 采样控制系统动态性能和稳定性
实验九采样控制系统动态性能和稳定性 分析的混合仿真研究 一.实验目的 1.学习用混合仿真方法研究采样控制系统。 2.深入理解和掌握采样控制的基本理论。 二.实验内容 1.利用实验设备设计并实现已知被控对象为典型二阶连续环节的采样控制混合仿真系统。 2.改变数字控制器的采样控制周期和放大系数,研究参数变化对采样控制系统的动态性能和稳定性的影响。 三.实验步骤 1.采样控制系统的混合仿真研究方法 (1)参阅本实验附录1(1)以及图9.1.1和图9.1.2,利用实验箱上的电模拟单元电路U9和U11,设计并连接已知传递函数的连续被控对象的模拟电路。 (2)将实验箱上的数据处理单元U3模拟量输出端“O1”与被控对象的模拟电路的输入端(对应图9.1.2的r(t)端)相连,同时将该数据处理单元U3的模拟量输入端口“I1”与被控对象的模拟电路的输出端(对应图9.1.2的c(t)端)相连。再将运放的锁零端“G”与电源单元U1的“-15V”相连。注意,实验中运放没有锁零,而模拟电路中包含“电容”,故每次实验启动前,必须对电容短接放电,以免影响实验结果。 (3)接线完成,经检查USB通讯线是否接好,再给实验箱上电后,启动上位机程序,进入主界面。界面上的操作步骤如下: ①通道接线设置”:将环节的输出端Uo接到U3单元的A/D输入端I1,U3单元的D/A信号发生端接到环节的输入端Ui。 ②硬件按上述接线完后,检查USB通讯连线是否接好和检查实验箱电源是否正常后,点击LabVIEW上位机界面程序中的“RUN”按钮运行实验界面,如果有问题则请求指导教师帮助。 ③进入实验界面后,先对实验类别进行设置(选择实验九或实验十),通过对界面下边开关来选择,点击开关向上(对应紫色信号灯亮)即选择采样控制混合仿真研究(即实验九);点击开关向下(对应绿色信号灯亮)即选择采样控制系统串联校正混合研究(即实验十)。选择“采样时间”为“200Hz/5ms”。 ④完成实验类别设置,然后设置“测试信号设置”框内的参数项,设置“信号幅值”为“1”(根据实验曲线调整大小),设置“采样时间”为“200Hz/5ms”,“采样开关T”为“1 ms”,然后选择“采样控制系统混合仿真研究”,此时数字控制器是一比例放大器,可先设置Kp=1。 注意允许的采样周期最小值为1ms。小于此值即不能保证系统运行正常。 ⑤以上设置完成后,按“启动/暂停”键启动实验或暂停实验,动态波形得到显示,如上述参数设置合理就可以在主界面中间得到系统的“阶跃响应”。
水温自动控制系统设计
水温自动控制系统设计 作者姓名:孙德彪 专业班级:电子信息科学与技术指导教师:李雪梅讲
摘要 温度是工业控制对象主要被控参数之一,在温度控制中,由于受到温度被控对象特性(如惯性大、滞后大、非线性等)的影响,使得控制性能难以提高,有些工艺过程其温度控制的好坏直接影响着产品的质量,因而设计一种较为理想的温度控制系统是非常有价值的。 为了实现高精度的水温测量和控制,本文介绍了一种以Atmel公司的低功耗高性能CMOS 8位单片机为核心,以PID算法控制以及PID参数整定相结合的控制方法来实现的水温控制系统,其硬件电路还包括温度采集、温度控制、温度显示、键盘输入以及RS232接口等电路。该系统可实现对温度的测量,并能根据设定值对温度进行调节,实现控温的目的。 关键词:AT89S52;温度控制;PT1000;PID
Design of Temperature Automatic Control System Abstract: The temperature is one of the mainly charged parameters which are industrial control targets. It is difficult to enhance the control performance due to the characteristics of the temperature charged object. Such as inertia, hysteresis and non-linear, etc…I ts temperature control process will have a direct impact on the quality of the product in some technological process. Therefore it is absolute valuable to design a ideal temperature control system. In order to realize the high accuracy survey and control of water temperature. Systematic core is AT89S52, which is a low-power loss, high-performance 8-bit MCU of Atmel Company. The system unifies PID control algorithm and PID parameter tuning to control the water temperature. Its hardware circuit also includes temperature gathering, temperature control and temperature display, keyboard input and RS232 interfaces. The system can realize to survey the water temperature, and it can adjust the temperature according to the setting value. Keywords:AT89S52; temperature control; PT1000; PID
水温控制系统设计
水温控制系统的设计报告
摘要:PID控制是工控领域内的一种重要控制方法,将PID算法应用到以51单片机为核心的控制系统中,能产生良好的控制效果。基于PID算法的水温控制系统采用目前性价比较高的数字温度传感器DS18B20作为检测变送器,通过键盘向单片机输入设置数码管温度,单片机将温度偏差进行PID运算后,输出PWM波。PWM波作为执行机构的输入从而来决定电炉工作电压的大小,最终实现水温的控制。整个系统的电路结构简单,可靠性能高。经实验测试,该系统基本满足要求。 关键词:PID;51单片机;温度传感器DS18B20;PWM;键盘;显示
目录 第1章系统方案 (4) 1.1 设计思想 (4) 1.2 方案论证 (4) 1.3 论证分析 (6) 第2章系统设计 (8) 2.1 硬件设计 (8) 2.1.1 电源电路 (8) 2.1.2 温度检测与变送环节 (8) 2.1.3单片机最小系统 (9) 2.1.4键盘电路 (11) 2.1.5显示电路 (11) 2.1.6 加热驱动模块 (12) 2.1.7报警电路 (13) 2.2 软件设计 (13) 3.2.1 主函数 (13) 2.2.3 按键设定函数 (14) 2.2.4 温度采集函数 (15) 2.2.6 PID运算子函数 (15) 2.2.7 PWM产生函数 (17) 2.3 系统调试 (18) 2.3.1 人机界面调试 (18) 3.3.2 温度显示 (18) 第3 章总结 (19) 附录系统源程序 (20)
第1章 系统方案 1.1 设计思想 温度的期望值可用键盘设定,温度传感器检测实际温度,控制器根据实测值与期望值偏差通过相应运算,输出相应的控制参数给加热驱动模块,从而实现闭环控制。 整体设计框图 1.2 方案论证 1、控制器 根据设计要求,控制器主要用于对温度测量信号的接收和处理、控制显示电路对温度值实时显示、控制键盘实现对温度值的设定、控制加热驱动模块等。对控制器的选择有以下两种方案: 方案一:采用FPGA 作为系统控制器。FPGA 采用并行的I\O 口方式,运算速度快,稳
自动控制原理水温控制系统实验报告记录
自动控制原理水温控制系统实验报告记录
————————————————————————————————作者:————————————————————————————————日期:
恒温控制系统设计报告 学院:电子信息学院 班级:12级电子信息工程 指导老师:xxx 姓名:zzz 学号:1228436867
前言 水温控制无论是在工业生产中,还是在日常生活中都起着非常重要的作用,过低的温度或过高的温度都会使水资源失去应有的作用,从而造成水资源的巨大浪费。为了保证生产过程正常安全地进行,提高产品的质量和数量,以及减轻工人的劳动强度、节约能源,要求对水温进监测、显示、控制,使之达到工艺标准,满足需要。由于电子行业的迅猛发展,计算机技术和传感器技术的不断改进,而且计算机和传感器的价格也日益降低,可靠性逐步提高,用信息技术来实现水温控制并提高控制的精确度不仅是可以达到的而且是容易实现的。其发展必将带来新一轮的工业化的革命和社会发展的飞跃。 在计算机没有发明之前,这些控制都是我们难以想象的。而当今,随着电子行业的迅猛发展,计算机技术和传感器技术的不断改进,而且计算机和传感器的价格也日益降低,可靠性逐步提高,用信息技术来实现水温控制并提高控制的精确度不仅是可以达到的而且是容易实现的。用高新技术来解决工业生产问题,排除生活用水问题实施对水温的控制已成为我们电子行业的任务,以此来加强工业化建设,提高人民的生活水平。 采用PID算法进行温度控制,它具有控制精度高,能够克服容量滞后的特点,特别适用于负荷变化大、容量滞后较大、控制品质要求又很高的控制系统。因此,我们在此基础上运用PID控制器方案制作温度控制器。
基于单片机水温控制系统
基于单片机水温控制系统 摘要:随着微机测量和控制技术的迅速发展与广泛应用,以单片机为核心的温度采集与控制系统的研发与应用在很大程度上提高了生产生活中对温度的控制水平。本设计以保质、节能、安全和方便为基准设计了一套电热壶水温控制系统,能实现在40℃~90℃X围内设定控制温度,且95℃时高温报警,十进制数码管显示温度,在PC机上显示温度曲线等功能,并具有较快响应与较小的超调。整个系统核心为SPCE061A,前向通道包括传感器及信号放大电路,按键输入电路;后向通道包括三部分:LED显示电路,上位机通信电路以及控制加热器的继电器驱动电路。利用SPCE061A的8路10位精度的A/D转换器,完成对水温的实时采样与模数转换,通过数字滤波消除系统干扰,并对温度值进行PID运算处理,以调节加热功率大小。同时在下位机上通过数码管显示当前温度,通过USB接口传送信息至上位机,可以直接在PC端观察温度的变化曲线,并根据需要进行相应的数据分析和处理,由此完成对水温的采样和控制。通过验证取得了较满意的结果。
关键词:码分多址、walsh扩频、pn扩频、电路设计、程序设计、仿真 目录 1 引言1 1.1水温控制系统概述1 1.2本设计任务和主要内容2 2 基于单片机水温控制系统设计过程2 2.1水温控制系统总体框图2 2.2总体方案论证3 2.3 各部分电路方案论证4 2.4键盘及数字显示结合5 2.5温度设定和传送电路6 3硬件电路设计与计算6 3.1 温度采样和转换电路6 3.2 温度控制电路8 3.3 单片机控制部分9 3.4键盘及数字显示部分9 参考文献9
水温控制在工业及日常生活中应用广泛,分类较多,不同水温控制系统的控制方法也不尽相同,其中以PID控制法最为常见。单片机控制部分采用AT89C51单片机为核心,采用软件编程,实现用PID算法来控制PWM波的产生,进而控制电炉的加热来实现温度控制。然而,单纯的PID算法无法适应不同的温度环境,在某个特定场合运行性能非常良好的温度控制器,到了新环境往往无法很好胜任,甚至使系统变得不稳定,需要重新改变PID 调节参数值以取得佳性能。 本文首先用PID算法来控制PWM波的产生,进而控制电炉的加热来实现温度控制。然后在模型参考自适应算法MRAC基础上,用单片机实现了自适应控制,弥补了传统PID控制结构在特定场合下性能下降的不足,设计了一套实用的温度测控系统,使它在不同时间常数下均可以达到技术指标。此外还有效减少了输出继电器的开关次数,适用于环境参数经常变化的小型水温控制系统。
水温控制系统范文
水温控制系统
文档仅供参考 设计报告 1.设计原理 水温控制系统以STC89C52单片机作为控制核心,采用开关控制和PID控制算法相结合,经过控制单位时间内加热时间所占的比例(即控制波形占空比)来控制水的加热速度,实现对1L水的全量程(10℃――70℃)内的升温、降温功能的自动控制。根据设计要求系统可划分为控制模块、温度测量模块、水温调节模块、键盘输入模块、显示电路模块等。系统原理图如图所示 STC89C52首先写命令给DS18B20开始转换数据,将转换后的温度数据送入89C52进行处理,处理后在液晶屏上实时显示。并将实际测量温度值与键盘设定值进行比较,根据比较结果进行温度调节,当温差比较大时采用开关量调节,既全速加热和制冷,当温差小时采用PID算法进行调节,最终达到温度的稳定控制。其中,加热采用内置(水中)电加热器实现,热量直接与水传递,加热效果好,控温方便;降温采用半导体制冷片实现。其体积小,安装简单,易于
控制,价格便宜,可短时间内重复启动,但其制冷速率不高,因此设计中配套散热风扇以达到快速降温的目的。 2.温度控制算法 实际温度控制系统,常采用开关控制或数字PID控制方式。开关控制的特点是能够使系统以最快的素的向平衡点靠近,但在实际应用却很容易造成系统在平衡点附近震荡,精度不高;而数字PID控制具有稳态误差小特点,实用性广泛的特点,但误差较大时,系统容易出现积分饱和,从而份致系统出现很大的超调量,甚至出现失控现象。因此,本设计将开关控制,放积分饱和、防参数突变积分饱和等方法溶入PID控制算法组成复式数字PID控制方法,集各种控制策略的优点,既改进了常规控制的动态过程又保持了常规控制的稳态特性。 2.1控制算法的确定 温度控制过程为:当水温温差大时,采用开关控制方式迅速减小温差,以缩短调节时间;当温差小于某一值后采用PID 控制方式,以使系统快速稳定并保持系统无静态误差。在这种控制方法中, PID控制在较小温差时开始进入,这样可有效避免数字积分器的饱和。PID参数和被控制对象关系密切,要精确得到被控对象模型比较困难,为此,采用离线模糊整定的方法来确定PID参数,即给出一组PID参数的初值,测得相应的数据,按使这个量减小的方向调节PID参数,用整定后的参数
水温自动控制系统教学内容
水温自动控制系统
水温自动控制系统 通过模块方案的比较与论证,最终确定的系统组成方框图如图1所示。本论文设计是主要采用AT89C51单片机芯片来实现温度采集、信号处理、温度设置、温度显示和继电器输出控制等功能的主要核心芯片。利用数字温度计来检测水温;采用A/D转换芯片ADC0809来实现对温度计采集到信号进行模数转换处理;采用四位共阴LED和按键实现温度的显示和温度的设置功能;采用继电器来实现间接控制外围设备。 图1系统组成方框图 1、部分外围系统的设计思路 本文通过方案比较与论证,最终确定的外围系统组成方框图如图2所示。外围系统主要是利用数字温度计来检测水温,并把数据传送给单片机处理判断水温是否稳定,是否启动加热装置。加热部分是由单片机控制继电器的输出部分,并由继电器间接控制加热装置的启停。 图2 外围系统组成方框图
2、硬件电路设计 2.1单片机最小系统的设计 单片机最小系统是由单片机芯片AT89C51为核心,由电源部分、复位电路和晶振电路组成(如图3所示)。 图3 单片机最小系统 3、温度检测电路的设计与论证 采用热电偶温差电路测温,温度检测部分可以使用低温热偶,热电偶由两个焊接在一起的异金属导线所组成(热电偶的构成如图5),热电偶产生的热电势由两种金属的接触电势和单一导体的温差电势组成。通过将参考结点保持在已知温度并测量该电压,便可推断出检测结点的温度。数据采集部分则使用带有A/D 通道的单片机,在将随被测温度变化的电压或电流采集过来,进行 A/D 转换后,就可以用单片机进行数据的处理,在显示电路上,就可以将被测温度显示出来。热电偶的优点是工作温度范围非常宽,且体积小,还具有抗振动、稳定性好、准确度高、耐高压等优点。
水温控制系统
水 温 控 制 系 统学生姓名: 设计时间:
目录摘要: 引言 一总体方案设计 1 总体方案论证 2 硬件方案论证 3 软件方案论证 4 方案确定 二系统硬件设计 1 系统硬件框图 2 按键显示电路 3 温度采集控制电路 三系统软件设计 1 按键检测程序 2 温度检测程序 3 温度控制程序 4 液晶显示程序 四系统参数计算 1 温度采集参数 2 硬件控制参数 3 软件控制参数 五系统调试 1 单片机系统调试 2 软件调试 六总结
参考文献附录
本系统以AT89C52单片机为核心,主要包括使用单总线温度转换芯片DS18B20传 感器实时温度采集,按键操作,单片机控制,水温控制,液晶显示等部分。本系统通 过DS18B20温度传感器对水温进行采样,将采得的数字温度送给单片机,单片机对温 度通过PID算法与PWM脉宽调制相结合的技术实现精确控制温度的目的。在通过控制 双向可控硅,改变可控硅的导通和闭合从而控制电热丝的加热或制冷片的降温达到控 制水温的目的。本系统还由按键显示和温度控制模块组成,通过模块间的通信完成温 度的设定,实现实温的显示,水温的升降等功能。具有电路结构简单,系统可靠性强,操作简单方便等特点。
温度控制系统可以说是无所不在,热水器系统、空调系统、冰箱、电饭煲、电风扇等 家电产品以至手持式高速高效的计算机和电子设备,均需要提供温度控制功能。及时 准确地得到温度信息并对其进行适时的控制,在许多工业场合中都是重要的环节。对于 不同控制系统,其适宜的水质温度总是在一个范围。超过这个范围,系统或许会停止 运行或遭受破坏,所以我们必须能实时获取水温变化。对于,超过适宜范围的温度能 够报警。同时,我们也希望在适宜温度范围内可以由检测人员根据实际情况加以改变。 单片机对对温度的控制是工业生产中经常使用的控制方法.自从1976年Intel公 司推出第一批单片机以来,80年代单片机技术进入快速发展时期,近年来,随着大规 模集成电路的发展,单片机继续朝快速、高性能方向发展。单片机主要用于控制,它 的应用领域遍及各行各业,大到航天飞机,小至日常生活中的冰箱、彩电,单片机都 可以大显其能。以单片机为核心的水温控制系统也应运而生。传统的温度采集电路相 当复杂,需要经过温度采集、信号放大、滤波、AD转换等一系列工作才能得到温度的 数字量,并且这种方式不仅电路复杂,元器件个数多,而且线性度和准确度都不理想,抗干扰能力弱。现在常用的温度传感器芯片不但功率消耗低、准确率高,而且比传统 的温度传感器有更好的线性表现,最重要的一点是使用起来方便。下面就让我们一起 去探讨研究一种以单片机为核心,基于温度传感器的水温控制系统。 一方案设计 1 方案论证 由于单片机的应用越来越广泛,因此我们一开始就决定以现在比较流行的STC系 列或AT 系列单片机为控制核心。最先注意的是STC系列单片机,因为我们有关于STC 系列单片机的开发板,方便我们进行程序的读写和调试,我们就选择了STC89C51单片机。但是在后来的编程中注意到51单片机的中端和FLASH ROM可能不够用最后我们选 择了STC89C52单片机。STC89C52单片机是一种带8K字节闪烁可编程可擦除只读存储 器的低电压,高性能的微处理器,拥有4路外部中端,6个中断源,3个16位定时器/ 计数器等,基本上能满足我们的一切要求。 温度的采集与检测在系统中起到非常重要的作用,常规的温度采集我们选择铜热 电阻作为温度传感器,将温度的变化转化为电压的变化,经过放大后送往A/D转换器 转化为数字量以进行处理。本方案温度采集容易受外部环境影响并且硬件电路比较复
采样控制系统的分析
热工过程自动控制原理实验报告 白思平 03015413 实验八 采样控制系统的分析 一、实验目的 1. 熟悉并掌握Simulink 的使用; 2. 通过本实验进一步理解香农定理和零阶保持器ZOH 的原理及其实现方法; 3. 研究开环增益K 和采样周期T 的变化对系统动态性能的影响; 二、实验原理 1. 采样定理 图2-1为信号的采样与恢复的方框图,图中X(t)是t 的连续信号,经采样开关采样后,变为离散信号)(* t x 。 图2-1 连续信号的采样与恢复 香农采样定理证明要使被采样后的离散信号X *(t)能不失真地恢复原有的连续信号X(t),其充分条件为: max 2ωω≥S 式中S ω为采样的角频率,m ax ω为连续信号的最高角频率。由于T S π ω2=,因而式可为 max ωπ ≤T T 为采样周期。 2. 采样控制系统性能的研究 图2-2为二阶采样控制系统的方块图。 图2-2 采样控制系统稳定的充要条件是其特征方程的根均位于Z 平面上以坐标原点为圆心的单位圆,且这种系统的动、静态性能均只与采样周期T 有关。 由图2-2所示系统的开环脉冲传递函数为: ]2 5 .05.01[)1(25])2(2[)1(25])15.0()1(25[)(21212++--=+-=+-==---S S S Z Z S S Z Z S S e Z z G S T ]5.015.0)1([ )1(25221 T e Z Z Z Z Z TZ Z Z ---+----=
) )(1()]21()12[(5.122222T T T T e Z Z Te e Z e T --------++-= 闭环脉冲传递函数为: )]21(]12[5.12)1()]21(12[5.12)()(222222 222T T T T T T T T Te e Z e T e Z e Z Te e Z e T z R z C ----------++-+++---++-=)( 5 .12)5.1125()5.115.1325()] 21(12[5.12222222++-+-+--++-=-----T e Z e T Z Te e Z e T T T T T T )( 根据上式,根据朱利判据可判别该采样控制系统否稳定,并可用迭代法求出该系统的阶跃输出响应。 三、实验设备: 装有Matlab 软件的PC 机一台 四、实验容 1. 使用Simulink 仿真采样控制系统 2. 分别改变系统的开环增益K 和采样周期T S ,研究它们对系统动态性能及稳态精度的影响。 五、实验步骤 5-1. 验证香农采样定理 利用Simulink 搭建如下对象,如图2-3。 图2-3 设定正弦波的输入角频率w = 5,选择采样时间T 分别为0.01s 、0.1s 和1s ,观察输入输出波形,并结合香农定理说明原因。 5-2.采样系统的动态特性 利用Simulink 搭建如下二阶系统对象,如图2-4。 当系统的增益K=10,采样周期T 分别取为0.003s ,0.03s ,0.3s 进行仿真实验。 更改增益K 的值,令K=20,重复实验一次。 系统对象simulink 仿真图:
水温自动控制系统
水温自动控制系统 通过模块方案的比较与论证,最终确定的系统组成方框图如图1所示。本论文设计是主要采用AT89C51单片机芯片来实现温度采集、信号处理、温度设置、温度显示和继电器输出控制等功能的主要核心芯片。利用数字温度计来检测水温;采用A/D转换芯片ADC0809来实现对温度计采集到信号进行模数转换处理;采用四位共阴LED和按键实现温度的显示和温度的设置功能;采用继电器来实现间接控制外围设备。 图1系统组成方框图 1、部分外围系统的设计思路 本文通过方案比较与论证,最终确定的外围系统组成方框图如图2所示。外围系统主要是利用数字温度计来检测水温,并把数据传送给单片机处理判断水温是否稳定,是否启动加热装置。加热部分是由单片机控制继电器的输出部分,并由继电器间接控制加热装置的启停。 图2 外围系统组成方框图 2、硬件电路设计 2.1单片机最小系统的设计 单片机最小系统是由单片机芯片AT89C51为核心,由电源部分、复位电路和晶振电路组成(如图3所示)。
图3 单片机最小系统 3、温度检测电路的设计与论证 采用热电偶温差电路测温,温度检测部分可以使用低温热偶,热电偶由两个焊接在一起的异金属导线所组成(热电偶的构成如图5),热电偶产生的热电势由两种金属的接触电势和单一导体的温差电势组成。通过将参考结点保持在已知温度并测量该电压,便可推断出检测结点的温度。数据采集部分则使用带有A/D 通道的单片机,在将随被测温度变化的电压或电流采集过来,进行A/D 转换后,就可以用单片机进行数据的处理,在显示电路上,就可以将被测温度显示出来。热电偶的优点是工作温度范围非常宽,且体积小,还具有抗振动、稳定性好、准确度高、耐高压等优点。 4、显示功能电路的设计与论证 采用74LS138和74LS248分别驱动同一块四位共阴LED的位选和数选,这不仅节省了I/O地址端口,也节省了单片机的内部空间容量,同时不容易产生干扰(显示电路如图6所示)。