(完整版)曲柄压力机的技术参数及选择

曲柄压力机的技术参数及选择
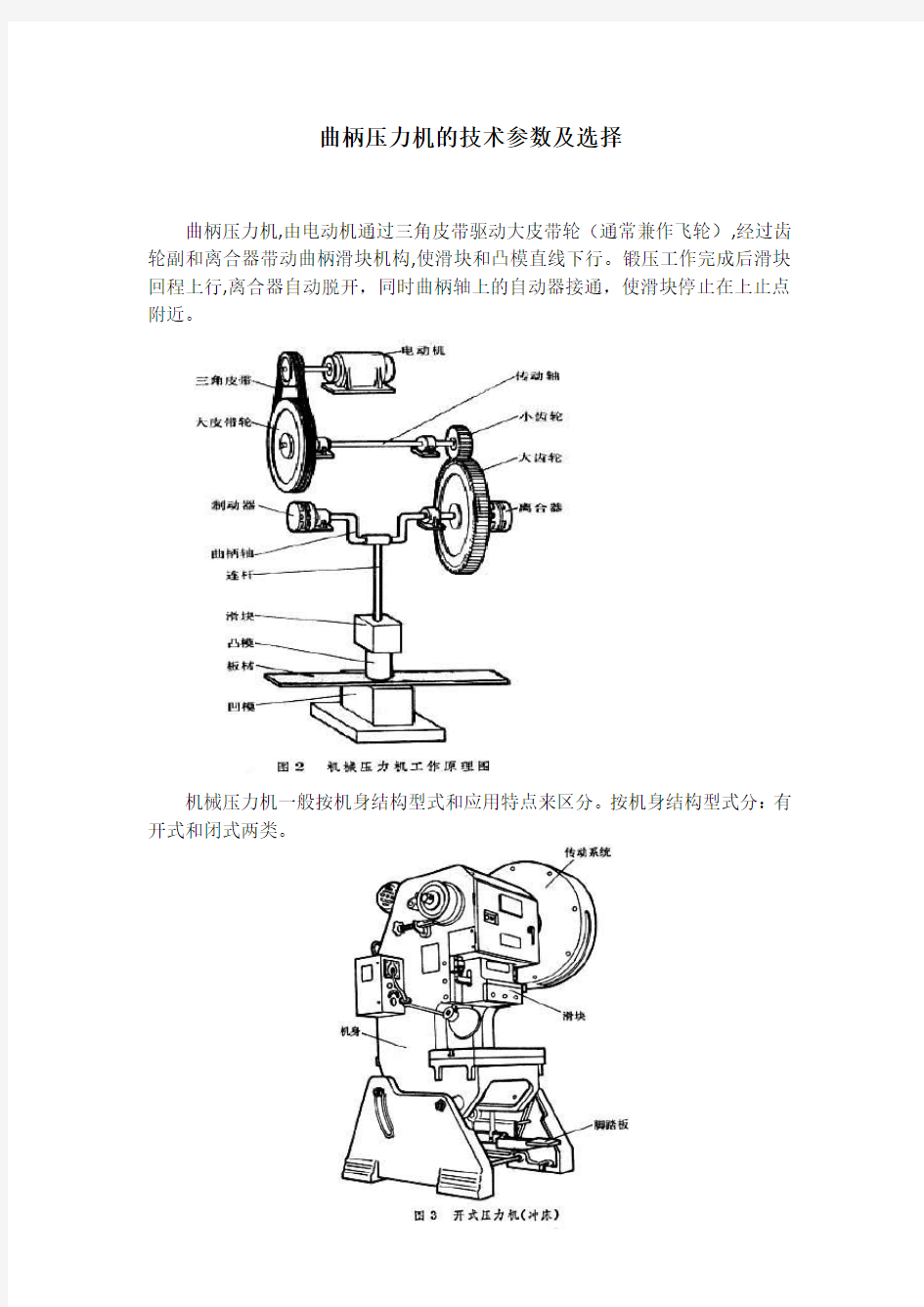
曲柄压力机,由电动机通过三角皮带驱动大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。锻压工作完成后滑块回程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停止在上止点附近。
机械压力机一般按机身结构型式和应用特点来区分。按机身结构型式分:有开式和闭式两类。
按应用特点分:有双动拉深压力机、多工位自动压力机、回转头压力机、热模锻压力机和冷挤压机。
一、曲柄压力机主要技术参数:
主要技术参数:应能反映出压力机的工作能力、所能加工工件的尺寸范围、有关生产率等指标
主要技术参数有:
(1)标称压力F g(kN)及标称压力行程s g(mm)
标称压力F g:
指滑块距下死点某一特定距离(称标称压力行程s g)时滑块允许承受的最大作用力。
标称压力角αg:
与标称压力行程对应的曲柄转角定义为标称压力角。
注意:只有在标称压力行程s g内,设备的工作能力才能达到F g(或称额定压力)值。
标称压力系列:主要取优先数系列,如63、100、160、250、315kN …。
(2)滑块行程s(mm)
指滑块从上死点至下死点所经过的距离,其值为曲柄半径的两倍。通常滑块行程随设备标称压力值的增加而增大;部分压力机行程是可调的。
(3)滑块行程次数n(1/min)
指连续工作方式下滑块每分钟能往返的次数,与曲柄转速对应。通用压力机设备越小,行程次数越大;高速压力机行程速度是可调的。
(4)最大装模高度H(mm)及装模高度调节量ΔH(mm)
最大装模高度H:
指装模调节装置将滑块调
节至最上位置时,滑块在下死
点时滑块下表面到工作台板
(垫板)上表面的距离。与装
模高度并行的标准还有封闭高
度,它指滑块在下死点时,滑
块下表面与压力机工作台上表
面的距离。
模具闭合高度是指模具在
最低工作位置时,上模座上平
面至下模座下平面之间的距
离。理论上介于最大装模高度
和最小装模高度之间,但实际上需要扣除极限位置。
(5)工作台尺寸
包括工作台平面尺寸和工作台漏料孔尺寸。
(6)模柄孔尺寸
主要针对开式压力机,用于固定上模。
通用曲柄压力机的技术参数可参看相关标准、设备说明书及设备铭牌。
二、曲柄压力机选择:
曲柄压力机的选择:不仅要考虑其力能特性,同时也要考虑其作功特性。
(1)许用负荷曲线图表明滑块在不同位置时的承载能力,标称点前承载能力达不到标称压力数值,最低不小于标称压力值的一半。
(2)曲柄压力机能耗分配压力机工作的实际能量取自飞轮,对工件变形功A1设计时是以典型冲裁为依据的,其它冲压工艺则应分别考虑。
(3)冲压力的计算包括冲压力大小和发生时刻,单纯冲裁与复合冲压
成形有很大区别。
(4)压力机类型的选择依据冲压工艺性质、产量、精度要求选择压力机类型。
(5)压力机规格的选择将冲压力计算图与设备许用负荷图比较,冲压力曲线应全部落在安全区内。
(6)压力机做功校核若选择
的压力机类型与所进行的冲压工艺不
对应时(如深拉深、挤压、多工位级进
冲压等),应校核设备变形功A1。
(7)装模高度校核模具闭合
高度应在设备装模高度的可调节范围
内,上下极限位置处应留5mm余量。
(8)滑块行程校核拉深时要
求滑块行程大于两倍的拉深件高度。
(9)模具安装空间校核包括
工作台面尺寸、模柄孔尺寸以及模座面
不宜超出滑块底面(尤其在滑块两侧导轨处)。
三、专用曲柄压力机选择:
(1)拉深压力机
深拉深件(如电机罩、杯、罐、桶等日用品)、大型复杂薄板成形件(如汽车覆盖件等)宜用专用拉深压力机成形。拉深压力机(双动拉深压力机)通常有两个滑块,外滑块用于压边,内滑块用于拉深成形。
双动拉深压力机的参数和选用
①双动拉深压力机参数
双动拉深机为专用压力机,其参数一般根据用户要求设定。通常内、外滑块标称压力之比为 1.4~1.7(单点)或1(双点以上),外与内滑块行程比约为
0.6~0.7。Δ 型号表示:以内滑块进行定义,如JB46-315双点双动拉深机,标称压力3150kN及双点均指内滑块。
②双动拉深压力机的选用
双动拉深机选用方法与通用压力机相似,选用时一般可不进行做功校核,只要工艺力-位移曲线落在压力机许用负荷线安全区内即可。模具设计时,与双动拉深压力机相关的安装尺寸、联接方式等应注意。
冷挤压机参数与选用
①冷挤压机型号与参数
型号编制规则与通用压力机相同,分机械式挤压机和液压式挤压机。
例如:J( )8 7 - 160 ( )
其中:J是类代号(拼音);( )是变形设计代号(英文、次要参数改进);
8是组别(数字,8挤压机);7代表型别(数字,7曲柄式,8肘杆式,9其余);-是分格符(横线);160是设备主参数(数字,标称压力1/10kN表示);( )是改进设计代号(英文)。
②冷挤压机的选用
冷挤压机的选用过程同通用曲柄压力类似。
曲柄压力机解读
曲柄压力机 一、工作原理及运动操作 曲柄压力机是通过曲柄连杆机构将电动机的旋转运动转换为滑块的往复直线运动。工作原理图如下:电动机1通过V带把运动传给大带轮3,在经过小齿轮4,大带轮5传给曲柄7,通过连杆9转换为滑块10的往复直线运动,若在滑块10和工作台14上分别安装上、下模,可完成相应的材料成形工艺。 JB23-63开式曲柄压力机工作原理图 1-电动机 2-小带轮 3-大带轮 4-小齿轮 5-大齿轮 6-离合器 7-曲柄 8-制动器 9-连杆 10-滑块 11-上模 12-下模 13-垫板 14-工作台 15导轨 16-机身机械压力机工作原理图由于生产工艺的需要,滑块有时运动,有时停止,所以装有离合器6与制动器8,压力机在整个工作周期内进行工艺操作的时间很短,也就是说,有负荷的工作时间很短,大部分时间为无负荷的空闲时间。为了使电动机的负荷均匀,有效地利用能量,因而装有飞轮。大皮带轮3即起飞轮的作用。 与JB23-63型压力机相 同。只是它的工作机构采用了 偏心齿轮驱动的曲柄连杆机 构,即在最末一级齿轮上铸有 一个偏心轮,构成偏心齿轮。 如图所示,偏心齿轮9由小齿 轮8带动,在心轴10上旋转, 带动套在偏心齿轮上的连杆 12摆动,连杆带动滑块13上 下运动,实现冲压加工。此外, 这种压力机上还装有液压气垫 18,在拉深工序中起压边作用 或冲裁卸料时顶出制件。 J31-315闭式压力机外形和工作示意图1—电动机 2—小带轮 3—大带轮 4—制动器 5—离合器 6,8—小齿轮 7— 大齿轮 9—偏心齿轮 10—心轴 11—机身 12—连杆 13—滑块 14—上模 15—下模 16—垫板 17—工作台 18—液压气垫
MT200压力机机身结构有限元分析及改进设计开题报告
毕业设计(论文)开题报告 学生姓名: 专业: 设计(论文)题目: MT200压力机机身结构有限元分析及改进设计指导老师: 2014年3 月20 日
毕业设计(论文)开题报告 1、结合毕业设计(论文)课题情况,根据所查阅的文献资料,每人撰写2000字左右的文献综述: 文献综述 1.1 压力机的国内外发展现况 随着机电一体化和数控技术的飞速进步,伺服驱动系统在制造业中得到了广泛应用。但是与,与金属切削机床相比,锻压机械的伺服化、数字化的开发落后了数十年[21]。上世纪90年代,在日、欧洲等工业发达国家兴起了交流伺服机直接驱动压力机的研究和开发,这种伺服压力机与传统机械压力机相比,具有结构简单丶生产效率高、产品质量好、滑块运动柔性好、降噪节能显著等优点。这类压力机在日本进入普及期,随着其在汽车零件、电子零件等高精度、难成行加工领域中的应用和其优良的节能性么,已经显示了其他压力机所无可比拟的优越性,成为世界冲压技及装备发展的主要潮流之一[1]。 日本在伺服压力机的研究、生产及商品化等方面处于国际领先水平,掌握了伺服压力机的设计和制造技术。日本komstsu公司在伺服压力机的研发上目前已经出现了三代不同的产品,第一代是1998年发明的HCP3000,第二代是2001年问世的H2F、H4F,第三代是2002年H1F系列[2]。2005年日本网野公司开发出世界上最大的大型伺服压力机,目前公司根据各种生产需求,研发出了机械连杆伺服压力机、曲柄多连杆伺服压力机、液压式伺服压力机等多种类型的伺服压力机[3]。2007年德国SCHULER公司推出了2500-3600KN系列产品。2010年舒勒推出了新一代伺服驱动机械压力机。 自上世纪八十年代以来,我国的一些企业先后引进了日本小松制作所得机械压力机、德国埃尔福特公司的机械多连杆压力机、德国舒勒公司的告诉精密压力机等多种压力机产品技术,是我国冲压装备在结构、精度、技术性能方面有很大提高[24]。2007年10月济南二机床研制出我国第一台大型伺服压力机。台湾金丰企业开发了CM1型伺服压力机。2007年广州锻压机床厂和华南理工大学联合设计制造的CDKS系类肘杆伺服压力机。齐二机床近年先后引进了瑞典APT研配试冲液压机技术,与上海交通大学合
机械原理课程设计 曲柄压力机机构设计
机械原理课程设计 说明书 设计课题:曲柄压力机 学院:机械与电气工程学院
曲柄压力机机构设计 [摘要] 曲柄压力机是以曲柄传动的锻压机械,适用于板料的冲孔、落料弯曲、线拉伸及成型等工作。床身可作适当倾斜,以便于把冲压的成品或铁屑等物,依靠自重滑落,若装上自动送料机构,则可以推行半自动冲压工作,一般用于农业机械、电气工业、汽车、拖拉机工业等用途较为广泛。 这篇设计说明书介绍了设计压力机的设计过程,从确定传动方案开始,到压力机主体机构的尺寸参数确定和运动分析,在到电动机选择,最后压力机传动系统主要零部件的设计计算。此阶段主要对压力机主体机构的尺寸参数确定和运动分析进行研究设计。 此次通过对对心曲柄滑块机构的运动分析及相互之间的比较,选则合适的机构来达到设计目的。由于冲压工件时冲击较大,传动系统中采用了变位齿轮,提高了齿轮的承载能力和耐磨性能。通过这些前期的设计过程,还有借助AUTOCAD辅助分析软件,就能设计出比较合理的压力机。 [关键词]曲柄压力机;冲压;曲柄滑块机构;对心曲柄滑块机构
目录 1前言 (1) 2选题背景 (2) 2.1 课题来源 (2) 2.2 研究目的与意义 (2) 2.3 国内外现状及发展趋势 (3) 2.3.1 国内外现状 (3) 2.3.2 发展趋势 (4) 3 曲柄压力机的分析 (5) 3.1 各个部分的作用 (6) 3.2 工作原理 (6) 4拟解决的主要问题 (7) 5初步设计及简单计算 (7) 5.1 曲柄滑块机构的参数确定 (8) 5.2 齿轮几何尺寸计算 (12) 6 主要参考文献 (13) 7附页 (14)
弯曲模的设计说明书
摘要:是根据零件形状的需要,通过模具和压力机把毛坯弯成一定角度,一定形状工件的冲压工艺方法。弯曲成形工艺在工业生产中的应用:应用相当广泛,如汽车上很多履盖件,小汽车的柜架构件,摩托车上把柄,脚支架,单车上的支架构件,把柄,小的如门扣,夹子(铁夹)等。弯曲的基本原理以V形板料弯曲件的弯曲变形为例进行说明。凸模运动接触板料(毛坯)由于凸,凹模不同的接触点力作用而产生弯短矩,在弯矩作用下发生弹性变形,产生弯曲。随着凸模继续下行,毛坯与凹模表面逐渐靠近接触,使弯曲半径及弯曲力臂均随之减少,毛坯与凹模接触点由凹模两肩移到凹模两斜面上。(塑变开始阶段)。随着凸模的继续下行,毛坯两端接触凸模斜面开始弯曲。(回弯曲阶段)。压平阶段,随着凸凹模间的间隙不断变小,板料在凸凹模间被压平。校正阶段,当行程终了,对板料进行校正,使其圆角直边与凸模全部贴合而成所需的形状。 关键词:料盒插板;弯曲模;弯曲成形工艺
绪论 模具被称为“百业之母”,是工业生产的基础工艺装备,其应用非常广泛,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%~80%的零部件生产都依靠模具成形。作为制造业的上游部分,模具对产品质量、效益起决定性作用。 当今世界正进行着新一轮的产业调整,一些模具制造企业逐渐向发展中国家转移,我国正成为世界模具大国。目前我国的模具总产值已跃居世界第三,仅次于日本和美国。近年来,外资对我国模具行业投入量增大,工业发达国家将模具向我国转移的趋势进一步明朗化,我国模具行业迎来新一轮的发展机遇的同时,也将面临巨大的挑战。目前我国存在一方面模具产业规模不断扩大,一方面模具技术人员短缺的问题,这在一定程度上影
JB 3350—93 机械压力机 安全技术要求
机械压力机安全技术要求 JB 3350—93 中华人民共和国机械工业部1993—03—31批准1994—01—01实施 1 主题内容与适用范围 本标准规定了机械压力机类产品(以下简称“压力机”)及其安全附件应具备的安全技术要求。 本标准适用于压力机安全技术水平的评定和安全技术监督。 本标准不适用于螺旋压力机。 2 引用标准 GB 2893 安全色 GB 2894 安全标志 GB 4053.1 固定式钢直梯 GB 4053.3 工业防护栏杆 GB 4053.4 工业钢平台 GB 5083 生产设备安全卫生设计总则 GB 5226 机床电器设备通用技术条件 GB 6527.2 安全色使用导则 JB 1829 锻压机械通用技术条件 JB 3240 锻压机械操作指示形象化符号 JB 4203 锻压机械安全技术条件 3 执行标准时责任 3.1 压力机主机制造厂的责任 压力机主机制造厂对其出厂的压力机在安全方面应承担下列责任: a.产品设计图样、使用说明书、技术文件都必须符合GB 5083和本标准的规定,向外委托设计的图样、技术文件等也应符合本标准的规定; b.压力机上所选购的安全保护装置、监控与联锁系统、安全元器件和随机操作附件都要按验收标准检验合格。这些装置和器件在装配调整后,直至用户使用都必须符合本标准的规定。 3.2 安全保护装置、安全附件制造厂的责任 安全保护装置、安全附件制造厂应对其产品承担下列责任: a.安全保护装置、安全附件均应经可靠性试验,具备安全可靠性试验合格证明。 应通过可靠性试验的安全装置、安全附件主要包括:刚性离合器紧急制动装置、安全双联阀、各种光线安全保护装置。 b.安全保护装置、安全附件的安全使用条件、寿命、使用期限、保养办法等应在技术文件、说明书中加以明确。必要时,还应开展产品售后安全技术指导、培训和技术维修服务等。 4 操作控制 4.1 操作规范 操作规范与调节机构、辅机间的控制应有联锁。 带刚性离合器的压力机必须具有单次行程操作规范。 压力机单次行程操作规范时,不得出现连续冲压行程。 4.2 带锁转换开关 操作规范的选择应采用带钥匙锁定的转换开关;也可对各操作规范分别采用带钥匙锁定的转换开关。 4.3 预控动作 对选用连续行程操作规范时,应在操作过程中设有预控动作环节。 4.4 紧急停止
曲柄压力机的传动机构毕业设计
摘要 近年来,电子、通讯、计算机、家电及汽车工业的迅猛发展,对冲压零件的需求量迅猛增长。冲压零件可分为功能性和外观性零件。尺寸与形状均趋于标准化和系列化的功能性冲压件,生产批量越来越大(如中小型电机的定转子硅钢片、高压器硅钢片、刮脸刀、(IT芯片等)),为降低成本和提高劳动生产率,这类零件很适合在高速压力机上进行大批量生产;而外观性冲压零件,它的品种、外形与产量多变,为了适应市场,如果组织投资大批量生产,经济效益极不合算,因此,它们适宜于在行程次数较低高效率低的一般通用机械压力机上进行冲压。 我做的毕业设计就是曲柄压力机的传动机构的设计,通过查阅和分析相关的设计资料按标准来完成齿轮传动、皮带传动、轴传动的设计。本文就是介绍了对曲柄压力机的齿轮传动、皮带传动、轴传动的设计计算来完成曲柄压力机的传动机构的设计。 关键字:传动系统、齿轮传动、皮带传动
目录 一、引言 (3) 二、主要参数的确定 (3) 2.1公称力pg (3) 2.2 公称力行程Sg (6) 2.3 滑块行程S (6) 三、传动系统的配置 (7) 3.1传动系统的配置 (7) 3.2传动系统的布置方式 (7) 3.3传动级数及速比的分配 (7) 四、传动零件的计算特点 (9) 4.1 齿轮传动 (9) 4.2 皮带传动计算 (12) 4.3 传动轴 (14) 4.4曲轴的计算 (15) 4.5 连接件 (17) 五、总结评价 (20) 致谢 (21) 参考文献 (21) 附录 (22) 2
曲柄压力机的传动机构设计 一、引言 锻压生产已有悠久的历史,但是,采用锻压机械生产却只有一百多年历史。19世纪三十年代,世界上出现了第一台简易的平锻机。六十年代生产了冲压用的液压机。直到十九世纪末才出现相当规模的曲柄压力机。前期二十世纪末,由于汽车工业的兴起,曲柄压力机以及其他锻压设备得到了迅速的发展。 近年来,电子、通讯、家电及汽车工业的迅猛发展,对冲压零件的需求量迅猛增长。冲压零件可分为功能性和外观性零件。尺寸与形状均趋于标准化和系列化的功能性冲压件,生产批量越来越大(如中小型电机的定转子硅钢片、高压器硅钢片、(IT芯片等)),为降低成本和提高劳动生产率,这类零件很适合在高速压力机上进行大批量生产;而外观性冲压零件,它的品种、外形与产量多变,为了适应市场,如果组织投资大批量生产,经济效益极不合算,因此,它们适宜于在行程次数较低高效率低的一般通用机械压力机上进行冲压。通用机械压力机的滑块每分钟的行程次数n 一般不超过200s.p.m,因此,可简单地将n>200s.p.m 称为高速压力机。国内外有一些公司通常将高速压力机分为下述 3 个速度等级:超高速n>1000s.p.m,高速n>400-1000s.p.m,次高速250-400s.p.m。但根据现目前最高已达4000s.p.m,我们认为:按超高速1500s.p.m,真高速n>800-1500s.p.m,准高速n>250-800s.p.m 来分更科学。机械压力机电动机功率Pg 除与n 有关外,还和公称力P及滑块行程长度有关,划分是否为高速压力机不能简单用n 来测量,因此,还有待于提出更科学的定义。 二、主要参数的确定 2.1公称力pg 1、冲裁力(包括冲孔、落料)由下式计算: P=0.8Ltσb/1000 KN 式中:L-工件剪切长度 mm t-工件厚度 mm σb-材料抗拉强度 N/mm2 对Q235-A:σb=400/mm2 2、弯曲成形力计算: 自由弯曲时的成形力由下式计算: P=k1σbbt/1000 KN 式中:σb-材料抗拉强度 N/mm2 l-凹模内腔宽度 mm 3
曲柄压力机的技术参数及选择
曲柄压力机的技术参数及选择 曲柄压力机,由电动机通过三角皮带驱动大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。锻压工作完成后滑块回程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停止在上止点附近。 有开式和闭式两类。
按应用特点分:有双动拉深压力机、多工位自动压力机、回转头压力机、热模锻压力机和冷挤压机。 一、曲柄压力机主要技术参数: 主要技术参数:应能反映出压力机的工作能力、所能加工工件的尺寸范围、有关生产率等指标 主要技术参数有: (1)标称压力F g(kN)及标称压力行程s g(mm) 标称压力F g: 指滑块距下死点某一特定距离(称标称压力行程s g)时滑块允许承受的最大作用力。 标称压力角αg: 与标称压力行程对应的曲柄转角定义为标称压力角。 注意:只有在标称压力行程s g内,设备的工作能力才能达到F g(或称额定压力)值。 标称压力系列:主要取优先数系列,如63、100、160、250、315kN …。 (2)滑块行程s(mm)
指滑块从上死点至下死点所经过的距离,其值为曲柄半径的两倍。通常滑块行程随设备标称压力值的增加而增大;部分压力机行程是可调的。 (3)滑块行程次数n(1/min) 指连续工作方式下滑块每分钟能往返的次数,与曲柄转速对应。通用压力机设备越小,行程次数越大;高速压力机行程速度是可调的。 (4)最大装模高度H(mm)及装模高度调节量ΔH(mm) 最大装模高度H: 指装模调节装置将滑块调 节至最上位置时,滑块在下死 点时滑块下表面到工作台板 (垫板)上表面的距离。与装 模高度并行的标准还有封闭高 度,它指滑块在下死点时,滑 块下表面与压力机工作台上表 面的距离。 模具闭合高度是指模具在最低工作位置时,上模座上平面至下模座下平面之间的距离。理论上介于最大装模高度和最小装模高度之间,但实际上需要扣除极限位置。 (5)工作台尺寸 包括工作台平面尺寸和工作台漏料孔尺寸。 (6)模柄孔尺寸 主要针对开式压力机,用于固定上模。 通用曲柄压力机的技术参数可参看相关标准、设备说明书及设备铭牌。 二、曲柄压力机选择: 曲柄压力机的选择:不仅要考虑其力能特性,同时也要考虑其作功特性。 (1)许用负荷曲线图表明滑块在不同位置时的承载能力,标称点前承载能力达不到标称压力数值,最低不小于标称压力值的一半。
机械设计制造及其自动化毕业论文(完整版)
目录 摘要-----------------------------------------------------------------------------3 关键词--------------------------------------------------------------------------3 第一章任务介绍---------------------------------------------------------3 1.1轴的零件图-------------------------------------------------------3 1.2零件图的分析----------------------------------------------------3 1.3选择加工设备(题目给定用数控车)-----------------3 第二章数控车床的简介-----------------------------------------------4 2.1概述-------------------------------------------------------------------4 2.1.1数控车床的特点及应用----------------------------------------4 2.1.2数控车床的发展前景-------------------------------------------6 2.1.3数控车床加工轴类零件的优势-----------------------------7 第三章轴类零件的分析--------------------------------------------------7 3.1该零件的功能分析----------------------------------------------7 3.2该零件的结构分析----------------------------------------------7 3.3该零件材料及受力分析-----------------------------------------8 3.4该零件的精度分析-----------------------------------------------9第四章轴的加工工艺方案---------------------------------------------9 4.1零件图工艺分析----------------------------------------------------9 4.2选择毛坯--------------------------------------------------------------10 4.3确定加工顺序-------------------------------------------------------10 4.4选择夹具及确定装夹方案--------------------------------------11 4.5选择加工刀具---------------------------------------------------11
压力机液压系统全解
湖南工业大学 机电控制技术 课程设计 资料袋机械工程学院(系、部) 2015 ~ 2016 学年第二学期课程名称机电控制技术指导教师职称副教授 学生姓名专业班级班级学号 题目压力机液压系统的电气控制设计 成绩起止日期 2016 年 6 月 25 日~ 2016 年 7月 1 日
课程设计任务书 2015—2016学年第二学期 机械工程学院(系、部)机械设计制造及其自动化专业机设1301 班级课程名称:机电控制技术 设计题目:压力机液压系统的电气控制设计 完成期限:自 2016 年 6 月 25日至 2016 年 7月 1日共 1 周 指导教师(签字): 2016年 7 月 1 日 系(教研室)主任(签字): 2016年 7月 1 日
机床电气控制技术 设计说明书 压力机液压系统的电气控制设计 起止日期: 2016年 6 月 25 日至 2016 年 7 月 1 日 学生姓名: 班级: 学号: 成绩: 指导教师(签字): 机械工程学院 2016年7月1日
目录 一、课程设计的内容与要求 (1) 1.1课程设计对象简介 (1) 1.2压力机结构及工作要求 (2) 1.3液压系统工作原理及控制要求 (5) 1.4课程设计的任务 (6) 二、电气控制电路设计 (6) 2.1继电器-接触器电气控制电路的设计 (7) 2.1继电器-接触器电气控制电路图分析及介绍 (10) 2.3选择电气元件 (13) 三、压力机的可编程控制器系统的设计 (14) 3.1可编程控制器控制系统设计的基本原则 (16) 3.2可编程控制器系统的设计 (18) 四、设计体会与总结 (19) 五、参考资料 (20)
伺服曲柄压力机设计说明书
伺服曲柄压力机设计计算 目录 0引言 1 伺服曲柄压力机技术参数 2伺服曲柄压力机原理与性能设计分析 3 伺服曲柄压力机工艺曲线设计分析 4 伺服曲柄压力机负载曲线设计分析 5 伺服曲柄压力机电机功率设计分析 6 伺服曲柄压力机传动机构设计 7 伺服曲柄压力机工作机构设计 0 引言 金属的锻压加工大量采用曲柄压力机,也称为冲床,据不完全统计,我国在用的曲柄压力机冲床数量高达数百万台。目前,锻压生产所用曲柄压力机由高转差率的电动机驱动,由刚性离合器和摩擦离合器控制,存在安全性差、能耗高、故障率高的缺陷。 高转差率电动机的效率低于GB18613-2012《中小型三相异步电动机能效限定值及能效等级》,从2012年9月1日起被强制淘汰,选用高能效的电动机成为压力机换代升级的首要目标。 “开关磁阻电机系统是一种机电一体化节能型调速电机系统。它由开关磁阻电动机、功率变换器及控制器组成。同传统的直流及交流电机调速系统比较,具有以下优点:电机结构坚固、制造成本低;效率高,不仅在额定输出状态下,而且在宽广的调
速范围内也能保持高效率运行;一般系统效率达80%以上;启动转矩大、启动电流小;制动性能好,能实现再生制动,节约电能效果显著;系统调控性能好,四象限控制灵活;具有无刷结构,适合于在高粉尘、高速、易燃易爆等恶劣环境下运行;可以在各行各业应用。”(摘自《中华人民共和国国家发展和改革委员会中华人民共和国科学技术部国家环境保护总局公告2005年第65号》)采用节能的开关磁阻电机替代高耗能的传统电机成为企业节能的发展方向。 目前,国外的伺服压力机技术采用永磁伺服技术,抗冲击性能不好,可靠性低、成本高,没有形成对传统压力机的全面替代。 1999年以来,由山东科汇电力自动化有限公司研发生产的开关磁阻伺服系统,在压力机领域获得广泛应用。在山东理工大学赵婷婷教授的技术支持下,开关磁阻伺服压力机分别在青岛益友锻压机械有限公司、扬力集团等单位进行了研制,各吨位系列的开关磁阻伺服压力机相继诞生,并开始投入批量生产。实际应用证明,与现有压力机比较,开关磁阻伺服压力机的优势明显、特点突出,特别是高效节能、智能数控自动化与高可靠性的独特优势,受到广大用户的积极响应,并获得一致好评。 淄博市能源监测部门的监测,给出了开关磁阻伺服螺旋压力机比摩擦式螺旋压力机节能67.86%的结果(引自《淄博市能源监测中心检测报告》编号J1010138),由此,当地政府颁布文件,用节能数控压力机强制淘汰摩擦压力机(引自淄经信节字
J31-250型曲柄压力机设计
毕业设计说明书毕业设计题目: J31-250型曲柄压力机设计
摘要 锻压机械在工业中占有极其重要的地位,广泛应用于几乎所有的工业部门,如机械、电子、国防等。然而,在锻压机械中,又以曲柄压力机最多,占一半以上。 曲柄压力机是以曲柄滑块机构作为运动机构,依靠机械传动将电动机的运动和能量传给工作机构,通过滑块给模具施加力,从而使毛坯产生变形。 本次设计为J31-250型闭式单点压力机,参照国内现有相关型号压力机,进行了2500KN机械压力机主要工作系统设计。设计分三步进行:首先,拟定总传动方案;其次,设计主要零部件;最后,进行经济评估。 本设计中主要包括以下设计部分:曲柄滑块机构的设计计算、传动系统的设计计算、离合器和制动器的设计计算、电动机的选择和飞轮的设计以及支撑附属装置的设计。 本次设计方案均采用同类设计中最新的零件类型及布置方式。通过离合器和制动器进行气动连锁控制。用电动机调节连杆的长度来达到调节装模高度的目的,以适应不同高度的模具。采用四面调节导轨,提高了压力机的精度,并装有过载保护装置、滑块平衡装置等,使机器更加安全、可靠。 关键词:锻压机械;曲柄滑块机构;闭式单点压力机
Abstract Forge and press machine is very important in industry,it is used in almost any induetry department,such as machine,electron,national defense and so on.It is crank forge and press machine that is most important in forge and press machine. Crank press machine uses crank slide block mechanism as working mechanism,machine driving system passes the movement and energy of electromotor to working mechanism, bringing forge to the die by slide block,in order to let roughcast engender transmutation. In this paper,the subject is the J31-250 closed-single punching machine,it is designed in accordance with the related machine now and designed the working system of 2500KN punching machine.The design has been done through three steps: firstly,draw up total transmission; secondly, design each part; at last, economy estimation. In this paper, the design mainly consists of some parts: crank slide mechanism, gear deriving system, clutch and detent, electromotor and flywheel, supporting and appertain equipment. The design program used the new parts type and arrangement. The machine works by the control of the frictional clutch and detent. Electromotor drives the link screw to fit the diffent height of die. Using four-side regulative guider, improves the precision of the punching machine. The machine has installed over loading protector, slide block balance equipment, pledging the machine work safety and dependable. Keyword: forge and press machine ;crank slide block mechanism ;closed-single press machine
机械压力机的安全技术要求(最新版)
机械压力机的安全技术要求 (最新版) Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0908
机械压力机的安全技术要求(最新版) 1工作部件的安全要求 1.1刚姓离合器与制动器一 1.1.1刚性离合器传动的压力机应能做到滑块从上死点运行至下死点以前的25毫米滑块行程范围内;当需要紧急制动时,滑销、转键(包括半圆键、单、双转键、矩形转键等,以下简称“转键”)离合器应能立即脱开,对滑块进行制动。 1.1.2滑销、转键离合器不准用于行程次数大于200次/分的压力机上。 1.1.3滑销、转键离合器承受冲击的零件应在材质及热处理方面采取措施,保证一定的冲击韧性。并应进行探伤检查。 滑销、转键在每使用半年(二班制)以后,应进行探伤检查,合格后才能继续使用。
1.1.4滑销离合器操纵机构的要求 1.1.4.1滑销离合器的操纵机构月牙叉,应在与滑销完全脱离接触以后,主动部分才能带动从动部分旋转运动。 1.1.4.2滑销、月牙叉在滑槽内的移动应灵活、可靠。 1.1.4.3月牙叉在单次行程启动操作以后,应能立即复位。 1.1.4.4月牙叉在非操作情况应不会被外力所推动而压下。 [注:相当于月牙叉作用的装置亦应符合1.1.4.1~1.1.4.4的要求。 1.1.5转键离合器操纵机构的要求 1.1.5.1转键离合器的操纵机构凸轮挡块,应与主键的键尾接触良好。 1.1.5.2凸轮挡块与其转轴的连接必须可靠,它们在轴向方向上允许一定的位移,并起一定的缓冲作用。 1.1.5.3单、双转键在键槽内转动应灵活可靠.双转键的主、副键的联销应灵活、靠。 1.1.6刚性离合器的操纵机构的座架,在床身上必须安装正确、
机电课程设计压力机液压系统的电气控制设计全解
课程设计任务书 2013—2014学年第二学期 机械工程学院(系、部)机械设计制造及其自动化专业机设1105 班级课程名称:机床电气控制技术 设计题目:压力机液压系统的电气控制设计 完成期限:自 2014 年 6 月 13 日至 2014 年 6 月 20 日共 1 周 内容及任务一、设计的主要技术参数 具体要求见课程设计指导书 二、设计任务 完成系统的继电器控制原理图、PLC控制原理图及设计说明书一份三、设计工作量 电气图2-3张,不得少于15页 进度安排 起止日期工作内容 6.13 讲解设计目的、要求、方法,任务分工 6.14 根据指导书和任务书要求确定控制系统的输入输出点 数、类型,确定输入、输出设备及元器件种类、数量, 初步选定PLC型号 6.15 根据指导书和任务书绘制控制系统工作流程图,确定每 个动作实现和解除必须的条件 6.16-6.17 绘制继电器控制原理图、电路计算、元器件选择列表 编制控制系统的PLC控制程序 6.18-6.20 编写设计说明书 主 要参考资料【1】郁建平主编《机电控制技术》. 北京:科学出版社,2006. 【2】张万奎主编《机床电气控制技术》. 北京:中国林业出版社,2006. 【3】李伟主编《机床电器与PLC》. 西安:西安电子科技大学出版社,2006. 【4】芮静康主编《实用机床电路图集》. 北京:中国水利水电出版社,2006. 指导教师(签字): 2014年 6 月 20 日系(教研室)主任(签字): 2014年 6 月 20 日
机床电气控制技术 设计说明书 压力机液压系统的电气控制设计 起止日期:2014 年6 月13 日至2014 年6 月20 日学生姓名邓文强 班级机设1105 学号11405701424 成绩 指导教师(签字) 机械工程学院(部) 2014年6月20日
J23-100开式双柱可倾曲柄压力机设计
毕业设计是对学生在毕业之前所进行的一次综合设计能力的训练,是为社会培养合格的工程技术人员最后而又及其重要的一个教学环节。通过毕业设计可以进一步的培养和锻炼我们的分析问题能力和解决问题的能力,这对我们今后走向工作岗位有很大的帮助。 我们这次是一般选型和专题设计相结合的设计,涉及内容广泛,几乎四年所学知识或多或少涉及到。这次设计我们将本着:独立分析,相互探讨,仔细推敲,充分吃透整体设计的整体过程,使这次设计反映出我们的设计水平,并充分发挥个人的创新能力。 作为一名未来的工程技术人员,应当从现在开始做起,学好知识,并不断的丰富自己的专业知识和提高实际操作能力。在指导老师的精心指导下,我们较为圆满的完成了这次设计工作,由于学识和经验的不足,其中定会出现很多问题,不足之处恳请各位老师加以批评和指导。
曲柄压力机是通过曲柄滑块机构将电动机的旋转运动转换为滑块的直线往复运动,对胚料进行成行加工的锻压机械。曲柄压力机动作平稳,工作可靠,广泛用于冲压、挤压、模锻和粉末冶金等工艺。其结构简单,操作方便,性能可靠。 关键词:压力机,曲柄机构,机械制造
Crank pressure machine is pass crank a slippery piece organization to revolve electric motor conversion for slippery piece of straight line back and forth sport, Carries the formed processing to the semifinished materials the forging and stamping machinery. The crank press movement is steady, the work is reliable, widely uses in crafts and so on ramming, extrusion, drop forging and powder metallurgy. Its structure is simple ,the ease of operation , the performance is reliable .The coupling part uses the rigidity to transfer the key type coupling, the use service is convenient. Keywords: pressure machine, crank organization, machine manufacturing
伺服压力机技术参数
伺服压力机技术参数 鑫台铭伺服压力机又称电子压力机、电子伺服压力机、伺服电子压力机,其工作原理是由伺服电机驱动高精度滚珠丝杆进行精密压力装配作业,能够在压力装配作用中实现压装力与压入深度的全过程闭环控制,从而实现在线质量管理的精密压装。 一、伺服压力机产品说明: 1.该设备采用单柱式结构,伺服马达驱动滚珠丝杆,触摸屏显示; 2.该设备有以下功能: ①位置设定功能:1>上压头位置显示;2>压装可调行程:0-200mm,可控数字显示实际压装行程,重复精度:±0.01mm;触摸屏显示精度:0.001mm; ②压力设定功能:1>显示压头压装压力;2>设定压头压力上限,压装压力大于上限压力时,上压头立即回程并报警;3>设定压头压力下限,压装压力小于下限压力时,上压头立即回程并报警;4>压力显示:0-10000KG(或0-100000N均可),压力控制精度:在200-10000KG 范围内为1‰,500KG以下为5%,或更大; 3.电控装置: ①电器控制柜有供检查和维修用的照明灯,主要电器元件均采用国际或国内知名品牌; ②控制系统分手动、半自动单循环,2种操作方式; ③PLC采用日本三菱品牌,触摸屏为MCGS品牌,滚珠丝杆为台湾上银品牌,伺服马达和控制器为日本安川品牌,光电保护器为深圳同创
品牌; 二、4. 伺服压力机技术参数: 4.1设备精确可控压力:500-10000KG, 4.2压头运动时相对于下工作面的垂直精度: ≤0.02mm/100mm 4.3压装可调行程:0-200mm,可控,重复精度:±0.01mm 4.4压装压力显示:0-10000KG可调 4.5压装压力显示数值与实际压力误差: 1‰(在500-10000KG范围内) 5.下压速度:快速160mm/s,探测速度:0.1-10mm/s, 压装速度:0.1-5mm/s 6.三种压装模式选择:?恒定压装速度,设定精确位置停止?恒定压装速度,设定精确压力停止?恒定压装速度,设定精确位移停止。 三、7.伺服压力机具有以下功能: A 在线压装质量判定:压装力与位移全过程曲线图可以显示在液晶显示触摸屏上;全过程控制可以在作业进行中的任意阶段自动判定产品是否合格,100%实时去除不良品,从而实现在线质量管理; B 压装力、压入深度、压装速度、保压时间等全部可以在操作面板上进行数值输入,界面友好,操作简单; C 可自行定制、存贮、调用压装程序100套:三种压装模式可供选择,满足您不同的工艺需求; D 通过外部端口连接计算机,可以将压装数据存贮在计算机中,保证产品加工数据的可追溯性,便于生产质量控制管理; E 由于机器本身就具有精确的压力和位移控制功能,所以不需要另外
压力机液压及控制系统设计plc控制完整版
压力机液压及控制系统 设计p l c控制 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
p l c课程设计Cad版本 PLC控制图 纸(整套) 题目压力机液压及控制系统设计Cad版本 PLC控制图 纸(整套) 目录 1.工况分析与计算-------------------------------------------------(P5) 工况分析---------------------------------------------------(P5) 工作循环-----------------------------------------------------(P5) 压力机技术参数---------------------------------------------(P5) 负载分析与计算---------------------------------------------(P6) 2.液压系统的设计-------------------------------------------------(P8) 执行元件类型的选择----------------------------------------(P8) 控制回路选择与设计----------------------------------------(P8) 液压元件的计算和选择--------------------------------------(P11) 3.液压压力机控制系统设计--------------------------------------- (P15) plc概述---------------------------------------------------(P15) plc控制部分设计------------------------------------------(P16) (P16) PLC的功能---------------------------------------------(P17) PLC的选型--------------------------------------------(P18) PLC输入/输出分配表-----------------------------------(P19)
中型四柱式万能液压机总体及液压系统设计
前言 液压机是制品成型生产中应用最广的设备之一,也是理想的成型工艺设备,特别是当液压机系统实现具有对压力、行程、速度单独调整功能后,不仅能实现对复杂工件以及不对称工件的加工,而且,废品率非常低,与机械加工系统相比,有极大的优越性。近年来,随着微电子技术、液压技术等的发展,液压机有了更进一步的发展,其高技术含量增多,众多机型已采用CNC或PC机来控制,提高了产品加工质量和生产率。 液压机主缸是液压机的主要工作部件,液压机主缸的性能直接影响着液压机整体工艺水平。通过细致的分析及理论研究解决易损部分设计结构中存在的问题,可以使液压缸整体上达到工艺强度要求,提高液压缸应用的工艺水准及使用寿命。所以对液压机主缸进行细致严谨的设计计算对对液压机的设计生产有着至关重要的作用。 本论文从总体上对液压机本体结构,及主要结构部件进行设计及必要的校核,对液压机主缸主要参数进行计算,并对所得结果进行分析、验算。从而力争使液压机主缸能够满足生产工艺要求,并从整体上提高液压机的工艺水准,使液压机设计水平更上一个新的台阶。
中型四柱式万能液压机总体及液压系统设计 1 液压机概述 本章着重对液压机整体情况做出介绍,内容涉及液压机的原理,液压机的特点、分类,以及液压机的典型结构介绍,目前国内、外液压机的发展现状以及未来液压机的大体发展趋势等。 1.1液压机工作原理 液压机是根据静态下液体压力等值传递的帕斯卡原理制成的,它是一种利用液体压力工作的机器。液体压力传递原理为:在充满液体的密闭容器中,施于任一点的单位外力,能传播至液体全部,其数值不变,其方向垂直于容器的表面。 根据这一原理,制成了液压机和其他液压机械,如图1-1所示: 图 1-1 液压机原理图 Fig. 1-1 Hydraulic press schematic diagram 在一个充满液体的连通器内,一端装有面积为1A 的小柱塞,另一端装有面积为2A 的大柱塞。柱塞和连通器之间设有密封装置,使得连通器内部形成一个完全密封的空间,液体不会外泄。当在小柱塞上施加一个外力1F 时,则作用在液体上的单位压力为11 F p A 。按照液体静压力传递原理,这个单位压力p 将以不变的数值传递到液体的每一个质点,并且其
曲柄压力机的技术参数及选择
曲柄压力机的技术参数及选 择 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
曲柄压力机的技术参数及选择 曲柄压力机,由电动机通过三角皮带驱动大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。锻压工作完成后滑块回程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停止在上止点附近。 机械压力机一般按机身结构型式和应用特点来区分。按机身结构型式分:有开式和闭式两类。
按应用特点分:有双动拉深压力机、多工位自动压力机、回转头压力机、热模锻压力机和冷挤压机。 一、曲柄压力机主要技术参数: 主要技术参数:应能反映出压力机的工作能力、所能加工工件的尺寸范围、有关生产率等指标 主要技术参数有: (1)标称压力F g(kN)及标称压力行程s g(mm) 标称压力F g: 指滑块距下死点某一特定距离(称标称压力行程s g)时滑块允许承受的最大作用力。 标称压力角αg: 与标称压力行程对应的曲柄转角定义为标称压力角。 注意:只有在标称压力行程s g内,设备的工作能力才能达到F g(或称额定压力)值。
标称压力系列:主要取优先数系列,如63、100、160、250、315kN …。 (2)滑块行程s(mm) 指滑块从上死点至下死点所经过的距离,其值为曲柄半径的两倍。通常滑块行程随设备标称压力值的增加而增大;部分压力机行程是可调的。 (3)滑块行程次数n(1/min) 指连续工作方式下滑块每分钟能往返的次数,与曲柄转速对应。通用压力机设备越小,行程次数越大;高速压力机行程速度是可调的。 (4)最大装模高度H(mm)及装模高度调节量ΔH(mm) 最大装模高度H: 指装模调节装置将滑块调 节至最上位置时,滑块在下死 点时滑块下表面到工作台板 (垫板)上表面的距离。与装 模高度并行的标准还有封闭高 度,它指滑块在下死点时,滑 块下表面与压力机工作台上表 面的距离。 模具闭合高度是指模具在最低工作位置时,上模座上平面至下模座下平面之间的距离。理论上介于最大装模高度和最小装模高度之间,但实际上需要扣除极限位置。 (5)工作台尺寸 包括工作台平面尺寸和工作台漏料孔尺寸。