水泵用铸铁件质量验收标准
泵用铸件质量验收标准FFC-QA-310
1.本标准适用于我公司泵用灰铸铁件(以下简称铸件)技术质量验收依据。
2.引用标准
GB6060.1 表面粗糙度比较样块铸造表面
GB6414 铸件尺寸公差
GB9439 灰铸铁件
GB/T11350 铸件机械加工余量
GB/T11351 铸件重量公差
JB/T5413 混流泵、轴流泵开式叶片验收技术条件
JB/T6879 离心泵铸件过流部位尺寸公差
3.牌号
铸铁牌号应符合GB9439中第三章的规定:HT200,HT250.
4.技术要求
4.1 生产方法及化学成分
灰铸铁的生产方法及化学成分由供方决定,但必须达到本标准规定的灰铸铁牌号及相应的机械性能指标。
4.2 机械性能
4.2.1 抗拉强度
单铸试棒的抗拉强度
本标准根据同炉单铸试棒加工成试样进行测定灰铸铁的最小的抗拉强度如表1。
4.3 几何形状、尺寸
铸件的几何形状、尺寸应符合订货时图样加切削加工余量。
4.4 尺寸公差
铸件的尺寸公差应符合图样要求,铸件划线后有加工余量,且加工表面没有铸造缺陷。
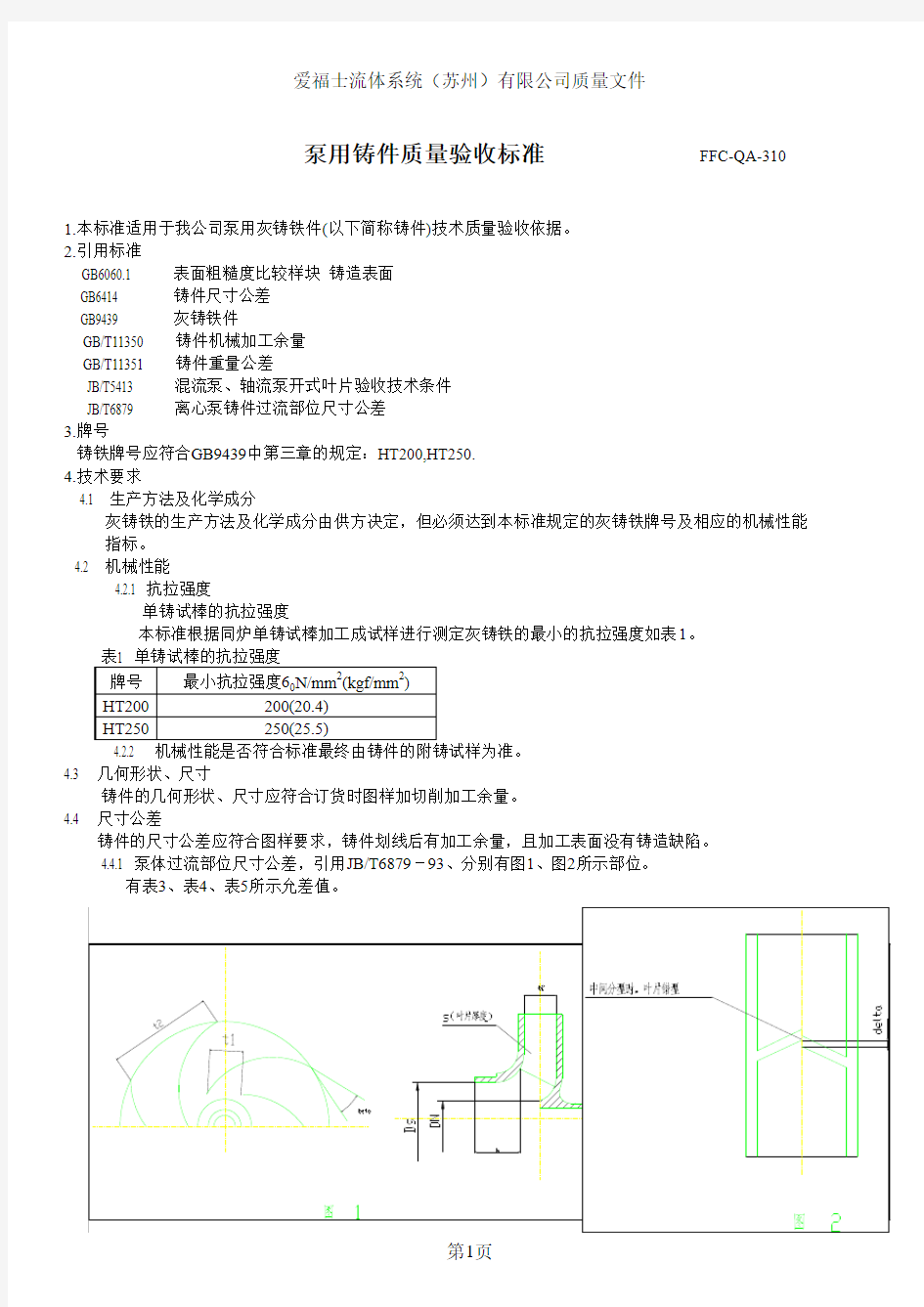
4.4.1 泵体过流部位尺寸公差,引用JB/T6879-93、分别有图1、图2所示部位。
有表3、表4、表5所示允差值。
表3: 叶轮尺寸公差:(mm)
表4: 叶片错型允差
表5 蜗形体尺寸公差
注:*1: 如果喉部截面d1不呈圆形,应分别以两根坐标轴(长轴和短轴)确定d1的尺寸偏差。
*2: 流道各截面H值,仅以2 , 4, 6, 8截面确定H 的尺寸偏差。
4.5 错型值
铸件最大错型值为1mm。单吸离心泵泵体坭芯应做为整体式坭芯。
4.6 机械加工余量
以铸件划线后有加工余量,且加工表面质量不存在铸造缺陷为准。
5. 铸件重量的确定
由供需双方共同认定的第一批10个合格铸件的实称重量除以10的重量作为铸件的基准重量。
以后每隔三个月重新确认一次。
6. 表面质量
6 .1 铸件内流道的表面粗糙度应不高于25;外表面的表面粗糙度应不高于50。
6.1.1 铸件上的型砂、芯砂、芯骨、粘砂及内腔夹杂物等应清理干净。特别重要的是:叶轮、泵体
6.2
6.2.2 铸件进行抛丸后,表面粗糙度应符合6.1的规定。
7 缺陷
7.1 铸件不允许存在裂纹、冷隔、缩松等缺陷。
7.2 铸件非加工表面和加工后的表面,存在的铸造缺陷应不超过表9中规定。
a 形状呈圆形的,按经向最大尺寸
b 形状不呈圆形的,按下式计算:
D=√L·B
式中:D--缺陷尺寸 mm
L--缺陷长度方向最大尺寸 mm
B--缺陷宽度方向最大尺寸 mm
a 形状为圆形的平面,按外径计算
b 形状不是圆形的平面,按宽度方向的最大尺寸确定
c 形状为曲面的平面,如外圆表面,内圆表面,壳体流道等,圆形的按直径计算,不是圆形的按径向
的最小尺寸确定。
7,5 铸件经过精加工后,属下列类型的零件部位,不允许残留铸造缺陷,而且也不允许在精加工前或加工后进行焊补。
a 动摩擦部位,如装填料处的轴套,往复泵缸体内孔等摩擦表面。
b 动密封部位,如密封环,平稀盘等动密封表面。
c 悬架体轴承孔表面。
8 底漆
8.1 铸件在发往机加工单位之前应进行表面处理,铸件表面涂以防锈底漆,底漆应喷均匀,不应有
起皱、堆积、流挂、露底等现象。
8.2 铸件所上底漆的材料为樟丹(防锈底漆)。
9 铸件的检验规则
9.1 铸件检验应符合GB9439中的规定。
9.1.1 铸件应由供方检查部门检查和验收,并将理化报告提交需方。
9.1.2 需方有权对铸件进行检验并作出对铸件验收结论。
9.2 铸件的检验和地点
9.2.1 对于铸件的表面质量检验应在供方地点进行。进行加工的表面铸件质量检验应在需方加工单位进行。
9.2.2 泵体与泵盖须做水压试验检查地点应在需方加工单位进行,承压要求根据图纸要求。如不符
合要求的铸件应于报废处理。
9.2.3 铸件的几何形状、尺寸的检验、铸件和重要铸件,应按图样规定检查尺寸和几何形状。检查地
点在供需方都可(各方都具备检验条件)。
9.3 拉力试验
9.3.1 试验次数
每一个批量至少应进行一次拉力试验。
9.3.2 试验结果的评定和复验
9.3.2.1检验抗拉强度时,先用一根拉力试样进行试验,如符合要求,则该批铸件在材质上即为合格;
若试验结果未达到要求,且不是由于9.3.3条所列原因引起的,则可以从同一批的试样中另取二
根进行复验。
9.3.2.2复验结果都达到要求,则该批铸件在材质上仍为合格,若复验结果中仍有一根达不到要求,则
该批铸件为不合格。
9.3.3 试验的有效性
如果由于下列情况之一使得试验结果不符合要求时,则该试验无效。
A试样在试验机上安装不当或试验机的操作不当。
B试样有铸造缺陷或试样切削加工不当。
C试样断在平行段外。
D试样拉断后断口上有铸造缺陷。
此时应按9.3.2.1和 9.3.2.2 条重新试验。
9.4 几何形状、尺寸
铸件的几何形状和尺寸按4.3条的要求进行检查。
首批铸件和重要铸件,应按图样规定逐渐检查尺寸和几何形状。一般铸件及用保证尺寸稳定性
方法生产出来的铸件,可以抽查,抽查的方法按供需双方商定进行。
9.5 尺寸公差
铸件的尺寸公差按 4.4条的要求进行抽查。
9.6 表面质量
按6条的要求逐件进行检查。
9.7 缺陷
A 可见表面的缺陷检查应以目视方法进行。
B 不可见表面的缺陷检查可用见窥镜检查。