系统参数调节办法说明

系统说明与使用方法
软件的调试只是辅助硬件的,一切调试应先以硬件平台为基准一、参数设置界面的修改
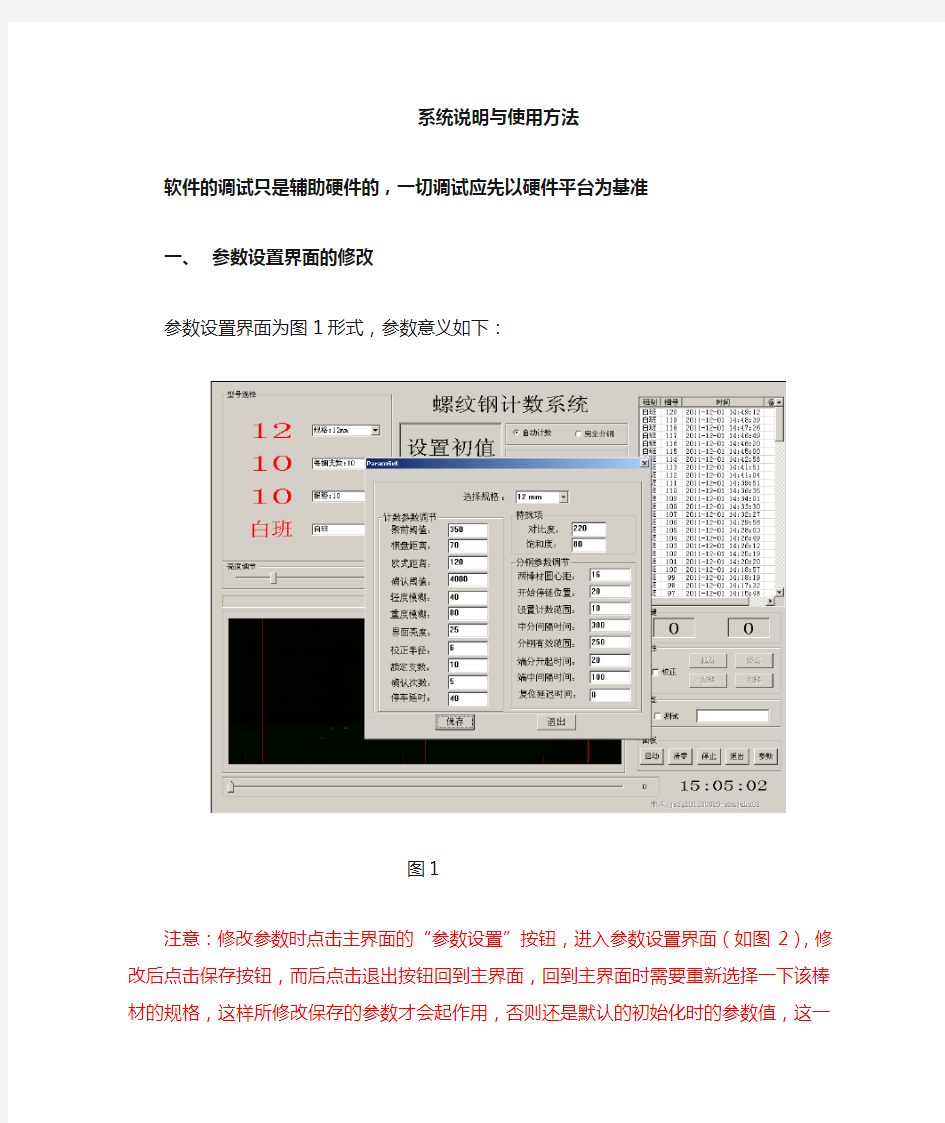
参数设置界面为图1形式,参数意义如下:
图1
注意:修改参数时点击主界面的“参数设置”按钮,进入参数设置界面(如图2),修改后点击保存按钮,而后点击退出按钮回到主界面,回到主界面时需要重新选择一下该棒材的规格,这样所修改保存的参数才会起作用,否则还是默认的初始化时的参数值,这一点要格外注意,切记!此处不需要退出程序。
1.调试经常用的参数为1界面亮度、2对比度、3饱和度、4聚前阀值、5确认
阀值、6棋盘距离、7欧式距离、8分钢参数部分。
2.具体的调整范围,调整幅度见下面的说明。外部硬件调整完毕后,灯光箱的
照度值一般应稳定在3000左右。棒材断面过黑过蓝,则灯光照度应适当提高。具体调整幅度见下面说明。
3.“界面亮度”的调节:
(1)调节标准:
●棒材端面清晰,端面亮度大,并且与棒材侧面及链床有明显区别,棒材
侧面与链床最好在程序的显示窗内看不到。若看见棒材侧面或链床,在
确定程序没有在侧面或链床上打点的情况下(必须在光照最强的情况下
确定未打点才可用,需要比较夜班车间照明灯全部打开情况与白班日照
最强情况),该亮度值还是可用的。
●(根据现场情况调整)(幅度每次5)
调节方法:
●若发现棒材侧面亮度大,或链床上链条反光,被程序误识别。首先必须
排除因为遮光组件布置不合理而造成此问题,排除的前提下将亮度值适
当降低。
●若发现棒材端面暗,没有被程序识别,需要提高亮度值。
●需要同时兼顾两者,亮度太低或太高都不合适。
说明:该参数需要根据现场情况(天气、背景光强度、棒材端面被氧化程度等)调节。
4.“校正半径”的调节
(1)调节标准:
直径为多少毫米的棒材,对应画面图像多少个像素点。
(2)调节方法:
●启动计数程序,并让棒材在计数窗中静止。
●按截屏键(PrtScSysRq)截取屏幕图像。
●运行开始菜单->程序->附件->画图,将屏幕截图粘贴到画图程序中。
●沿截图中棒材边界画一个矩形框,要求正好包住棒材(棒材端面图像处
于矩形内包围中),然后计算矩形框的长和宽的和(根据框图右下角显
示的长宽数值计算),再将该值除以4,得到一根棒材的半径平均值,结
果就是截图中棒材的半径校正。
●同一规格棒材需进行多次校正,才能得到该规格的半径校正,方法是按
照上面的步骤,采集多个棒材的半径校正值再求平均值,就是该规格棒
材半径最终的校正值。
●修改完成保存配置文件,重新选择更换一下规格即可。
●一种直径的棒材对应一个半径校正,即用直径16mm的棒材得到的半径
校正只能修改以直径是16的那组参数。
●半径校正一定是在摄像头位置已经固定后调节。若摄像头没有固定,则
先固定摄像头。
●半径校正在摄像头位置变化后需要调节,否则不需要调节。
5.“棋盘距离”和“欧式距离”的调节
(1)调节标准:
●在程序计数过程中,两根紧挨在一起的棒材只是对应打上两个红点,而
不是1个或3个。注意:欧式距离必须在半径校正完成后才能调节,并
且一般不需要调节。
●“棋盘距离”;参数值不能设为浮点数,即小数,如71.5.这是不可以的。
●“棋盘距离”:两棒材打一点,或者两棒材打三点调整此参数,范围为
60—70,调整幅度为1/次。
●“欧式距离”:两棒材打一点,或者两棒材打三点调整此参数,范围为
110-145,调整幅度1/次。
(2)调节方法:
●若紧靠在一起的两根棒材被计成3根,则打开配置界面,找到该直径棒
材对应的“欧式距离”。在初始设置值的基础上,半径<8的棒材以1增
加,半径在8~16之间的棒材以2增加,半径>16的棒材以3增加,然后
保存配置文件,重新启动计数程序,观察现象是否仍然存在。若现象不
存在(抽样数量大于50捆,并且在光照最强的情况下抽样),则参数调
节合适,否则打开配置文件重新调节。
●若紧靠在一起的两根棒材被计成1根,则打开配置文件,找到该直径棒
材对应的“欧式距离”,在初始设置值的基础上,半径<8的棒材以1减
少,半径在8~16之间的棒材以2减少,半径>16的棒材以3减少,然后
保存配置文件,重新启动计数程序,观察现象是否仍然存在。若现象不
存在(抽样数量大于50捆,并且在光照最弱的情况下抽样),则参数调
节合适,否则打开配置文件重新调节。
●若原来两根棒材被计成1根,增大后两根棒材被计成3根,则在原来的
值与增加后的值之间微调;若原来两根棒材被计成3根,减少后两根棒
材被计成1根,则在原来的值与减少后的值之间微调。
6.“聚前阈值”与“确认阈值”的调节
(1)调节标准:
可以识别端面较暗的棒材,棒材侧面不会被误计数。范围为400---600间调整,幅度每次50。
●打开配置界面,找到该直径对应的“聚前阈值”和“确认阈值”。
●若暗棒材没有识别,在提高亮度不能解决的情况下,保持亮度值不变,
同时适当调低“聚前阈值”和“确认阈值”,每次调低的幅度为2.5%~5%。
●若发现棒材侧面被误计数,在降低亮度不能解决的情况下,保持亮度值
不变,同时适当提高“聚前阈值”和“确认阈值”,每次调高的幅度为
2.5%~5%。
●若两种情况不能兼顾,则需要改变亮度,重新调节。
●“聚前阈值”和“确认阈值”一般不需要调节,只需要调节亮度,但是
在亮度调节不能解决问题的情况下,适当调节这两个值。
●在进行灯光照度,及系统亮度调节后,如果弯头被打上两个点,请适当
提高确认阈值,每次提高20。如果黑头未打点,请适当降低确认阈值,
每次降低20。切记如果弯头与黑头不能兼顾,请反映给公司。
●除非灯光照度已经无法达到3000,则适当降低对比度进行补偿,如遇此
情况请马上汇报公司,对灯光硬件进行处理。
7.“额定支数”、“确认次数”、“停车延时”的调节
(1)“额定支数”为该规格的计数支数,根据生产情况调节即可;
(2)“确认次数”为系统确认是否为棒材的有效次数,值一般为4-5;
(3)“停车延时”为系统发出停车命令到链床停稳的时间延时;
8、对比度的调节
(1)对比度(根据现场情况调整)(160—220之间)
(2)对比度调节,正常初始值220-250之间。对比度作用使白头更白,黑头更黑。如果棒材的端面完整且无黑头,则对比度越高系统越可靠。如果黑头过多可适当降低对比度,使黑头棒材特征更明显,更容易被系统识别。但无特殊情况不要低于220。
(3)对比度是指投影图像最亮和最暗之间的区域之间的比率,比值越大,从黑到白的渐变层次就越多,从而色彩表现越丰富。对比度对视觉效果的影响非常关键,一般来说对比度越大,图像越清晰醒目,色彩也越鲜明艳丽;而对比度小,则会让整个画面都灰蒙蒙的。高对比度对于图像的清晰度、细节表现、灰度层次表现都有很大帮助。对比度越高图像效果越好,色彩会更饱和,反之对比度低则画面会显得模糊,色彩也不鲜明,图像中亮区和暗区的对比。对比度大,形成比较锐利的对比,观感清晰
9、饱和度(纯度)(Saturation)的调节。
(1)饱和度(根据现场情况调整)(80—160之间)
(2)饱和度是指色彩的鲜艳程度,也称色彩的纯度。饱和度取决于该色中含色成分和消色成分(灰色)的比例。含色成分越大,饱和度越大;消色成分越大,
饱和度越小。
(3)所谓的饱和度,指的其实是色彩的纯度,纯度越高,表现越鲜明,纯度较低,表现则较黯淡,色饱和度表示光线的彩色深浅度或鲜艳度,取决于彩色中的白色光含量,白光含量越高,即彩色光含量就越低,色彩饱和度即越低,反之亦然。其数值为百分比,介于0 - 100% 之间。纯白光的色彩饱和度为0,而纯彩色光的饱和度则为100%。色饱和度受到屏幕亮度和对比度的双重影响,一般亮度好对比度高的屏幕可以得到很好的色饱和度。
10、“中分间隔时间”、“端分升起时间”、“端中间隔时间”以及“复位延迟时间”的调节
(1)“中分间隔时间”为前一个中分起来到后一个中分起来之间的间隔时间,默认300;
(2)“端分升起时间”为端分起来完全后到开始落下的时间,默认250;
(3)“端中间隔时间”端分机起来到顶后第一个中分起来的时间,默认300;
(4)“复位延迟时间”即分钢完成后中分机的坚持时间,在此过程中二链静止,三链可动,默认300;
11、“两棒材圆心距”、“开始停链位置”、“设置计数范围”的调节
(1)“两棒材圆心距”为端分纠错的范围,当分钢时2根棒材的间距小于该值时进行纠错处理。因此在规格小于等于14是该值为该规格的直径,大于14时适当比当前规格直径小,可根据现场堆叠情况调节。
(2)“开始停链位置”为在该处发出停车命令,链条延时后停车,具体看实际效果后调节,最佳停车位置为30-200之间。
(3)“设置计数范围”暂时无用,设为0。
模糊值:20mm以下棒材轻度模糊值一般可调为40,重度模糊值为80。20mm(含)以上棒材轻度模糊一般可调为65,重度模糊值为65.
系统参数设置-Tunning Parameter说明及Setting标准(doc 6页)
System setup/parameter/General 1>Production Execution Picking Z Standby : 从feeder的吸件位置Gantry所移动的高度 ?Modul head设备是20 精密head 设备是15 Placing Z standby : 置件高度一定要输入25.00. Feeder pitch : feeder和feeder之间的距离 ?MRC是16.00 QUAD是16.00 or 23.00 出厂时16.00 SETTING. Auto Pic Size Limit : 执行Pic时为了看见零件的外观而设置的Size Limit ? 5.00 Front Ref.feeder No,Rear Ref.feeder No : Feeder的基准号码 => 开始时Front是23号feeder , Rear是73号feeder为基准 Part Check Wait Delay : ?30 Belt Mid Time :PWB被LowSpeed Sensor感应之后以中速移动的时间 ?250 ~ 500之间 Belt Stop Delay : PWB被Setposition Sensor感应之后以低速移动的时间 ?250 ~ 500之间 Pusher down delay : PWB出来时Pusher下降之后过规定的时间后驱动Belt. ?100 Auto PIC Delay : Pic Auto执行时一Step之间停止的时间 ?500 1>In Position On Picking : 吸件时Motion终了的Position Limit On VA : 检查零件时Motion终了的Position Limit On Placement : 置件时Motion终了的Position Limit => On Picking : XY=0.5 R=1.0 Z=0.3 Z On Up=1.5 => On V A : XY= 0.03 R=0.3 Z=0.2 XY on Offset M.=1.0 => On placement : XY=0.05 R=0.3 Z=0.2 Z on Up=1.0 Place Z Offset=0.3 <注为了提高精密度可以变更On Placement的XY= 0.02 ~ 0.05 R=0.2 ~ 0.5.> 2>Setting Pulse : 目前不使用. 3>Others Collision Limit : 只有在10Series有效front,Rear的最小安全间距 ?目前MPS-1010是75.00 MPS-1010P是100.00.
505调节系统中文说明书
引言 505/505E是以微处理器为基础的调速器,适用于单执行机构或双执行机构的汽轮机控 制。调速器采用菜单驱动软件以引导现场工程师根据具体的发电机或机械驱动应用要求对调速器进行编程组态。本说明书主要介绍调速器的工作原理、系统构成、面板操作。由于英文版手册存在不断增加和更改内容等方面的因素,使用woodward 505/505E 时,还请 参考随调速器提供的woodward正式英文版手册。 二、505/505E 的工作原理及系统介绍 505/505E电子调节器比一般液压系统控制精度高,自动化水平大大提高,热电负荷 自整性也高,它能实现升速(手动或自动),配合电气并网,负荷控制(阀位控制或功频控制),抽汽热负荷控制及其它辅助控制,并与DCS通讯,控制参数在线调整和超速保护功能等。能使汽轮机适应各种工况并长期安全运行。 2.1基本原理 并网前在升速过程中,转速闭环为无差控制,505/505E控制器将测量的机组实际和给 定转速的偏差信号经软件分析处理及PID运算后输出标准电流信号给电液转换器,电液转 换器接受调节器输出的标准电流信号,输出与输入电流信号相对应的调节信号油压。调节 信号油压经液压伺服机构放大,控制油动机活塞移动,通过调节杠杆,改变调节汽阀的开 度,调节汽轮机高压段、低压段的进汽量。从而减少转速偏差,达到转速无差控制,当转速达到3000r/min,机组可根据需要定速运行,此时505/505E可接受自动准同期装置发出的或运行人员手动操作指令,调整机组实现同步,以便并网。 机组并网后,如果采用功率闭环控制,可根据需要决定505/505E使机组立即带上初
负荷,DEH实测机组功率和机组转速作为反馈信号,转速偏差作为一次调频信号对给定功 率进行修正,功率给定与功率反馈比较后,经PID运算和功率放大后,通过电液转换器和 油动机控制调节阀门开度来消除偏差信号,对机组功率实现无差调节,若功率不反馈,则以阀位控制方式运行,即通过增加转速设定,开大调节汽阀,增加进汽量达到增加负荷的目的。在甩负荷时,505/505E自动将负荷调节切换到转速调节方式。机组容量较小时建议可不采用功率闭环控制。 在机组带上一定电负荷后可根据需要带热负荷,投入抽汽控制。505/505E控制器根据 机组工况图对机组电负荷及抽汽压力进行自整控制。 2.2 505/505E 系统构成 505/505E是基于32位微处理器控制用的数字控制器。它集现场组态控制和操作盘于一体。操作盘包括一个两行(24个字符)显示,一个有30个操作键的面板,操作盘用来组态505/505E,在线调整参数和操作汽轮机起停及运行。通过操作面板上的两行液晶屏可观察控制参数的实际值和设定值。 控制回路/ / 505/505E 控制器内有三个相互独立的控制器通道:转速/负荷控制PID 回路、辅助控制PID回路、抽汽控制PID回路。前两者通过低选输出,另外有一个PID控制回路可串接在转速控制回路上用于串级控制。其通讯接口有三种。控制器有三种操作模式:程序模式、运行模式和服务模式,程序模式用于组态控制器的功能以适合具体的控制要求,程序模式一旦组态后不再改变,直至需要改变控制功能时。运行模式主要用于操作汽轮机启动正常运行至停机整个控制过程。服务模式可以在运行状态修改参数,根据具体汽轮机控制需要通过编程组态于相应的系统。 输入及输出//本系统控制器有两个控制回路输出4-20mA,负载能力为360ohm,同
调节系统说明书(南汽)
共享知识分享快乐盛年不重来,一日难再晨。及时宜自勉,岁月不待人。 C30—8.83/0.981 4 型 30MV抽汽式汽轮机调节系统说明书
南京汽轮电机(集团)有限责任公司 1 前言 (3) 2调节保安系统的主要技术规范 (3) 3 供油系统 (5) 4 调节保安系统 (6) 5 汽轮机监测仪表系统 (8) 6调节保安系统的调整与实验 (8) 7 DEH系统及保安部套的安装要求 (10) 8调节系统启动运行停机注意事项 (10)
1 前言 本说明书为汽轮机调节保安系统的安装,调试以及日后的使用维护和检修提供必要的依据。 本说明书分别列出了调节(控制)、保安、供油的主要技术规范,并对其工作原理,功能,调整与实验,系统各部套的主要安装数据等进行介绍:在使用说明书时,还需要随时参考机 组的其他有关文件和图纸,特别是与调节系统有关的系统总图及相关文件部套图纸。 2调节保安系统的主要技术规范
3 供油系统 本机汽轮机供油系统一部分是由主油泵向汽轮发电机组各轴承提供润滑油及调节保安系统提供压力油;另一部分是主油泵通过滤油器向DEH中电液伺服阀供油。本机组推荐采用 GB11120-2011中规定的L-TSA46汽轮机油,在冷却水温度经常低于15 C情况下,允许用GB11120-2011中规定的L-TSA32汽轮机油来代替。 3.1低压供油系统主要包括主油泵,注油器I,注油器II,主油泵启动排油阀,高压交流油泵,交,直流润滑油泵,油箱,冷油器,滤油器,润滑油压力控制器及过压阀等。 离心式主油泵由汽轮机主轴直接带动,正常运转时主油泵出口油压为 1.57MPa,出油量为 3.0m3/min,该压力油除供给调节系统及保安系统外,大部分是供给两只注油器的。两只注油器并联组成,注油器I出口油压为0.10-0.15MPa,向主油泵进口共有,而注油器II的出 口油压为0.22MPa,经冷油器,滤油器后供给润滑油系统。 机组启动时应先启交流润滑油泵,以便在低压的情况下驱除油管道及各部件中的空气。然后再开启高压交流油泵,进行调节保安系统的实验调整和机组的启动。在汽轮机启动过程中,由高压交流油泵供给调节保安系统和通过注油器供给各轴承润滑用油。为了防止压力油经主 油泵泄走,在主油泵出口装有逆止门。同时还装有主油泵启动排油阀,以使主油泵在启动过 程中油流畅通。当汽轮机升速至额定转速时(主油泵出口油压高于电动油泵出口油压),可通过出口管道上的阀门减少供油量,然后停用该泵,由主油泵向整个机组的调节保安和润滑 系统供油。在停机时,可先启动高压电动油泵,在停机后的盘车过程中再切换成交流润滑油 泵。 为了防止调节系统因压力油降低而引起停机事故,所以当主油泵出口油压降低至 1.3MPa时, 由压力开关使高压交流油泵自动启动投入运行。 当运行中发生故障,润滑油压降低时,由润滑油压力控制器使交流润滑油泵自动启动,系统另备有一台直流润滑油泵,当润滑油压降低而交流润滑油泵不能正常投入工作时,由润滑油压力控制器使直流润滑油泵自动启动,向润滑系统供油。 正常的润滑油压力为:0.08?0.15MPa 油压降低时要求:小于0.055交流润滑油泵自动投入 小于0.04MPa直流润滑油泵自动投入 小于0.02MPa自动停机 小于0.015停盘车装置 注意:机组正常运行时,电动辅助油泵都应停止运行,除非在特殊情况下,允许启动投入运行。
移动公司短信系统参数配置原则
短信系统参数配置原则 (初稿) 四川移动通信责任有限公司 2003年六月
前言 受集团公司委托(移网通[2002]528号《关于委托编写短信系统参数配置原则的通知》),四川移动通信有限责任公司负责制定短信系统参数配置原则。为此公司上下十分重视,立即成立了以网络部副主任刘耕为组长的参数编制小组,对短信系统相关的参数进行了大量的测试和分析,为提高短信各设备间的兼容性和下发成功率以及解决短信中心、短信网关的参数设置不规范,导致省际、省内各级短信设备配合不一致,影响短信业务成功下发的问题,提出了参数配置建议。由于时间和水平有限,《原则》当中难免有考虑不周之处,敬请指正。
目录 第一部分情况简介 (4) 第二部分短信中心参数配置原则 (5) 一、短信中心单个用户最大短信缓存条数(被叫): (5) 二、短信中心单条短信最大保存期限 (8) 三、短信系统重发参数 (11) 1、用户原因的重发机制: (12) 2、网络原因的重发机制。 (14) 四、MSC短消息事件鉴权参数 (20) 五、短信中心接口部分相关参数: (23) 第三部分短信网关参数配置原则 (24) 一、与短信中心接口 (24) 二、与SP接口 (27) 三、与SCP的接口 (28) 四、与其他ISMG的接口 (29)
第一部分情况简介 (一)编写小组成员 组长:刘耕 副组长:杨书其白庆王耀阳 组员:刘晟、林勇、林静、曾智、侯漫秋、涂越秋 厂家:张美军(华为)钟智(康维)李邦建(亚信) (二)本省短信及相关网络设备情况 点对点短信中心:华为(软件版本 v280r001.5d611),容量300万BHSM 梦网短信中心:康维(软件版本 2.5.27),容量300万BHSM 短信网关:亚信(软件版本 2.5.1), 容量288万BHSM SCP:东信北邮(4.04) MSC:西门子(sr9.0) HLR:西门子(sr9.0)
用材料的性能参数
用材料的性能参数(硬铝、铸铁、Q235、不锈钢.....) ①YL108(YZAlSi12Cu2) 化学成分(质量分数)(%): 硅(11.0~13.0)、铜(1.0~2.0)、锰(0.3~0.9)、镁(0.4~1.0)、铁(≤1.0)、镍(≤0.05)、锌(≤1.0)、铅(≤0.05)、锡(≤0.01)、铝(余量) 抗拉强度 σb≥240 MPa 、伸长率δ(L0=50)≥1% 、布氏硬度HBS5/250/3≥ 90 ②YL112(YZAlSi9Cu4)化学成分(质量分数)(%): 硅(7.5~9.5)、铜(3.0~4.0)、锰(≤0.5)、镁(≤0.3)、铁(≤1.2)、镍(≤0.5)、锌(≤1.2)、铅(≤0.1)、锡(≤0.1)、铝(余量) 抗拉强度 σb≥240 MPa 、伸长率δ(L0=50)≥1% 、布氏硬度HBS5/250/3≥85 压铸铝合金主要特性:压铸的铁点是生产率高、铸件的精度高和合金的强度、硬度高,是少、无切削加工的重要工艺;发展压铸是降低生产成本的重要途径。③T7化学成分(质量分数)(%): C(0.65~0.75)、Si(≤0.35)、Mn(≤0.4)、S(≤0.030)、P(≤0.035) 主要特性:经热处理(淬火、回火)之后,可得到较高的强度和韧性以及相当的硬度,但淬透性低,淬火变形,而且热硬性低。 试样淬火:淬火温度(800~820℃)冷却介质(水)硬度值HRC≥62 ④T8化学成分(质量分数)(%): C(0.75~0.84)、Si(≤0.35)、Mn(≤0.4)、S(≤0.030)、P(≤0.035) 主要特性:经淬火回火处理后,可得到较高的硬度和良好的耐磨性,但强度和塑
控制系统使用说明
控制系统使用说明 系统针对轴流风机而设计的控制系统, 系统分为上位监视及下位控制两部分 本操作为上位监控软件的使用说明: 1: 启动计算机: 按下计算机电源开关约2秒, 计算机启动指示灯点亮, 稍过大约20秒钟屏幕出现操作系统选择菜单, 通过键盘的“↑↓”键选择“windows NT 4.0”菜单,这时系统进入WINDOWS NT 4.0操作系统,进入系统的操作画面。 2:系统操作 系统共分:开机画面、停机画面、趋势画面、报警画面、主机流程画面、轴系监测画面、润滑油站画面、动力油站画面、运行工况画面、运行记录画面等十幅画面,下面就十幅画面的作用及操作进行说明 A、开机画面: 开机: 当风机开始运转前,需对各项条件进行检查,在本画面中主要对如下指标进行检查,红色为有效: 1、静叶关闭:静叶角度在14度
2、放空阀全开:放空阀指示为0% 3、润滑油压正常 4、润滑油温正常 5、动力油压正常 6、逆止阀全关 7、存储器复位:按下存储器复位按钮,即可复位,若复位不成 需查看停机画面。 8、试验开关复位:按下试验开关按钮即可,试验开关按钮在风 机启动后,将自动消失,同时试验开关也自动复位。 当以上条件达到时,按下“允许机组启动”按钮,这时机组允许启动指示变为红色,PLC机柜里的“1KA”继电器将导通。机组允许启动信号传到高压柜,等待电机启动。开始进行高压合闸操作,主电机运转,主电机运转稳定后,屏幕上主电机运行指示变红。这时静叶释放按钮变红,按下静叶释放按钮后,静叶从14度开到22度,静叶释放成功指示变红。 应继续观察风机已平稳运行后,按下自动操作按钮,启机过程结束。 B、停机画面: 停机是指极有可能对风机产生巨大危害的下列条件成立时,PLC 会让电机停止运转: 1、风机轴位移过大
南汽15MW抽汽式汽轮机调节系统说明书
南汽C15—3.43/0.49—2型15MW抽汽式汽轮机 调节系统说明书 南京汽轮电机(集团)有限责任公司
目录 1 引言 2 调节保安系统的主要技术规范 3 调节系统的工作原理和系统介绍 3.1 基本原理 3.2 DEH系统构成 3.3 DEH系统功能 4 供油系统 4.1 低压供油系统 4.2 电液驱动器供油系统 5 保安系统 5.1机械超速保护装置 5.2 危急遮断装置及复位装置 5.3 电磁保护装置 5.4机组的紧急停机 6 汽轮机监测仪表系统 7 汽轮机主要测量监视信号 7.1 测量信号 7.2 开关量信号 7.3 联锁信号 8 调节保安系统的调整与试验 8.1汽轮机静止状态下的试验 8.2 汽轮机运转状态下的试验 8.3 汽轮机静态下调试 8.4 汽轮机运行状态下调试 9 调节保安部套的主要安装数据 9.1 危急遮断器(Z109.31.01)和危急遮断油门(Z109.31.02)安装间隙9.2 汽轮机监测保护装置的安装
1 引言 本说明书为C15-3.43/0.49-2型抽汽式汽轮机调节保安系统的安装、调试以及日后的使用、维护和检修提供必要的依据。本说明书分别列出了调节、保安、供油及热工系统的主要技术规范,并对其工作原理、功能、调整与试验、系统各部套的主要安装数据等进行介绍;并简单介绍了汽轮机热工控制系统。在使用说明书时,还需要随时参考本机组的其他有关文件和图纸,特别是与与调节系统有关的系统总图及相关部套图纸。
3 调节系统的工作原理和系统介绍 汽轮机调节系统采用数字电液调节系统(简称DEH),采用DEH系统将比一般液压系统控制精度高,自动化水平大大提高,热电负荷自整性也高,它能实现升速(手动或自动)、配合电气并网、负荷控制(阀位控制或功频控制)、及其他辅助控制,并与DCS通讯,控制参数在线调整和超速保护功能等。能使汽轮机适应各种工况并长期安全运行。 3.1 基本原理 并网前在升速过程中,转速闭环为无差控制,505控制器将测量的机组
SAP系统配置参数详解
SAP系统配置参数详解 SAP 系统参数设置 path: /usr/sap/PRD/SYS/profile profile: PRD_DVEBMGS00_sapapp 如果您想查看所有的参数及当前设定,可使用SA38 执行程序 RSPARAM 修改附加配置 T-CODE:RZ10 进行SAP系统参数的设置,设置后需激活参数并重启SAP实例,配置参数才会生效login/system_client 登录时默认的Client号 login/password_expiration_time 密码有效期 login/fails_to_user_lock 密码输错多少次后锁定 login/failed_user_auto_unlock 用户失效后多长时间解锁 rdisp/mshost 状态栏中显示的系统名称 rdisp/rfc_use_quotas 是否激活配额资源分配,0是关闭,1是启用.以下相关限制必须这个为1时才生效. rdisp/gui_auto_logout 表示如果客户在指定时间内没有进行任何操作,则会自动退出SAP系统。时间为秒 rdisp/max_wprun_time 程序运行的最长时间限制 rdisp/rfc_max_login 最大SAP用户登录数 login/disable_multi_gui_login 限制用户多次登录,该参数可以设置同个client 同个用户ID可以允许同时登录几个,当设为1时,系统将提示用户选择: 'Terminate the Current Sessions' or 'Terminate this Login.' ,以达到保证只允许一个登录. rdisp/tm_max_no 这个参数是限制每个实例最大的用户数,默认是200个. rdisp/rfc_max_own_login 一个程序在一个服务器上允许分配的RFC资源个数,也就是同时能运行多少个.默认值25. rdisp/rfc_min_wait_dia_wp 设置RFC保留的会话设置, rdisp/wp_no_dia 在一个实例中处理的会话数目,如果设置为10,rdisp/rfc_min_wait_dia_wp=3则可用的会话处理是7,3个被保留 rdisp/rfc_max_own_used_wp rdisp/rfc_max_comm_entries rdisp/rfc_max_wait_time rdisp/btctime
材料性能参数
材料物理性能参数 表征材料在力、热、光、电等物理作用下所反映的各种特性。常用的材料物理性能参数有内耗、热膨胀系数、热导率、比热容、电阻率和弹性模量等。 内耗材料本身的机械振动能量在机械振动时逐渐消耗的现象。其基本度量是振动一个周期所消耗的能量与原来振动能量之比。测量内耗的常用方法有低频扭摆法和高频共振法。内耗测量多用于研究合金中相的析出和溶解。 热膨胀系数材料受热温度上升1℃时尺寸的变化量与原尺寸之比。常用的有线膨胀系数和体膨胀系数两种。热膨胀系数的测量方法主要有:①机械记录法;②光学记录法;③干涉仪法;④X射线法。材料热膨胀系数的测定除用于机械设计外,还可用于研究合金中的相变。 热导率单位时间内垂直地流过材料单位截面积的热量与沿热流方向上温度梯度的负值之比。热导率的测量,一般可按热流状态分为稳态法和非稳态法两类。热导率对于热机,例如锅炉、冷冻机等用的材料是一个重要的参数。 比热容使单位质量的材料温度升高1℃时所需要的热量。比热容可分为定压比热容cp 和定容比热容cV。对固体而言,cp和cV的差别很小。固体比热容的测量方法常用的有比较法、下落铜卡计法和下落冰卡计法等。比热容可用于研究合金的相变和析出过程。 电阻率具有单位截面积的材料在单位长度上的电阻。它与电导率互为倒数,通常用单电桥或双电桥测出电阻值来进行计算。电阻率除用于仪器、仪表、电炉设计等外,其分析方法还可用于研究合金在时效初期的变化、固溶体的溶解度、相的析出和再结晶等问题。 弹性模量又称杨氏模量,为材料在弹性变形范围内的正应力与相应的正应变之比(见拉伸试验)。弹性模量的测量有静态法(拉伸或压缩)和动态法(振动)两种。它是机械零部件设计中的重要参数之一。
肉鸡饲养温度调节系统使用说明书
肉鸡饲养温度调节系统使用说明书 张江林唐俊英 中国人民解放军军需工业学院研制 2001.1
一、系统的基本功能和参数 1 显示功能:系统的正常工作时,LED显示器将轮流显示时间和温度。时间格式为:[日时分秒]。例:“”表示16日18时05分31秒。温度格式为:[实际温度给定温度]。例:“°°”表示实际温度为°C,给定温度为°C。 2 控制功能:在自动控制模式时,计算机将根据实际温度与给定温度的差值对小风扇进行自动调速。当实际温度与给定温度的差值≥2℃时,计算机启动对大风扇的开启控制。 3 声光报警功能:当实际温度与给定温度的差值≥+1℃时红色LED(标志为HIGH)亮;当实际温度与给定温度的差值≤-1℃时绿色LED(标志为LOW)亮;若为首次则同时伴有音乐报警。 4 参数: 4.1 电源~220V。 4.2 CPU 8031。 4.3 控制周期分。 4.4 控制精度±℃。 4.6 测温范围0~℃。 4.7 输出功率 220V单相电机2kW;380V三相电机6kW。 二、键盘含义及控制设定 1 0~9键:数字键。用于输入数字。 2 A键:日、时设定键,其初始化设置为“01000000”,其中1、2位表示饲养天数,3、4位表示时,5、6位表示分,7、8位表示秒。
设定时,先按一下A键,显示为“ddhh****”(****表示当前日、时状况),再利用数字键输入实际的天(范围00-59)、时数(范围00-23),最后按F键确定。若不想修改,则按F键返回。 3 B键:控制模式键,其初始化设定为“0”。设定时先按一下B键,显示 为“CLnOdE *”(*表示当前模式),再按照控制要求,利用数字键键入控制模式所对应的数字(范围0-2),最后按F键确定。 其中,数字“0”表示自动控制模式,小风扇(单相)转速由计算机自动调节;当实际温度超过给定温度2摄氏度时,计算机自动开启大风扇(三相),否则关闭大风扇。 数字“1”表示人工干预模式1,大风扇永久关闭,小风扇可通过C键输入速度数值进行调速。 数字“2”表示人工干预模式2,大风扇永久开启,小风扇可通过C键输入速度数值进行调速。 4 C键:小风扇调速设定键,其初始化设定为“00”。配合B键人工干预模式1、2进行使用。设定时先按一下C键,显示为“SPEEd **”(**表示当前小风扇调速数值),再按实际要求的速度利用数字键输入转速数值(范围50—99),最后按F键确定。 5 D键:传感器误差补偿键,其初始值为“0”。设定时先按一下D键,显示为“dEC 0.*°”(*表示当前数值),再按照误差修正要求,利用数字键键入修订值(范围0-9,表示下调传感器温度),最后按F键确定。 6 E键:音乐报警设定键,其初始值为“1”,表示音乐报警功能打开。设定时先按一下E键,显示为“bEEP *”(*表示当前状态),若想关闭音乐报警则输入数字“0”,按F键确定。 7 F键:确定键。表示对所输入数字的确认。如果对所显示的数字未做修 改,本次按键操作仅表示对当前状态的查询,按F键返回。
调节系统说明书(南汽)
C30—8.83/0.981—4型30MW抽汽式汽轮机 调节系统说明书 南京汽轮电机(集团)有限责任公司
1 前言 (3) 2 调节保安系统的主要技术规范 (3) 3 供油系统 (5) 4 调节保安系统 (6) 5 汽轮机监测仪表系统 (8) 6 调节保安系统的调整与实验 (8) 7 DEH系统及保安部套的安装要求 (10) 8 调节系统启动运行停机注意事项 (10)
1 前言 本说明书为汽轮机调节保安系统的安装,调试以及日后的使用维护和检修提供必要的依据。本说明书分别列出了调节(控制)、保安、供油的主要技术规范,并对其工作原理,功能,调整与实验,系统各部套的主要安装数据等进行介绍:在使用说明书时,还需要随时参考机组的其他有关文件和图纸,特别是与调节系统有关的系统总图及相关文件部套图纸。 2 调节保安系统的主要技术规范 汽机调节保安系统的主要技术规范见下表。 序号项目单位技术规范备注 1 汽轮机额定转速r/min 3000 2 主油泵进口油压MPa(a) 0.1~0.15 3 主油泵出口油压MPa ~1.57 * 4 转速不等率% 3-6 5 迟缓率% ≤0.2 6 油动机最大行程mm 210 * 7 中压油动机最大行程mm 120 8 额定抽汽压力MPa 0.981 9 抽汽压力调整范围MPa 0.681~ 1.181
10 抽汽压力不等率% ≤10 11 危急遮断器动作转速r/min 3270~3330 12 危急遮断器复位转速r/min 3055±15 13 TSI超速保护值(停机)r/min 3300 14 转子轴向位移报警值(付推定位)mm +1.0或-0.6 负为反向 15 转子轴向位移保护值mm +1.3或-0.7 停机值 16 润滑油压降低报警值(启交流润滑油泵)MPa 0.055 17 润滑油压降低报警值(启直流润滑油泵)MPa 0.04 18 润滑油压降低保护值(停机)MPa 0.02 19 润滑油压降低保护值(停盘车)MPa 0.015 20 润滑油压升高报警值(停交流润滑油泵)MPa 0.16 21 主油泵出口油压低报警值MPa 1.0 22 轴承回油温度报警值℃65 23 轴瓦温度报警值℃100 24 轴承回油温度停机值℃75 25 轴瓦温度停机值℃110 26 冷凝器真空降低报警值MPa -0.087 27 冷凝器真空降低保护值(停机值)MPa -0.061 28 轴承座振动报警值mm 0.06
南汽发电机维护使用说明书
0NQ.140.394 汽轮发电机 安装使用维护说明书 南京汽轮电机(集团)有限责任公司
编制张文武2004.1.3 校对周华翔2004.1.8 审核杨俊东2004.1.15 会签 标准审查 审定 批准
目录 1. 概述 (3) 2. 技术数据及允许运行方式 (3) 3. 结构简介 (4) 4. 安装说明 (5) 4.1 保管和运输过程注意事项 (5) 4.2 发电机的安装 (5) 5. 使用说明 (7) 5.1 发电机的干燥 (6) 5.2 起动前准备 (6) 5.3 发电机的起动、并车、停车和交接试验项目 (7) 5.4 运行中故障分析 (8) 6. 维护检修说明 (9) 6.1 检修前准备工作 (11) 6.2 轴承的检修 (11) 6.3 转子的检修 (11) 6.4 定子的检修 (12) 6.5 冷却器的检修 (12) 由于发电机的设计和制造在不断改进,本说明书所介绍的情况可能与制造的情况有所出入. 在进行设备的任何调试或检查之前,应通读本说明书,以全面掌握设备的工作性能.
1.概述 本型汽轮机发电机为隐极式三相同步发电机,它与汽轮机直接耦合传动,可作为大中型工厂自行发电或中小城镇和动力和照明电源,也可作为企业的余热发电用。 发电机的额定转速为3000r/min,频率为50Hz,发电机采用封闭循环通风系统,并装有空气冷却器来冷却空气,发电机的旋转方向从汽轮机端看为顺时针方向。 发电机的励磁由无刷励磁装臵供给,无刷励磁装臵由同轴的交流无刷励磁机、永磁副励磁机整流盘和A VR自动电压调节器组成。 无刷励磁装臵的使用维护另有说明书叙述。 2.主要技术数据和使用条件 2.1本型汽轮发电机和空气冷却器的主要技术数据见随机安装图,电气数椐和空气冷却器 装配图。 2.2发电机正常使用条件 2.2.1海拔不超过1000m; 2.2.2冷却空气温度不超过40℃; 2.2.3安装在掩蔽的厂房内。 2.3发电机在额定工作方式连续运行时,各主要部分的温升允许限值如下表: 部件名称测温方法允许温升K 定子绕组埋臵测温元件80 转子绕组电阻法90 定子铁芯埋臵测温元件80 轴承的出油温度不得超过70℃,轴瓦温度不得超过90℃。 2.4当发电机的功率因数为额定值,其电压与额定值的偏差不超过±5%,且其频率与额定 值的偏差不超过±2%时,保证输出额定功率。 2.5发电机的三相负载不对称时,若每相电流不超过额定值且负序分量与额定电流之比不 超过8%时,能连续运行。 2.6发电机在一般情况下不保证过载运行。 2.7发电机配用的空气冷却器,在进水温度不超过33℃时,冷却后的气体温度不超过40℃。
系统参数配置说明书
系统参数配置说明书
一、浏览器使用建议 本系统建议使用IE浏览器,若使用IE8浏览器请将浏览器设置为非兼容模式。使用IE8兼容模式上传附件页面会出现如下图所示: 正常界面如下图所示,出现“”按钮可正常使用。 设置步骤如下: 1.打开IE浏览器,点击右上角的“”按钮。如下图所示:
2.将兼容性视图的勾选去掉,如下图所示: 二、下载安装Flash插件 在本系统中上传附件时出现如下界面的情况时,需要下载Flash插件并且安装。 安装成功后重启IE浏览器,上传附件页面出现“”按钮时可正常使用。 三、将“申报系统”设为信任站点(若系统可正常使用,可不进行设置) 1、打开IE浏览器,并在地址栏中输入网址,显示界面如下图所示:
2、点击浏览器的菜单条“工具—〉Internet选项”,其界面如下图所示: 3、选中“安全(标签)—〉受信任的站点—〉站点”,其界面如下图所示:
将输入框中输入“工业产品质量控制和技术评定实验室申报管理系统”的网址(如: https://www.360docs.net/doc/ad13226455.html,/lab/),并点击“添加”按钮,该网址进入下面的列表框中,最后点击“确认”按钮。 注意:在输入网址前,应该取消Checkbox的选中状态。 4、设置“受信任站点”的安全级别; 在Internet选项窗体中选择“安全(标签)—〉受信任的站点—〉自定义级别”,出现的界面如下图(右)所示: 请按照下面的要求,对“ActiveX控件和插件”进行安全设置: ActiveX控件自动提示:启用
●对标记为可安全执行脚本的ActiveX控件执行脚本:启用 ●对没有标记为可安全的ActiveX控件进行初始化和脚本运行:启用 ●二进制和脚本行为:启用 ●下载未签名的ActiveX控件:提示 ●下载未签名的ActiveX控件:启用 ●运行ActiveX控件和插件:启用 后面的内容保持现状,不进行调整。 提示:针对“ActiveX控件和插件”,仅对“下载未签名的ActiveX控件”为“提示”,其余全部为“启用”状态。 点击“确认”按钮,会弹出确认对话框,选中“是”,并在“Internet选项”窗体中点击“确认”按钮,则设置立即生效。 至此,信任站点的设置全部完成。 四、设置Word格式附件的打开方式(若系统可正常使用,可不进行设置) 1、打开“资源管理器”或“我的电脑”并在菜单中选择“工具—〉文件夹选项”, 如下图所示:
监控系统使用说明书
监控系统使用说明书 系统稳定运行的先决条件 保证系统各组成部分----前段摄像机,后端硬盘录像机、监视器有稳定的UPS电源支持,系统后端设备处于通风干燥的无振动环境中。 系统的基本操作指南 开机 插上电源后,设备前面板的【POWER】指示灯如果是“灭”的,请打开设备后面板的电源开关,如果【POWER】指示灯呈“红色”,轻按【POWER】按钮,设备开始启动。预览 设备启动后自动进入预览画面。 使用预览快捷键【预览】可以对预览画面方式(多画面分割)进行快速切换。 使用预览快捷键【预览】可以从菜单操作模式快速切换到预览画面。 操作密码 是否启用操作密码在“本地显示”菜单项内确定(默认:启用,通过前面板【编辑】键切换)。
操作密码允许使用数字键、大写英文字母、小写英文字母,且区分大小写英文字母,口令长度为8位。 操作密码与用户名具有对应关系,设备默认的用户名为“admin”(管理员),默认的操作密码为“12345”。您可以修改该密码,进入“用户管理”菜单项。 当启用口令后,使用【主菜单】快捷键从预览画面切换到菜单操作界面时,会出现输入用户名与密码的提示对话框。 当用户名或密码输入错误,硬盘录像机会产生告警提示音,连续3次输入错误,系统告警并返回预览界面。 【操作提示】 输入用户名或密码时,注意输入法切换键【输入法】、【编辑】除了具有切换“ ”、“×”状态以外,在字符编辑状态下,还能删除光标前的字符。
云台控制 通过前面板【云台控制】键可直接进入云台控制界面。 输入要控制的通道号,出现需要控制的云台、镜头等所在画面,通过“前面板”按键,您可以进行如下控制操作: ●控制云台:通过【方向键】可以对云台进行方向控制。 ●控制镜头:通过【编辑】键、【云台控制】键可以对光圈进行控制;通过【输入法】、【多 画面】键可以对焦距进行控制;通过【系统信息】与【对讲】键可以对镜头进行变焦控制。 【退出】键可以结束调节。 手动录像 通过前面板【录像】键直接进入手动录像操作界面。
中控系统调试说明
中控问题汇总 一、中控没电 1、确定相关线路连接正确且无松动(集控箱220V输入和12V输出线或电源盒12V输入及输出线)。 2、换一根连接到中控的控制线试试,若中控上电,说明是控制线的问题。 3、如果中控还是没电,换一个已测试好的中控,如果有电说明原中控有问题。 4、如换中控仍然没电,检查集控箱是否有电(观察麦克板音量调节处的彩灯是否闪动),如集控箱没电: ①先给集控箱换一根电源线,如果中控有电了说明是电源线的问题; ②中控还是没电看看电源接口处有没有放保险管以及保险管的好坏; ③若以上都没有问题说明集控箱有问题。若集控箱有电说明是集控箱内部电源板有问题,需更换集控箱。 5、如使用的是电源盒,观察电源盒12V输入处的灯是否亮,如不亮换一个12V电源,仍然没电请换电源盒再试。 二、中控按键失灵 按中控面板左上方的复位键,如还不行请更换中控调试. 三、投影机缺色或无信号 1、确定相关线路连接正确且无松动(所有VGA输入及输出线)保证信号源没有问题。 2、切换到其他VGA信号(前提是保证都有信号源输入的情况下,手提或者展台等),如问题一样,检查显示器输出是否正常,如正常将投影机VGA输出线
插到中控的显示器输出口上,如正常,说明中控存在问题,更换中控。 3、若插在显示器输出上仍不正常问题可能出在VGA线或投影机上,更换VGA线,如果问题依然存在说明投影机有问题。 4、如显示器输出与投影机输出问题一样,先更换中控,若问题还存在,那么就说明电脑主机或者连接主机VGA线存在问题,更换再试。 四、投影机显示电脑画面时有波形纹抖动或拖影现象 1、确定相关线路连接正确且无松动(所有VGA输入及输出线)。 2、检测显示器是否有同样的问题,若是有检测下电脑的刷新率,改成不同的刷新率,看效果上有什么区别。 3、拖影问题多数是VGA线上的问题,换质量好的VGA线,再检查一下电脑和中控的VGA接口是否松动,若还是存在问题,则中控有问题。 4、显示器上有明显的磁干扰现象的话,先用显示器的消磁功能消下磁,若还是有问题,很有可能就是电教平台内部强电部分由于布线问题造成的电磁干扰,另外若讲台内部放置小音箱也可能造成对显示器的干扰,试着移动电脑主机等强电干扰大的设备试一下,或把强电源线与信号线分开,效果应有改善。 五、电动幕不能正常控制 1、确定中控12V电源线、集控箱或电源盒电动幕220V输出线连接正确且无松动。 2、首先查看中控是否能正常的控制电动幕(请根据电源盒内继电器是否跳动判断电源盒能否正常工作),如果不能请更换中控及中控电源线再调试。如果电源盒能正常工作且电动幕升、降电压正常输出AC220V,则是中控或中控电源线的问题。
塑料的基本性能的参数说明
塑料的基本性能的参数说明 1、体积电阻率在电场作用下,体积为1m3正方体的塑料相对二面间体积对泄漏电流所产生的电阻。常用符号ρ,单位为Ω. m。过去常用Ω.cm作为体积电阻率的单位,换算关系为1Ω. m=100Ω.cm。体积电阻率越高,绝缘性能越好。 2、表面电阻率在电场作用下,表面积为1m2正方形的塑料相对二边间表面对泄漏电流所产生的电阻。常用符号ρs,单位为Ω.cm。表面电阻率越高,绝缘性能越好。 3、相对介电常数在同一电容器中用塑料作为电介质和真空时电容的比值,表示塑料在电场中贮存静电能的相对能力。常用符号εr。在工程上常把相对介电常简称为“介电常数”,无量纲。 4、介质损耗及介质损耗角正切塑料在交变电场作用下所引起的能量损耗。介质损耗越小.绝缘性能越好。通常用介质损耗角正切来衡量,符号tg δ。其值越小,介质损耗也越小。与倾率密切怕关。 5、击穿场强击穿场强是击穿电场弧度的简称。在塑料上施加电压,当达某值时塑料丧失绝缘性能被击穿,该值称为塑料的击穿电压。击穿电压与塑料厚度之比值称为击穿场强。常用符号E,单位MV/m。击穿场强越高,绝缘性能越好. 6、耐漏电痕性塑料表面由于泄漏电流的作用而产生炭化的现象称为漏电痕(迹)。塑料所具有的抵抗漏电痕作用的能力称为耐漏电痕性。 7、耐电晕性在不均匀电场中电场强度很高的区域,带电体表面使气体介质产生局部放电的现象称电晕。塑料在这种场合,因受离子的撞击和臭氧、热量等的作用,可导致裂解而使物理力学性能和电绝缘性能恶化,塑料所具有的抵抗电晕的能力称为耐电晕性。 8、密度塑料的质量和其体积的比值,称为密度。常用单位为g/cm3或l/m3。有时把塑料在20℃时的质量与同体积水在4℃时的质量之比,称为塑料的相对密度,或称比重。 9、抗拉强度和断裂伸长率塑料试样以一定速度被拉伸。至试样断裂时所需最大的张力称为拉断力。此时试样单位截面积上所承受的拉断力称为抗拉强度。单位为Pa。过去常用的单位是kgf/mm2,试样拉断时长度增加的百分率(%)称为断裂伸长率,简称伸长率。 10、玻璃化温度塑料由高弹态转变为玻璃态的温度。单位为℃。通常没有很固定的数值,与溅定方法和条件有关。在该温度以上。塑料呈弹性;在该温度以下则呈脆性。 11、软化温度塑料受热开始变软的温度。单位为℃。与塑料的分子量、结构和组成有关。侧定方法不同,结果也不相同。 12、熔体流动速率也称熔融指数。在一定温度和压力下,熔融塑料每10min从一定孔穴中被挤压出的克数。符号MI单位为g/10min。 13、氧指数刚好维持塑料产生有焰燃烧所需的最低氧浓度,用氧的体积百分比浓度表示。符号OI或LOI。氧指数越高,塑料越难燃烧。氧指数小于21的塑料,为易燃材料。
中央控制系统使用手册
KONZE
——可编程中央控制系统——
安 装 使 用 手 册
中文版
可编程多媒体中央控制系统安装使用手册 2009 [02]
适用型号:KZ-1800
可编程多媒体中央控制系统安装使用手册
目录
概述 ........................................................................................................................................................ 3 注意事项................................................................................................................................................. 3 第一章 产品简介 .................................................................................................................................... 4
KZ—1800 一体化可编程多媒体中央控制系统 ............................................ ...4
第二章 设备包装说明............................................................................................................................. 5 第三章 系统主机与电脑的连接 .............................................................................................................. 5 第四章 应用设备连接............................................................................................................................. 5 第五章 投影机控制线连接 ..................................................................................................................... 6
KZ-1800 一体化中央控制系统........................................................... 6
第六章 电动屏幕接线图 ......................................................................................................................... 6 第七章 操作面板使用说明 ..................................................................................................................... 7
KZ-1800 一体化中控面板............................................................... 7
本手册说明 ............................................................................................................................................. 8
第2页共8页