LED检验规范

深圳市日上光电有限公司
文件编号版本页次1/4
制作部门
1.0目的
建立和规范LED来料检验标准,确保来料能符合规定的质量要求。2.0适用范围
适用于所有LED的来料检验。3.0抽样计划
3.1 抽样水准 (依《IQC进料检验流程规范》) 3.1.1 抽样标准 MIL-STD-105E Ⅱ
3.1.2 LOT定义:原则为同一型号,同一拉別,同一生产条件的产品. 3.2 允许水准(AQL): 3.2.1 CR(致命不良):0 3.2.2 MAJ(严重不良):0.25 3.2.3 MIN(次要不良):0.65
3.2.4 其它:检验项目中有特别规定的,按规定判定允收
4.0 检验条件:
4.1 位置:产品置放于检验者正前面,垂直于检验者 4.2 目视时间:10秒钟内确认缺陷
4.3 目视距离:肉眼与被测物距离30CM到45CM
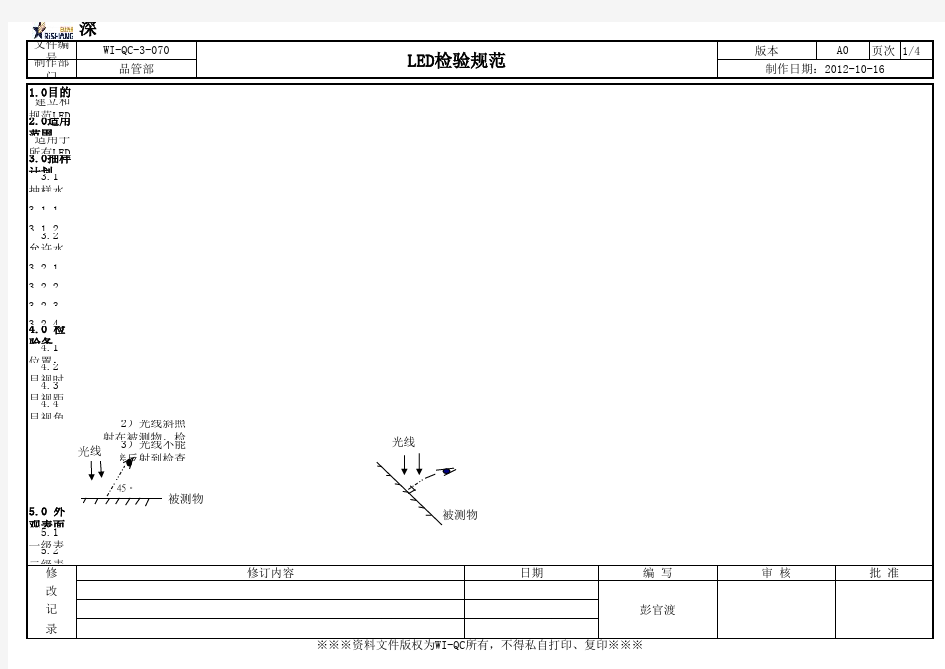
4.4 目视角度:1)光线垂直照射被测物,检查者与被测物角度30~45度。一级表面检查者45°左右旋转30°来回检查
2)光线斜照射在被测物,检查者需垂直检查;
3)光线不能直接反射到检查者的眼睛。
5.0 外观表面分级标准
5.1 一级表面:在使用过程中能被用户首先看到的部份,即产品正面
5.2 二级表面:用户偶尔才看到的表面,此处的瑕疵不会对品质造成危害,即产品侧面以及背面;
修编 写改记录
制作日期:2012-10-16
品管部
LED检验规范
日期WI-QC-3-070修订内容
批 准
审 核
A0彭官渡
45。
光线被测物
2)
被测物
光线
深圳市日上光电有限公司
文件编号版本页次2/4
制作部门
6.0 检验标准及方法CR
MAJ
MIN
目视/显微镜
LED表面应无刮伤、脏污,胶体表面无起皱、胶裂、气泡、黑点等外观不良问题,支架无损伤,引脚无氧化现象
∨
目视无灯芯发黑、低胶发黑或变色,荧光粉变色现象,
∨
目视/菲林卡
LED极性检查:按照LED承认书或图纸要求检查LED 极性标识是否正确(LED上缺口、正负号或者极性点对应LED极性),LED在载带内极性方向一致
∨
CR
MAJ
MIN
投影仪/ 卡尺按图纸要求测试尺寸,在公差范围内∨
检查工具
LED内部图示
制作日期:2012-10-16
AQL LED外观检查项目
6.1 产品外观及允许标准WI-QC-3-070LED检验规范
A0允收标准
品管部
LED极性 6.2 尺寸检测允收标准
图示
AQL 尺寸检查项目
检查工具
a
b
a OK a 例子
胶裂
脏污
发黑
深圳市日上光电有限公司
文件编号版本页次3/4
制作部门CR
MAJ
MIN
恒流老化箱亚克力板
检查LED无死灯、弱光、死灯芯等不良,用亚克力板检查目视3S无可辨识的色差(如产品无特殊要求,则按照以下高度检验):1)3528 LED距离4CM 2)5050 LED距离5CM
3)5630 3220LED距离6CM (灯带用3014 6CM 模组用3014 7CM)
4)1W大功率以上的LED距离10CM
∨
LED光电参数测试仪1)按照《LED来料承认标准》、技术提供的《白光LED箱号转换表》和LED物料承认书上的参数范围用
光电参数测试仪测量波长(或色温)、亮度、光通
量、电压应符合样品承认书要求范围内
2)同一批来料必须一个亮度档、一个色温档、一个电压档;
∨
目视/酒精/无尘布盖带与载带之间的拉力:盖带与载带成15度角时力
度为60g -80g。
∨
图示
检查项目
检查工具
允收标准
A0载带拉力
AQL 发光/色差
品管部
制作日期:2012-10-16
光电参数
WI-QC-3-070LED检验规范
6.3 特性测试目视距离
亚克力板
LED 灯距
深圳市日上光电有限公司
文件编号版本页次4/4
制作部门
CR
MAJ
MIN
目视/拉力计
1)来料外包装应无受损,包装有标识,标示内容包含品名规格、数量或重量、生产厂家、生产日期、生产批号及品质合格标识,且其品名规格、数量与报检单上的要求相一致。
2)内包装:LED编袋方向一致、卷盘与包装袋上的标签信息应一致,内装有防潮珠和湿度标识卡,湿度卡上如果20%以上的湿度指示标识显红色则该批LED判不合格3)载带无变形、破损、扭曲不良
∨
※※※资料文件版权为WI-QC所有,不得私自打印、复印※※※
包装检查工具
允收标准
备注:如某些项目判断有异议,可参考客户标准或样品或限度样品检查
6.4 包装及标识检查项目
AQL WI-QC-3-070LED检验规范
A0品管部
制作日期:2012-10-16
图示