钻石的切割质量与切割形状
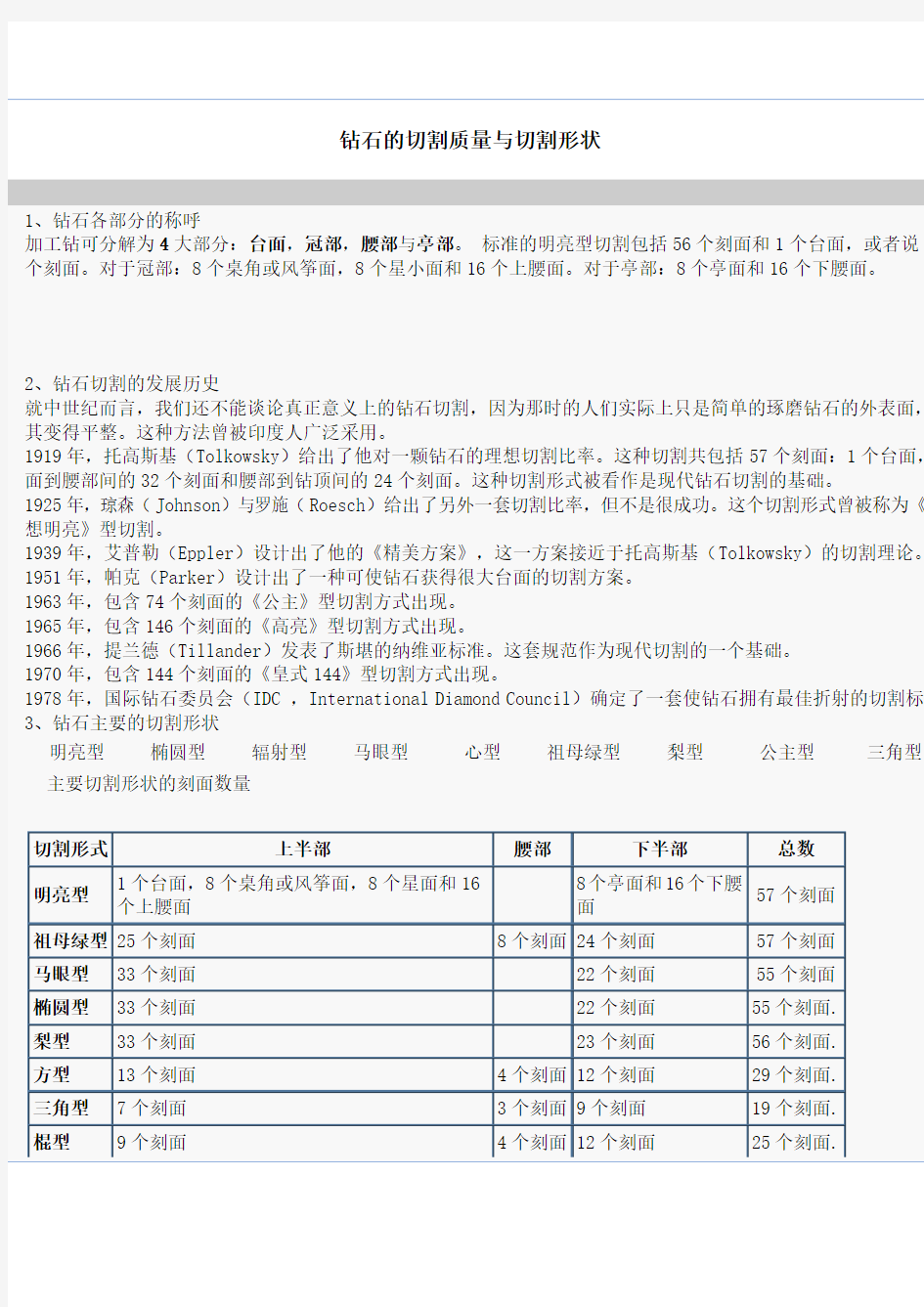
金刚石线锯切割设备现状与发展综述(zsw20111128)
金刚石线锯切割设备现状与设计初探 周世威郑超 国家特种矿物材料工程技术研究中心桂林541004 摘要:随着光伏产业、半导体等高精端产业的发展,硬脆性材料,如单晶硅、多晶硅、宝石、玻璃、陶瓷等材料的切割加工显得犹为重要。近年来,世界各国研究开发其切割设备,新工艺,新设备不断涌现。而金刚石线锯切割设备成为研究和发展的主流趋势,本文介绍国外硅片切割设备研究的最新进展以及国内发展状况,并介绍笔者参与研制的金刚石环形线锯机的功能、特点和设计心得体会及金刚石单线和环线切割机应用前景展望。 关键词:线切割设备金刚石线多线切割金刚石线开方机金刚石单线机环线机 一、前言 目前,硬脆性材料,如单晶硅、多晶硅、宝石、玻璃、陶瓷等,具有优良、稳定的物理和化学性能(如耐磨损性、抗腐蚀性、电绝缘性等),在电子、光学及其它领域得到广泛应用,特别是单晶硅、多晶硅、陶瓷材料被广泛用于太阳能光伏产业、半导体、真空电镀等高精端产业中。伴随半导体、光伏材料技术的发展,需求量不断增加,切割加工量大幅增长,由于硬脆材料硬度高、脆性大,因此加工难度较大。锯切是硬脆材料机械加工的第一道工序,锯切加工成本约占加工总成本的 5 0 %以上,因此,切割工艺、工具及设备受到越来越广泛的关注,并得到迅速发展。(1)从目前国内外加工的现状来看,硬脆性材料切割方法多种多样,主要有:金刚石圆盘锯切割(如外圆锯片切割和内圆锯片切割)、金刚石带锯切割、电火花线切割(只能用于带金属晶体)、游离磨料线锯切割和金刚石线锯切割等等。在国际上,游离磨料线锯切割在单晶硅、多晶硅的切割中占主流地位,但是这种技术存在明显的不足:线锯走丝速度低,通常≤10m/S,切割效率低, 锯丝使用寿命短。切割大尺寸坯料时磨料难以进入到长而深的切缝,磨浆的处理和回收成本较高。因此,近来出现金刚石线锯代替游离磨料线锯的发展趋势。目前,国内硅片多线切割设备仍然是国外品牌厂家统治的天下,其核心技术长期为他们所垄断,严重制约我国光伏产业和半导体IC产业的发展。国家将对新能源及其装备制造业给予有力的政策支持,并提出要强化科技创新,提升产业核心竞争力,加强产业关键核心技术和前沿技术研究,强化企业技术创新能力建
金刚石线锯
金刚石丝锯精密切割及其制备技术 康仁科教授 精密与特种加工教育部重点实验室 大连理工大学机械工程学院 精密切割加工是制备半导体和光电晶体基片的主要加工工艺之一,在微电子、光电子器件的制造过程中占有很高的地位。而随着微电子和光电子技术飞速发展,对半导体和光电晶体的切割加工提出更高要求。高效率、低成本、高精度、窄切缝、小翘曲变形、低表面损伤、低碎片率、无环境污染等是目前半导体和光电晶体的切割加工的新趋势。 现在,硬脆晶体材料切割方法有金刚石圆锯切割、带锯切割、线锯切割。金刚石圆锯有分为金刚石外圆据和金刚石内圆锯两种;带锯分为钢带据、金刚石带锯、钢片锯三种;线锯分为钢丝锯、金刚石串珠锯、金刚石丝锯三种。 金刚石外圆锯切割技术 金刚石外圆锯切割技术是应用较早的切割方法,外园周上电镀金刚石的圆锯片直径在200mm左右,最大可达400mm。多用于宝石、石英、铁氧体、陶瓷等材料的切断、切槽等。优点是:结构简单、操作容易、刀片价格便宜;缺点是:刀片较厚、锯口宽、材料损耗较大、切割面的平行度较差、只能切割小直径或较薄工件。金刚石外圆锯典型的应用就是在IC制造中将硅片切割成分离的芯片。 金刚石内圆锯(ID)切割技术
金刚石内圆锯(ID)切割技术示意图 金刚石内圆锯切割技术的优点是:1.刚性好,可做的很薄,达到0.1mm;2.切片精度高,直径200mm晶片的厚度差仅为0.01mm;3.设备低廉,所用切割机价格仅为其它工具多使用切割机价格的1/3——14;4.每片都可以进行径向调整和切片厚度的调整;5.小批量多规格加工时,具有灵活的可调性。缺点是:1.切片表面损伤层较大;2.刀口宽,材料损失大;3.生产率低,每次只切割一片;4.只能切割直线,无法切割曲面;5.只能切割直径小于200mm的晶片。 带锯切割 金刚石带锯是以电镀金刚石磨料或镶焊金刚石烧结块为主题的环形锯条,带锯出现于20世纪50年代,我国八十年代才开始研制该类设备。优点是:锯切速度快,刀具材料消耗少,噪音小。缺点是:锯口大,切割精度低,对荒料要求规整,不能进行多片切割。 线锯
2015.10。15.r金刚石线锯研究与分析详解
固结磨料金刚石线锯研究进展 代晓南1.2栗正新1.2 (1河南工业大学材料科学与工程学院2高温耐磨材料河南省实验室郑州450001 ) 摘要:固结磨粒金刚石线锯是一种比较新颖的精密高效加工工具,其利用特定工艺把金刚石磨粒固结在基体表面。该线锯比游离磨粒线锯的耐磨性更高,同时可以承受较大的切削力及较长的切削时间。根据制备过程中结合剂不同,有树脂结合剂金刚石线锯、钎焊金刚石线锯、电镀金刚石线锯等。不同种类的线锯又有不同的优缺点,适合不同的应用途径,本文就这些不同种类的金刚石线锯做了相应的综述,总结了其各自的制作工艺、使用现状、研究成果、发展前景。 关键词:固结磨料金刚石线锯树脂钎焊电镀 Consolidation Abrasive Diamond Wire Saw is Reviewed Abstract: Consolidation of abrasive diamond wire saw is a new development in recent years, a relatively precise and efficient processing tools, using a process to diamond grits firmly consolidated on the surface of the substrate, wire saw, sawing the line than the original free abrasive wire saw has higher wear resistance, and can withstand larger cutting force and cutting a long time. According to the different binder with resin bonded diamond wire saw, brazing diamond wire saw, electroplated diamond wire saw, etc. Different processing technology of wire saw have different advantages and disadvantages, suitable for different applications, in this paper, the different types of diamond wire saw do the corresponding analysis, summed up their respective production craft, the use present situation, the research and development prospects. Key words: Consolidation abrasive Diamond wire saw Resin Braze Electroplate 1.引言 近年来由于光伏、半导体等行业发展迅速,对单晶硅片、蓝宝石等贵重硬脆材料的需
金刚石线锯制造工艺研究
电镀金刚石线锯的制造工艺研究 高伟,窦百香,李艳红,刘伟 青岛科技大学 摘要:利用复合电镀法,以直径 0 3mm的琴钢丝为基体,选取400#的金刚石作为磨料,选用瓦特型镀液,采用埋砂法制造金刚石线锯。利用显微镜测试了镀层厚度,利用体视显微镜观察了线锯形貌。结果表明,上砂电流密度在2 0A/dm2,上砂时间20min时能够获得金刚石磨粒分布均匀、与基体结合力好的金刚石线锯;给出了本实验条件下制造电镀金刚石线锯的最佳电镀工艺参数。 关键词:电镀;金刚石线锯;制造工艺 中图分类号:TG717 文献标志码:A Study on Manufacturing Process of Electroplated Diamond wire Saw Gao Wei,Dou Baixiang,Li Yanhong,Liu Wei Abstract:A composite electroplating process was used to electroplated diamond wire saw.Piano wire was chosen as the plat ed core of the electroplated diamond wire and the diamond size was400#.Putting the wire into diamond abrasi ves and Watt type solution were used to manufacturing the diamond wire saw.The coating thickness and morphology of the diamond were analyzed by microscope and stereomicroscope.The results show that the current density of the Ni diamond composite electroplating in the range of2.0A/dm2and the time of the Ni diamond composi te electroplating was20min,diamond abrasives will be distributed well and the coating had better adhesion to the substrate.The op timum process parameters of manufacturing the diamond wire saw were con firmed. Keywords:electroplated;diamond wire saw;manufacturing process 1 引言 随着硬脆材料应用的日益广泛,对其加工要求也越来越高,特别是对单晶硅、宝石等贵重硬脆材料的精密切割加工要求越来越高。然而,我国的硬脆材料高效精密切割加工还处在发展阶段,加工效率较低,材料浪费严重。目前,在硅晶体等硬脆材料的切割中主要采用游离磨料线锯切割技术,即边切割边向钢丝送带有磨料的浆液(金刚石或碳化硅浆液)。但是游离磨料线锯切割技术具有明显的缺点:切割效率低,锯口损耗大,表面粗糙度和面型精度难以控制,浆液回收困难,工作环境恶劣等等[1]。 为解决上述问题,固结磨料线锯的研究越来越受到国内外研究者的关注,特别是电镀金刚石线锯和树脂结合剂线锯的研究[1-3],但树脂结合剂线锯的耐磨性和耐热性不如电镀金刚石线锯好。金刚石线锯是将高硬度、高耐磨性的金刚石磨粒通过电镀的方式牢固地把持在钢丝基体上而制成的一种切割工具。此外,电镀金刚石线锯具有切割效率高、锯切力小、锯缝整齐、切面光整、出材率高、噪音低,对环境污染小等优点,不仅适用于加工石材、玻璃等普通硬脆材料,而且特别适合锯切陶瓷、宝石、水晶等贵重的硬脆材料[4]。本文利用复合电镀法研究了电镀金刚石线锯的制造工艺,并给出了制造电镀金刚石线锯的最佳工艺参数。 2 锯丝的制备 锯丝基体采用强度高、柔韧性好的直径 0 3钢琴丝,金刚石采用英国De Beers公司提供的400#的天然金刚石磨料。本实验制造的电镀金刚石锯丝长度为300mm。电镀金刚石锯丝的制备工艺流程如图1所示。 图1 电镀金刚石锯丝制备工艺流程图 2.1 前处理 实验前要对基体进行前处理。前处理的目的是去掉锯丝基体上的油污和氧化层,提高基体和镀层间的结合力。电镀金刚石线锯的前处理工序与普通电镀的前处理工序基本相同。前处理的主要工序如图2所示。 图2 前处理的主要工序 先用400#的砂纸将基体表面较厚的氧化皮磨 收稿日期:2008年11月
金刚石线锯在使用过程中断线的讨论
金刚石线锯在使用过程中断线的讨论 金刚石线锯在使用过程中经常遇到断线的问题,困扰着金刚石线锯的生产方和使用方。对于断线问题,供需双方之间经常存在有比较大的分歧。为了使得这一问题得到缓解,在此对这一问题进行讨论,以便供需双方参考,共同努力,减少断线率。 原因分析 1、金刚石线锯抗拉强度低于预定指标。比如70线为例,抗断拉力小于15N。 2、金刚石线锯局部有比较大的“镍瘤”存在,也就是局部磨粒堆积现象严重,或者虚高磨粒过高而又集中在某一个小区域,在切割过程中导致局部阻力变大,可能导致跳线和断线。 3、金刚石线锯表面氧化严重,导致表面有龟裂产生。表面龟裂部位容易产生应力集中,也会导致断线。 4、在生产过程中,初始绕线时存在较大的扭应力,容易导致使用过程中断线。 5、在使用时,初始绕线过程存在较大的扭应力,非常容易导致断线。 6、在使用过程中,切割工艺参数与所使用的金刚石线不匹配,导致断线。比如走线速度过大或过小,线弓比过大,都容易导致断线。 7、切割机的性能下降,比如某个导轮阻力过大,转动不灵活,易导致跳线或断线。 8、切割机的震动幅度过大或电机转速不均也容易导致断线。
9、切割液污染严重,杂质较多粘稠度加大,致使切割阻力变大导致断线。 10、回线时加速度过大容易导致跳线和断线。 改善措施 1、金刚石线锯生产方,确保抗破断力不小于额定值。确保线锯表面磨粒分散性好,堆积直径小,不超标,虚高磨粒少不超标。成卷金刚石线锯自然扭应力小,也就是自然状态下,线的扭转角度要小。提高线锯表面抗氧化性能。 2、金刚石线锯使用方,应首先在初始绕线时,顺着自然扭应力的方向绕,如果逆着扭力方向或者加大原有扭力绕线,就非常容易导致断线;调整切割参数与所使用的线锯相适应,切割参数包括走线速度、进给速度等;保持切割机性能稳定,各导轮灵活;回线时加速和减速不要太快。 综合分析 1、扭应力的破坏性。金刚石线锯的抗扭强度差别非常的大,也不稳定。以70线为例,抗扭强度,从10圈到70圈不等。做成金刚石线锯后,线锯的抗扭强度都比裸线大幅度降低。这是因为表面镀上了金刚石磨粒,当旋转时,在扭转角的作用下,金刚石磨粒的峰尖接触到侧面,就会将表面刺破,产生应力引起断裂。扭应力是导致断线的主要愿因。生产方和使用方在初始绕线时一定要尽量减少产生扭应力。 2、回线时的加速度。回线时减速和加速太快容易造成跳线,导致断线,一定引起注意。 3、磨粒堆积严重。金刚石线锯磨粒堆积严重,导致阻力加大造成断线。
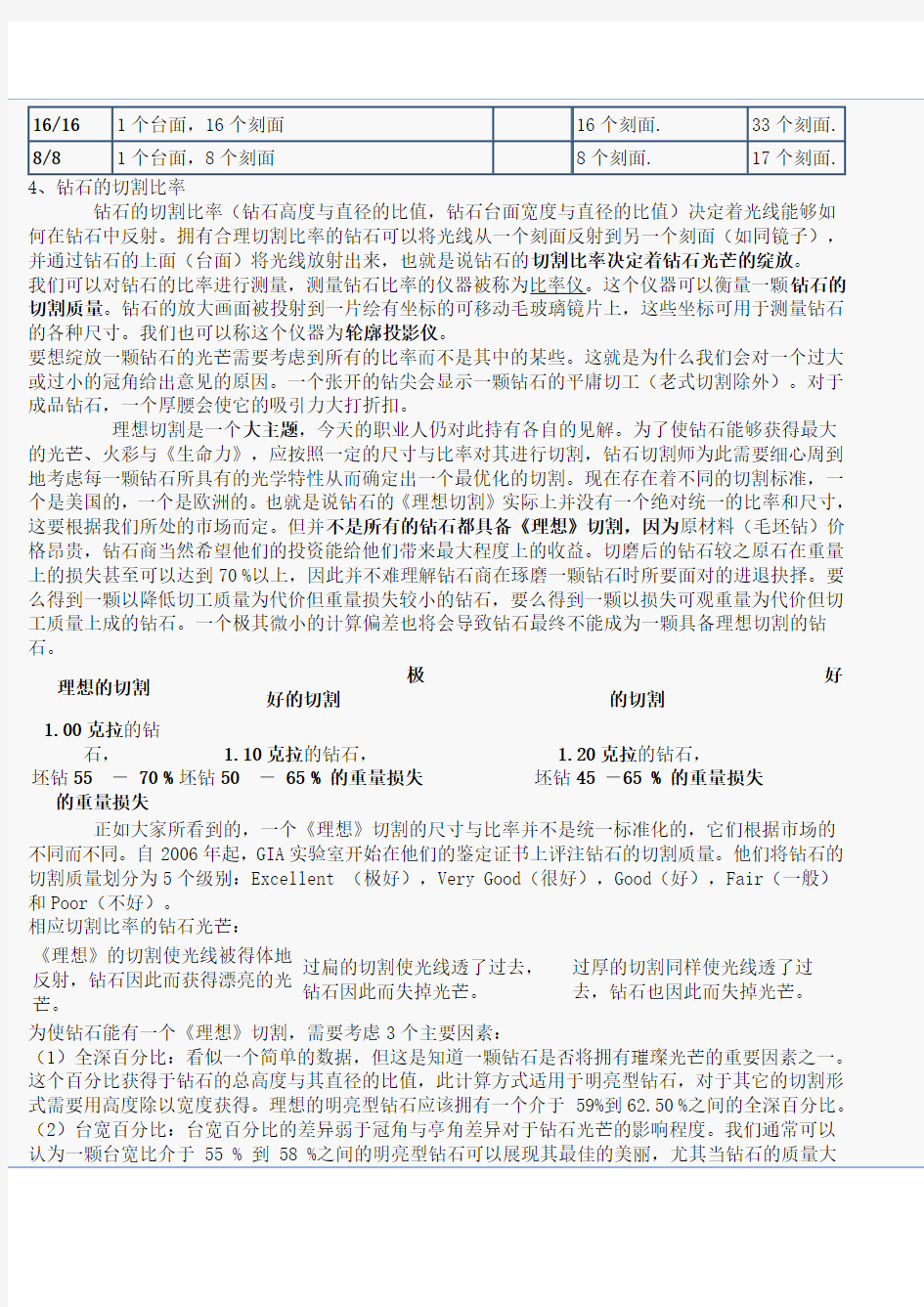
金刚石线锯简介
金刚石线锯晶片切割简介 传统砂浆切割设备在2010年的快速发展,由于砂浆中使用的主要原料聚乙二醇(PEG)其COD值较高,对于水体环境影响较大,环保政策逐步严苛。 国外金刚线的推广程度较快,从2010年开始,瑞士MB的DW288、日本NTC 的PV500D、东洋的T-8252B、安永的TW-320C、高鸟的MWS-4450DD等均推出了不同型号的金刚石线多线切割机。例如日本有超过90% 金刚线切片如东洋、美国的MEMC、Sunpower ; 金刚线加工主要是静压使晶硅破碎,往复走线过程在晶硅表面形成刮擦状的非晶硅;形成脆性+塑性的独特的加工方式。
国内2012年随着环保政策的要求及金刚石线成本的降低,以及切割技术的进步,硅片厚度已经逐步从超过200um的水平逐步下降至180、160um的水平,硅片实验室切割水平硅片厚度已经可以达到140um,甚至更低的水平。 P型单晶普通电池和P型多晶PERC电池成本相当,单晶电池竞争力回升,多晶市场主导地位受到挑战。多晶硅光伏产品行业目前也在加速推进金刚线切割多晶硅及制绒技术的研究与应用。伴随电池技术进步,硅片薄片化是未来必然的发展趋势,通过薄片化可以降低硅片硅耗,提高硅片产量,进而降低硅片切割的硅成本。金刚线切片技术在单晶加工领域获得了巨大的推广。在成本和环保的双重压力下,国内多家单晶硅片生产公司如西安隆基、内蒙古中环、锦州阳光、卡姆丹克、申和热磁、晶龙等行金刚线切片。多晶金刚线方面上海卡姆丹克、浙江昱辉、保利协鑫、晶科等公司进行传统砂浆切割设备的改造,有改造成功案例。
金刚线简介: 目前日本厂商凭借先发优势,并依靠在金刚石工具制造行业积累的技术优势,在高端市场占据较大份额,代表企业包括旭金刚石(AsahiDiamond)、中村超硬(nakamura)等。日本的旭金刚石(AsahiDiamond)2007年6月就推出了成熟产品;美国Diamond Wire Technology (Meyer Burger AG)主要和梅耶博格公司合作。 国内主要为长沙岱勒、浙江瑞翌、杨凌美畅等厂家。 金刚石粉:其分级中SCMD-WD(金刚石线专用粉),采用高工艺、高强度MBD系列优质金刚石、经过特殊加工程序产生;产品形状较为规则,粒度分布较为集中,有效磨削颗粒集中,微粉颗粒强度高,杂质含量极低,具有良好的分散性、耐磨性。适用于有机、无极脆性材料的切割、磨削、抛光。 树脂结合剂金刚石线锯是一种采用树脂结合剂将金刚石磨粒固结于线锯基体表面而形成的固结磨料线锯,其制作工艺简单,生产成本低,生产效率高。在锯丝制造过程中,可以通过选择合适的添加剂种类和粒径、配比以及树脂结合剂的固化工艺来提高结合剂的强度和韧性。 树脂结合剂金刚石线锯的制造工艺分为四个主要过程: (1)调和树脂液 (2)金刚砂固定工序(金刚石磨料与树脂配料) ①基体表面预处理、涂抹树脂液;②配料涂覆、树脂液半硬化处理; ③检测④卷线 (3)烘烤固化。