低温压力容器钢板
低温容器用钢板15MnNiDR
15MnNiDR:是低温压力容器用钢板。
“D”是低拼音的第一个字母
“R”是容拼音的第一个字母
15MnNiDR,交货状态:正火或正火+回火-45度低温冲击。
产地:舞钢、武钢。
15MnNiDR 09MnNiDR 16MnDR
*150*2701*0720*
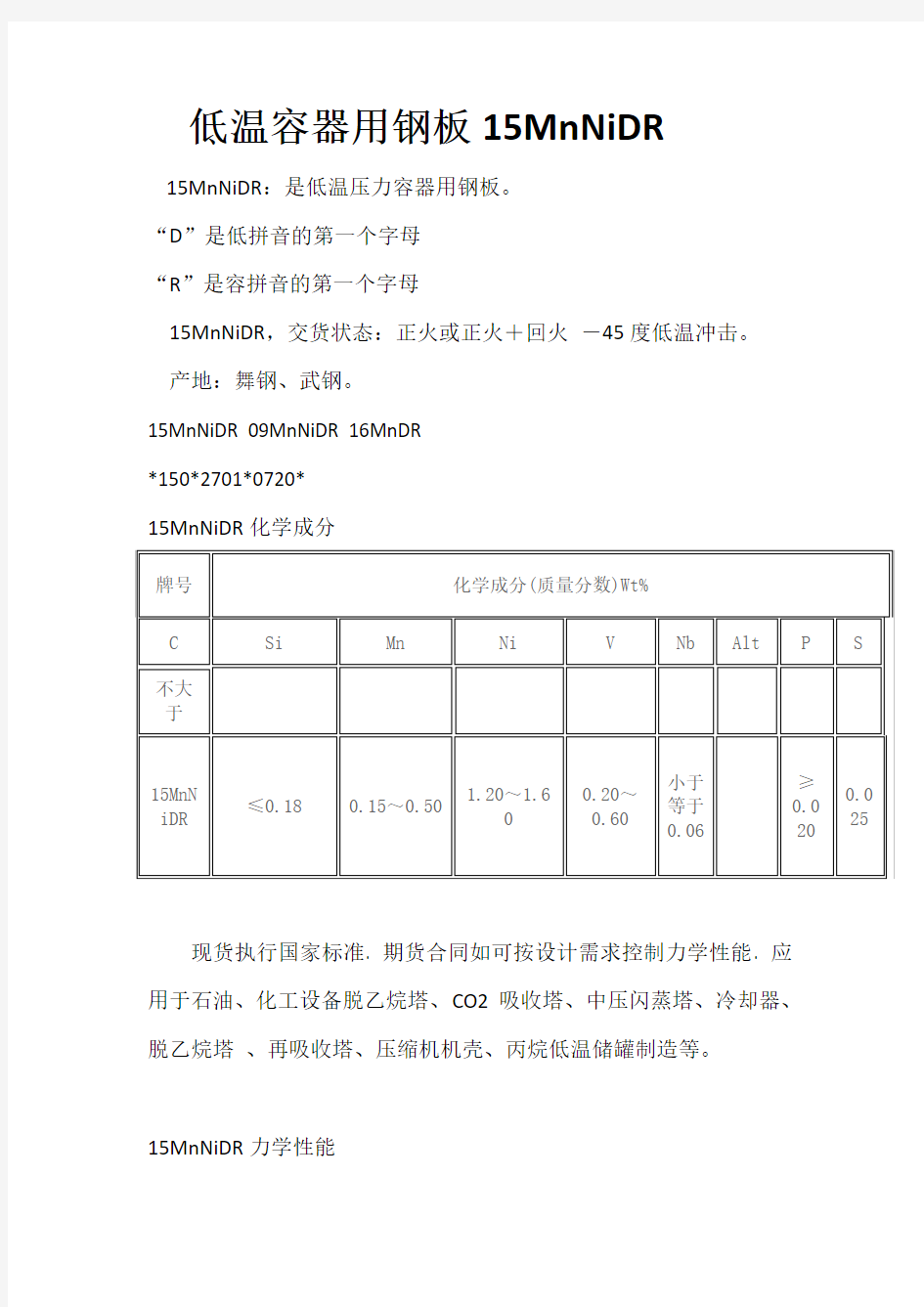
15MnNiDR化学成分
现货执行国家标准. 期货合同如可按设计需求控制力学性能. 应用于石油、化工设备脱乙烷塔、CO2吸收塔、中压闪蒸塔、冷却器、脱乙烷塔、再吸收塔、压缩机机壳、丙烷低温储罐制造等。
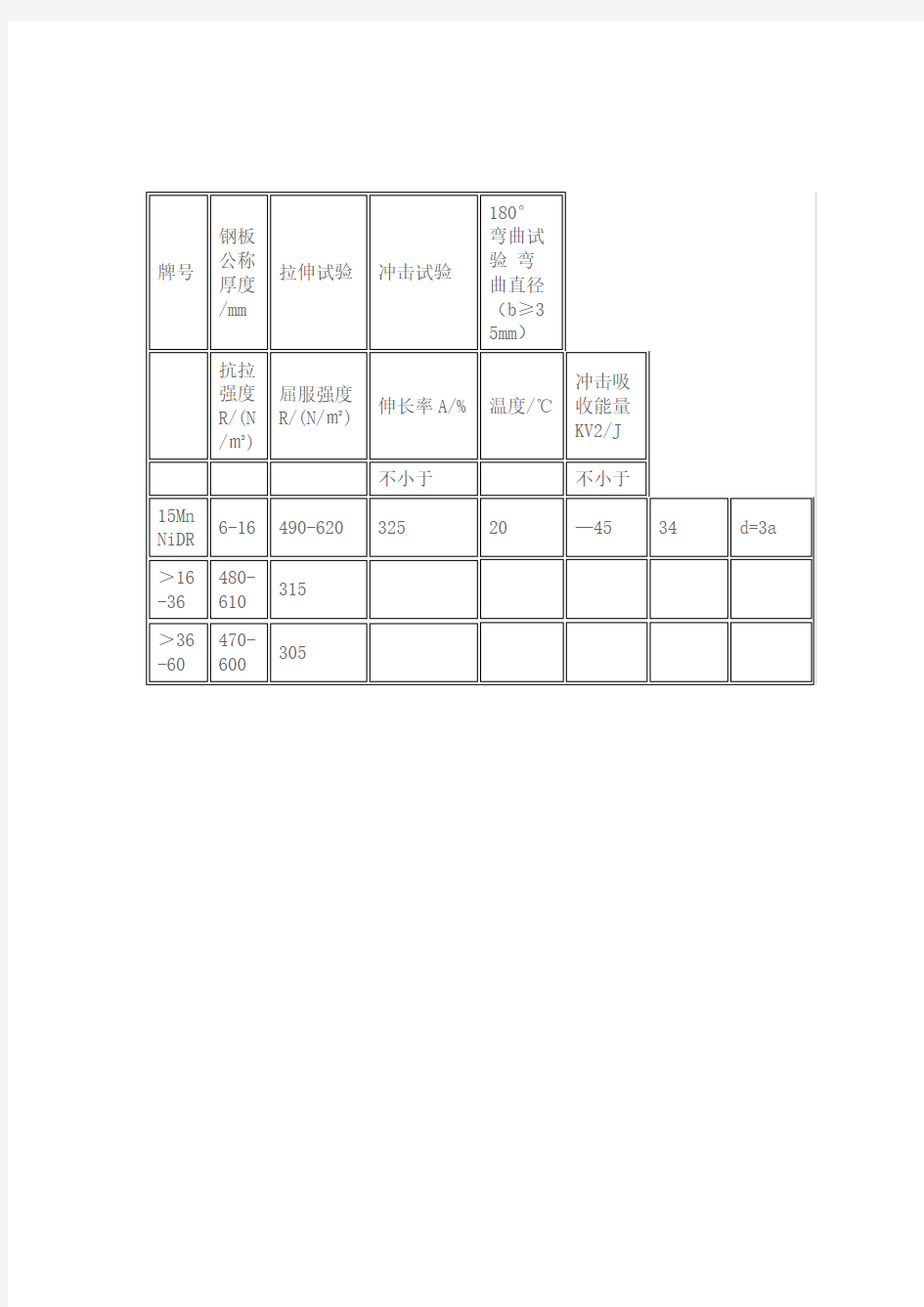
15MnNiDR力学性能
低温压力容器设计要点
低温压力容器 目前我国没有专门的低温压力容器标准,JB4732都不划分低温与常温的温度界限。 ★低温管壳式换热器见GB151-1999附录A ★低温压力容器见GB150.3-2011附录E(老版150为附录C) ●为什么低温压力容器需要关注: 温度低,材料的韧性降低,会产生低温脆性破坏,而低温脆性破坏前应力远未到达材料的屈服极限(或许用应力),破坏时没有明显的征兆,所以低温压力容器的设计、选材、制造和检验等各个环节要求都有不同程度的提高。 ●低温压力容器的定义 设计温度为<-20℃(新标准GB150-2011第3.1.15条定义,老标准为≤-20℃)的碳素钢、低合金钢、双相不锈钢和铁素体不锈钢制容器,以及设计温度低于-196℃的奥氏体不锈钢制容器。 相关两个定义 ●最低设计金属温度(MDMT) GB150.1-2011第4.3.4d条:在确定最低设计金属温度时,应
当充分考虑在运行过程中,大气环境低温条件对容器金属温度的影响。大气环境低温条件系指历年来月平均最低气温(指当月各天的最低气温值之和除以当月天数)的最低值。 ●低温低应力工况 GB150.3-2011附录E第E1.4条:低温低应力工况系指壳体或其受压元件的设计温度虽然低于-20℃,但设计应力(在该设计条件下,容器元件实际承受的最大一次总体薄膜和弯曲应力)小于或等于钢材标准常温屈服强度的1/6,且不大于50Mpa时的工况。(注:一次应力为平衡压力与其他机械载荷所必须的法向应力或且应力) 这个定义与老标准有差别,设计应力与环向应力的区别,用设计应力更严谨。 新标准明确了在进行容器的“低温低应力工况”判定时,除了对壳体元件进行一次总体薄膜应力的核定外,还应对承受一次弯曲应力的容器元件进行考查,如平封头、管板、法兰等。 ●关于低温低应力工况下,选材按照设计温度加50℃(或者,加40℃)的规定 GB150.3-2011附录E第E2.2条:当壳体或受压元件使用在“低温低应力工况”下,可以按设计温度加50℃(对于不要求焊后热处理的设备,加40℃)后的温度值选择材料,但不适用于:
GB713-2008《锅炉和压力容器用钢板》课件
GB713-2008《锅炉和压力容器用钢板》 讲解内容 GB713-2008《锅炉和压力容器用钢板》是对GB713-1997《锅炉用钢板》和GB6654—1996《压力容器用钢板》两个标准进行修订合并而成的。这项工作从2005开始,到2007年完成。2008年3月发布新标准,同年9月1日起实施。 锅炉及压力容器用钢板是重要产品,关系到生命财产安全,技术要求高,生产难度大。标准的制修订工作难度也比较大,特别由原来已经执行多年的标准合并为一个标准难度更大。为了做好两个标准的修订和合并工作,征求了一些有关单位的意见,调查标准的执行情况,查阅标准档案资料,收集了ISO、EN、JIS和ASTM等国际国外主要标准。国外这方面的标准比较多,尤其是美国,ASTM有30多个压力容器用钢板标准,体系比较乱。日本标准受美国的影响比较明显,JIS的锅炉及压容器用钢板标准也比较多,有11个。EN和ISO压力容器用钢板标准的系列完整、分类清楚、数量不多。EN10028压力容器用钢板包含7部分,即7个标准。ISO9328压力容器用钢板包含5部分,比EN少2个标准,但内容与EN10028的内容是一样的,ISO 正火和调质钢板合订一个标准,TMCP控轧控冷钢也没有单独标准。 与国外比,国内压力容器用钢板标准少,不配套、有空缺。GB713和GB 6654对应的国外标准主要有ISO9328-2、EN10028-2、 JIS G 3115、JIS G 4109、ASTM A 299、ASTMA387。对这些标准进行了分析对比,基本了解国内外标准情况和标准水平后,在原标准的基础上,结合国情和使用部门的要求,并参考国际国外标准,对原来两个标准进行修订和合并。 这次修订和合并标准的原则,是结合国情和用户的要求,EN10028-2:2002作为重要参照和采用的对象。 在新标准中引进国际国外标准中通用的、典型的国内已经生产使用的牌号,淘汰原标准中性能差的、用户不满意的牌号;反映国内冶炼和轧钢技术进步,降低硫、磷等杂质含量,提高钢的纯净度和性能
低温压力容器制造工艺研究
低温压力容器制造工艺研究 发表时间:2019-12-23T09:46:42.130Z 来源:《电力设备》2019年第17期作者:朱明龙[导读] 摘要:在当代生产生活中压力容器所扮演的角色日益重要,常被使用在生产运输压力较大的环境中,对此该设备在制造过程中不仅要保证其质量与性能达标,还要兼具良好的抗压能力,以保证其能够完美适应高压环境。 (浙江省特种设备科学研究院浙江杭州 310020) 摘要:在当代生产生活中压力容器所扮演的角色日益重要,常被使用在生产运输压力较大的环境中,对此该设备在制造过程中不仅要保证其质量与性能达标,还要兼具良好的抗压能力,以保证其能够完美适应高压环境。但在现今的压力容器制造中,受到传统工艺等因素的影响,使其在质量控制方面存在一些问题,对此本质旨在对压力容器制造的质量控制进行探讨,为保证压力容器制造质量出一份力。 关键词:低温;压力容器;制造工艺 中图分类号: TH49 文献标识码:A 引言 压力容器是一种装有气体、液态气体等介质的封闭设备,能够承受较强的压力,于是广泛用于化工、医药、食品等行业,由于其使用环境的特殊性,使用方其安全性与质量也提出了更高的要求。但是,在压力容器的制造过程中,常常会受到各类因素的影响,使得压力容器的质量得不到保障,不仅对生产效率产生不良影响,还带来了安全隐患。对此,笔者将从前期准备、材料选控、工艺制造以及检测监督几个方面分析,以保证压力容器制造的质量得到控制。 1压力容器设计中常见问题的防范策略 1.1科学选用容器材料 在进行压力容器设计制造过程中,首要环节在于合理选择材料,提升压力容器应用效率。首先,需要对各个类型材料本质和特点有所了解,其中包含了材料强度、韧性、受力情况等,对其应用性能加以综合评估,根据压力容器设计应用要求,从性能上选择最佳的材料。其次,综合思考压力容器结构特点,从采购厚度方面入手,不但需要防止由于厚度不足而影响压力容器强度,也不可由于厚度过大而使得压力容器重量偏高。此外,需要选用价格适宜的材料,把市场广泛应用的材料当作核心,减少压力容器设计制造成本投放,保证可以顺利完成生产。1.2确保使用寿命达标 保证压力容器应用期限,是对其设计重点思考的内容。首先,设计工作人员应该提升对压力容器应用期限的注重力度,明确寿命数值,在实际生产过程中将其当作标准,确保压力容器质量和性能合理。其次,在明确压力容器使用寿命过程中,设计工作人员不但需要凭借自身工作经验,同时还要综合思考压力容器应用环境和材料性能等,并在计算机系统作用下,实现对其应用情况的模拟,保证设计寿命周期的规范性和科学性。 1.3 准确计算法兰数值 法兰设计作为压力容器设计核心内容,其设计效果将会给压力容器整体设计质量带来直接影响。加强对法兰设计管控,可以有效提升压力容器设计质量。在国际中,广泛应用的压力容器法兰设计方式在于Waters 法。通常情况下,法兰应力由三部分构成,也就是法兰力矩应力、由压力直接作用于法兰本体造成的环向应力、由组成法兰各个环节在压力影响下形成的应力。在实际过程中,需要对压力容器法兰设计加以科学核算,从法兰结构、受力情况等方向综合思考,结合压力容器设计和制造要求,获取精准的设计参数,从而提升压力容器设计制造质量。 2低温压力容器制造工艺 2.1压力容器制造质量控制之工艺制造 工艺制造是压力容器制造质量控制的重要部分。针对焊接工艺的质量控制,首先相关工作人员应制定好焊接计划,对材料的焊接位置进行严格把控,使工艺能按照相关规定执行;其次在选择焊接设备时,应对其参数进行严格检查,保证在焊接工作能够顺利进行;再者考虑到材料对焊接适应不同,对此根据所选材料对焊接工艺的适应程度,来采取适当的焊接工艺;此外选择的材料中含有特殊材料,若选材用含有低温钢材时,应对氢含量进行严格把控;最后在焊接工作完成之后,还应做好质检工作,以保证压力容器在制造过程中的质量。针对热处理工艺的质量控制,压力容器在进行热处理时,会保持一段时间的升温状态以及低温状态,最后是完成之后温度的下降,对此工作人员应对着三个状态的温度进行严格控制,以保证温度的变化能够适应要求。针对压力容器变形的质量控制,首先工作人员应对所选材料的尺寸以及规格进行严格的控制,依据相关规定完善压力容器的制造流程,并利用模具对压力容器的结构以及应力等进行测试确认,以降低容器变形的可能性;再就是在组装的过程中加强对外壳的拼接力度,缝隙部分也应处理,避免长时间的使用,因缝隙的变化发生变形问题。 2.2压力容器制造质量控制之检测监督 在压力容器制造完成之后,应进行适当的压力测试,测试的主要目的在于检测压力容器使用的安全性,对此首先要注意的是测试方法的选择,针对不同类型的压力容器,应根据相关的规定选择不同的测试方式;其外在测试的过程中,应严格按照国家规定的技术标准来进行,同时对测试的每个细节进行把控,对压力容器的整体质量进行把控。此外为验证压力容器的密封性以及其他性能是否符合标准,还应对压力容器进行无损检测,一般而言控制的方式多样,在方法选择时,应选择对压力容器影响小的类型,如超声波这一方式,不光影响小还能准确找出压力容器表面存在的缺陷,总而言之,在进行质量检测时,应根据情况选择适当的检测设备,以保证测试结果的准确有效性[3]。综合考量,在对压力容器进行测试监督时,应从以下几个方面进行考量:首先是计划的制定,测试计划的制定应严格按照相关规定来进行,明确检测的内容,对检测过程中的重点内容进行划分,如组装间隙处理、直线度等方面的测试,将每个环节细分化,以保证监督测试展开的合理性;其次是工艺的检测监督,应对制造的每一个工序环节进行严格监督,降低误差产生的可能性,明确压力容器在制造过程中选择的工艺,对焊接工艺、组装工作等环节进行严格检查,以保证每个环节都按照规定的参数以及流程来进行,避免质量问题的出现;最后为保证压力容器最终成品的质量,考虑到使用环境的特殊性,在进行耐压测试时,应明确测试的重点工作内容即分析压力容器实际的承载力,在气压测试、气液测试以及液压测试等方面进行严格把控,在测试的过程中,要保证保压时间高于规定时间,以保证压力容器在实际运行过程中的稳定性,能够更好地适应环境的变化,同时工作人员还应对测试的每个环节进行记录,通过记录对所存问题进行分析讨论,对问题进行解决,最终实现保证压力容器质量的目的。
低温绝热压力容器定期检验细则正式版
Through the joint creation of clear rules, the establishment of common values, strengthen the code of conduct in individual learning, realize the value contribution to the organization.低温绝热压力容器定期检 验细则正式版
低温绝热压力容器定期检验细则正式 版 下载提示:此管理制度资料适用于通过共同创造,促进集体发展的明文规则,建立共同的价值观、培养团队精神、加强个人学习方面的行为准则,实现对自我,对组织的价值贡献。文档可以直接使用,也可根据实际需要修订后使用。 1、总则 (1)目的为了认真贯彻《特种设备安全监察条例》,保证低温绝热压力容器的安全运行,特制定本工艺。 (2)范围本规则适用于已经注册登记的属于《固定式压力容器安全技术规程》管辖的低温绝热压力容器的定期检验。 2、依据 (1)《特种设备安全监察条例》;《山东省特种设备安全监察条例》; (2)TSG R0004-2009《固定式压力容
器安全技术监察规程》; (3)TSG R7001《压力容器定期检验规则》; (4)GB150《钢制压力容器》; (5)GB18442《低温绝热压力容器》; (6)HG20585《钢制低温压力容器技术规定》; (7)相关的技术标准及设计文件。 3、方法、程序、内容和要求 3.1 使用单位在检验前应做好下列工作: 3.1.1 隔断介质来源,清空内部介质,缓慢地升温,使之达到可以进行检验工作的程度; 3.1.2必要时按检验单位的要求搭好
低温压力容器设计应考虑的问题
低温压力容器设计应考虑的问题 一、选材。低温压力容器应选用低温压力容器用材料(低温低应力工况除外),选材原则: 1)低温容器受压元件用钢材应是镇静钢,承受载荷的非受压元件也应该是具有相当韧性且焊接性能良好的钢材; 2)一般低温用钢都要求正火处理,正火处理不仅可以细化晶粒,还可以减少由于终轧温度和冷却速率不同而引起的显微组织不均匀,可降低钢材无塑性转变温度; 3)对低温用碳素钢和低合金钢各类钢材,要求进行低温夏比V型缺口冲击试验; 4)C2.1.2 δs>20mm逐张UT Ⅲ;C2.1.4 对不同温度进行冲击试验。 二、容器的结构设计要求均应有足够的柔性需充分考虑下列问题GB150附录C3.2 1)尽可能简单,减少约束。 2)应避免产生过大的温度梯度。 3)应尽量避免结构形状突变,以减少局部高应力,接管、凸缘端部应打磨成圆角,圆滑过渡。 4)容器的鞍座、耳座、支腿应设置垫板或连接板,避免与容器壳体相焊。垫板或连接板按低温材料考虑。垫片要选择在低温下有良好弹性的材料。 5) 容器与非受压元件或附件的连接焊缝应采用连续焊。 6)接管补强应尽可能采用整体补强或厚壁管补强,若采用补强板,应为截面全焊透结构,且焊缝圆滑过渡。 7)在结构上应避免焊缝的集中和交叉。 8)容器焊有接管及载荷复杂的附件,需焊后消除应力而不能整体进行热处理时,应考虑部件单独热处理的可能性。 三、焊缝的结构设计:GB150附录C3.3 1)A类焊缝应采用双面对接焊,或采用保证焊透、与双面焊具有同等质量的单面对接焊。 2)B类焊缝也应采用与A类焊缝相同的全焊透对接焊缝。除非结构限制不得已时,允许采用不拆除垫板的带垫板单面焊。 3)C类、D类焊缝,原则均要求采用截面全焊透结构。对于一般平焊法兰的截面非全焊透结构,规定仅用于压力较低(设计压力不大于 1.0MPa)、较高温度(设计温度不低于-30℃)的场合,且标准抗拉强度下限值低于540MPa的材料。 四、焊接接头的无损检测(NDT/NDE) C4.6.1 容器的对接接头(A、B类)凡符合下列条件之一者应进行100%RT or UT: A)容器设计温度低于-40℃; B)容器设计温度虽高于-40℃,但接头厚度大于25mm; C)10.8.2.1和10.8.2.2者 1)无损检测比例为100%、50%。 2)凡按规定做100RT or UT的容器,其T形对接接头,角焊缝均需做100%MT or PT。 五、焊接要求 GB150附录C4.3 1)焊接前按JB4708进行焊接工艺评定试验,包括焊缝和热影响区的低温夏比(V)冲击试验。 2)当焊缝两侧母材具有不同冲击试验要求时,焊接金属的冲击试验温度应低于或等于母材中较高者,其冲击功按σb的较低者。热影响区按相应母材要求确定。接头的拉伸和弯曲性能按两侧母材中的较低要求。拉伸2块,面弯2块,背弯2块,冲击试验焊缝和热影响区各3块,当焊缝两侧母材的钢号不同时,每侧热影响区都应取3个冲击试样。 3)应严格控制焊接线能量及焊缝质量。 4)焊接区域内,包括对接接头和角接接头的表面不得有裂纹、气孔、咬边等缺陷,不应有急剧的形状变化,呈圆滑过渡。 六、热处理 GB150 附录C4.4.1 钢板厚度>16mm的碳素钢和低合金钢制容器或受压元件,应进行焊后热处理。
低温压力容器技术要求汇总
低温压力容器技术要求汇总 1. 钢板逐张超声检测 板厚大于20mm的16MnDR、Ni系低温钢(调质状态除外),逐张检查,不低于Ⅱ级合格。(GB150-2011)用于制造低温压力容器筒体、凸形封头和球壳的钢板,厚度超过以下数值时,需按《承压设备无损检测》JB4730.3进行超声检测,且不低于Ⅲ级。(HG/T20585-2011) 板厚大于16~20mm的钢板,每批抽检20%,最少1张。 板厚大于20mm的钢板,逐张检查。(GB150规定质量等级不低于Ⅱ级) 用作低温压力容器筒体的无缝钢管应逐根按《承压设备无损检测》JB4730.3进行超声检测检查。 2. 焊后热处理 球壳板厚度≥16mm的低温球罐应进行焊后整体热处理。(GB12337-1998附录A) 受压元件焊接接头厚度超过16mm时,低温压力容器或部件全部施焊工作完成后,应进行消除应力热处理。热处理工艺应与焊接工艺评定的热处理制度(温度曲线)一致。(HG/T20585-2011) 3. 100%射线或超声检测 设计温度低于-40℃的或者焊接接头厚度大于25mm的低温容器。(GB150-2011) 低温压力容器的对接接头符合下列情况之一者,应经100%射线或超声检测:(HG/T20585-2011) 盛装易爆介质的容器,且设计压力大于0.6MPa者 设计压力大于等于1.6MPa者 壳体板厚大于25mm者 钢材标准规定的最低抗拉强度Rm>540MPa或合金元素含量大于3%的低合金钢。 设计温度低于-40℃者。 C.无损检验方法和评定标准应符合下列要求 对接接头的射线检测按《承压设备无损检测》的规定进行。射线照相的质量应不低于AB级,焊缝质量不低于Ⅱ级为合格(100%检测及局部检测) 焊接接头的超声检测按《承压设备无损检测》的规定进行,无论100%检测及局部检测均应不低于Ⅰ级要求。 焊接接头的TOFD检测《承压设备无损检测》的规定进行,焊缝质量不低于Ⅱ级为合格(100%检测及局部检测)。 4. 磁粉或渗透检测 10.3.1中低温容器上的A、B、C、D、E类焊接接头,缺陷修磨或补焊处的表面,卡具和拉筋等拆除处的割痕表面。(GB150-2011) 设计温度低于-40℃的低合金钢制低温压力容器上的焊接接头。(TSG R0004-2009) 低温压力容器下列部位应按《承压设备无损检测》进行表面磁粉检测或表面渗透检测。(HG/T20585-2011) a.符合本标准第8.7.1条的对接接头,但无法进行射线或超声检测者。 b.符合本标准第8.7.1条的容器壳体上的C类、D类焊接接头以及附件焊接的角接接头、填角焊缝的可及表面。 c.钢材标准规定的最低抗拉强度Rm>540Mpa的高强度钢容器上的全部焊接接头及热影响区表面。 d.受压壳体上工装卡具、拉筋板等临时附件拆除的焊痕表面,焊补前的坡口及焊补的表面以及电弧擦伤处。设计压力大于或等于1.60Mpa,且设计温度低于-40℃的设备法兰用紧固件材料为铁素体钢时,应逐件进行磁粉检测。(HG/T20585-2011)
15MnNiNbDR低温压力容器用钢技术参数
前言 本项目属于金属材料加工制造工艺领域。低温压力容器用钢向高韧性、高强度方向发展,现行低温压力容器用钢标准GB3531中的钢种并不能完全适应市场需求。为了满足市场对高韧性(-50℃)、高强度(Rm≥530)低温压力容器用钢的需求,研制开发了15MnNiNbDR钢。项目关键技术:1)采用KR脱硫、顶底复合吹炼、RH真空处理和连铸全过程保护浇注等先进冶炼工艺,充分降低钢中S、P含量和气体夹杂,提高钢质的纯净度;2)降低C含量,添加合金元素Ni、Nb,利用钢中强碳化物形成元素Nb的碳氮化物第二相质点的弥散分布,细化晶粒,提高钢的强度、低温韧性和焊接性;3)采用恰当的热处理工艺,得到稳定的铁素体+珠光体组织,钢板经热加工、焊接、SR处理等加工后组织保持稳定;4)同步研发了钢板工程应用所需的焊材、锻件等配套材料,实现了低温球罐工程材料、制造、安装的国产化。 15MnNiNbDR化学成分 15MnNiNbDR力学性能 15MnNiNbDR交货状态 正火+回火 15MnNiNbDR工程应用 随着大型石油化工建设项目的发展,盛装低温介质的球形压力容器越来越多,而低温球罐从设计、选材到制造、安装、验收方面都比常温球罐的要求更为严格。GB3531《低温压力容器用低合金钢板》中,16MnDR、15MnNiDR的低温冲击韧性技术要求分别为-40℃Akv≥24J、-45℃Akv≥27J。为满足国内大型石油化工乙烯球罐更低温度的建造需求,部分钢厂在大大提高钢的冶金质量基础上,添加GB3531所允许的微量V、Nb、Ni等元素,既提高现有低温压力容器用钢的强度,又提高了韧性,成功研制了高性能15MnNiNbDR(-50℃低温冲击A KV≥60J,σb≥530MPa)钢板
低温钢压力容器制造质量控制
低温压力容器制造质量控制 1 低温压力容器材料控制要点 低温压力容器的质量首先取决于低温用钢材的质量。低温用钢按使用温度大体分为三大类:-40℃以上温度时,多用低碳(含碳里小于0.25%)碳锰钢;-40~-196℃时,多用低碳钢、中镍钢,-196~-273℃时,多用铬镍奥氏体钢。常用的钢材有16MnR、16MnDR、15MnNiDR、09Mn2VDR、09MnNiDR、06MnNbDR、CF-62 等,以及镍系低温钢材1.5Ni、2.5Ni、3.5Ni、5Ni、9Ni 钢等。钢材在低温下的主要失效形式是脆性断裂。钢材在温度低于脆性转变温度(NDTT)时,在有足够尖锐的缺口或缺陷时就可能导致低应力下的脆性断裂。这种断裂破坏是突然发生的,并可能导致灾难性的后果。钢材在低温下的冲击值Akv,反映了钢材缺口尖端处的在低温下塑性变形能力和对裂纹扩展的敏感性,即低温韧性。材料采购首先应选择经过企业内部管理评审合格供方,同时为了得到良好的冷热加工性能和低温韧性,采购时对所选的低温钢材在对冶炼方法、化学成分、钢材内部组织、热处理状态等诸方面均应加以严格规定和要求,以保证低温钢材的质量。 1.1 低温材料的检验 低温钢材在入厂后的复验对于保证材料质量,从而在源头上保证低温压力容器的质量具有重大意义。低温压力容器用钢材在加工制造前须对低温冲击值进行复验。对低温三类压力容器和球罐用钢材还要进行全项目复验。即复验材料的化学成分、常温机械性能、低温冲击值以及钢材超声波检测复验。钢材复验按进行精确下料,确保筒体成形准确。对于封头及球壳板批进行,每批由同一牌号、同一炉罐号、同一规格尺寸、能、低温冲击值以及钢材超声波检测复验。钢材复验按批进行,每批由同一牌号、同一炉罐号、同一规格尺寸、同一热处理制度的钢材组成。低温压力容器用焊条应选用化学成分和力学性能与母材相近的低氢碱性焊条,埋弧焊焊剂应选用碱性或中性焊剂,并且其低温冲击值不小于标准和母材的规定。所有用于低温钢的焊条应按批复验药皮含水量或熔敷金属扩散氢含量。 1.2 低温材料的管理 建立严格的低温钢材料的发放、回收以及现场管理制度,对于低温压力容器的制造来讲是重要的质量保证手段。特别在制造现场,由于低温钢材与普通钢材容易混淆,如不严加管理会留下很大的事故隐患。低温钢材和焊条应专人专库管理,经技术交底后,施工人员和相关管理人员应熟识低温钢材和焊条的标识,以防与其他钢材混淆。材料进出库要记录台帐,剩余材料要及时进行标识移植。低温钢材表面质量要求高,低温钢材储运过程中应保护好表面并采用色标进行标识。下料、切割应在材料管理人员监督下进行,并及时进行色标移植,低温钢材表而不允许打钢印作标识。钢板材、半成品按批号、规格分类上架堆放,预制,加工成形的材料用胎具支架存放,严禁低温钢材料特别是焊接材料直接置于地面。支架离地面和墙面的距离不应小于300mm 。焊条库设置符合相关焊材管理规定,库内温度不得低于10℃,相对湿度不大于60% ,并做好记录。焊条使用前按规定温度烘干2 小时,烘干后放置于恒温干燥箱内(100~150℃)。 2 制造安装过程控制要点 压力容器低温下的破坏除钢材本身质量因素外,制造及安装缺陷造成的内部应力集中也是引起低温脆性断裂的一个重要原因。特别在低温下,应力集中处较大的峰值应力与设备总体薄膜应力和弯曲应力 相叠加,使低温压力容器在局部达到很高的应力水平,而低温下钢材的塑性变形能力下降,自限性条件消失,从而引起钢材突然的脆性断裂。此外,在制造过程中,钢材冷态下加工变形率过大时,会出现强度和硬度增
16MnDR低温压力容器用钢
16MnDR低温压力容器用钢,一般采用J507Fe(GB/T 5118 E5018-G )焊接,焊丝采用焊丝GB ER50-3焊接。 不管哪一种焊材,您必须做工艺评定合格后方可焊接。 16MnDR钢板在正火状态下,板厚6-60mm最低使用温度为-40°,板厚60-120mm最低使用温度-30°。 16MnDR根据《GB/T 3151-2008 低温压力容器用钢》查询 16MnDG钢管根据《GB/T 8163-2008 输送流体用无缝钢管》查询 推荐参考资料: "焊丝采用H08Mn2SiA,J507RH焊条(超低氢的)。(注此处为引用参考资料网址的内容,本人持不同意见) 本人是专业做低温罐的,国内大小低温罐从1.5万立方到16.8万立方的我都参与过,考虑你对这方面不是很熟悉,我作简单介绍如下: 首先,16MnDG是16Mn低温用锅炉用钢,类似16MnD、16MnDR,属国产低温标准材料,主要考虑低温及高压设计,此类材料如美国的A516、A106Gr.B、A537、A553等都属于低温用钢; 其次,焊材的选择是根据图纸设计来参考,采用就高原则,在低温行业主要对低温冲击韧性提出要求,如-20°、-30°、-45°、-62°、-196°等,楼主查的J507RH属于超低氢高韧性低温焊材,我这里也有其焊接16MnDR的工艺评定; 再次,低温母材及焊材中都会有不同程度的Ni含量,其主要作用不是提高强度,而是降低钢的低温脆性转变温度; 最后、需要注意的是,购买材料时一定要注意其质保等级,我曾经遇到过别人委托我做的一份低温工艺评定,冲击要求-62°,结果评定不合格,把我郁闷坏了,因为经历那么多的低温材料,出了这次的不合格,确实不爽,结果我让委托方把焊材质保书传真给我,才发现其质保书中的冲击温度要求为-30°,也就是因为这个疏忽,问题也就这样算了,得从新采购焊材。 补充说明:低温钢焊接包括镍基合金焊接尤其要注意线能量的控制,严格控制摆动宽度或限制单根焊条的焊接长度以保证较低的焊接热输入对于焊接接头的低温冲击韧性有很大的保障,其主要原因是防止铁素体组织450°脆化区间时间过长,而使得塑韧性降低,尤其是韧性降低最为明显。
ASTM+A516&A516M-2004+中温及低温压力容器用碳素钢板
Designation:A516/A516M–04Used in USDOE-NE Standards Standard Speci?cation for Pressure Vessel Plates,Carbon Steel,for Moderate-and Lower-Temperature Service1 This standard is issued under the?xed designation A516/A516M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval. A superscript epsilon(e)indicates an editorial change since the last revision or reapproval. This standard has been approved for use by agencies of the Department of Defense. 1.Scope* 1.1This speci?cation2covers carbon steel plates intended primarily for service in welded pressure vessels where im- proved notch toughness is important. 1.2Plates under this speci?cation are available in four grades having different strength levels as follows: Grade U.S.[SI]Tensile Strength, ksi[MPa] 55[380]55–75[380–515] 60[415]60–80[415–550] 65[450]65–85[450–585] 70[485]70–90[485–620] 1.3The maximum thickness of plates is limited only by the capacity of the composition to meet the speci?ed mechanical property requirements;however,current practice normally limits the maximum thickness of plates furnished under this speci?cation as follows: Grade U.S.[SI]Maximum Thickness, in.[mm] 55[380]12[305] 60[415]8[205] 65[450]8[205] 70[485]8[205] 1.4For plates produced from coil and furnished without heat treatment or with stress relieving only,the additional requirements,including additional testing requirements and the reporting of additional test results of Speci?cation A20/A20M apply. 1.5The values stated in either inch-pound units or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents;therefore,each system must be used independently of the https://www.360docs.net/doc/b416718388.html,bining values from the two systems may result in nonconformance with the speci?-cation. 2.Referenced Documents 2.1ASTM Standards:3 A20/A20M Speci?cation for General Requirements for Steel Plates for Pressure Vessels A435/A435M Speci?cation for Straight-Beam Ultrasonic Examination of Steel Plates A577/A577M Speci?cation for Ultrasonic Angle-Beam Examination of Steel Plates A578/A578M Speci?cation for Straight-Beam Ultrasonic Examination of Plain and Clad Steel Plates for Special Applications 3.General Requirements and Ordering Information 3.1Plates supplied to this product speci?cation shall con-form to Speci?cation A20/A20M,which outlines the testing and retesting methods and procedures,permissible variations in dimensions and mass,quality and repair of defects,marking, loading,and so forth. 3.2Speci?cation A20/A20M also establishes the rules for ordering information that should be complied with when purchasing plates to this speci?cation. 3.3In addition to the basic requirements of this speci?ca-tion,certain supplementary requirements are available where additional control,testing,or examination is required to meet end use requirements. 3.4The purchaser is referred to the listed supplementary requirements in this speci?cation and to the detailed require-ments in Speci?cation A20/A20M. 3.5Coils are excluded from quali?cation to this speci?ca-tion until they are processed into?nished plates.Plates produced from coil means plates that have been cut to individual lengths from coil.The processor directly controls,or is responsible for,the operations involved in the processing of coils into?nished plates.Such operations include decoiling, leveling,cutting to length,testing,inspection,conditioning, heat treatment(if applicable),packaging,marking,loading for shipment,and certi?cation. 1This speci?cation is under the jurisdiction of ASTM Committee A01on Steel, Stainless Steel,and Related Alloys and is the direct responsibility of Subcommittee A01.11on Steel Plates for Boilers and Pressure Vessels. Current edition approved June1,2004.Published June2004.Originally approved https://www.360docs.net/doc/b416718388.html,st previous edition approved in2003as A516/A516M–03. 2For ASME Boiler and Pressure Vessel Code applications,see related Speci?-cation SA-516/SA-516M in Section II of that Code. 3For referenced ASTM standards,visit the ASTM website,https://www.360docs.net/doc/b416718388.html,,or contact ASTM Customer Service at service@https://www.360docs.net/doc/b416718388.html,.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website. 1 *A Summary of Changes section appears at the end of this standard. Copyright?ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.
低温压力容器制造工艺规程
文件编号 无锡汉英机器制造有限公司生效日期 BE0702-32 低温压力容器制造工艺 2014-2-8 1.低温压力容器的制造,检验和验收,除应符合GB150.1~150.4-2011《压力容器》、HG/T20585-2011《钢制低温压力容器技术规定》和图样及技术要求外,还应符合本规定的有关要求。 2.钢材受压元件复验要求按GB150.2-2011的规定,复验合格后方可投入使用。 3.制造低温压力容器受压元件用钢材(不包括锻件)应进行低温冲击韧性试验,按GB3531的规定,如需提高冲击功指示,应在设计文件中注明。如钢材质量证书中缺少低温夏比(V型缺口)冲击试验数据,低温冲击韧性试验需按规定加倍复验。 4.用于制造低温压力容器壳体、凸形封头和球壳的钢板,厚度大于20mm时,需按JB/T4730.3-2005《承压设备无损检测》标准进行超声波探伤,且不低于Ⅱ级(调质状态板材除外)。用于低温压力容器筒体的无缝钢管逐根检查。 5.不采用热加工,也不进行消除应力热处理的低温受压元件,不得采用锤出等强制手段进行成形或组装。不得在受压元件上刻或敲打钢印。材料和件号标记应用记号笔书写。焊工记录绘图标明,并随质量证书一同出厂。 6.钢板及钢管不得冷态下钢锤敲打成形或校形。若需在冷态下成形或校形必须采用胎具缓慢变形,或用木锤、橡皮锤轻打,并需对其变形率(纤维伸长率)加以控制,各种材料允许的冷加工变形率如下: (1)含Ni量<1.5%的铁素体合金钢和碳素钢,冷加工变形率应≤2%(钢板)、≤5%(钢管)。 (2)含Ni量≥1.5%以铁素体镍合金钢,冷加工变形率应≤5%,变形率>2%时,必须进行时效冲击试验(变形率5%)。 (3)对于CrNi奥氏体不锈钢,冷加工变形率应≤10%。材料的加工变形率超过上述允许值时,必须采用热成形或冷成形后消除应力热处理,热成形的终压温度不得低于材料的再结晶温度。对奥低体不锈钢材料应进行固溶或稳定化处理。 7.坯料热成形前的加热,必须在均热炉内进行,不得采用焦炭火焰直接加热。材料在加热过程中若出现合金元素烧损,金属组织破坏(无法通过热处理恢复)或表面龟裂,应予报废。 8.规定正火状态使用的材料,必须采用正火工艺控温热成形或热成形后重新正火处理。铬镍奥氏体不锈钢,热成形后,必须淬火(固溶)处理。 9.对焊法兰应采用无缝的锻制或轧制工艺生产,不允许采用厚钢板切割而成。但允许采 用型钢或钢板弯曲焊接而成。如采用钢板弯制,应将钢板沿轧制方向切成条形,弯曲时应使钢板表面平等于法兰的中心线,同时还必须对钢板进行超声波探伤,不得存在分层缺陷。 10.低温压力容器施焊前应按NB/T47014进行焊接工艺评定试验,包括焊缝和热影响区的低温夏比(V形缺口)冲击试验。 11.低温压力容器受压元件材料为铁素体钢,属下列情况之一者,焊接坡口焊前必须经磁粉探伤检验: (1)合金元素含量大于3% (2)钢材料标准规定的最低抗拉强度δb>540MPa的低合金钢,其焊接坡口采用火焰切割或碳 弧气刨者。(此时并要求在坡口三倍焊缝宽度范围内的钢板表面应作超声波探伤,且无分 层缺陷存在)。 12.引弧须采用引弧板或在坡口内引弧,不得在非焊接部引弧。 13.焊装附件或工卡上、拉筋等必须使用壳体焊接材料相同的焊接材料和焊接工艺、由合格的正式焊工施焊、焊道长度不得小于50mm。 14.焊接区域内,包括对接接头的角接接头的表面,不得有裂纹、气孔和咬边等缺陷,不应有急剧的形状变化,呈圆滑过渡。
钢制压力容器标准体系
钢制压力容器 GB150—1998 引言随着科学技术的发展,科技成果的应用,使规范不断完善,在GB150-1998《钢制压力容器》规范的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285规范的最新成果,修订了原规范的不合理的或与其它规范法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》规范。在制订GB150-98规范时,遵循了以下几条原则。撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品规范,使GB150成为压力容器的基础规范。将GB150-89第8章“卧式容器”从规范中分离出来,这部分内容将单独出规范JB4731-98《钢制卧式容器》,现已报批。将第9章“直立容器”和相关的附录F“直立容器高振型计算”从规范中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品规范。撤消附录E“U型膨胀节”,独立出新规范GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。撤消附录H“钢制压力容器渗透探伤”和附录L 例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。充分体现近年来在冶金、制造和无损检测等方面的技术进步,使规范能够反映和应用各行业技术进步的成果和适应行业发展的要求。例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。以实施中取得的经验为依据,修正原规范中的错误和不足,完善规范的技术内容,力求先进。充分协调本规范和相关规范、法规在技术内容上的一致性,以利于将规范用于产品设计、制造、检验和验收的各个环节。1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》规范,并要求从1998年10月1日起执行。学习和贯彻新GB150规范是提高压力容器质量,保证压力容器安全使用的前提。为了更好地了解、学习和贯彻新 GB150,本文将新、旧GB150规范中的主要变化,以表格方式逐项对比,在比较工程中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。 1 压力容器规范体系 详见表1。 表1 压力容器规范体系
压力容器常用钢材
压力容器常用钢材 Word文档:苏成功黄橙 PPT制作:汪斌傅斌杰 (1)钢材分类 钢材的形状包括板、管、棒、丝、锻件、铸件等。压力容器本体主要采用板材、管材和锻件。 钢板钢板是压力容器中最常用的材料,如圆筒、封头的制作 钢管接管、换热管一般由无缝钢管制成 锻件高压容器的平盖、端部法兰、接管法兰等锻件 (2)钢材类型 压力容器用钢可分为碳素钢、低合金钢和高合金钢 1、碳素钢 压力容器常用碳素结构钢有Q235B、Q235C;常用优质碳素结构钢有 20g、20R、10G;压力容器专用钢板有Q245R、HP245、HP265、HP295。 ①Q235B钢的应用举例:Q235B级钢主要用于建筑、桥梁工程上制 造质量要求较高的焊接结构。其技术标准为: ②20g钢
20g钢是制造锅炉的常用碳素钢板。是用于制造压力小于6MPa , 壁温低于450C的船舶锅炉、蒸汽锅炉以及其他锅炉构件。20厚 壁钢管。主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴 承管以及汽车、拖拉机、航空用高精度结构管等。其技术 标准为: ③10G是GB/5310国标钢号(国外对应牌号:德国st45.&日本STB41、 美国SA106B),为最常用锅炉钢管用钢10G钢管主要用于制造高压和更高参数锅炉管件,低温段过热器、再热器,省煤器及水冷壁等;如小口径管做壁温<50CC受热面管子、以及水冷壁管、省煤器管等,大口径管做壁温<45?蒸汽管道、集箱(省煤器、水冷壁、低温过热器和再热器联 箱),介质温度<45?管路附件等。由于碳钢在450 ?以上长期运行将产生石墨化,因此作为受热面管子长期最高使用温度最好限制到450?以下。 该钢在这一温度范围,其强度能满足过热器和蒸汽管道要求、且具有良好抗氧化性能,塑性韧性、焊接性能等冷热加工性能均很好,应用较广。此钢在伊朗炉(指单台)上所使用部位为下水引入管(数量为18吨)、汽水引入管(10吨)、蒸汽连接管(16吨)、省煤器集箱(8吨)、减温水系统(5吨),其余作为扁钢、吊杆材料使用(约86吨)。 2、低合金钢 压力容器常用的低合金钢,包括专用钢板Q345R、15CrMoR、