纺纱学复习重点
1.何谓纱线何谓纺纱
纱线即由一定长度的短纤维或长丝集聚而成具有一定强力,能制成纺织品的细长体。
纺纱是把棉、毛、麻、丝(绢)和化纤切断纤维制成纱线的工艺过程。
2.纺纱的九大基本原理是什么其中必需的四大基本原理是什么
九大基本原理:初加工、原料选配与混合、开清(松)、梳理、精梳、牵伸、并和、加捻、卷绕
四大基本原理:开松、梳理、牵伸、加捻
3.写出精梳棉纱、普梳棉纱生产工艺流程
普梳纺纱:原料-开清棉-梳棉-并条(2-3道)-粗纱-细纱-后加工
精梳纺纱:原料-开清棉-梳棉-精梳前准备-精梳-并条(1-2道)-粗纱-细纱-后加工
4.皮辊棉、锯齿棉的特点
皮辊棉:由于皮辊轧花机转速低、作用柔和、不易轧断纤维,所以皮辊棉的特点是棉结、索丝等疵点少,原棉含杂多,短绒多
锯齿棉:由于锯齿轧花机转速高、作用剧烈、容易切断纤维,所以锯齿棉易产生棉结索丝等疵点,(有排杂系统)原棉含杂少,短绒率低,棉松散
5.原料选配的目的
1.合理使用原料
2.保持生产和成纱、织物质量的相对稳定
3.节约原料,降低成本(原料成本占65%80%)
4.增加花色品种
6.分析原料性质对纱线主要质量(强力、结杂、条干)的影响
(1)强力:a.纤维细度:纤维细度细,强力越高;b.单纤强力:单纤强力高,纱线强力高;
c.成熟度:成熟度好,单纤强力高(一般,细号纱用成熟度偏低的,粗号纱选用成熟度高些的纤维);
d.纤维长度、短绒率:纤维长度长,纤维接触面大,强力高。
(2)结杂:a.成熟度差,易形成结杂;b.僵棉、软籽表皮等有害杂质:多,加工中易分裂成结杂;c.含水率高,易形成棉结,纤维与杂质不易分离。轧工差,索丝多,带纤杂质和短绒率多。
(3)条干:a.纤维细,且细度不匀率小的原棉有利于改善条干;b.原棉结杂导致条干牵伸不匀;c.短绒率高或整齐度差,条干差。
7.何谓分类排队法
分类:根据原棉的性质及各种纱线的不同要求,把适纺某产品或某号数的原棉划为某一类排队:在分类的基础上,把同一类中的原棉排成几个队,将产地、性质等接近的排在一个队内,以便接替使用。
8.原料混合的方式有哪几种
(1)散纤维混合:抓直放横取法混合、横铺直取法混合、多仓铺放法混合、称量式混合(2)条子混合
9.开松与除杂的目的是什么
开松:设法将大的纤维块松解成小纤维块或纤维束、降低纤维原料单位体积的重量,为以后的梳理创造条件。
除杂:在开松的同时,清除原料中大部分杂质、疵点及短绒,使原料变得较洁净。
10.按对原料的作用方式,自由开松有哪两种形式、握持开松有哪两种形式
自由开松:自由撕扯、自由打击
握持开松:握持打击、握持分割
11.说明自由开松与握持开松的特点
自由开松:作用较缓和,纤维损伤少、杂质破碎也少,适用于开松的初始阶段
握持开松:开松作用剧烈,开松效果好,但纤维易损伤、杂质易破碎
12.影响开松作用的因素有哪些
开松机件的形式,开松机件的速度(速度↑,则作用次数↑,作用力↑→开松除杂↑,纤维损伤↑,杂质破碎↑),工作机件之间的隔距(喂给罗拉与打手间隔距↓→开松作用↑,深入纤层↑,纤维损伤↑),开松机件的角钉、刀片、针、齿等的配置(置针密度↑→开松作用↑)
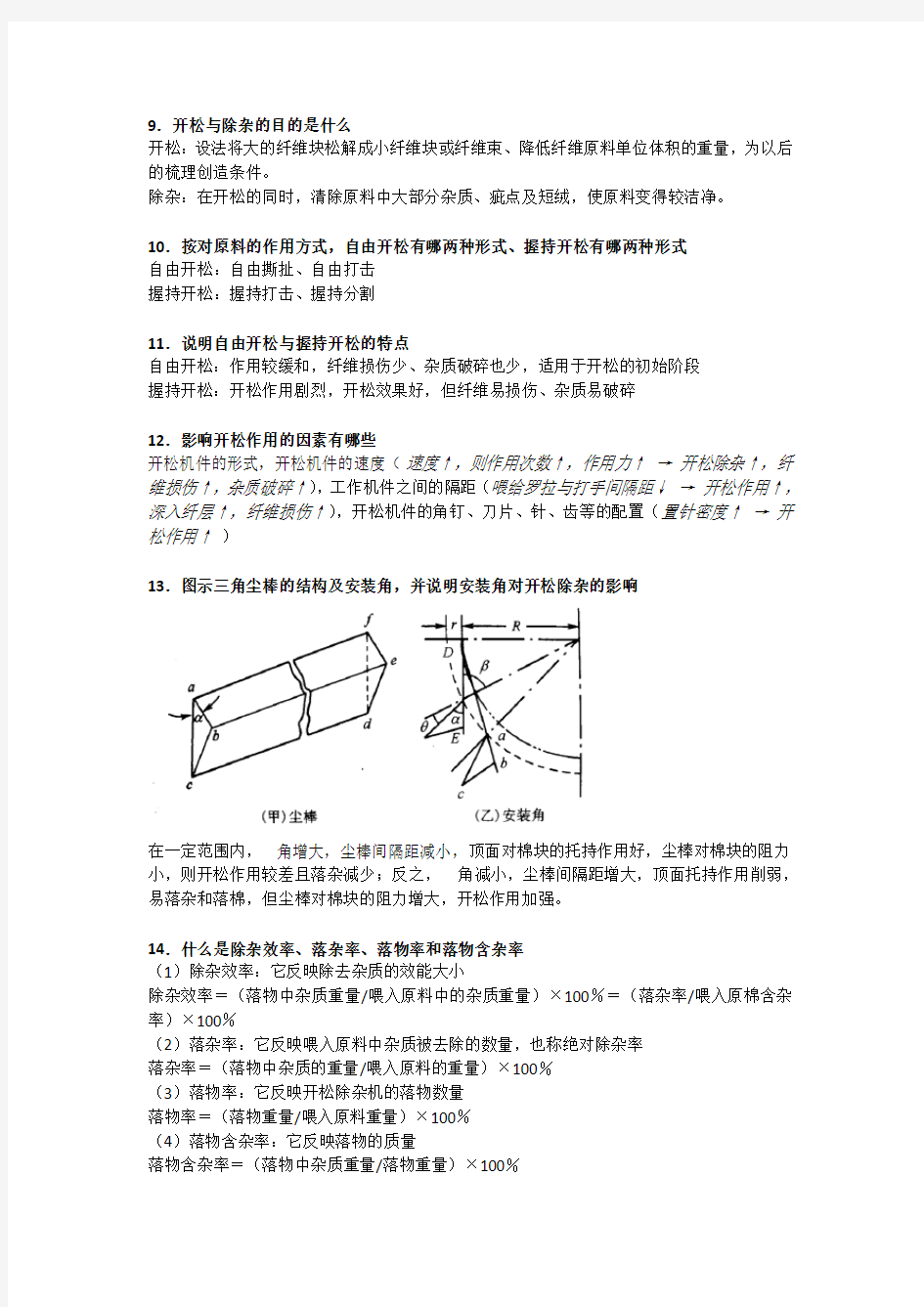
13.图示三角尘棒的结构及安装角,并说明安装角对开松除杂的影响
在一定范围内,角增大,尘棒间隔距减小,顶面对棉块的托持作用好,尘棒对棉块的阻力小,则开松作用较差且落杂减少;反之,角减小,尘棒间隔距增大,顶面托持作用削弱,易落杂和落棉,但尘棒对棉块的阻力增大,开松作用加强。
14.什么是除杂效率、落杂率、落物率和落物含杂率
(1)除杂效率:它反映除去杂质的效能大小
除杂效率=(落物中杂质重量/喂入原料中的杂质重量)×100%=(落杂率/喂入原棉含杂率)×100%
(2)落杂率:它反映喂入原料中杂质被去除的数量,也称绝对除杂率
落杂率=(落物中杂质的重量/喂入原料的重量)×100%
(3)落物率:它反映开松除杂机的落物数量
落物率=(落物重量/喂入原料重量)×100%
(4)落物含杂率:它反映落物的质量
落物含杂率=(落物中杂质重量/落物重量)×100%
15.简述多仓混棉机的作用原理
多仓混棉机主要利用多个储棉仓起细致的混和作用,同时利用打手、角钉帘、均棉罗拉和剥棉罗拉等机件起到一定的开松作用
16.横铺直取混合原理
首先按混合比例确定各原料的重量,然后根据原料铺设的面积和每层铺放的厚度确定铺设层数,铺设时各成分要交替进行,每层的厚度要均匀,然后从铺层的垂直方向直接抓取所有各层原料,每次取下的原料应当符合原料的配比,再将取下的原料进行开松混合。原料性质差异较大时,应当进行多次横铺直取。
17.简述开清机器排列组合原则,写出纯棉、化纤开清棉和清梳联选用的流程
(1)工艺原则:在开松过程中,遵循“先缓后剧,渐进开松,少伤纤维的原则”;而在除杂过程中,较重较大易破碎和纤维粘附力较小的杂质,本着“早落防碎”的工艺原则应先排除。为此如上述先自由开松后握持开松的原则。
组合原则:工艺流程配置应体现精细抓棉、充分混合、渐进开松、早落少碎、以梳代打、少伤纤维。工艺对不同产品要有一定的适应性,并合理设置棉箱机械和开清点
(2)纯棉:FA006直型往复式抓棉机(或FA002圆盘抓棉机)FA113C单轴流开棉机FA028C 型多仓混棉机FA109A三辊筒清棉机FA151除微尘机喂棉箱+梳棉机(或FA046A棉箱给棉机+FA141成卷机)
化纤:FA006直型往复式抓棉机(或FA002圆盘抓棉机)FA028C型多仓混棉机FA111A 三辊筒清棉机喂棉箱+梳棉机(或FA046A棉箱给棉机+FA141成卷机)
18.梳理工序的作用
①充分梳理(细致松解):使纤维束分离成为具有一定平行伸直度的单根纤维状态
②除杂质和短绒:去除细小的带纤维或粘附性较强的杂质以及短绒
③混合:实现单纤维之间的混合。
④做成一定质量要求的条子(粗梳毛纺是粗纱)
19.两针面间的作用的分类及作用
(1)分梳作用:针间平行配置;V1>V2或V1与V2反向或V2=0;这种配置有:锡林~盖板、锡林~道夫、锡林~工作辊
(2)剥取作用:针尖交叉配置:V1>V2或V1与V2反向或V2 =0 ;这种配置有:锡林~刺辊、锡林~剥毛辊、剥毛辊~工作辊
(3)提升作用:针面平行配置,但相对运动方向与梳理时不同,V2 > V1 (针背对针背);这种配置有:梳毛机上风轮
20.何谓同向剥取、反向剥取刺辊与锡林间的速比与什么有关
(1)同向剥取:针尖交叉配置并沿同一方向运动起到剥取作用
反向剥取:针尖交叉配置并沿相反方向运动起到剥取作用
(2)刺辊与锡林的速比与转移区长度(S)及纤维长度(Lp)有关:
速比=Vc/Vt=(S+ lp)/S
21.何谓清梳联
(1)由输棉风机、管道和喂棉箱联接清棉机和梳棉机,一台开清绵机组可供8-12台梳棉机
(2)在喂棉箱管道上方有压力(气压)传感器,通过检测棉箱中压力,感知棉箱中的棉量(密度),当棉箱中的棉量到达设定值时,传感器通知前方机台停止喂棉。
(3)为保证各棉箱落棉量均匀,输棉管道设计是通过严格计算的
(4)喂棉箱是双棉箱:上棉箱需控制筵棉的密度,上棉箱中有一角钉打手对棉层进一步开松并送入下棉箱,下棉箱中也要控制筵棉的密度。
(5)自调匀整:检测输出条子的厚度,来调整输入或输出速度。
22.什么是道夫转移率
道夫的转移率是指锡林向道夫转移的纤维占参与作用的纤维的百分率,表示锡林向道夫转移纤维的能力
23.生条质量控制项目
棉结杂质(粒/克) 、生条短绒率、条干不匀率、重量不匀率、落棉、棉网质量
24.什么是针面负荷分析梳理机上锡林各部位的针面负荷组成。
(1)针面负荷:单位面积上纤维层的平均重量称为针面负荷。(α,g/cm2)
(2)区域Ⅰ:αb+ αs
区域Ⅱ2-5:αb+ αf+ β+ αs
区域Ⅲ2-5:αb+ αf+ αs
区域Ⅱ2-5与区域Ⅲ2-5反复重复,但αb、β的内容不一样
(αb-返回负荷,αf-喂入负荷,β-工作辊负荷,αs-抄针负荷)
25.画出梳棉机工艺简图,标明主要机件的针向与转向,说明各主要机件(相关机件)对纤维的作用同时在相应位置列出梳棉机主要生产工艺参数参数大小对质量的影响
隔距大小影响纤维的分梳度、充分性、损伤度
速比大小影响纤维的损伤度及杂质含量
锡林速度直接影响到产量的高低,其他机件的速度及梳理纤维的效果
针布规格和针面状态影响梳理效能
26.加工涤纶与棉的梳棉主要工艺有何不同为什么
(1)分梳元件的比较:
锡林针布——大角度、浅齿、弧背,增加转移,防止绕锡林
道夫——道夫转移率要大,角度α与锡林差值比棉大
盖板——植针密度稀些,盖板花较少
刺辊——大角度薄型齿条,对化纤穿刺、分梳较好
工艺配制的比较:
加工涤纶的“速比”、“隔距”、“工作面长度”比棉大
生产涤纶过程中所加的压力比棉大
加工涤纶的落棉率小于棉
加工涤纶过程中的盖板速度较小
(2)原因:涤纶的杂质少,纤维长,整齐度好,强力高,静电大
27.简述梳棉机新工艺新技术。
顺向喂棉:顺利转移、减小损伤
三刺辊:增加预梳
刺辊下为除尘刀加分梳板:增加预梳
小踵趾盖板:紧隔距强分梳
锡林前后固定盖板:预梳和整理
盖板反转:增加前区盖板作用
新型针布:小角、浅齿、高密、耐磨
多点吸尘:棉网清洁、飞花减少
自调匀整:改善生条重不匀
28.什么是精梳,其实质是什么
精梳是精梳工程或者精梳工序的简称,是指在梳理机对纤维充分梳理的基础上所进行的进一步精细梳理。其实质是一端握持,一端梳理。
29.棉精梳前准备工序有哪些
(1)预并条机—条卷机(条卷工艺)
(2)条卷机—并卷机(并卷工艺)
(3)预并条机—条并卷联合机(条并卷工艺)
30.何谓喂给长度、喂给系数和落棉(拔取)隔距、梳理隔距、梳理死区
喂给长度:一个工作周期(工作循环)中喂入的须从长度
喂给系数:在拔取过程中,顶梳的移动距离X与总喂给长度F之比。喂给系数α=X/F
拔取隔距:拔取车在最后位置时,拔取罗拉钳口线与钳板钳口线间的距离
落棉隔距:钳板在最前位置时,下钳板钳唇前沿与分离罗拉表面的距离
梳理死区:当钳板握持纤维须条由锡林进行梳理时其头端未能被锡林梳针梳理的一段长度称为梳理死区
31.棉给棉方式有哪两种特点
棉给棉方式包括前进给棉和后退给棉两种
给棉方式前进给棉后退给棉
分界纤维长度R+(1/2-α1)F R-(1/2-α2)F
重复梳理次数[R+(1-α1)F-a]/F [R+α2F-a]/F
重复梳理次数较少较多
梳理须丛长度较短较长
梳理质量较差较好
落棉少多
32.什么是分离须丛长度、接合长度和有效输出长度
L—分离须丛长度,G—接合(搭接)长度,S—有效输出长度
33.写出精梳条质量检查项目
精梳条乌斯特条干CV,精梳条短绒率,精梳条重量不匀率,精梳后棉结清除率,精梳后杂质清除率,机台间精梳不匀率
34.什么是牵伸实施罗拉牵伸的必要条件是什么
牵伸从表面现象看是将须条抽长拉细的过程,实质实纤维在纱条轴向产生相对位移,从而使纤维分配在更长的长度上。
条件(1)须条上必须有积极握持的两个钳口。
(2)两点间有一定距离(隔距)。
(3)握持点必须有相对运动。
35.变速点、移距偏差为什么牵伸后纱条的不匀会增加
纤维夹持在前、后罗拉中,速度发生改变的点为变速点;纤维在不同点变速,产生移距偏差
①二根纤维在牵伸时,在不同位置变速则二根纤维
间的移距产生偏差,Δα= x(E-1),导致纱条不匀。
②X↑,则Δα↑,纱条不匀↑。
③在X 一定时,E↑,则Δα↑,纱条不匀↑。
36.何谓摩擦力界说明其在牵伸区中的布置要求牵伸区中的中间控制机构起什么作用
摩擦力界:在牵伸区域中,须条受到压力和张力,纤维在牵伸运动时受到摩擦力作用的空间称为摩擦力界。
摩擦力界作用:能够有效的控制纤维在牵伸区中的运动;
布置要求:摩擦力界的分布应使其既能满足作用于个别纤维上力的要求,同时又能满足于整个牵伸须条上力的要求;布置如图
牵伸区中中间控制机构作用:产生附加摩擦力界使整个摩擦力界接近理论要求;握持而稳定地向前输送须条进入前钳口;同时使纱条保持一定张力、适当密度,防止纤维扩散
37.何谓引导力、控制力、牵伸力和握持力
引导力:以前罗拉速度运动的快速纤维作用于浮游纤维上的摩擦力
控制力:以后罗拉速度运动的慢速纤维对浮游纤维的摩擦力
牵伸力:在牵伸过程中以前罗拉速度运动的快速纤维从以后罗拉速度运动的慢速纤维中抽出时,克服所受到的摩擦力的总和所用的功。
握持力:钳口对须条的摩擦力。
38.影响牵伸力的因素有哪些
牵伸倍数、摩擦力界、须条结构与纤维性质
39.牵伸中纤维前后弯钩的伸直效果有何不同牵伸倍数对弯钩的伸直效果怎样影响的(1)后弯钩纤维在牵伸过程中较易被伸直,其伸直效果始终随牵伸倍数的增大而提高;前弯钩纤维在牵伸过程中不容易伸直,与牵伸倍数的关系较为复杂
(2)牵伸倍数愈大,对后弯钩纤维的伸直效果愈好,这是由于牵伸倍数愈大,R’点的位置离前钳口愈近,上述前钳口的强制作用愈显著,从而延长了伸直过程的延续时间;牵伸倍数愈大,对前弯钩纤维的伸直效果反而愈差,因为R’点离前钳口愈近,前钳口的强制作用缩短了伸直过程的延续时间,所以前弯钩纤维只有在小牵伸时才有较充分的伸直作用。
40.什么是牵伸波什么是机械波随机不匀
牵伸波:由于牵伸工艺参数设置不当,引起纤维变速点分布不匀,产生的波。
机械波:由于机械状态不良,引起纤维变速点分布不匀,产生的波。
随机不匀:由纤维根数的随机分布引起的不匀。
41.波谱图的意义是什么如何根据波谱图找出不匀产生的原因掌握波谱图的计算
(1):意义:通过波谱图的分析,能较快地、有效简易地测定和判断各种不匀率值和不匀率的结构,确定不匀的性质和来源,进而推算出不匀发生的部位和原因,并据此来纠正工艺和
机械上的相应缺陷。
(2)计算:波普图是把纱条不匀波型分解成无数个波长、波幅不等的正弦波再绘出的曲线
随机不匀波谱:
λ—波长,l —纤维长度, S(lg λ)—波幅 (n 为纱条横截面中纤维根数) 牵伸波波谱波长:λm =λm0×E =KLE =()LE
E —有缺陷牵伸区到纱条输出之间总牵伸倍数,L —纤维长度
42.并合的作用有哪些
(1)使纱条的若干种成分均匀混和(同种和异种纤维) (2)使纱条结构更加均匀 (3)使纱条粗细均匀
43.什么是自调匀整按控制系统分有哪些类型
自调匀整:是根据条子的粗细(厚度)变化,自动地调整牵伸倍数,从而使输出纱条粗细得到均匀。
按控制系统分类型:开环式,闭环式,混合环式。
44.何谓顺牵伸、倒牵伸,各有何特点
倒牵伸: 头道牵伸大,二道牵伸小。特点:二道牵伸倍数小,条干不匀小。为产量平衡,头道V 大,二道V 小些。
顺牵伸:头道牵伸小,二道牵伸大。特点:二道大,有利于纤维伸直平行,纱强高。但二道条子条干会受影响,必须加强工艺和设备管理。
45.并条压力棒牵伸型式为何能降低不匀率
主牵伸区的压力棒可增强须条中后部附加摩擦力界,利于控制浮游纤维的运动,使其变速集中、稳定、靠前,从而降低须条不匀率
46.简述纯棉纺、精梳涤棉混纺的并条工艺道数。
(1)纯棉纺:纯棉纺并条机的工艺道数应视品种而定。常规并条机的工艺道数一般不少于两道,在使用自调匀整装置后,工艺道数可以减少,特别是精梳后的并条宜采用一道
(2)精梳涤棉混纺:涤需预并,再三道混并,以降低生条重不匀和控制定量,保证混纺比,条子结构与精梳棉条相适应。头道混并时应使两种纤维条子定量接近,保证握持均匀正常牵伸
λπλπλl l K S ?
?? ??=sin )(lg n K π1=
47.熟条主要质量指标
条干均匀、重量不匀率、重量偏差
48.加捻的实质与目的是什么
目的:(1)给纤维须条以捻度,使之成纱或使纱、线捻合成股线;(2)加捻后使纤维、单纱、单丝在纱、线中获得一定的结构形态,使制品具有一定的物理机械性能和外观结构。实质:须条各截面间产生相对回转角位移,纤维倾斜一定角度(捻回角),在拉力作用下对纱条存在向心压力。
49.衡量加捻程度的指标有哪些各自的含义
捻度:单位长度纱线在截面上相对回转的角度位移称为捻度
捻系数:
捻幅:单位长度纱线加捻时,截面任一点在该截面上相对转动的弧长称为捻幅
捻向:回转角位移方向
50.什么是阻捻、捻陷、和假捻举例说明它们在纺纱加工中的应用
捻陷:纱条输送方向与捻回传递方向相反,摩擦件位于加捻点与握持点间。由于摩擦件C使纱条片段AC上的捻度比正常捻度减少了,这种现象称为捻陷。粗纱机锭翼顶孔和细纱机导纱钩均为捻陷点。
阻捻:加捻区AB,中间摩擦件C,但纱条运动与捻陷情况相反,即捻回传递与纱条输送方向相同。C件的摩擦阻力矩阻止捻回传至AC段,摩擦件C对一段纱条(BC段)有增捻,这种现象称为阻捻,但对产品捻度并无影响。粗纱机锭管边孔、空心臂、压掌处以及细纱机钢丝圈处均为阻捻点。
假捻:如图所示加捻器B位于中间,AB与BC为两个加捻区,当捻度稳定,即t→∞,AB区中的纱条有捻度,而BC区的稳定捻度为零,产品中没有捻回,这种加捻过程称为假捻。粗纱机的锭翼顶孔是假捻点,在假捻变形加工中也应用了假捻原理。
51.应用稳定捻度定理求纱条各段捻度
纺纱学2思考题-终极
1、棉纱(普梳、精梳)生产工艺流程及各工序作用? 普梳纺纱:原料-开清棉-梳棉-并条(2-3道)-粗纱-细纱-后加工 精梳纺纱:原料-开清棉-梳棉-并条(2-3道)-粗纱-细纱-后加工 ↓↑ 精梳前准备-精梳 (预并条、条卷);(条卷、并卷);(预并条、条并卷) 2、棉纺粗纱机常用的牵伸机构形式?列出粗纱机的主要牵伸工艺参数。 牵伸机构形式:三罗拉/四罗拉双短皮圈牵伸 参数:定量、总牵伸倍数、后区牵伸倍数、罗拉握持距、罗拉加压、钳口隔距 3、粗纱捻系数确定的原则。 一般纤维长度长、整齐度好、细度细、粗纱定量重、加工化纤、冬季干燥时,粗纱捻系数偏小掌握;当细纱机采用较大后区牵伸和较大后区隔距时,粗纱捻系数偏小掌握。 4、粗纱张力是如何形成的,一般以什么来衡量? 粗纱在卷绕过程要克服锭翼顶端、空心臂和压掌等处的摩擦阻力而形成粗纱张力。 一般以粗纱伸长率来间接衡量粗纱张力。粗纱伸长率(%)=(实际长度-理论长度)/理论长度*100% 1、细纱工序的作用。 牵伸:将粗纱均匀地抽长拉细到所需要的线密度。 加捻:给牵伸后的须条加上适当的捻度,赋予成纱以一定的强度、弹性和光泽等物理机械性能。 卷绕:将细纱按一定要求卷绕成形,便于运输、贮存和后道加工。 ★2、画出环锭细纱牵伸、加捻工艺简图,并标出牵伸、加捻工艺参数。何谓细纱后区两大一小? 工艺参数: (1)总牵伸倍数:在保证质量前提下,应尽可能多负担E,以减 轻前道工序负担 (2)前牵伸区工艺:采用紧隔距,小钳口,强控制,重加压原则。 ①浮游区长度:在机器不出硬头下,以小为好,该参数一般不 调。②皮圈钳口隔距:隔距小,对纤维控制强,但牵伸力大,易 牵不开。一般根据纺纱特数高。 (3)后区牵伸工艺:前区牵伸控制强,后区牵伸倍数设置可大。 (4)罗拉加压 两大一小:粗纱捻系数大,细纱后区隔距大,细纱后区牵伸倍数 小 3、紧密纺纱的原理及纱线特点? 在紧密纺纱过程中,由于在牵伸部位和纱线形成部位之间加了一个中间区(即凝聚装置),通过利用气流等对牵伸过的须条进行横向凝聚,这种凝聚工艺的作用使纺纱三角区的纤维结构变成非常狭窄。在紧密纺纱过程中,纤维的喂入宽度和纺纱三角区宽度相等时,即消除了纺纱三角区,使从前罗拉引出的须条立即受到凝聚气流及相应机构的控制,使纺出的成纱毛羽减少,纱体光滑紧密坚固。 ★4、V型牵伸的原理?画出其摩擦力界分布。 V型牵伸是将后罗拉中心抬高到前牵伸区平面,后皮辊后倾,使其中 心和后罗拉中心连线和罗拉倾斜面呈25 角。喂入须条从后罗拉钳口起有 一段包围弧,使须条紧贴在罗拉表面,形成从后罗拉钳口向前逐渐减弱的 附加摩擦力界,以有效地控制纤维运动,须条受引导力的作用压成扁平带 状而不易翻滚和捻度传递,但当脱离CD弧后,由于捻回的重分布,捻度 迅速向B处传递集中,从而使牵伸纱条不仅不扩散,反而向中罗拉钳口处 逐渐收缩,形成狭长的V字形。使须条结构紧密,伸直均匀地喂入前区, 发挥前区的牵伸能力。 V型牵伸的特点:增强并扩展了后钳口处摩擦力界(CD),大大加强了对 纱条的握持和对浮游纤维运动的控制;在较小的罗拉隔距条件下,具有较 长的罗拉钳口握持距(AD),以及较短的非控制浮游区长度(BC),从而 大大减少了后区牵伸中浮游纤维数量及其浮游动程;使牵伸纱条向中罗拉钳口处逐渐收缩,形成狭长的V字形,从而
耕作学作业题及答案
耕作学作业题及答案 耕作学作业题(一) 一、解释名词 1、耕作学:亦称农作学,是研究建立合理耕作制度(亦称农作制度)的理论及其技术体系的学科。 2、种植制度:是指一个地区或某个生产单位的作物种植结构及其在空间(地域或地块)对时间(季节、年代)上的安排。 3、单作:在一块地上一年或一季只种一种作物的种植方式,又称清种,华北称平作。 4、间作在同一块地上成行或带状(若干行)间隔种植两种或两种以上(通常为两种)生育季节相近(亦有不相近者)的作物。 二、简述题 1、简述农业生产的严格地域性。 答:农业生产,是通过动植物的生命活动和环境资源进行物质和能量交换过程中实现的。因此,环境是向植物提供所需生活因素的质和量是形成产量的客观条件。环境的异质性,不仅存在于大自然区域之间,甚至在小范围内,由于小气候和土壤变化的相互作用常常引起环境生产潜力的巨大差异,要求完全不同的管理技术和利用途径。因而农业生产具有严格的地域性。 2、简述我国粮食生产发展的四阶段。 答:1949-1958年为第一阶段,粮食产量达2亿吨; 1959-1978年为第二阶段,粮食产量跃上了3亿吨; 1979-1984年为第三阶段,粮食产量达4亿吨; 1985-1996年为第四阶段,粮食产量跃上5亿吨。 3、简述农业生产应用连作的原因。 答:第一,在某些地区,气候和土壤条件比较适宜某种作物的种植。第二,专业化程度高,生产者掌握其高产栽培技术,累积了丰富的高产稳定经验。第三,在一些生产单位,适合于某一作物种植的机械化程度较高,种植作物种类少,相应的机械设备投资就少,降低了生产成本,提高了经济效益。在商品生产较高的地区,为了赚取更多的利润,不可避免地出现商品性作物的连作。第四,农田基本建设的改善和某些新技术的应用,克服了连作中产生的问题。第五,不同作物对连作的反应不同,这是连作大量存在的原因。 三、论述题 1、试论述垄作耕法中扣种的作业方法,以及垄作耕法的优缺点。 答:(1)扣种是一种垄耕作业,其方法有很多种,主要用于大粒种子作物,如玉米、大豆等。典型的扣种作业的第一步是破茬,将根茬和原垄台上部的表土翻入垄沟,在上年垄沟的松土上播种,然后在破茬处在趟一犁,将松土覆于种子之上,最后用磙子镇压。 (2)优点: 1、垄作耕法适应东北地区的降雨形式。 2、垄作耕法白天温度高、夜间温度低,昼夜温差大利于作物生长。
《纺纱学》2019章节测试题与答案
《纺纱学》2019章节测试题与答案 第1章单元测试 1、以下不属于纺纱的四个基本原理的是()。 答案:建筑 2、进一步梳理,去除短纤维、棉结和细小杂质的过程是()。 答案:√ 3、将须条拉细,伸直纤维、去除弯钩的过程是()。 答案:请 4、将大团纤维开松成小块、小束纤维,并同时清除杂质的过程是()。 答案:请 5、下列不能进行短纤维纺纱的原料是()。 答案:哑剧 第2章单元测试 1、原料选配的目的是()。
答案:保持产品质量和生产的相对稳定、合理使用原料、节约原料,降低成本、增加花色品种 2、以下说法错误的是() 答案:康孚咨询开发的战略五要素分析法简称ECSRE 3、配棉时,同类棉的主要性质差异应小,以下不需要考虑的主要性质是()。 答案:分类排队 4、细绒棉分七级,其中标志细绒棉品质最好的级数是()。 答案:地理、人口、心理、行为 5、原棉质量标识为329A代表纤维手扯长度是()。 答案:第一空:婚姻自由第二空:一夫一妻第三空:男女平等第四空:保护妇女、儿童和老人的合法权益第五空:计划生育 6、锯齿棉的特点是()。 答案:错 第3章单元测试 1、以下不属于梳理前准备的目的与任务的是()。
2、影响开松作用的因素中包括哪些()。 答案:是 3、清梳联工艺处理化纤时,因其杂质少,且纤维细、长,为避免损伤纤维。因此,不用()。 答案:并条 4、豪猪式开棉机属于哪种开松方式()。 答案:嚎哭 5、开松效果评定方法不包括以下哪个()。 答案:和过法国和符合规范化孤鸿寡鹄 第4章单元测试 1、以下哪组部件间不是分梳作用()。 答案:甘油 2、梳棉机下列两针面间属于转移作用的是()。 答案:握持梳理 3、以下不是评价生条质量指标的是()。
四川农业大学《耕作学(本科)》18年12月作业考核参考答案
《耕作学(本科)》18年12月作业考核 7.作物的生态适应性是作物布局的() A.前提; B.保障; C.基础; D.目的。 标准答案:C ()是一个地区或生产单位作物结构与配置的总称 A.作物布局; B.复种; C.种植制度; D.间套作。 标准答案:A 在基本生活因素中,()为宇宙因素,大范围不能调控,只能安排作物适应。 A.水; B.光; C.肥; D.气。 标准答案:B 我国光资源的特点之一是() A.纬度北高南低; B.纬度北低南高; C.经度东高西低; D.海拔低高高低。 标准答案:A 19.在下列土壤耕作措施中,作用土层最深的是()。 A.深松耕; B.耙地; C.中耕; D.翻耕。 标准答案:A 下列作物中属于小春作物(秋冬播)的是()。 A.水稻; B.小麦; C.玉米; D.甘薯。 标准答案:B 农业生产的中心任务是()。 A.提高劳动生产率; B.提高资金生产率; C.提高肥料利用率; D.提高光能利用率。 标准答案:D 10.合理套作增产的主要原因是()。
A.充分利用时间; B.充分利用土地; C.充分利用水分; D.充分利用养分。 标准答案:A 15.在下列作物中,属于养地作物的是( )。 A.禾谷类; B.油菜; C.薯类; D.豆类。 标准答案:D 下列表达式中属于作物气候生产潜力的是()。 A.YL=f1(Q); B.YLT=f1(Q)?f2(T); C.YLTW=f1(Q)?f2(T)?f3(W); D.YLTS=f1(Q)?f2(T)?f3(W)?f4(S)。 标准答案:C 我国热量资源的主要特点之一是() A.纬度北高南低; B.纬度北低南高; C.季节夏低冬高; D.海拔低低高高。 标准答案:B 在进行作物布局时,应尽可能将每一种作物均安排种植在其()。 A.生态最适宜区; B.生态次适宜区; C.生态经济最适宜区; D.生态经济次适宜区。 标准答案:C 1.()是在一定的自然条件和社会科学技术条件下所形成的一整套用地与养地相结合的综合技术体系。 A.种植制度; B.耕作制度; C.土壤耕作制度; D.养地制度。 标准答案:B 13.复种可以增加全年作物产量,提高光能利用率,最主要的是()。 A.提高光合效率; B.增加光合面积; C.延长光合时间; D.增加光合强度。 标准答案:C 20.翻耕的主要工具是()。 A.有壁犁;
纺纱学思考题.
纺纱学思考题 1、何谓纱线?何谓纺纱? 2、纺纱的四大基本原理是什么? 3、写出精梳棉纱、普梳棉纱生产工艺流程,写出各工序作用? 4、棉纺生产的特点(与毛纺生产比)? 5、皮辊棉、锯齿棉的特点? 6、唛头中各字符代表的含义? 7、含糖棉的处理方式有哪几种? 8、何谓“三丝”? 9、原料选配的目的? 10、分析原料性质对纱线主要质量(强力、结杂、条干)的影响? 11、何谓分类排队法? 12、化纤选配时考虑的因素有哪几方面? 13、混纺纱线时,原料混合的方式有哪几种? 14、自由开松与握持开松的特点? 15、影响开松作用的因素有哪些? 16、图示三角尘棒的安装角及尘棒间隔距,并说明安装角对开松除杂的影响。 17、打手与尘棒间的排杂,有哪几种情况? 18、图示并说明气流喷口除杂的机理。 19、什么是除杂效率、落杂率、落物率和落物含杂率? 20、简述多仓混棉机的作用原理。
21、横铺直取混合原理? 22、简述开清机器排列组合原则,写出纯棉、化纤开清棉和清梳联选用的流程。 23、梳理机有哪些种类? 24、两针面间的作用的分类及作用? 25、针布的分类? 26、何谓同向剥取、反向剥取?刺辊与锡林间的速比主要决定什么? 27、什么是针面负荷?分析盖板梳理机上锡林各部位的针面负荷组成。 28、什么是道夫转移率? 29、画出梳棉机工艺简图,标明主要机件的针向与转向,说明各主要机件(相关机件)对纤维的作用? 30、加工涤纶与棉的梳棉主要工艺有何不同?为什么? 31、生条质量控制项目? 32、何谓清梳联? 33、何谓精梳? 34、棉精梳前准备工序有哪些? 35、何谓喂给长度、喂给系数和拔取隔距、梳理隔距、梳理死区、重复梳理次数? 36、分析落棉隔距、给进长度、梳理隔距对精梳质量的因素? 37、棉给棉方式有哪两种?特点? 38、了解圆梳、顶梳对纤维的梳理方式?
纺纱学(2)思考题答案2011
棉纺部分 第八章细纱 1、细纱工序的作用。 牵伸:将粗纱均匀地抽长拉细到所需要的线密度。 加捻:给牵伸后的须条加上适当的捻度,赋予成纱以一定的强度、弹性和光泽等物理机械性能。 卷绕:将细纱按一定要求卷绕成形,便于运输、贮存和后道加工。 ★2、画出环锭细纱牵伸、加捻工艺简图,并标出牵伸、加捻工艺参数。何谓细纱后区两大一小? 后隔距 工艺参数: (1)总牵伸倍数 (2)前牵伸区工艺:①浮游区长度②皮圈钳口隔距 (3)后区牵伸工艺 (4)罗拉加压 两大一小:粗纱捻系数大,细纱后区隔距大,细纱后区牵伸倍数小 3、紧密纺纱的原理及纱线特点? 在紧密纺纱过程中,由于在牵伸部位和纱线形成部位之间加了一个中间区(即凝聚装置),通过利用气流等对牵伸过的须条进行横向凝聚,这种凝聚工艺的作用使纺纱三角区的纤维结构变成非常狭窄。在紧密纺纱过程中,纤维的喂入宽度和纺纱三角区宽度相等时,即消除了纺纱三角区,使从前罗拉引出的须条立即受到凝聚气流及相应机构的控制,使纺出的成纱毛羽减少,纱体光滑紧密坚固。 4、V型牵伸的原理?画出其摩擦力界分 喂入须条从后罗拉钳口起有一段包 围弧,使须条紧贴在罗拉表面,形成从后 罗拉钳口向前逐渐减弱的附加摩擦力界, 以有效地控制纤维运动,须条受引导力的 作用压成扁平带状而不易翻滚和捻度传 递,但当脱离CD弧后,由于捻回的重分
布,捻度迅速向B处传递集中,从而使牵伸纱条不仅不扩散,反而向中罗拉钳口处逐渐收缩,形成狭长的V字形。使须条结构紧密,伸直均匀地喂入前区,发挥前区的牵伸能力。即使较高的牵伸倍数,成纱质量仍较好。V型牵伸在较小的罗拉中心距条件下具有较大钳口握持距和较短浮游区长度,以提高后区牵伸倍数来增加总牵伸。 5、画出环锭细纱加捻模拟图。用捻度稳定定理计算各段捻度。 根据捻度稳定定理: BC段:气圈段:n t-T BC V Rλ2=0 T BC=n t/V Rλ2 AB段:纺纱段:T AB=n tη2/V Rλ2 CD段:卷绕段:T BC V Rλ2-T CD V R=0 T CD=n t/V R 6、细纱断头的原因? 在纺纱过程中,当纱线某断面处瞬时强力小于作用在该处的张力时,就发生断头,因此断头的根本原因是强力与张力的矛盾。 ★7、细纱国标质量检验项目有哪些及定义? 国标有六项指标:1)、单纱断裂强度,单纱断裂强度变异系数2)、重量不匀率3)、重量偏差4)、条干均匀度5)、一克纱内棉结杂质数6)、10万米纱疵8、何谓乌斯特公报? 乌斯特公报是全世界纱样的质量指标的统计值。 目前大多用乌斯特统计值:有条干CV%,粗节,细节,棉结,强力及CV%,伸长率,各项指标有相应水平指标。另外,毛羽指标也是重要考核指标。 9、提高纱线强力的措施? ①合理配棉 ②开松梳理工序:提高纤维平行顺直度,防止纤维损伤。 ③并条、粗纱工序:应提高纤维平行,提高半制品条干均匀度。 ④细纱工序:提高条干均匀度; 合理选择细纱捻系数,降低捻度不匀; 加强车间温湿度管理。 10、细纱工序如何提高纱线条干? 条干不匀重要指短片段不匀,因此细纱上加强控制就更显重要、直接、有效。设计合理牵伸工艺参数减少牵伸波,保证设备良好减少机械波。 1)采用先进的牵伸型式:四种现代牵伸装置 2)喂入纱条特数与成纱条干的关系: α 1 =α0E+X(E-1),牵伸倍数↑附加不匀越大。如纺出细纱特数不变,喂入纱条特数越大,所需牵伸倍数越大、则附加不匀越大。 3)细纱特数与成纱条干的关系 细纱特数小,纱线截面纤维根数少,成纱条干不匀大。
耕作学复习试题和答案
《耕作学》复习题及参考答案 一、名词解释 1、种植制度:一个地区或生产单位的作物组成、配置、熟制、种植方式的综合。 2、耕作制度:一个地区或生产单位农作物的种植制度及相应的养地制度的综合技术体系。 3、养地制度:与种植制度相适应的以提高土地生产力为中心的一系列技术措施。 4、作物布局:一个地区或生产单位作物结构与配置的总称。 5、作物结构:作物的种类与品种、面积与比例。 6、复种:在同一田块上一年内接连种植二季或二季以上作物的种植方式。 7、复种指数:一个地区或生产单位,全年作物播种或收获的总面积与耕地面积的百分比,反应复种程度的高低。 8、熟制:一年内在同一块田地上种植作物的季数。 9、净作:又叫单作,是指在同一块田地上、在一个完整的生长期内只种植一种作物的种植方式。 10、间作:在同一田块上,于同一生长期内,成行或成带相间种植两种或两种以上作物的种植方式,也称夹作、间种。 11、套作:在前季作物生长的后期(收获前)于其株行间播种或移栽后季作物的种植方式。也称套种、串种。 12、混作:在同一块田地上、在同一生长期(季节)内混合种植两种或两种以上作物的种植方式,又称为混种。 13、多熟种植:在一年内,于同一田地上种、收多种或多季作物的种植方式。 14、边际效应:边行植株生长发育较中间的好或差的现象,包括边行优势和边行劣势。 15、单一群体:由同种(品种)植物不同植株构成的植物群体。
16、复合群体:由多种(品种)植物的不同植株构成的植物群体。 17、边行优势:边行植株生长发育较中间好的现象; 18、边行劣势:边行植株生长发育较中间差的现象; 19、连作:在同一块田地上,连年种植相同作物或相同复种方式的种植方式。 20、轮作:在同一块田地上,有序地轮换种植不同作物或不同复种方式的种植方式。 21、土壤耕作:通过农机具的机械力量作用于土壤,调整耕作层和地面状况,以调节土壤水分、空温度和养分的关系,为作物播种、出苗和生长发育创造适宜土壤环境的技术措施。 22、免耕:又你零耕作(zero tillage),是指直接在前茬地上播种,作物播种前和播种后的整个生长期间不采用传统土壤耕作措施进行作物生产的一种耕种方式。 23、少耕:在常规耕作基础上尽量减少土壤耕作措施、次数和面积的耕作方法。 二、单项选择题 1、我国热量资源的主要特点之一是【 B 】 A. 纬度北高南低; B. 纬度北低南高; C. 经度低高西高; D. 海拔低高高低。 2、与发达国家不同,我国农业生产发展的主要方向是【 B 】。 A.提高劳动生产率; B.提高土地利用率; C.提高肥料利用率; D.提高资金生产率。 3、在进行作物布局时,应尽可能将每一种作物均安排种植在【 C 】。 A.生态最适宜区; B.生态次适宜区; C.生态经济最适宜区; D.生态经济次适宜区。 4、复种可以增加全年作物产量,提高光能利用率,最主要的是【 C 】。 A.提高光合效率; B.增加光合面积; C.延长光合时间; D.增加光合强度。
纺纱工程第2阶段练习题
江南大学现代远程教育第二阶段练习题 考试科目:《纺纱工程》教材第5章至第6章(总分100分) 学习中心(教学点)批次:层次: 专业:学号:身份证号: 姓名:得分: 一、简答题〖每小题3分,共24分〗 1、前进给棉 2、弓形板定位 3、纤维变速点分布 4、牵伸力与握持力 5、偶数准则 6、落棉隔距 7、浮游纤维 8、接合长度G 二、判断题〖每小题2分,共计20分。正确打(√)、错误打(×)〗 1、分离罗拉顺转不能太迟,否则会因纤维头端撞在罗拉上易形成弯钩或因分离牵伸太小使新须丛头端太厚而形成“鱼鳞斑”。() 2、为了保证小卷质量,精梳准备工序的总牵伸倍数和总并合数越大越好。() 3、精梳机钳板传动系统的特点是闭合早开口迟。() 4、并合可以提高须条的长片段不匀率。() 5、纱线的短片段不匀也称重量不匀。() 6、精梳中,给棉长度大,重复梳理次数多,梳理效果好。() 7、牵伸倍数越大,延长了伸直过程的延续时间,对后弯钩纤维的伸直效果越好。() 8、一般前进给棉给棉长度长,后退给棉给棉长度短。() 9、精梳机梳理阶段,钳板先后摆再前摆,顶梳也先后摆再前摆,但未参与梳理。() 10、牵伸区中浮游纤维所受的控制力>引导力时,浮游纤维变速成快速纤维() 三、填空题〖每空1分,共计20分〗 1、分离罗拉倒转定时提早时,为防止锡林末排梳针抓走倒入机内的棉网尾部纤维,应 结合弓形板定位,同时,还应钳板闭合定时。 2、精梳准备工序的设备有并条机、条卷机、并卷机和条并卷联合机,可以构成、、三种精梳准备工艺路线。
3、并条机一般采用曲线牵伸,牵伸区附加摩擦力界可以通过、等实现。 4、精梳机一个工作循环可分为四个阶段, 即、、 、。 分度盘被划分为等分,每等分称为。 5、实现罗拉牵伸的条件有、、 6、牵伸区中慢速纤维是指 7、牵伸效率是指 8、顺牵伸工艺是指头道牵伸倍数,二道牵伸倍数的工艺配置。 四、论述题〖每小题12分,共计36分〗 1、论述并合原理,分析确定并合数的依据。 2、分析弓形板定位过早和过晚会出现什么问题? 3、棉精梳前准备工序任务是什么,分析对比目前常用的三种精梳准备工艺的特点?
本学期纺纱学思考题 期末复习资料
纺纱学2思考题 棉纺 1、细纱工序的作用。 (1)牵伸:将粗纱均匀地抽长拉细到所需要的线密度; (2)加捻:给牵伸后的须条加上适当的捻度,赋予成纱一定的强度、弹性和光泽等物理机械性能; (3)卷绕成形:将细纱按一定要求卷绕成形,便于运输储存和后加工。 2、画出环锭细纱牵伸工艺简图,并标出牵伸工艺参数。何谓细纱后区两大一小? 后隔距 两大一小:两大:粗纱捻系数、细纱后区中心距;一小:细纱后区牵 伸倍数。(粗纱牵伸倍数小) 3、紧密纺纱的原理及纱线特点? 在紧密纺纱过程中,由于在牵伸部位和纱线形成部位之间加了一个中间区(即凝聚装置),通过利用气流等对牵伸过的须条进行横向凝聚,这种凝聚工艺的作用使纺纱三角区的纤维结构变得非常狭窄。在紧密纺纱过程中,纤维的喂入宽度和纺纱三角区宽度相等时,即消除了纺纱三角区,使从前罗拉引出的须条立即受到凝聚气流以及相应机构的控制,使纺出的成纱毛羽减少,纱体光滑紧密坚固。 4、V 型牵伸的原理? V 型牵伸是将后罗拉中心抬高到前牵伸区平面,后皮辊后倾,使其中心和后罗拉中 心连线和罗拉倾斜面成25°角,喂入须条从后罗拉钳口起有一段包围弧,使须条紧 贴在罗拉表面,形成从后罗拉钳口向前逐渐减弱的附加摩擦力界,以有效地控制纤 维的运动,使得后区原来的直线牵伸变为曲线牵伸,这样使得后部摩擦力界得到拓 宽和加强,使得纤维变速点得到前移和集中,牵伸附加不匀因而减少,后牵伸倍数 可以增大。但当脱离CD 弧线后,由于捻回的重分布捻度向中罗拉钳口传递,须条不 仅不扩散,反而向中罗拉钳口处逐渐收缩,形成狭长的V 字形,使须条结构紧密,伸 直均匀地喂入前区,改善了前区牵伸条件。提高了条干均匀度还可增大牵伸倍数。 5、细纱国标质量检验项目有哪些及定义? 国标有六项指标:1)、单纱断裂强度,单纱断裂强度变异系数2)、重量不匀率 3)、重量偏差4)、条干均匀度5)、一克纱内棉结杂质数6)、10万米纱疵 4、何谓乌斯特公报? 【乌斯特公报也称乌斯特统计值,其起源可追溯至1949年,瑞士蔡尔维格乌斯特公司对从世界各 地几十个主要纺纱厂按集的棉、毛、化纤纯纺及混纺纱样品,在标准试验室内,用乌斯特先进的测试仪器进行测试,并将测试结果进行统计,得出某种纱线百分比所对应的质量水平。】→乌斯特公报是全世界纱样的质量指标的统计值。目前大多用乌斯特统计值:有条干CV %,粗节,细节,棉结,强力及CV%,伸长率,各项指标有相应水平指标;毛羽指标也是重要考核指标。 5、提高纱线强力的措施? (1)合理配棉;(2)合理设置工艺,充分开松,减少短纤维与结杂;(3)提高粗纱均匀度; (4)提高细纱条干均匀度,改善须条结构;( 5 )合理选择细纱捻系数,降低捻度不匀;(6)加强车间温湿度管理。 6、细纱工序如何提高纱线条干? 1)加强对原料的管理及性能的试验分析工作。2)合理进行工艺设计,充分发挥各牵伸机件对纤维运动的控制能力,使纤维在牵伸过程中有规律的运动,以减小“牵伸波”。3)提高半成品的质量,严防半成品中的周期波及潜在不匀 工艺参数:(1)总牵伸倍数:在保证质量前提下,应尽可能多负担E ,以减轻前道工序负 担。一般中特纱20-30倍,细特纱30-35倍。特细纱可45倍以上。 (2)前牵伸区工艺:采用紧隔距,小钳口,强控制,重加压原则。 ① 浮游区长度(前区罗拉中心距)在机器不出硬头下,以小为好,该参数一般不调。②皮 圈钳口隔距:隔距小,对纤维控制强,但牵伸力大,易牵不开。一般根据纺纱特数高。 (3)后区牵伸工艺:总牵伸倍数=前区牵伸倍数?后区牵伸倍数。前区牵伸控制强,牵伸 倍数设置可大。后区牵伸的主要作用是为前区作准备,以充分发挥皮圈控制纤维运动的作 用,达到既能提高前区牵伸,又能保证成纱质量的目的。提高细纱机的总牵伸倍数,有两 类工艺路线选择。第一类工艺路线是保持后区较小的牵伸倍数,主要是提高前区牵伸倍数。 第二类工艺路线是增大后区牵伸倍数。目前生产上普遍采用第一类牵伸工艺路线。 (4)罗拉加压:握持力略大于牵伸力,一般前、中、后加压比2:1:1.4
纺纱学试卷
纺纱学试卷 以下是为大家整理的纺纱学试卷的相关范文,本文关键词为纺纱,,您可以从右上方搜索框检索更多相关文章,如果您觉得有用,请继续关注我们并推荐给您的好友,您可以在综合文库中查看更多范文。 纺纱学试卷(2) 一、名词解释(2分×5=10分) 1、奇数法则:在普梳工艺系统中,梳棉与细纱之间的工序道数按奇数配置。这样有利于弯钩纤维的伸直,这个工艺原则就是奇数法则。 2、引导力:以前罗拉速度运动的快速纤维作用于牵伸区中某根
浮游纤维整个长度上的力。 3、后退给棉:给棉罗拉在钳板后摆过程中给棉的工艺称为后退给棉。 4、“三小”工艺:为改善成纱的均匀性在细纱机牵伸区的前区常采取的工艺,即小的罗拉隔距、小的浮游区长度、小的钳口隔距。 5、捻回重分布:当细纱机牵伸区的后区牵伸倍数超过1.5及粗纱捻系数较大时,纱条上的捻回会向中钳口较细的纱条上移动,使靠近中钳口纱条上的捻回增多,靠近后钳口纱条上的捻回减少,这种现象称为捻回重分布。 1、横铺直取:棉层通过摆斗往复平铺后,由角钉帘同一时间内多层垂直抓取各配棉成分,能在较大重量范围内混合,达到混合均匀。 2、假捻效应:纱条作轴向运动时发生在喂入端与假捻器之间存在的捻回现象,称作假捻效应。 3、前进给棉:给棉罗拉在钳板前摆过程中给棉 4、移距偏差:在牵伸过程中,由于纤维不在同一位置变速,则牵伸后纤维的头端距离与正常移距产生偏差称为移距偏差。 5、cVc纱:棉的含量比涤的含量多的涤棉混纺纱或倒比例涤棉混纺纱 二、填空题(1分×20=20分) 三、判断题(对√错×)(2分×5=10分)1、并合可以提高须条的长片段不匀率。(√) 2、梳棉机的分梳工艺长度根据纤维的平均长度进行选择。(×) 3、细纱机的前区采用“二大一小”工艺有助于提高成纱的均匀度。(×)
纺纱学 习题
《纺纱学》作业 第一章原料选配 1、何为配棉?其目的要求是什么?选配原棉时一般注意哪些原则? 2、配棉中的分类排队是什么意思?达到什么目的? 3、什么叫回花、再用棉和下脚?各自的用途是什么? 4、原料的混合(选配)的目的是什么?主要应考虑哪些因素?其综合性能是如何表示的? 5、什么是混纺比?什么是投料比?两者间有何关系? 6、确定化纤混纺比时应考虑哪些因素?为什么涤/棉混纺比选为65/35是适宜的? 7、今将1.5D×38mm的涤纶(公定回潮率0.4%)与6000Nm×31mm的棉(公定回潮率8.5%) 混纺(混纺比T65/C35),问混合原料的平均细度、长度和公定回潮率各为多少?如当时棉的实际回潮率为12%,则投料比(均按湿重计)应为多少? 8、涤/粘混纺时的设计干重混比为65/35,若涤纶和粘纤的实际回潮率分别为0.4%和13%, 求涤/粘混纺时的湿重混比? 9、简述目前计算机配棉常用的基本方法。 第二章开清棉 10、开松与除杂的主要任务是什么?通常如何完成? 11、各种纺纱系统的开松与除杂有什么异同? 12、开松机件的形式主要有哪些?各有何特点? 13、自由开松和握持开松各有何特点?两者在开松加工的相对位置如何?为什么 14、影响开清作用的主要因素有哪些? 15、以FA106豪猪开棉机为例,说明开松机的开松、除杂过程及气流的分布规律和作用。 16、开松工序中的均匀混合是如何完成的? 17、什么是除杂效率、落杂率、落纤率和落物含杂率? 第三章梳棉 18、梳理工序的目的与任务是什么?梳理机有哪些种类?各有何特点? 19、针面间的作用分为哪几类?各起什么作用? 20、什么是梳棉机的分梳工艺长度?如何确定分梳工艺长度? 21、什么是分梳度?它与哪些因素有关? 22、针布的形式和主要规格有哪些?对不同原料梳理时的针布规格主要应考虑哪些? 23、刺辊与锡林间的速比与什么有关? 24、刺辊对分梳的影响是什么?什么是附面层气流? 25、纤维在梳理机上是如何被分梳的、转移的?什么是纤维在针面上的“自制”?有何作用? 26、分析梳理机上各主要机件对纤维的作用。 27、什么是固定盖板?什么是盖板反转?它们各有什么作用? 28、什么是针面负荷?对梳理有什么影响?分析梳理机锡林上各部位的针面负荷。 29、梳理机是如何对纤维进行均匀混合的? 30、梳理条中纤维的弯钩形态有哪些规律? 31、什么是道夫转移率?什么是罗拉梳理机的分配系数?它们对梳理和混和有什么影响? 32、道夫是如何将纤维从锡林上转移出去的? 第四章精梳 33、什么是精梳,其实质是什么?目的意义是什么? 答:精梳:对纤维进行精细的梳理。一般是在粗梳后的再次梳理,是一端积极握持,另一端接受梳理的方式。
耕作学复习题及答案
耕作学复习题及答案
《耕作学》复习题及参考答案 名词解释 1.种植制度:一个地区或生产单位的作物组成、配置、熟制、种植方式的综合。 2.耕作制度:一个地区或生产单位农作物的种植制度及相应的养地制度的综合技术体系。 3.养地制度:与种植制度相适应的以提高土地生产力为中心的一系列技术措施* 4.作物布局匕一个地区或生产单位作物结构与配置的总称。 5.作物结构:作物的种类与品种、面积与比例。 6.复种:在同一田块上一年内接连种植二季或二季以上作物的种植方式° 7.复种指数:一个地区或生产单位,全年作物播种或收获的总面积与耕地面积的百分比”反应复种程度的高低。 8.熟制;一年内在同一块田地上种植作物的季数。 9.净作:又叫单作,是指在同一块田地上、在一个完整的生长期内只种植一种作物的种植方式。 10.间作:在同一田块上,于同一生长期内,成行或成带相间种植两种或两种以上作物的种植方式,也称夹作、间种# 11.套作=在前季作物生长的后期(收获前〉于其株行间播种或移栽后季作物的种植方式。也称套种、串种. 12*混作:在同一块田地上、在同一生长期(季节)内混合种植两种或两种以上作物的种植方式,又称为混种。 13.多熟种植:在一年内*于同一田地上种、收多种或多季作物的种植方 14.边际效应乂边行植株生长发育较中间的好或差的现象,包括边行优势和边行劣势°
15.单一群体:由同种(品种)植物不同植株构成的植物群体。
16、复合群体:由多种(品种)植物的不同植株构成的植物群体。 17、边行优势:边行植株生长发育较中间好的现象; 18、边行劣势:边行植株生长发育较中间差的现象; 19、连作:在同一块田地上,连年种植相同作物或相同复种方式的种植方式。 20、轮作:在同一块田地上,有序地轮换种植不同作物或不同复种方式的种植方式。 21、土壤耕作:通过农机具的机械力量作用于土壤,调整耕作层和地面状况,以调节土壤水分、空温度和养分的关系,为作物播种、出苗和生长发育创造适宜土壤环境的技术措施。 22、免耕:又你零耕作(zero tillage),是指直接在前茬地上播种,作物播种前和播种后的整个生长期间不采用传统土壤耕作措施进行作物生产的一种耕种方式。 23、少耕:在常规耕作基础上尽量减少土壤耕作措施、次数和面积的耕作方法。 二、单项选择题 1、我国热量资源的主要特点之一是【B】 A.纬度北高南低; B.纬度北低南高; C.经度低咼西咼; D.海拔低咼咼低。 2、与发达国家不同,我国农业生产发展的主要方向是【B】。 A ?提高劳动生产率; B ?提高土地利用率; C ?提高肥料利用率; D ?提高资金生产率。 3、在进行作物布局时,应尽可能将每一种作物均安排种植在【 C 】 A .生态最适宜区;B.生态次适宜区; C .生态经济最适宜区; D .生态经济次适宜区。 4、复种可以增加全年作物产量,提高光能利用率,最主要的是【C 】 A .提高光合效率;B.增加光合面积; C .延长光合时间; D .增加光合强度。
纺纱学习题0
单选题 1.下列不属于对纤维原料初加工的是()。 A. 和毛 B. 洗毛 C.炭化 D.脱胶 2.对羊毛脂去除的方法有()。 A. 喷水给湿法 B. 清水清洗法 C. 乳化法 D. 汽蒸法 3.一般皮辊棉比锯齿棉含短绒()。 A. 多 B. 少 C.一样多 D. 不确定 4.羊毛炭化的目的是()。 A. 去除短毛 B. 羊毛改性 C. 去除草杂 D. 使羊毛伸直 5.下列属苎麻脱胶方法是()。 A. 加热脱胶法 B. 水脱胶法 C. 机械脱胶法 D. 生物化学脱胶法6.配棉中每队的接批原棉混用百分比一般控制在()。 A. 25%以内 B. 35%以内 C. 15%以内 D. 40%以内 7.梳条配毛一般采用()。 A. 分类排队法 B. 配合毛排队法 C. 分批法 D. 主体配毛法 8.纯毛条混合配毛时,主要考虑纤维的性能指标是()。 A. 纤维细度 B. 纤维强度 C. 纤维长度 D. 长度离散系数 9.亚麻纤维选配方法基本和()的选配方法类似。 A. 毛纤维 B. 绢绵 C. 棉纤维 D. 化学纤维 10.化学纤维性质的选配主要是对纤维()的选配。 A. 强度 B. 伸长 C. 长度与细度 D. 弹性伸长 11.梳条配毛主体毛和配合毛的毛丛长度差异一般不超过()。A. 20mm B. 15mm C. 25mm D. 10mm 12.毛纺大仓式混合机的混合方式为()。 A. 直放直取法 B. 直放横取法 C. 横铺直取法 D. 横铺横取法13.FA025多仓混棉机向各仓喂料方式是()。 A. 各仓分别喂入 B. 各仓同时喂入 C. 各仓随机喂入 D. 连续喂入14.混合度指的是多种原料()正确程度。 A. 原料性能混合 B. 混合比例 C. 纤维长度混合 D. 纤维细度混合16.握持打击与握持分割相比,其开松与除杂效果是()。 A. 握持打击损伤纤维少 B. 握持分割损伤纤维少 C. 握持打击杂质破碎少 D. 握持分割杂质破碎多 17.增加豪猪开棉机落棉,下列说法正确的是()。 A. 增加前补风 B. 减少后补风 C. 减少前补风 D. 增加侧补风 18. 开棉机打手与尘棒隔距调节规律正确的是()。 A. 自入口至出口逐渐增大 B. 自入口至出口逐渐减小 C. 自入口至出口一样大 D. 自入口至出口先增大后减小 19.开棉机尘棒与尘棒隔距调节规律正确的是()。 A. 自入口至出口逐渐增大 B. 自入口至出口逐渐减小 C. 自入口至出口一样大 D. 自入口至出口先增大后减小 20.尘棒的安装角的作用是()。 A. 调节尘棒隔距 B. 调节打手与尘棒隔距 C. 调节尘棒速度 D. 调节打手速度 21.握持打击打手机械中的打手与尘棒隔距减小,会使()。
纺纱学 习题
纺纱学习题 《纺纱学》作业 第一章原料选配 1、何为配棉,其目的要求是什么,选配原棉时一般注意哪些原则, 2、配棉中的分类排队是什么意思,达到什么目的, 3、什么叫回花、再用棉和下脚,各自的用途是什么, 4、原料的混合(选配)的目的是什么,主要应考虑哪些因素,其综合性能是如何表示的, 5、什么是混纺比,什么是投料比,两者间有何关系, 6、确定化纤混纺比时应考虑哪些因素,为什么涤/棉混纺比选为65/35是适宜的, 7、今将1.5D×38mm的涤纶(公定回潮率0.4%)与6000Nm×31mm的棉(公定回潮率8.5%)混纺(混纺比T65/C35),问混合原料的平均细度、长度和公定回潮率各为多少,如当时棉的实际回潮率为12%,则投料比(均按湿重计)应为多少, 8、涤/粘混纺时的设计干重混比为65/35,若涤纶和粘纤的实际回潮率分别为0.4%和13%, /粘混纺时的湿重混比, 求涤 9、简述目前计算机配棉常用的基本方法。 第二章开清棉 10、开松与除杂的主要任务是什么,通常如何完成, 11、各种纺纱系统的开松与除杂有什么异同, 12、开松机件的形式主要有哪些,各有何特点, 13、自由开松和握持开松各有何特点,两者在开松加工的相对位置如何,为什么 14、影响开清作用的主要因素有哪些,
15、以FA106豪猪开棉机为例,说明开松机的开松、除杂过程及气流的分布规律和作用。 16、开松工序中的均匀混合是如何完成的, 17、什么是除杂效率、落杂率、落纤率和落物含杂率, 第三章梳棉 18、梳理工序的目的与任务是什么,梳理机有哪些种类,各有何特点, 19、针面间的作用分为哪几类,各起什么作用, 20、什么是梳棉机的分梳工艺长度,如何确定分梳工艺长度, 21、什么是分梳度,它与哪些因素有关, 22、针布的形式和主要规格有哪些,对不同原料梳理时的针布规格主要应考虑哪些, 23、刺辊与锡林间的速比与什么有关, 24、刺辊对分梳的影响是什么,什么是附面层气流, 25、纤维在梳理机上是如何被分梳的、转移的,什么是纤维在针面上的“自制”,有何作用, 26、分析梳理机上各主要机件对纤维的作用。 27、什么是固定盖板,什么是盖板反转,它们各有什么作用, 28、什么是针面负荷,对梳理有什么影响,分析梳理机锡林上各部位的针面负荷。 29、梳理机是如何对纤维进行均匀混合的, 30、梳理条中纤维的弯钩形态有哪些规律, 31、什么是道夫转移率,什么是罗拉梳理机的分配系数,它们对梳理和混和有什么影响, 32、道夫是如何将纤维从锡林上转移出去的, 第四章精梳 33、什么是精梳,其实质是什么,目的意义是什么, 答:精梳:对纤维进行精细的梳理。一般是在粗梳后的再次梳理,是一端积极握持,另一端接受梳理的方式。 目的:(1)梳理:精细梳理纤维呈平行顺直状。
耕作学作业题及答案
耕作学作业题及答案
耕作学作业题及答案 耕作学作业题(一) 一、解释名词 1「耕作学:亦称农作学,是研究建立合理耕作制度(亦称农作制度)的理论及其技术体系的学科。 2.种植制度:是指一个地区或某个生产单位的作物种植结构及其在空间(地域或地块)对时间(季节.年代)上的安排。 3.单作;在一块地上一年或一季只种一种作物的种植方式,又称清种,华北称平作。 4.矗作在同一块地上成行或带状(若干行)间隔种植两种或两种以上(通常为两种)生育季节相近(亦有不相近者)的作物。 二、简述题 1.简述农业生产的严格地域性。 答:农业生产,是通过动植物的生命活动和环境资源进行物质和能量交换过程中实现的。因此,环境是向植物提供所需生活因素的质和量是形成产量的客观条件。环境的异质性,不仅存在于大自然区域之间,甚至在小范围内,由于小气候和土壤变化的相互作用常常引起环境生产潜力的巨大差异,要求完全不同的管理技术和利用途径。因而农业生产具有严格的地域性。 2、简述我国粮食生产发展的四阶段. 答:1949-1958年为第一阶段,粮食产量达2亿吨; IS 1959-1978年为第二阶段,粮食产量跃上了 3亿吨; 1979-1984年为第三阶段,粮食产量达4亿吨; 1985-1996年为第四阶段,粮食产量跃上5亿吨。 3.简述农业生产应用连作的原因。 答;第一,在某些地区,气候和土壤条件比较适宜某种作物的种植。第二,专业化程度高,生产者掌握其高产栽培技术,累积了丰富的高产稳定经验。第三,在一些生产单位,适合于某一作物种植的机械化程度较高,种植作物种类少,相应的机械设备投资就少,降低了生产成本,提高了经济效益"在商品生产较高的地区,为了赚取更多的利润,不可避免地出现商品性作物的连作。第四,农田基本建设的改善和某些新技术的应用*克服了连作中产生的问题。第五,不同作物对连作的反应不同,这是连作大量存在的原因. 三、论述题 K试论述垄作耕法中扣种的作业方法,以及垄作耕法的优缺点。 答:(1)扣种是一种垄耕作业,其方法有很多种,主要用于大粒种子作物,如玉米、大豆等円典型的扣种作业的第一步是破茬,将根茬和原垄台上部的表土翻入垄沟,在上年垄沟的松土上播种’然后在破茬处在趟一犁’将松土覆于种
纺纱学习题及答案
纺纱学习题及答案 第一篇纺纱原理 第一章绪论 1、.简述纺纱的基本原理。 答:初加工:在纺纱加工前对纤维原料进行初步加工,使其符合纺纱加工的要求。原料选配与混合:合理使用原料,稳定成纱质量。 开清:大团到小块、小束,同时除杂的过程。 梳理:横向联系基本消除成单纤维状但有弯钩,除杂混合。 精梳:进一步梳理去除短纤维和细小杂质。 牵伸:抽长拉细条子,纤维伸直、去弯钩。 并和:多根条子混合,改善均匀度。 加捻:回转,使纤维间的纵向联系固定下来,给予一定物理机械性能。 卷绕:半制品在各工序过渡的形式,保证纺纱连续性。 2、纺纱的系统主要有哪些? 答:根据纺纱加工的对象(纤维原料)的不同,纺纱系统有:棉纺、毛纺、麻纺和绢纺等。 3、写出棉纺(精梳)系统纺纱工艺流程。
答:(原棉)配棉——开清棉——梳棉——精梳前准备——精梳——并条——粗纱——细纱——后加工。 第二章初加工 1、什么是纤维原料的初加工?各有什么类型的初加工? 答:纤维原料的初加工就是对纺纱前的纤维原料进行初步的加工,以尽量去除原料中的非纤维性物质,以有利于纺纱加工。目前,初加工主要有:轧棉、洗毛、(麻)脱胶、(绢)精练等。 2、棉的预处理是什么? 答:包括轧棉和对醣份高的含醣棉还要进行适当的预处理。 3、有哪两类轧棉方法,各有何特点? 答:皮辊轧花: 特点:转速低、作用柔和、不易轧断纤维,绵结、索丝、疵点少,原棉含杂多,短绒多。 锯齿轧花: 特点:转速高、作用剧烈、容易切断纤维,易产生棉结索丝等疵点,(有排杂系统)原棉含杂少,短绒率低,棉松散。 4、指出唛头(329)各符号代表什么含义? 答:(329)——手扯长度为29mm的3级皮辊黄棉。
纺纱学试卷1答案
纺纱学试卷(1) 一、名词解释(2分×5=10分) 1、横铺直取:棉层通过摆斗往复平铺后,由角钉帘同一时间内多层垂直抓取各配棉成分,能在较大重量范围内混合,达到混合均匀。 2、假捻效应:纱条作轴向运动时发生在喂入端与假捻器之间存在的捻回现象,称作假捻效应。 3、前进给棉:给棉罗拉在钳板前摆过程中给棉 4、移距偏差:在牵伸过程中,由于纤维不在同一位置变速,则牵伸后纤维的头端距离与正常移距产生偏差称为移距偏差。 5、CVC纱:棉的含量比涤的含量多的涤棉混纺纱或倒比例涤棉混纺纱。 二、填空题(1分×20=20分) 1、精梳机锡林梳理的一个周期可分为精梳锡林梳理、分离前的准备、分离接合与顶梳梳理、梳理前的准备四个阶段。 2、纺纱生产中,目前常用的原料混和方法有棉包混和、条子混和、称重混和三种。 3、弯钩纤维伸直的三个基本条件是速度差、延续时间、作用力。 4、粗纱机的加捻机构中,加捻元件为锭翼,加捻点为锭翼侧孔,捻陷点为锭翼顶孔。 5、粗纱的卷装形式为长动程平行卷绕,细纱的卷装形式为短动程升降卷绕。 6、牵伸区中,控制力是指慢速纤维作用于浮游纤维整个长度上的力,引导力是指快速纤维作用于浮游纤维整个长度上的力,慢速纤维变速的条件是引导力大于控制力。 7、棉条的圈条型式有大圈条和小圈条两种,大圈条是指圈条直径大于条筒半径的圈条,小圈条是指圈条直径小于条筒半径的圈条。 三、判断题(对√错×)(2分×5=10分) (×)1、并合可以提高须条的短片段不匀率。 (×)2、捻回重分布有利于提高成纱的均匀度。 (×)3、其他条件相同的情况下,前进给棉工艺比后退给棉工艺对纤维的梳理作用好。 (×)4、因一落纱中钢丝圈的转速是变化的,故后工序使用的细纱的捻度是不均匀的。(√)5、梳棉机形成的生条中后弯钩较多。