PGM操作说明书(打版系统)

打板过程中建立基础板型框架的常用工具:
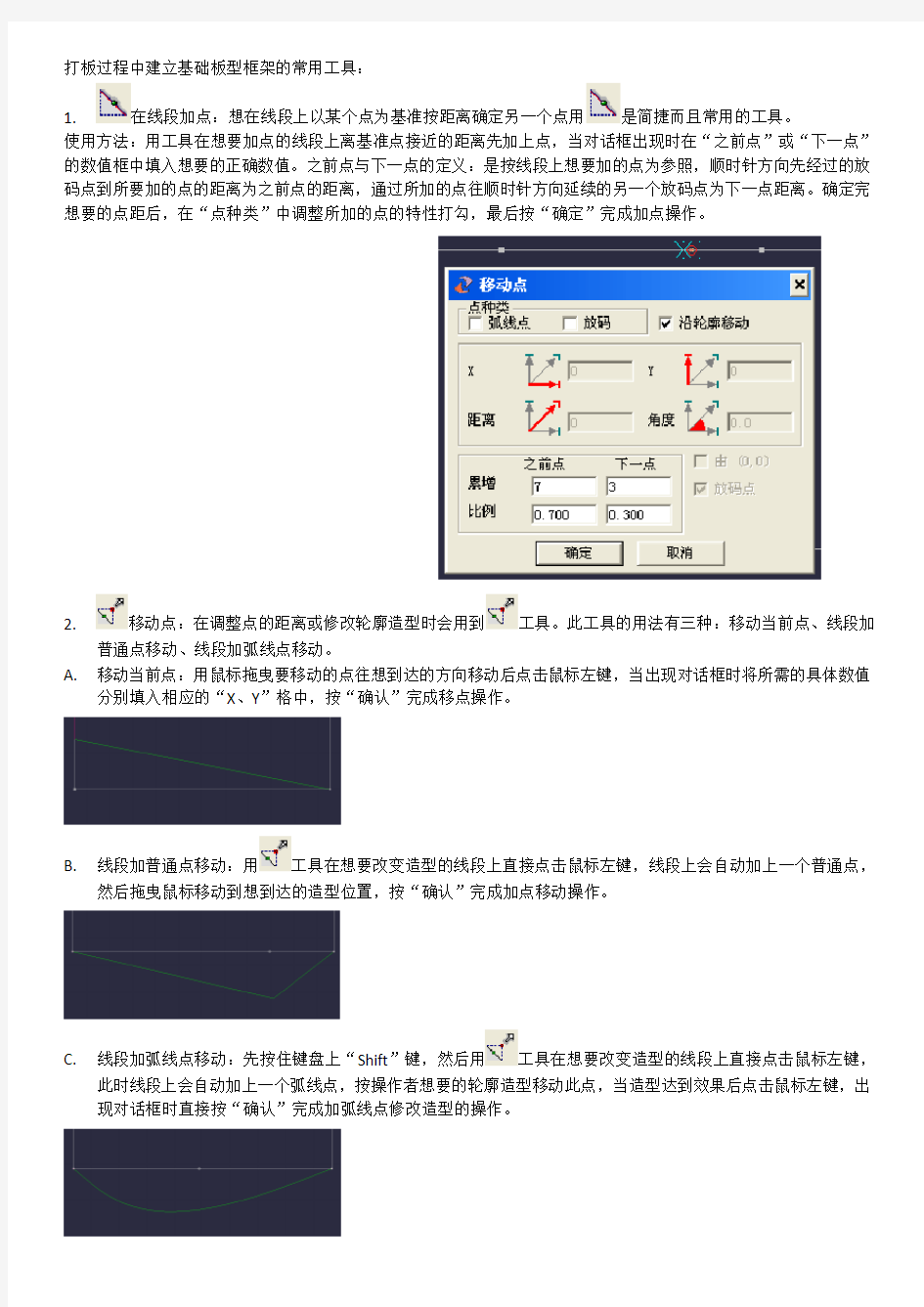
1.在线段加点:想在线段上以某个点为基准按距离确定另一个点用是简捷而且常用的工具。
使用方法:用工具在想要加点的线段上离基准点接近的距离先加上点,当对话框出现时在“之前点”或“下一点”的数值框中填入想要的正确数值。之前点与下一点的定义:是按线段上想要加的点为参照,顺时针方向先经过的放码点到所要加的点的距离为之前点的距离,通过所加的点往顺时针方向延续的另一个放码点为下一点距离。确定完想要的点距后,在“点种类”中调整所加的点的特性打勾,最后按“确定”完成加点操作。
2.移动点:在调整点的距离或修改轮廓造型时会用到工具。此工具的用法有三种:移动当前点、线段加
普通点移动、线段加弧线点移动。
A.移动当前点:用鼠标拖曳要移动的点往想到达的方向移动后点击鼠标左键,当出现对话框时将所需的具体数值
分别填入相应的“X、Y”格中,按“确认”完成移点操作。
B.线段加普通点移动:用工具在想要改变造型的线段上直接点击鼠标左键,线段上会自动加上一个普通点,
然后拖曳鼠标移动到想到达的造型位置,按“确认”完成加点移动操作。
C.线段加弧线点移动:先按住键盘上“Shift”键,然后用工具在想要改变造型的线段上直接点击鼠标左键,
此时线段上会自动加上一个弧线点,按操作者想要的轮廓造型移动此点,当造型达到效果后点击鼠标左键,出现对话框时直接按“确认”完成加弧线点修改造型的操作。
3.多个移动(矩形内点及相同纸样内部移动):用工具将想要移动的某个点或多个点进行区域性的选取,当
出现对话框后在想要移动的“X或Y”的对应格中填入移动的具体数值,点击“确定”,之前框选住的某个点或多个点就会按相应的方向及数值进行移动,完成造型上的修改。
4.圆形(新建内部圆形):定斜线距离时常用工具,选择工具用鼠标左键点击某个点(圆心点)作为定
斜线距离的参照点,出现对话框后直接点“确定”,如果圆心想偏离此点有具体数值的话在对话框中输入具体的“X、Y”数值。确定了圆心后鼠标拖曳出一个圆形点击鼠标左键会出现输入圆形半径距离(斜线距离)“确定”,这样就能在斜线位置上找到所需要的位置。
5.辅助线:在制板过程中起平行定位、角度定位、造型定位的最常用最快捷最有效的工具就是
。辅助线的用法有五种:辅助线平行移动、复制辅助线平行移动、辅助线定角度、对角度辅助线作垂直、按已有线段轮廓作辅助线。
A.辅助线平行移动:在操作界面上的水平或垂直直尺中可以用鼠标左键点击后拖曳出辅助线,将辅助线定位
在参照点或线上,通过双击辅助线出现对话框后在“由线距离”格中填入想要平移方向的具体数值(填入具体数值时请注意坐标X、Y的正负方向),当前辅助线将作平行移动起到定距定位作用。
B.复制辅助线平行移动:与“辅助线平行移动”的区别是,在原辅助线不移动距离的基础上另外生成一条与
之平行的辅助线。操作时先按住键盘上的“Ctrl”键,然后鼠标左键单击原辅助线出现对话框后在“由线距离”格中填入想要的具体数值(填入具体数值时请注意坐标X、Y的正负方向),按“确定”后与原辅助线平行的另一条辅助线生成。
C.辅助线定角度:在打板过程中想找一条角度线,辅助线可以帮助找到这个角度。从水平直尺中拖曳出一
条水平辅助线并双击它,出现“辅助线性质”对话框,勾选“角度”后输入想要的角度数值,按“确定”
角度辅助线在操作区中出现。(角度辅助线的角度计算是以水平线为零度,逆时针旋转方向与水平线产生的夹角)
D.对角度辅助线作垂直:对已有角度的辅助线想做它的垂直辅助线可以利用辅助线的一个快捷方式达到效
果。在做出角度辅助线后,同时按住键盘上的Ctrl和Shift键,鼠标左键单击已有的角度辅助线,出现对话框后直接点“确定”,操作区中将出现一条垂直于角度线的垂直辅助线。
E.按已有线段轮廓作辅助线:如果想参照板型上某条线段为辅助线,用鼠标左键先选中此线段然后通过“纸
样”菜单栏下的“平行辅助线”的选择,参照线段上将出现与之平行的辅助线。
实例:
一、前后片分开打法:
选择工具条中“开新文件”建立操作区中第一块纸样的基础矩形框架。在名称中选择或输入想要制作的样片名称,长度与宽度中填写板型的最长与最宽的尺寸数值,如:衣长与胸围的数值、裤长与臀围的数值、袖长与袖肥的数值等等,点击“确认”后操作区中将出现基型框架。
通过“在线段加点”工具定出领宽、肩宽具体位置。(此工具用法详见常用工具1)
话框后在要移动的方向坐标上输入移动的定数量(注意坐标方向的正负值)。(此工具用法详见常用工具3)
能到想要的造型定位。
款式尺寸表中如果出现需要定斜跨肩尺寸的话“圆”是达到斜度定位最快的工具。选中肩点作为圆心,拖曳出圆后在半径格中输入具体的斜跨肩尺寸,“确定”下圆的大小。(此工具用法详见常用工具4)
用“移动点”工具直接拖曳袖窿点至定出的斜跨肩位置上,然后按住键盘上“Shift”键调整袖窿弧线造型及后领圈造型。(此工具用法详见常用工具2A、2C)
利用“辅助线”特性可以定出胸宽或背宽距离,(此工具用法详见常用工具5A)。这样在用“移动
点”工具调整弧线造型时可以将曲线点直接移动切合到胸宽或背宽辅助线上。
当后片完成后,可以将后片再复制一块调整成前片。在复制样片前需要对该样片进行“更新”。把纸样栏上的原矩形框更换成现在的板型轮廓,如不进行更新的话该样片还处于矩形状态。
通过“复制”“贴入”将后片再复制一块出来,后期将把其中一块后片调整成前片板型。
鼠标左键双击刚“复制”“贴入”出的“@后片”,出现“纸样资料”对话框,把名称进行修改成“前片”,点击“采用”,从板名先区分出前后板型。
用“移动点”工具调整出“前片”的领深及领圈造型。这样最简单的前后片轮廓造型就完成了。
二、前后片重叠打法:
选择工具条中“开新文件”建立基础矩形框架。
通过“在线段加点”工具定出领宽、肩宽具体位置。(此工具用法详见常用工具1)
如果习惯以角度定肩斜度的话用“辅助线”工具做出需要的度数量,(此工具用法详见常用工具5C)。
利用 “移动点”工具将原先做好的肩宽点拖曳到与肩斜辅助线交叉的位置上,完成按角度定出的肩斜肩宽点。如果袖窿深度是从上平线直接定的话,也同样利用
“移动点”做出袖窿深位置,当然 “多个移动”工具框选住上平线的袖窿点进行数值输入也能达到相同效果。
在前后片重叠打法中,可以在前片或后片的基础上用“草图”工具叠加出另一个板型某段不同的轮廓造型线。如:用此工具在原先后片领圈轮廓上直接画出前片领圈轮廓,只要抓取到相同的领宽点与不同的领深点在对话框中填入“最近点”的数值,点击鼠标右键选择“完成草图”来结束前领线段。再用
“移动点”+“Shift ”键调整
弧线造型达到想要的前领弧线效果。
在工具条中有个“沿着所选位置反转”的工具,可以把做好的内部轮廓线进行沿线反转,然后进行再次调整修
改造型轮廓,常用于前后领圈的修顺或前后袖窿弧线的修顺。操作方法是用“沿着所选位置反转”工具先选中想要沿哪条线作为反转参考线(如:肩斜线)再点击内部造型轮廓线(如:前领圈弧线),反转出内部造型轮廓线
后用“移动点”工具再次对此线进行调整修顺,最后还用“沿着所选位置反转”工具把调整好的内部造型轮廓线(如:前领圈弧线)反转回板型内来完成前后领圈顺滑的调整。
由于是前后片重叠在一起的打法,所以现在要将前后板型分开。在工具条中的“新建纸样轮廓”工具是常用的取内部板型轮廓的工具,选择此工具后在想要的内部造型区域中用鼠标左键点击(成绿色)后再次点击鼠标左键,
此时新的板型已经在操作区中呈现(通过纸样栏中可以看到有新版型的出现),点击鼠标右键将工具调整为“选取工具”后直接按住鼠标左键可以把新建出的纸样轮廓拖曳出来,完成前后片的操作。
三、前后片并列打法:
选择工具条中“开新文件”建立基础矩形框架。长度为“衣长”,宽度为“1/2胸围”。
廓的摆放位置。
用“在线段加点”工具定出前后片胸围量,在出现的对话框中“比例”格上填如0.5,这样就将原先的1/2胸围区分出前后片胸围量。从垂直直尺中拖曳出垂直辅助线放在此点上就能明显的划分出前后片区域。选择后片区域同
样用“在线段加点”工具直接定出后领宽尺寸。
鼠标右键切换成“选取工具”选中后领宽两点,在“编辑”菜单栏中找到“加入”选项下的“加点/线于线上”做出三等份,为了之后取到三分之一后领宽数据用于制作后领深。
在“加内部附件”的对话框中选择“附件种类”,在“编号”中输入等分数线上等分点的个数。
将等分出的三分之一长度用“measure”测量器顺指针选中需要测量的线段两点量出1/3的长度。对话框中的“长度”为两点直线距离,“线段长度”为两点曲线距离。
把测量出来的1/3长度通过“草图”工具添加到后领深的位置上,同时“草图”工具还能将肩斜度按比例法的方式定位出来,只要在出现的对话框中X、Y数值内中填入相关的比例系数(如:15:5.5或15:6等),比例法的肩斜度就能确定出来。
利用“辅助线”的特性将肩宽、后背宽等一一定位出来。
收腰量的话,可以在出现的对话框中直接对坐标轴上输入具体数值,“草图”工具会自动捕捉到收腰点位上。
前片的制板过程就相对简单了,通过“在线段加点”工具做出前领宽。
用“多个移动”工具做出前领深。
在确定前肩斜时也同样可以利用“草图”工具按比例方式确定出来。如遇到需定小肩宽尺寸时,(如:前小肩宽需要根据后小肩的尺寸来定),可以把后小肩宽通过“measure”测量器工具进行测量后,得到的数值用
“圆”工具在前肩斜线上定出前小肩宽。当然“在线段加点”工具也能把数据直接定位在肩斜线上。
再次利用“草图”工具将前片每个具体部位的交叉点进行连接形成完整的前片轮廓。
通过“新建纸样轮廓”分别将前后片取出,并修改前、后片版名。便于后期对样片的再次分割或造型上的修改。
下摆需要有起翘量的话,可以用“多个移动”框选住所要提高起翘量的点,在对话框中的起翘坐标方向上输入起翘量数值,被框选中的前、后片起翘点就会同时完成起翘效果。
将前、后片的轮廓造型用“移动点”工具再次对其进行细微的调整,这样前、后片并列打法就完成了。
基础板型放码:
基础样板的外轮廓出现后就可以进行整体的放码。放码首先通过菜单栏“放码”项中的“尺码”来建立所需放码的档数,通过对话框中的“插入”“附加”来完成档数增加,之前所制的基础样尺寸是哪当就将这档选择成“基码”上点击成黑点,“尺码名称”、“当差颜色”都可以进行自由选择与修改。然后关闭对话框,在“视图”菜单栏下的“放码”中将“放码表”选择打勾(或快捷键Ctrl+F4)把建立好的放码表显示在操作区的左边。
选择板型上的某个放码点后从放码表中的最小档开始考虑推档方向正负与数值(只有当基码是最小码时会往下一档大码考虑推档方向正负,其它档作为基码时都先往最小码推档方向考虑正负)。
软件操作说明书
智能蓝精灵 门禁考勤管理软件 使 用 说 明 书
软件使用基本步骤
一.系统介绍―――――――――――――――――――――――――――――2二.软件的安装――――――――――――――――――――――――――――2三.基本信息设置―――――――――――――――――――――――――――2 1)部门班组设置 -------------------------- 3 2)人员资料管理 -------------------------- 3 3)数据库维护 ---------------------------- 3 4)用户管理 ------------------------------ 3 四.门禁管理―――――――――――――――――――――――――――――4 1)通迅端口设置―――――――――――――――――――――――――4 2)控制器管理――――――――――――――――――――――――――4 3)控制器设置 ---------------------------- 6 4)卡片资料管理―――――――――――――――――――――――――11 5)卡片领用注册 ------------------------- 12 6)实时监控 ----------------------------- 13 五.数据采集与事件查询――――――――――――――――――――――――13六.考勤管理―――――――――――――――――――――――――――――14 1 )班次信息设置――――――――――――――――――――――――――14 2 )考勤参数设置--------------------------------------------------------- 15 3 )考勤排班------------------------------------------------------------- 15 4 )节假日登记―――――――――――――――――――――――――――16 5 )调休日期登记――――――――――――――――――――――――――16 6 )请假/待料登记―――――――――――――――――――――――――17 7 )原始数据修改――――――――――――――――――――――――――17 8 )考勤数据处理分析――――――――――――――――――――――――17 9 )考勤数据汇总―――――――—――――――――――――――――――18 10 )考勤明细表—―――――――――――――――――――――――――18 11 )考勤汇总表――――――――――――――――――――――――――18 12 )日打卡查询――――――――――――――――――――――――――18 13 )补卡记录查询—――――――――――――――――――――――――19
管理系统操作说明
目录 目录 (1) 前言 .............................................................................................................................. - 3 -第一部分:前期准备.................................................................................................. - 4 - 1、注册及登录 (4) 2、修改会员资料 (5) 3、设置子账户 (6) 4、内部发文 (8) 5、留言反馈 (9) 6、设置学校信息 (10) 第二部分:人事安排................................................................................................ - 12 - 1、教师管理 (12) 2、职工管理 (13) 第三部分:课程安排................................................................................................ - 15 - 1、课程设置 (15) 2、套餐设置 (17) 3、课程计划管理 (20) 4、查看课程 (22) 第四部分:招生咨询................................................................................................ - 22 - 1、学生管理 (22) 2、咨询管理 (25) 2.1、课程咨询管理 ............................................................................................ - 25 - 2.2、套餐咨询管理 ............................................................................................ - 28 - 3、试听管理 (30) 3.1、课程试听管理 ............................................................................................ - 30 -
ERP系统操作说明书(完整版)
在使用本软件时,需要对IE作如下设置: 1)需设置工具->Internet属性->浏览历史记录->设置->设置检查所存网页的较新 2)把“格安信息协同工作”网站加入可信任站点:工具->Internet属性->安全->可信站点->站点->加入该站点IP,如图所示: 系统使用流程 1.立项:市场部人员点击导航栏->项目管理->填写立项选项,申请一个新的项目立项,下 面的附件管理可以添加该项目立项所需附件,在确认立项前可以修改相关内容,如图所示:
注意:在填写新的立项时一定要设置状态为“立项”,否则该项目无法进行确认。 2.确认立项:填写完立项后,执行部门的部门经理就可以对项目进行确认了。如果没有问 题,点击导航栏->项目管理->确认立项选项,然后点击提交审批,在审批过程中,可以 3.审批:总经办人员对项目进行审批,点击导航栏->项目管理->立项审批或从首页提示中 直接点击进入,如图所示,同意立项则点击审批按钮。
4.财务审核:财务人员点击导航栏->项目管理->立项财务审核或从首页提示中直接点击进 入,财务人员可以根据项目情况选择下面的修改项目信息对该项目进行修改,该项目无问题后,点击下方“财务审批”按钮进行审核。 5.部门经理制作预算:首先点击导航栏->项目管理->收入预算,对该项目预计收入进行添 加, 注意:此处预算与员工报销时的费用密切相关,必须仔细且与财务名目一致,如果细类不准确,如办公费预算不足了,即使总预算未超,员工也无法进行该项费用报销 然后点击导航栏->项目管理->估算经费,对该项目预计花费进行添加,
最后点击导航栏->项目管理->提交预算审批,对该项目预算进行提交,等待审批。 6.预算审批:预算审批人员对预算进行审批。 7.预算财务审核:财务人员对预算进行审核。 8.指定项目经理:该项目承接部门负责人指定项目经理, 点击导航栏->项目管理->指定项 目经理,选中被批准过的项目,点击选中该项目,在弹出的界面选择下面的添加,指定项目经理及其任职时间。
DMG 海德汉iTNC 操作培训
DMG培训照片文件整理总结(详见机床操作说明书) 目录: 一.手动拆刀和装刀: 1.进入手动模式。 2.按刀具表软件,进入刀具表。 3.打开编辑开关。 4.建刀库刀位以外的刀具。 5.按结束。 6.进入MDI模式。 7.调用刚建立的刀具。 8.按START键执行。 9.显示更换刀具。 10.按开门键,打开工件间门。 11.按换刀键。 12.屏幕T 开始闪烁。 13.旋转按刀按扭,听到有松夹声音。 14.注意刀具的缺口方向,放刀具到位,松开换刀按扭,听到夹紧的声音,松开刀具。 15.刀具在主轴。 16.关闭工作间的门。 17.屏幕显示更换刀具。 18.刀具已经换入。 19.确认换刀完成。 20.换刀结束, 二.手动拆除刀库以外的刀具。 1.按MDI 进入 2.调用零号刀具。 3.按START 键执行。 4.屏幕显示从轴上取下刀具。 5.按开门键开工作间门。 6.按换刀键。 7.屏幕T 开始闪烁。 8.用手拿住刀具。 9.旋转拆刀旋扭,拆除刀具。 10.关闭工作间的门。 11.屏幕显示 T0 。 12.屏幕显示从轴人取下刀具,按START 键完成拆刀。 三.从刀库装入刀具。 1.按手动按扭,进入手动数据输入。 2.按刀具表软键,进入刀具表。 3.把光标移到要装入刀具的一行。 4.按左边的刀库管理软键。 5.按刀具拆除, 6.等待屏幕显示 1。20(1号刀库,20号刀位),刀库已经准备好。 7.因为只是装刀,并不是真正拆除,所以按中断结束。 8.打开后面的刀库门,放入刀具,注意缺口方向在里面,完成刀库装刀。
2.把光标移到要拆除的刀具的一行。 3.按刀具管理软键。 4.按刀具拆除。 5.屏幕显示(1。32)一号刀库32号刀位。 6.按中断软键,不清除刀具参数。 7.打开刀库门,拆除刀具。 8.手动清除刀具数据,按结束,完成刀库拆除刀具。 五.标准刀的校正Z零点。 1.把标准刀放入32号刀位。按MDI 进入。 2.调用32号刀具。 3.按START 执行。 4.调入标准刀具。 5.在刀具表中输入,标准刀的长度和半径。 6.移动标准刀在工作台上方50MM 处。用50MM的标准块测量,精度到0。001MM。 7.进入设定原点界面。 8.按设定原点软键。 9.输入Z+50 10.按ENT 键确认。 11.按预设表软键,进入。 11.进入预设表 12.把工作台设为Z零点。标准刀的校正Z零点完成 (工作台有-0。0397的误差,会在后面,五轴精度校准中校正) 探头校正方法 1. 用基准刀找到机床工作台面的机械坐标.(用50mm标准块) 2. 调出探头,把探头移动到距离工作台面20MM的地方,执行探头长度标定(该选项在打开探头功能看到两个标定的第一项)。标定完成后会看到探头的实际自动的写到刀具补偿里面。 3. 用机床配置的内径为50的环规做探头摆动的标定。做法为把探针动到环规的上表面-10MM左右的地方执行探头半径标定,{该选项在打开探头功能看到两个标定的第一项}(做这项这前要用千分表测出探头放在主轴上的摆动值不能超过5μm如果摆动太大要用装探头的木盒配的六角匙调整探头下表面的四个螺母,调整后探头的摆动越少越好) 六.探头直径校正 1.调用探头,用丝表校探头最高点在0。005MM以内,在刀具表中建立探头数据,L (探头长度)R(探头半径)和PLC参数00010100。 2.如果探头不正,用六角松开校正。 2.用铜棒或木棒轻轻敲击校正。 4,校正好后,按探测功能软键。 5.选择标定R功能。 6.把探头移到环规的中心。 7.记录环规的直径。 8.输入环规的半径和探头的半径。 9.按+X 软键,确定方向。 10.按START 执行测量。 11.屏幕显示X+的测量数据。 12.按START 键执行下面的测量。 13.按180 度软键, 14.START 执行 15.完成测量
海德蒙系统操作说明书
Higerman海德盟系统操作说明 CHE-850海得盟系统 一、开机 总电源开关——紧急停启动——系统启动 二、回参考点——程序启动 三、Ctrl+C——取消键 四、四面分中 1. 按MDI-输入(移动光标)——输入转速N1S500M03——ESC——程序启动——按两次 2. K2——K1——进入自动抄数——Y- ——自动内定为S500——主轴正转 3. X轴对好X1第一边——按X+——确定好另一边——按X+ 4. Y轴对好Y1第一边——按Y+——确定好另一边——按Y+ 5. 坐标移动——看G54,G55、 6. X- ——为转换坐标——可按到G55 2. 7. K6-手轮选择X.Y.Z清零 五、对刀 1. 找对刀位置——K2——K1亮——在工作台对刀——按Z+ 2. 找工件位置——把刀移工件零点位置——再按Z+ 六、执行程式 按自动——程序选择——按F2 ——NC prog-按光标选到程序号——Enter 七、检查分中 回原点——MDI——G54——Enter——程序启动按两次——X0Y0F2000——Enter——程序启动两次 八、换刀——K2——K1——在工作台对刀——按Z-(注意一定是Z-) 九、开飞刀换刀粒——程序暂停——MAN(手动)——选光标移动到否——Enter 再按主轴停止——移手轮——换刀粒——按断点返回——主轴正转——程序启动 十、查看工作坐标 1. 按坐标偏移——移动光标——把G54改为G55——移动光标——把显示清掉——Enter——移动光标找G54改——OK 十一、看下刀位置——SYS——F1显示程式——选择程式——F3剩余路径显示(变亮)——MAN手动方式——看剩余Z轴数据。 十二、网络连接 1. 打开电脑——点击电脑开始——再点运行——输入//19 2.168.110——用户名输入Higerman——不要密码按确定——找到 NCprog 2.工作组 MSHOME 全部电脑一样 3.点击电脑桌面的网上邻居---属性---点击IP---属性---使用下面的IP地址192.168.1.100;255.255.255.0;192.168.1.1---使用下面的DNS全部为空。
人力资源管理系统操作手册
人力资源管理系统 使 用 说 明 书
目录 第一部分产品说明 (5) 1.1版权申明 ....................................................................................................... 错误!未定义书签。 1.2产品特点 (5) 1.3应用环境 (5) 1.3.1 硬件环境 (5) 1.3.2 软件环境 (6) 第二部分安装步骤................................................................................................. 错误!未定义书签。 2.1人力资源管理系统软件安装步骤................................................................ 错误!未定义书签。第三部分使用说明.. (7) 3.1人力资源管理系统软件功能简介 (7) 3.2系统结构 (8) 3.2.1 平台架构 (8) 3.2.2 管理层次 (8) 3.3系统登录 (9) 3.3.1 系统登录 (9) 3.4员工平台 (9) 3.4.1 内部消息 (9) 3.4.2 单位通讯录 (10) 3.4.3企业信息介绍浏览 (10) 3.4.4 企业公告发布 (10) 3.4.5 劳动法规及政策 (11) 3.4.6员工信息 (11) 3.4.7 证照资料 (12) 3.4.8 职称评定 (12) 3.4.9 合同信息 (14) 3.4.10 员工调动 (15) 3.4.11 员工离职 (16) 3.4.12 员工复职 (17) 3.4.13 奖惩信息 (18) 3.4.14 工资查询 (19) 3.4.15 考勤查询 (19) 3.4.16 出差信息 (21) 3.4.17 休假查询 (22) 3.4.18 加班查询 (23) 3.4.19 参与培训计划 (24) 3.4.20 培训协议 (26) 3.4.21 绩效考核 (27) 3.4.22 常用审批备注 (28) 3.5机构管理 (28)
软件系统需求说明书
专 组号:小组成员: 完成时间:
目录 1.系统概述 (3) 1.1. 系统功能简介 (3) 1.2 系统用户角色 (3) 2.理由 (3) 3.项目范围 (3) 4.系统假设 (3) 5.系统定义 (4) 6.用户场景 (5) 7.用户用例 (5) 7.1 用户用例步骤 (5) 7.2系统需求 (9) 7.2.1 功能需求 (9) 7.2.2 非功能需求 (12) 8.文档历史 (14)
1.系统概述 1.1. 系统功能简介 教务处工作人员根据设置的用户名和密码,登录到学生信息管理系统,并对学生提交的信息修改进行审核,,系统优先级高; 档案管理员添加、查看、删除、修改学生的基本信息, 系统优先级高; 老师查看自己所管班级的学生的信息, 系统优先级高; 学生修改、查看自己的某些信息, 系统优先级高; 1.2 系统用户角色 2.理由 由于现在的学校规模在逐渐的扩大,设置的专业类别、分支机构及老师、学生人数越来越多,对于过去的学生信息管理系统,不能满足当前学生信息管理的服务性能要求。本报告对于开发新的<<学生信息管理系统>>面临的问题及解决方案进行初步的设计与合理的安排,对用户需求进行了全面细致的分析,更清晰的理解学生信息管理系统业务需求,深入描述软件的功能和性能与界面,确定该软件设计的限制和定义软件的其他有效性需求,对开发计划进行了总体的规划确定开发的需求与面临困难的可行性分析。 3.项目范围 学生信息管理系统是典型的信息管理系统,其开发主要包括后台数据库的建立、维护以及前端应用程序的开发两个方面。对于前者要求建立起数据一致性和完整性强、数据安全性好的数据库。而对于后者则要求应用程序具有功能完备,易使用等特点。学生信息管理系统对全校学生实行统一的管理,可以方便的进行增添、查询、修改、删除学生信息的工作。为了使本系统成功达到用户的要求,需要在2012.12.28之前完成本系统的开发测试,并写提交相关的技术文档。通过与用户的沟通,及时获得用户的最新需求以便于本系统的完善。 4.系统假设 本项目的开发时间为2012.9.9—2012.12.28 开发人员人数:3人 技术文档写作人员人数3人
1海德汉中文使用说明书[1]
1前言
1.1TNC 426,TNC 430 HEIDENHAIN TNC是一种面向生产车间的仿型控制器,使您能以一种便于使用的对话式编程语言,编制使机床准确加工运转的对话式程序。TNC控制器可用于铣削、钻孔和镗削加工,也可用于加工中心。TNC 426最多可控制五根轴;TNC 430最多可控制九根轴。您也可在程序控制下改变主轴的角度位置。 一体化的硬盘能存储许多您所喜欢的程序,不论这些程序是脱机创建的还是数字化的。为了能快速计算,随时随地都能在屏幕上调出袖珍计算器。 键盘和屏幕布局清晰合理,功能调用快捷,使用方便。 编程:HEIDENHAIN对话式和ISO格式 HEIDENHAIN对话式编程是一种特别容易的程序写入方法,交互式的图形表示仿型编程的各个加工步骤。如果某一张生产图纸没有标注NC适用的尺寸,HEIDENHAIN FK任意形状轮廓编程就会自动执行必要的计算。工件的加工状况,无论是现在正在加工中还是在加工之前,都能用图形模拟显示。在ISO编程格式或DNC模式中都由此功能。 当TNC在运行另一段程序时,您也可输入或测试一段程序。 兼容性 TNC能执行所有写在TNC 150B及以后的HEIDENHAIN 控制器上的零件程序。
1.2可视显示器和键盘 可视显示器 TNC显示器可使用CRT彩色显示器(BC120)或TFT 液晶显示器(BF120)。右上图为BC120的键盘和控制器,右中图为BF120的键盘和控制器。 屏幕端部 当TNC接通电源时,屏幕端部显示选定的操作方式:左侧为加工方式,右侧为编程模式。当前激活的模式显示在一个较大的方框中,在此方框中,同时也显示对话提示和TNC信息(如果没有,则仅显示图形)。 软键 TNC底部一排软键表示辅助功能。直接按下这些键,即可选用这些辅助功能。紧接着软键行上面的行表示软键的编号,可以左右移动黑色光标调用。 被激话的软键行高亮显示。 软键选择键 切换软键行 设置屏幕布局 用于转换加工和编程模式的移位键 仅在BC120上的键 屏幕退磁:为屏幕设置退出主菜单 为屏幕设置选择主菜单: 在主菜单中:高亮显示部向下移动 在子菜单中:减小数值;图形向左或向下移动 在主菜单中:选择子菜单 在子菜单中:退出子菜单 主菜单对话功能 CONTRAST调节对比度 H-POSITION调节水平位置
FANUC数控系统数据备份与恢复
FANUC 使用存储卡数据备份和恢复 1.关闭系统插存储卡 2.起动引导系统方法及画面如下(BOOT SYSTEM ): 5. 操作方法:用软件UP DOWN 进行选择处理。把光标移到要选择的功能上,按软件SELECT ,英文显示请确认?之后按软件YES 或NO 进行确认。正常结束时英文显示请按SELECT 键。最终选择END 结束引导系统BOOT SYSTEM ,起动CNC ,进入主画面。 6. 软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。用软键或数字键进行1-7操作说明如下表:
FANUC数控系统Compact flash card (CF存储卡)的选用和详细操作步骤 默认分类2007-12-11 12:45:06 阅读210 评论0 字号:大中小订阅 1.前言:Compact flash card (CF 卡) 可以当作FANUC控制器的数据服务器储存空间。而且,当插在FANUC控制器的PCMCIA 接口上可以当作备份数据用的记忆卡(IC 卡)。 2.组成:如果使用桌上型计算机请选配CF 卡、CF转接槽及USB型式的CF卡片阅读机。如果使用笔记型计算机请选配CF 卡、CF转接槽(但要确认你的笔记型计算机是否支持PCMCIA 接口)。 CF 卡、CF转接槽USB型式的CF卡片阅读机 3.兼容的控制器: 控制器厂商控制器型式数据服务器/网络接口 发那科0i-MB 数据服务器(ATA flash 型式) 21i-MB 数据服务器(ATA flash 型式) 18i-MB 数据服务器(ATA flash 型式) 4. 规格: 4.1使用TYPE II 接口。
图书馆管理系统使用说明书
图书馆管理系统使用说明书 配置源程序 附加数据库SQL Server 2000 (1)将TM\05\Database文件夹中的扩展名为db_library_Data.MDF和db_library_Log.LDF的两个文件拷贝到SQL Server安装路径下的Data文件夹中。 (2)打开SQL Server 2000中的“企业管理器”,然后展开本地服务器,在“数据库”数据项上单击鼠标右键,在弹出的快捷菜单中选择“所有任务”/“附加数据库”菜单项。 (3)将弹出“附加数据库”对话框,在该对话框中单击【】按钮,选择所要附加数据库的db_library_Data.MDF文件,单击【确定】按钮,即可完成数据库的附加操作。 发布与运行 (1)将光盘\TM\05\libraryManager文件夹拷贝到MyEclipse的工作空间中。 (2)启动MyEclipse。 (3)选择“文件”/“导入”菜单项,展开“常规”节点,选择“现有项目到工作空间中”子节点,如图1.1所示。 图1.1 “导入”窗口 (4)单击【下一步】按钮,单击【浏览】按钮,选择程序所在目录,然后勾选“将项目复制到工作空间中”复选框,如图1.2所示。
图1.2 “导入”窗口 (5)单击【完成】按钮。 (6)在项目上单击鼠标右键,依次选择“新建”/“文件夹”命令,新建一个“lib”文件夹,然后,将SQL Server 2000数据库驱动文件“msbase.jar、mssqlserver.jar、msutil.jar”拷到该文件夹中。在该文件上单击鼠标右键,选择“构建路径”/“添加至构建路径”命令。 (7)在导入工程的src文件中,找到可执行的主类,在该类上单击鼠标右键,选择“运行方式”/“Java应用程序”项,如图1.3所示,完成程序配置
软件的系统操作手册
3DMS监控平台软件使用说明书 版本:4.23 深圳市亚美达通讯设备有限公司
目录 1、系统登录 (3) 2、主界面 (4) 2.1标题栏 (4) 2.2菜单栏 (4) 2.3工具栏 (4) 2.4状态栏 (4) 2.5树形区 (4) 2.6地图区 (5) 2.7简明信息区 (6) 2.8报警区 (6) 3、监控站点界面 (7) 3.1组态图形 (7) 3.2数据列表 (8) 3.3单灯 (8) 3.4监控点资料 (9) 4、配电箱端的远程操作 (10) 4.1遥测数据 (11) 4.2设置自动开关灯时间 (11) 4.3手动开关灯 (12) 4.4校准时钟 (13) 4.5设置采集器参数 (13) 5、单灯监控 (14) 5.1报警信息 (14) 5.2监测数据 (14) 5.3单灯手动开关灯控制 (15) 5.4单灯配置管理 (15) 6、报表 (17) 6.1监控数据 (17) 6.2故障记录 (17) 6.3监控点数据 (18) 6.4操作记录 (18) 7、数据配置 (19) 7.1监控点管理 (19) 7.2设备管理 (19) 7.3监控项管理 (20) 7.4人员管理 (20) 7.5字典管理 (21) 7.6时间表管理 (21) 8、常见问题 (22)
1、系统登录 启动客户端软件(3DMS.exe),出现登录界面,输入正确的用户名和登录密码,点击登录按钮即可进入监控软件。
2、主界面 主界面采用Windows标准风格,分为: 2.1标题栏:上方第一行,包括软件名称、Windows标准缩放按钮。 2.2菜单栏:上方第二行,为软件功能的菜单。 2.3工具栏:上方第三行,软件常用功能的快捷方式图标。 2.4状态栏:最下方一行,显示服务器连接状态和登录用户信息。 2.5树形区:左侧,按层次显示所有监控站点,可在监控站点名称上单击右键弹出菜单,执行常用功能,亦可在监控站点名称上双击左
后台管理系统操作说明
后台管理系统操作说明 后台管理: http://xxx.xxx.xxx.xxx:89/reports/mgr3/indexdex.jsp (默认的帐号:admin,密码:123456(请修改)) BS端网页查车: http://xxx.xxx.xxx.xxx :89/webvhc 手机wap查车: http://xxx.xxx.xxx.xxx :8000/ 或是http://xxx.xxx.xxx.xxx (注意:xxx. xxx. xxx. xxx是服务器所在的IP或是域名)管理系统权限结构如下图所示: 1. 系统管理员可分配一级管理员,并指定一级管理员的权限。(一级管理员可管理分组、用户、车辆的数 量等。) 2. 一级管理员可在允许的权限下对由自己创建的分组、用户、车辆进行管理,并可创建二级管理员,分 配给其权限,由其二级管理员自主管理。 3. 二级管理员由其上级管理员(比如一级管理员)创建,可在允许的权限下对由自己创建的分组、用户、车
辆进行自主经营管理。 4. 用户(普通监控员)由上级管理员(比如二级管理员)创建,它最终通过在地图客户端登录来监控车辆,但不能对组、用户或车辆进行增加、删除、修改等管理。 备注:本系统遵循谁创建谁管理的原则。一级管理员只能对自己创建的分组、用户或者车辆进行管理、监控,而不能对其下属的二级管理员创建的组、用户和车辆进行管理、监控,由二级管理员自主经营管理。一个新的管理员登录后台的操作步骤为:创建分组——> 增加车辆——>增加用户 分组,车辆,用户三者关系:车辆和用户是通过分组绑定在一起的,用户要监控哪些车,那这些车必须和这个用户同属一个分组。 备注:增加车辆时,如果选多个分组,那么这辆车就可被多个分组的监控员监控。 增加用户时,如果选多个分组,那么这个用户就可以监控多个分组的车。 具体操作分解: 1.1创建分组: 组名称:不能重复,如果重复在增加的时候系统会提示。 用户数量:这个组的车辆最多可以设置几名监控员来监控。 车辆数量:这个组最多可以添加多少辆车。 1.2 修改/删除分组 车辆管理—〉分组管理—〉所有分组 查找到组后,可进行修改或删除。 备注:“删除”时,删除该分组,同时会删除与该分组相关的监控员、车辆的绑定关系,但车辆和监控员信息不会删除。 2.1增加车辆: 车辆管理——> 车辆管理——> 增加车辆:
1226海德汉530系统编程和操作说明书
百度文库 - 让每个人平等地提升自 我 NC 软件 340 420-xx 用户手册 HEIDENHAIN 会话格式
可视显示器上的控制器 切换屏幕布局 在加工或编程模式之间切换 选择屏幕上功能的软键 切换软键行 输入字母和符号的打字键盘 文件名 注释 ISO 程序机床操作模式 手动操作 电子手轮 通过MDI进行定 位单步程序运行 连续程序运行 编程模式 编程和编辑 试运行 程序/文件管理器TNC功能 选择或删除程序或文件 外部数据传输在程序中 输入程序调用 MOD功能 显示NC错误信息的帮助文本 袖珍计算器 移动高亮区直接到程序块循环和参数功能 移动高亮区 直接到程序块循环和参数功能 进给速度/主轴速度倍率控制旋钮编程路径移动 切入/切出轮廓 FK自由轮廓编程 直线 圆的中心/极坐标极心 圆及圆心 圆及半径相切连 接的圆弧 倒角 圆角 刀具功能 输入和调用刀具长度和半径 循环子程序和程序段重复 定义和调用循环 输入和调用子程序和程序段重复标号程序中间程序停止在程 序中输入探头功能 坐标轴和编号输入和编辑 选择坐标轴或输入坐标轴到程 序中编号 小数点 改变算术符号 极坐标 增量尺寸 Q参数 捕捉实际位置 跳过对话问题删除字 确认输入并恢复对话 结束块 清除数字输入或清除TNC错误信息 中止对话删除程序段
百度文库 - 让每个人平等地提升自我 TNC 型号软件和特性 本手册说明了TNC按以下NC软件号提供的功能和特性 TNC型号NC软件号 iTNC 530 340 420-xx iTNC 530E 340 421-xx 后缀E表示TNC的出口版本TNC的出口版本具有以下限制 可同时在不超过4个轴上进行直线移动 机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供 您的机床上可能没有提供的TNC功能包括 3维探头探测功能 使用TT 130进行刀具测量 攻丝刚性 在中断后返回轮廓 请与您的机床制造商联系以熟悉您的机床的特性 许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径 探头循环用户手册 在另外手册中描述了所有探头功能如果需 要该用户手册的拷贝请与HEIDENHAIN联 系手册ID编号369 280-xx 使用地点 TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域
FANUC变量对照表
表1 宏调用时所传递的字段参数名与当前宏局部变量对照表 字段名 宏变量 字段名 宏变量 字段名 宏变量 字段名 宏变量 A #1 I #4 T #20 G 不能为自变量 B #2 J #5 U #21 L C #3 K #6 V #22 N D #7 M #13 W #23 O E #8 Q #17 X #24 P F #9 R #18 Y #25 H #11 S #19 Z #26 系统变量 #FANUC Oi 系统变量一览表 1000~#1015,#1032 ——是指接口输入变量 #1100~#1115,#1132,#1133——是指输出变量 #10001~#10400,#11001!11400——是指刀具长度补偿值 #12001~#12400,#13001~#13400——是指刀具半径补偿值 #2001~#2400——是指刀具长度与半径补偿值(偏置组数能小于等于200时) #3000——是指报警 #3001,#3002——是指时钟 #3003,#3004——是指循环运行控制 #3005——是指设定数据(SETTING 值) 变量号码 用途 #1000~#1035 接口信号DI #11000~#1035 接口信号DO #2000~#2999 刀具补偿量 #3000,#3006 P/S 报警,信息 #3001,#3002 时钟 #3003,#3004 单步,连续控制 #3007 镜像 #4001~#4018 G 代码 #4107~#4120 D ,E ,F ,H ,M ,S ,T 等 #5001~#5006 各轴程序段终点位置 #5021~#5026 各轴现时位置 #5221~#5315 工件偏置量 公式
后台管理系统使用手册
新疆勇成信息科技有限公司 易缴通办公系统使用手册 易缴通后台管理系统 1、系统组成:交易查询、交易管理、财务管理、商户系统 、系统维护、系统管理 1.1操作方法:输入网址http://19 2.168.102.5:9527/EasyToPayServ/client/ loginAction_showmain.action进入程序,输入工号、密码、点击登录。 输入工号 输入密码
1.2易缴通后台管理系统—— 交易查询模块:分为成功交易、商品成功交易两个子模块 1.2.1成功交易: 查询用户的成功缴费明细,输入用户号码,查询用户缴费金额,缴费时间及其缴费终端号码。 例如:在付费号处输入“182*****268”点击查询,即可显示此用户的缴费时间,地点,及交易金额。
1.2.2商品成功交易:查询用户购买商品的成功记录。输入付费手机号、订单号码、或是终端机号码,查询用户购买业务、交易金额、及其交易时间。 例如:输入终端号码“B9910179001”点击查询,就会显示在此终端机上成功 终端号码输入 交易的商品信息记录。 1.3易缴通后台管理系统—— 交易管理模块:分为失败交易、交易监控两个子模块
1.3.1失败交易:是对系统中由于各种原因未能成功的交易记录。 输入号码即可查询用户缴费类型,缴费失败时间、缴费地点及其缴费失败原因。 1.3.2交易监控:显示当前系统中的待发和正在发送的联通、移动、腾讯业务交易信息
由此查看正在交 易的数据 1.4易缴通后台管理系统——财务管理模块:终端结账模块 1.4.1终端结账:分为四种状态: 未结账:对终端内资金的反映。在未收取状态下均显示未结账。在此查看结账信息 预结账:对外勤已结账终端信息的体现。
发那科系统变量详解
第二节变量 普通的加工程序直接数字标注G代码和移动距离,例如G55和X55.0,用定制宏指令时,可以直接用数字或使用变量。当使用变量号时可通过程序或MDI 操作改变变量值,例如: 变量的表示:当标注一个变量时在符号(#)的后面标注变量号,例如:#1表达式可以用来当变量号,但表达式必须放在括号里,例如:#[#33-2+#4]。 变量的类型: 变量的取值范围:局部变量和公共变量可以取: 0、-1047到-10-29和+10-29到+1047范围内的任意值 如果计算无结果会P/S警报器报警。 小数点的使用:在程序中给变量进行赋值时,可以省略小数点。 例如:#1=100;意义就是;变量#1的实际值是100.000。 变量的使用:在程序中要使用一个变量值,在地址语句后面标注变量号即可,当用表达式标注变量时表达式要放在括号里,例如:G02 I[#1+#18]F#9;
在1/1000mm的增量系统中被使用的变量值的小数点后面第四位会被四舍五入。例如:#1=500.123678;那么当执行G00X#1时实际的命令会被翻译成 G00X500.124; 当使用了一个没有定义的变量时,该变量会被忽略。例如#1=0;#2的是空,那么当运行G00X#1Y#2;时其结果是G00X0; 未定义的变量:当没有给变量定义值时,该变量称为“空”变量。变量#0永远是空变量。它不能写,但能读。比如: 当使用了一个没有定义的变量时,该变量会被忽略。除非用<空>代替否则<空>等于0。 当用在条件表达式时:只在EQ和NE时<空>才不等同于0
变量不能不使用的情况:程序号、顺序号、选择快的跳跃不能使用变量。 例如:O#2;/#3G00Z300.0;N#9Y1000.0;这种情况都是不可以的使用变量的。 第三节系统变量 可以用系统变量读和写CNC内部的数据,如当前的工件坐标系中的位置和刀具偏置数据。有些系统变量只能读。系统变量对编写自动化程序和通用程序十分重要。 关于界面信号的变量:
网站管理系统使用手册
网站管理系统使用 手册
前言: 本手册适用于师友网站群管理系统V3.0版本,根据客户需求,各模块的功能略有不同,所提供的界面图片仅供参考。 第一部分:常见操作 一、系统登录 从网站前台点击“管理登录”进入后台登录页面或直接从前台登录窗口,输入帐号和密码,点击“登录”进入系统。后台登录界面如下图示(图片仅供参考): Web方式登录窗口 二、系统界面
三、修改密码和个人资料 从系统操作主界面顶部右侧导航区点击“修改密码”和“个人资料”,打开修改密码窗口和修改个人资料的窗口。修改密码必须提供正确的原始密码。 修改登录密码界面 五、退出登录 从系统操作主界面顶部右侧的导航区点击“退出”,即可注销用户的登录信息并返回登录界面。 第二部分网站管理 一、站点管理
站点管理主要包括站点的创立、修改、删除、审核和站点的栏目管理。站点管理的主界面如下图所示: 1、创立新站点 从“站点管理”模块,点击“创立新网站”,打开创立新站点的编辑窗口。如下图所示: 站点包括“主站”和“班级”网站两种类型,创立“班级”网站前,必须事先在系统管理的“班级设置”模块设置好学校的班级。 创立新站点需要指定网站的名称、网址、网站目录,选择该网站的管理员。各项目指定的内容及说明详见窗口的“使用说明”。
“本站是系统门户”只有系统管理员能够指定,而且整个系统中只能指定一个网站为“门户”,被指定为门户的网站能够接受其它网站的投稿。 “管理员”能够管理本站点下的所有栏目内容,而且能够进行站点栏目的管理。 2、修改站点信息 参见“创立新站点”功能。 3、发布与取消发布 只有发布的站点才能够接受投稿和管理。管理员能够根据需要对网站进行开通与关闭。 4、站点的删除 删除某一个站点,该站点下面的所有栏目及所有内容都将同时被删除,而且不能够恢复。请慎用此功能。对于已经有内容的站点,在不需要的时候能够先设置为“不发布”。 二、栏目管理 普通用户能够从导航菜单“网站管理”—“栏目管理”进入栏目管理主界面,在该界面会列出当前用户有管理权限的所有站点(在“站点管理”模块被指定为“管理员”的站点)。栏目管理主界面如下图所示:
软件使用说明书模板.最新版本
变电所联网监控系统使用说明书 **发展有限公司 2013.04.01
目录 第一部分设计说明______________________________________ 2一系统概况____________________________________________ 2二系统网络结构________________________________________ 2 三、监控内容及方式_____________________________________ 3 3.1 联网变电所_________________________________________ 3 3.2 监控内容___________________________________________ 4 四、使用环境___________________________________________ 4 五、设计依据___________________________________________ 5第二部分系统功能介绍__________________________________ 6 2.1 主菜单_____________________________________________ 8 2.2 历史曲线__________________________________________ 11 2.3 报警查询__________________________________________ 12 2.4 操作查询__________________________________________ 13 2.5 报表查询__________________________________________ 14 2.6 系统说明__________________________________________ 15 2.7 报警确认__________________________________________ 15第三部分系统故障及维护_______________________________ 16 3.1 系统故障处理______________________________________ 16 3.2 使用注意__________________________________________ 16
6-2海德汉中文使用说明书
125 6.4 仿型路径—直角座标 路径功能的概述 直线L 直线 直线终点座标 倒角:CHF 两条直线交点处倒角 倒角边长 圆心CC 刀具不移动 圆心或极心座标 圆C 围绕圆心CC 圆弧移动到圆弧终点 圆弧终点座标,转动方向 圆弧CR 确定半径的圆弧 圆弧终点座标,圆弧半径,转动方向 圆弧CT 和前后型面切线连接的圆弧移动 圆弧终点座标 圆角RND 和前后型面切线连接的圆弧移动 修圆的圆角半径 FK 自由编程 和前一个型面任意连接的直线或者圆弧移动 参阅144页“仿型路径—FK 自由仿型编程”
126 直线L 刀具沿着直线从当前位置移动到直线结束点,该直线的起始点为前一行程序的结束点。 直线结束点的座标 必要时进一步输入: 半径补偿RL/RR/R0 进给率F 辅助功能M NC 程序实例 实际位置归零 您也可用ACTUAL-POSITION-CAPTURE (实际位置归零)键建立直线程序行: 在手动操作模式中,把刀具移动到您要归零的位 置上。 屏幕显示切换到编程和编辑。 选定您要插入L 程序行位置的前一程序行。 按下实际位置归零键:TNC 用当前 的实际位置的座标建立一行程序。, 在MOD 功能中,规定保存在L 程序行中的轴的数量(参阅398页“MOD 功能)。
在两条直线之间插入倒角CHF 倒角功能可以使您切去两条直线交点处的尖角。 ?CHF前后的程序行必须是在同一个平面中的。 ?CHF前后的半径补偿必须相同。 ?内倒角必须足够大,以能容纳在用的刀具。 倒角边长:倒角长度 必要时进一步输入: 进给率F(只在CHF程序行中有 效)。 NC程序行实例 ?您不能用CHF程序行开始仿 型。 倒角只能在加工面中。 尖角被修平,不作为轮廓的一 部分。 CHF程序行中编程的进给率只 对该程序行有效,在CHF程序行以 后,原先编程的进给率恢复有效。 127