美标材料简介ASME ASTM AISI
This document was copied from Website. The person who uploaded this document is not responsible for the correctness. This document is only used for private study, not used for commercial.
本文件内容从网页复制,上传人不对文件内容正确性负责。本文用于学习非商业用途。
Introduction - AISI ASTM ASME and UNS
Most ASTM and ASME standards list the steel grades by their UNS (Unified Numbering system) numbers but also make reference, where appropriate to the more general AISI (American Iron and Steel Institute) grade designations. These grade numbering systems are widely used in the USA, where they originated and are recognized by most stainless steel specifies and users. The American Iron and Steel Institute (AISI) developed designations such as 304, 430 etc and published compositions for these in their 'Steel Products Manual' (1974).
These are NOT specifications, but steel grade composition ranges only.
These grades were used by the American Society Testing and Materials (ASTM) to identify grades in a wide range of standards they published for stainless products, such as sheets and plates (ASTM A240), bars (ASTM A276) and tubes (ASTM A269). The compositions of the AISI grades were made more specific with the introduction of the 'Unified Numbering System', jointly established by ASTM and SAE (Society of Automotive Engineers).
This five digit number, preceded by the letter 'S' for most stainless steels, identified the specific variant of the grade
e.g. 304 being UNS S30400, 304L being UNS S30403
American Society of Mechanical Engineers (ASME) publish design codes and standards for pressure applications. ASME standards are generally based on the appropriate ASTM standards, but the standard numbers are preceded with the letters 'SA', rather than just the 'A' of the ASTM standards.
Where UNS grade numbers are used, these are universal, regardless of the product type or the standard in which they appear.
The AISI designations have been adopted in Japan. The AISI number is preceded with the letters SUS e.g. SUS 304. The Japanese have developed variants on some grades for certain product forms e.g. SUS 304J1 for sheet products.
The composition ranges should always be checked in the appropriate standard.
Composition tables
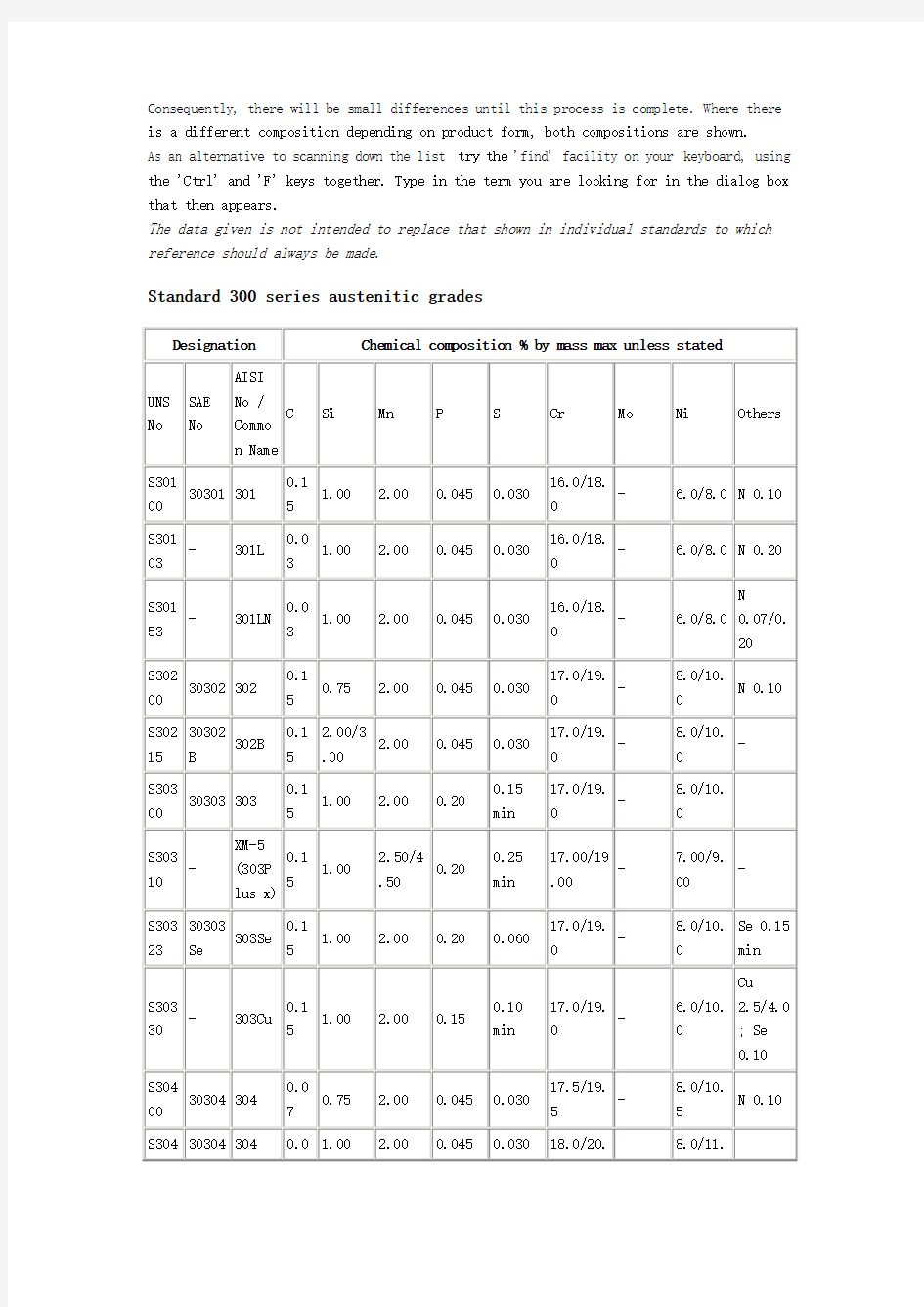
The tables in this article use the UNS number as their key, but also show the related AISI and SAE numbers. Where appropriate, common names for the steels are also shown.
There are some differences in the composition ranges for some grades between flat and long products. This is due to the harmonisation process which is aimed to bring US and European compositions into line. This process is more advanced for flat products than for long.
Consequently, there will be small differences until this process is complete. Where there is a different composition depending on product form, both compositions are shown.
As an alternative to scanning down the list try the 'find' facility on your keyboard, using the 'Ctrl' and 'F' keys together. Type in the term you are looking for in the dialog box that then appears.
The data given is not intended to replace that shown in individual standards to which reference should always be made.
Standard 300 series austenitic grades
Related Articles
1.Related austenitic stainless steel grades
Releated References
1.ASTM and SAE-AMS Standards and Specifications for Stainless Steel
2.ASTM International, West Conshohocken, PA 19428-2959, USA, 2003
常用金属材料密度表
材料名称密度(克/厘米3) 灰口铸铁6.6~7.4 白口铸铁7.4~7.7 可锻铸铁7.2~7.4 铸钢7.8 工业纯铁7.87 普通碳素钢7.85 优质碳素钢7.85 碳素工具钢7.85 易切钢7.85 锰钢7.81 15CrA铬钢7.74 20Cr、30Cr、40Cr铬钢7.82 38CrA铬钢7.8 铬钒、铬镍、铬镍钼、铬锰、硅、铬锰硅镍、硅锰、硅铬钢7.85 铬镍钨钢7.8 铬钼铝钢7.65 含钨9高速工具钢8.3 含钨18高速工具钢8.7 高强度合金钢7.82 轴承钢7.81 不锈钢 0Cr13、1Cr13、2Cr13、3Cr13、4Cr13、 Cr17Ni2、Cr18、9Cr18、Cr25、Cr28 7.75 0Cr18Ni9、1Cr18Ni9、Cr18Ni9Ti、2Cr18Ni9 Cr14、Cr17 7.7 4-0.3、4-4-4锡青铜8.9 1Cr18Ni11Si4A1Ti 7.52 7铝青铜7.8 19-2铝青铜 9-4、10-3-1.5铝青铜7.5 9-4、10-3-1.5铝青铜7.5 10-4-4铝青铜7.46 铍青铜8.3 3-1硅青铜8.47 1-3硅青铜8.6 1铍青铜8.8 0.5镉青铜8.9 0.5铬青铜8.9 1.5锰青铜8.8 5锰青铜8.6 白铜B5、B19、B30、BMn40-1.5 8.9 BMn3-12 8.4 BZN15-20 8.6 BA16-1.5 8.7 BA113-3 8.5 纯铝2.7 防锈铝LF2、LF43 2.68
LF3 2.67 LF5、LF10、LF11 2.65 LF6 2.64 LF21 2.73 硬铝LY1、LY2、LY4、LY6 2.76 LY3 2.73 LY7、LY8、LY10、LY11、LY14 2.8 LY9、LY12 2.78 LY16、LY17 2.84 锻铝LD2、LD30 2.7 LD4 2.7 灰铸铁HT100~HT350 6.6--7.4 白口铸铁S15、P08、J13等7.4--7.7 可锻铸铁KT30-6~KT270-2 7.2--7.4 铸钢ZG45、ZG35CrMnSi等7.8 工业纯铁DT1--DT6 7.87 普通碳素钢Q195、Q215、Q235、Q255、Q275 7.85 优质碳素钢05F、08F、15F 10、15、20、25、30、35、40、45、50 7.85 碳素工具钢T7、T8、T9、T10、T12、T13、T7A、T8A、T9A、T10A、T11A、T12A、T13A、T8MnA 7.85 易切钢Y12、Y30 7.85 弹簧钢丝Ⅰ、Ⅱ、Ⅱa、Ⅲ7.85 低碳优质钢丝Zd、Zg 7.85 锰钢20Mn、60Mn、65Mn 7.81 铬钢15CrA 20Cr、30Cr、40Cr 38CrA 7.74 7.82 7.80 铬钒钢50CrVA 7.85 铬镍钢12CrNi3A、20CrNi3A 37CrNi3A 7.85 铬镍钼钢40CrNiMoA 7.85 铬镍钨钢18Cr2Ni4WA 7.8 铬钼铝钢38CrMoA1A 7.65 铬锰硅钢30CrMnSiA 7.85 铬锰硅镍钢30CrMnSiNi2A 7.85 硅锰钢60Si2nMnA 7.85 硅铬钢70Si2CrA 7.85 高强度合金钢GC-4、GC11 7.82 高速工具钢W9Cr4V W18Cr4V 8.3 8.7 轴承钢GCr15 7.81 不锈钢0Cr13、1Cr13、2Cr13、3Cr13、4Cr13 Cr14、Cr17 Cr17Ni2、Cr18、9Cr18、Cr25、Cr28 0Cr18Ni9、1Cr18Ni9 1Cr18Ni9Ti、2Cr18Ni9 Cr18Ni11Nb 1Cr23Ni18、Cr17Ni3Mo2Ti 1Cr18Ni11Si4A1Ti
紧固件和垫圈的选择
紧固件和垫圈的选择 镁合金件组装的时候紧固件和垫圈的选择在镁合金装配的时候工业上要求采用钢铆钉和铜铆钉以及钢、镍、铝合金和黄铜的螺栓和螺钉的时候,建议这些材料要预先进行表面的电镀锡、锌、镉,再进行化学处理,以确保和再用的涂层间有好的结合力。对镁合金和铝合金件的装配采用铝合金铆钉,对镁合金和钢装配的时候采用镀锡钢、镀镉钢、镀锌钢。合理选择垫圈材料一是绝缘塑料,二十铝合金。试验证明,垫圈厚度通常发哦与五毫米,电偶腐蚀最轻。垫圈材料随镁合金腐蚀的影响。镀锌螺栓比简单磷化处理的保护有了改善。 镁合金表面经过铬酸盐转化处理和阳极化处理对电偶腐蚀行为无影响。垫圈和垫片也用于延长不同金属间电解液通路的长度。研究镁合金和铸铁间采用塑料垫片厚度对AZ91合金盐雾电偶腐蚀的影响得出,当塑料垫片厚度对镁合金盐雾电偶腐蚀的影响得出,当塑料垫片厚度超过4.55毫米的时候,电偶腐蚀就没有了。铝垫圈大小对用镀镉螺栓紧固的镁合金盐雾电偶腐蚀的研究表明:当直径加垫圈厚度大于381到508毫米的时候,镀镉螺栓就没有电偶腐蚀作用了。建议设计中垫圈或者垫片厚度至少五毫米。 要特别注意的是即使采用铝合金垫圈也能使镁合金与镀镉、锡或者锌钢和裸钢连接的时候的盐雾电偶作用减轻,这和沉浸盐溶液中的电偶腐蚀行为不同。电镀钢制螺栓和铝合金垫圈的腐蚀作用,在百分之五的氯化钠溶液中的沉浸试验表明垫圈实际上没有起到抑制腐蚀作用。用电镀刚制螺栓的是垫圈的无效性是因为沉浸试验中铝阴极腐
蚀速度比盐雾试验的时候高所致。同样,镁合金与其他铝合金配对的时候进行盐水沉浸试验的时候也发生严重腐蚀,铝液中的情况很少遇到,但是由于不合理设计,当不同金属装配的时候联接处存在的凹槽,造成盐水积集的情况是存在的。
美标材料SA542
Quenched and tempered chromium-molybdenum and chromium-molybdenum-vanadium alloy steel plates for pressure vessels 1. SA542 is suitable for two 21?4Cr-1Mo and three Cr-Mo-V alloy steel plates used in quenching and tempering conditions to manufacture welded pressure vessels and components. 2. There are five types of steel supplied by SA542, codenamed “A”, “B”, “C”, “D”and “E”. Type B and Type A are identical except for the limited range of carbon, phosphorus, sulfur and nickel. Steel is also divided into five categories, the strengths of which are listed below. composition to meet the specified mechanical properties. The minimum thickness of the steel plate is limited to 3/16 in. (5 mm) 3, SA542 steelmaking method: SA542 steel must be killed steel, and must meet the A20/A20M standard fine austenite grain size requirements. 4, SA542 heat treatment 4.1 SA542 All steel plates are subjected to normalizing heat treatment. At this time, the steel plate may be heated to an appropriate austenitizing temperature for a sufficient time to make the temperature uniform throughout the thickness and quenched by spraying or immersion in a suitable liquid medium. The minimum austenitizing temperature of the D-type material should be 1650℉(900 ℃). The minimum austenitizing temperature of the E-type material should be 1850℉(1010 ℃). 4.2 After quenching, the tempering of the steel plate has obtained the specified tensile performance requirements. When tempering, the steel plate is heated to a suitable temperature and kept for a period of time, and the holding time is not less than 30 min/in. (1.2 min/mm), but 5、4.3 For steel plates with a thickness greater than 4 in. (100 mm), before the heat treatment according to 4.2, for A, B, C and D steel plates at 1650~1850℉(900~1010℃), for E steel at 1850~2050℉( Pre-normalizing treatment or water quenching at a temperature within the temperature range of 1010 to 1120℃). 6、4.4 Order steel plates not subjected to heat treatment in accordance with the requirements of Articles 4.1 to 4.3 shall be subjected to stress relief treatment or annealed condition, and the minimum stress relief treatment temperature of the steel plate shall be 1200℉(650℃) except for the E-shaped steel plate. , other models of steel should be 1050℉(565℃).
中外金属材料对照表
常用国内外钢材牌号对照表 中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT ISO 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 Q195 Cr.B Cr.C SS330 SPHC SPHD S185 040 A10 S185 S185 CT1K П CTlC П CTl ПC Q215A Cr.C Cr.58 SS 330 SPHC 040 A12 CT2K П—2 CT2C П—2 CT2ПC —2 Q235A Cr.D SS400 SM400A 080A15 CT3K П—2 CT3C П—2 CT3ПC —2 E235B Q235B Cr.D SS400 SM400A S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 CT3K П—3 CT3C П—3 CT3ПC —3 E235B Q255A SS400 SM400A CT4K П—2 CT4C П—2 CT4ПC —2 普 通 碳 素 结 构 钢 Q275 SS490 CT5C П—2 CT5ПC —2 E275A
中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT IS0 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 08F 1008 1010 SPHD SPHE 040A10 80K П 10 1010 S10C S12C CKl0 040A12 XCl0 10 C101 15 1015 S15C S17C CKl5 Fe360B 08M15 XCl2 Fe306B 15 C15E4 20 1020 S20C S22C C22 IC22 C22 20 25 1025 S25C S28C C25 IC25 C25 25 C25E4 40 1040 S40C S43C C40 IC40 080M40 C40 40 C40E4 45 1045 S45C S48C C45 IC45 080A47 C45 45 C45E4 50 1050 S50C S53C C50 IC50 080M50 C50 50 C50E4 优 质 碳 素 结 构 钢 15Mn 1019 080A15 15r
垫圈材料的选择
垫圈材料的选择 在螺纹紧固件中因螺栓、螺钉、螺母的支承面不可能做得很大(受材料与工艺的限制),为减小承压面的压应力,保护被连接件的表面而采用垫圈。 为防止连接副的松动采用防松的弹簧垫圈和多齿形锁紧垫圈、圆螺母止动垫圈以及鞍形、波形、锥形弹性垫圈。 平垫圈主要用于减小压强,当有的部位拧紧轴向力很大时,易使垫圈压成碟形,这时可改用材料和提高硬度来解决。 弹簧垫圈的锁紧效果一般,重要部位尽量少用或不用,而采用自锁结构。对于用于高速拧紧(气动或电动)的弹簧垫圈,最好采用表面磷化处理的垫圈,提高其减磨性能,否则易摩擦发热而烧坏或张口,甚至损坏被连接件表面。对于薄板连接处,不应采用弹簧垫圈结构。据统计,弹簧垫圈在汽车上使用得越来越少了。 齿形弹性垫圈中的连接齿形由于锁紧力大而且均匀,在汽车行业中使用较多,而间隔齿型的则少一些。 对于弹簧垫圈、弹性垫圈,根据国标,一般可选择 GB699-1999 《优质碳素结构钢》中的 60 、 70 钢和 65Mn 钢。 我国平垫圈标准共有9项,从2000-2002年分别批准发布了GB/T97.3-2000、GB/T5286-2001、GB/T95-2002、GB/T96.1-2002、GB/T96.2-2002、GB/T97.1-2002、GB/T97.2-2002、GB/T97.4-2002及 GB/T5287-2002 等平垫圈标准。 根据平垫圈性能等级,作者推荐使用材料: 对于100HV级的可选用ST12、ST13及Q235、Q215、Q195等等,表面硬度可达到 110HV 左右; 对于140HV级的可选用 08F、08Al及10、10F等等,表面硬度可达到140HV左右; 对于200HV和300HV级的应选用45、50、60、70钢或65Mn钢,可通过热处理淬火回火达到200~300HV和300~400HV技术要求。 由于根据标准对于100HV 、140HV级的平垫圈可用低碳钢制造。一般企业在选用材料时大多数是采用宝钢材料,便于冷冲压。下面对Q/BQB403-2003宝钢标准作一点简述。 《冷连轧低碳钢板及钢带》及Q/BQB403-2003企业标准与BZJ407-1999标准相比有主要变化: ?对牌号进行了修改和整合 牌号由常用8种,整合为5种
法兰垫片的类型、标识和选用!
法兰垫片的类型、标识和选用! 垫片是法兰连接的主要密封件,因而正确选用垫片也是保证法兰连接不泄漏的关键。根据制作材料的不同,垫片可以分为很多种类。除了垫片的类型,垫片的标识和选型也很重要! 一、垫片的结构型式 工业上使用的平垫片一般由密封元件及内、外加强环组成,密封元件或称垫片本体是阻止泄漏的关键部分。其常用的材料有非金属材料,如柔性石墨、聚四氟乙烯、纤维增强橡胶基复合板等。此外,密封元件材料也可以是刚性或柔性的金属,通常用于压力和温度较高的场合。 对于非金属材料的密封元件,通常插入金属材料予以增强,同时也方便了如石墨等易破碎材料密封元件的制造加工。增强材料可以是金属薄板或丝网,金属薄板常常采用冲刺孔的方式以提高增强效果和增加弹性,并通过粘结剂和辊压将它们贴合在一起。密封元件也可以可设一表面层或抗粘结处理层来增加密封效果和防止法兰密封面粘结。 外加强环或外环材料均为实体金属,其作用是: ?帮助密封元件安装时对中;
?防止密封元件过份压缩而破坏;防止垫片吹出和减少法兰转动等。 ?外加强环不与密封介质接触,因此不要求耐介质腐蚀,故常常由碳钢材料制成。外加强环还可以与密封元件制成一体,例如金属齿形垫片、波齿复合垫片。 ?内加强环或内环接触流体,其材料应能抵御密封介质的腐蚀。内加强环的作用是: ?防止密封元件与容器或管道法兰之间的空隙,以避免此空隙干扰流体的流动以及由此引起的流体对垫片的冲击。 二、法兰垫片的种类 1、非金属平垫片——聚四氟乙烯包履垫片 ①垫片介绍
聚四氟乙烯包履垫片是一种非金属复合型软垫片,一般由包封皮及嵌入物两部分组成。包封皮主要起抗腐蚀作用,通常由聚四氟乙烯材料制成,嵌入物(填料)为带或不带金属加强筋的非金属材料,通常由石棉橡胶板制成。 聚四氟乙烯包履垫片主要适用于全平面型及突面型钢制管法兰连接,适用公称压力PN为 0.6~5.0MPa、工作温度为0~150 ℃的腐蚀介质或对清洁度有较高要求的介质。 ②垫片的形式 管法兰用聚四氟乙烯包履垫片按制造方式可分为三种型式:剖切型(S型)、机加工型(M型)、折包型(F型)。 对于机加工型包履垫片,其包封层内径可与法兰内径一致,以防止流体在法兰处产生涡流。对于折包型包履垫片,它是由厚度为0.4~0.8mm的带状聚四氟乙烯薄膜,用热密封方法将两端热合后包在环状的芯材外面呈U形状,制造简便,适用于尺寸较大的法兰密封。 ③标记—标记示例 公称通径50mm、公称压力1.0MPa的剖切型聚四氟乙烯垫片: S-50-1.0 GB/T1304-1992 公称通径50mm、公称压力1.0MPa的机加工型聚四氟乙烯垫片: M-50-1.0 GB/T1304-1992 公称通径50mm、公称压力1.0MPa的折包型聚四氟乙烯垫片: F-50-1.0 GB/T1304-1992 2、金属复合垫片
如何选择垫片材料--深度剖析之金属垫片
一. 金属垫片材料 1. 碳钢: 推荐最大工作温度不超过538℃,特别当介质具有氧化性时。优质薄碳钢板地不适合应用于制造无机酸、中性或酸性盐溶液的设备,如果碳钢受到在的应力,用于热水工况条件下的设备事故率非常高。碳钢垫片通常用于高浓度的酸和许多碱溶液。布氏硬度约120。 2. 304不锈钢18-8(铬18-20%、镍8-10%),推荐最大工作温度不超过760℃。在温度-196~538℃区间内,易发生应力腐蚀和晶界腐蚀。布氏硬度160。 3.304L 不锈钢含碳量不超过0。03%。推荐最大工作温度不超过760℃。耐腐蚀性能类似304不锈钢。低的含碳量减少了碳从晶格的析出,耐晶界腐蚀性能高于304不锈钢。布氏硬度约140。4.316不锈钢18-12(铬18%、镍12%),在304不锈钢中增加约2%钼,当温度提高其强度和耐腐蚀性能提高。当温度提高时比其它普通不锈钢具有更高抗蠕变性能。推荐最大工作温度不超过760℃。布氏硬度约160。 5.316L不锈钢推荐最大连续工作温度不超过760℃~815℃。碳含量不超过相对于316不锈钢具有更优秀的耐应力和晶界腐蚀。布氏硬度约140。 6.20合金45%铁、24%镍、20%铬和少量钼和铜。推荐最大工作温度不超过760℃~815℃。特别适用于制造耐硫酸腐蚀的设备,布氏硬度约160。 7.铝铝(含量不低于99%)。铝具有优秀耐腐蚀性能和加工性能,适用于制造双夹垫片。布氏硬度约35。推荐最大连续工作温度不超过426℃。 8.紫铜紫铜的成份接近于纯铜,其含有微量的银以增加其连续工作温度。推荐最大连续工作温度不超过260℃。布氏硬度约80。 9.黄铜(铜66%、锌34%),在大多数工况条件下,具有良好耐腐蚀性能,但不适应醋酸、氨、盐和乙炔。推荐最大连续工作温度不超过260℃。布氏硬度约58。 10.哈氏B-2 (26-30%钼、62%镍和4-6%铁)。推荐最大工作温度不超过1093℃。具有优异的耐热浓度盐酸腐蚀性能。也具有优异的耐湿氯化氢气体腐蚀、硫酸、磷酸和还原性盐溶液腐蚀的性能。在高温条件下具有高的强度。布氏硬度约230。 11.哈氏C-276 16-18%钼、13-17.5%铬、3.7-5.3%钨、4.5-7%铁、其余均为镍)。推荐最大工作温度不超过1093℃。具有优异的耐腐蚀性能。对各种尝试的冷硝酸或浓度达到70%的沸腾硝酸具有优异的耐腐蚀性能,具有良好的耐盐酸和硫酸腐蚀性能及优异的耐应力腐蚀性能。布氏硬度约210。 12.英科耐尔600 镍基合金(77%镍、15%铬和7%铁)。推荐最大工作温度不超过1093℃。在高温条件下具有高的强度,通常用于需解决应力腐蚀问题的设备。在低温条件下,具有优异的同加工性能。布氏硬度约150。 13.蒙乃尔400 (铜30%、镍推荐最大连续工作温度不超过815℃。除强氧化性酸外,对大多数酸和碱具有优异耐腐蚀性能。在氟酸、氯化汞、汞介质中易产生应力腐蚀裂纹,因而,不适应用于上述介质。被广泛用于制造氢氟酸的设备。布氏硬度约120。 14.钛推荐最大工作温度不超过1093℃。在高温条件下,具有优异的耐腐蚀性能。众所周知耐氯离子的侵蚀,在较宽的温度和浓度区间,具有优异的耐硝酸腐蚀。钛材在大多数碱溶液用的很少,适应用于氧化工况条件。布氏硬度约216。
垫片材料汇总整理(最全)
垫片材料汇总整理(最全) 密封技术 选择垫片的材料主要取决于下列三种因素: 温度压力介质 一. 金属垫片材料 1. 碳钢: 推荐最大工作温度不超过538℃,特别当介质具有氧化性时。优质薄碳钢板地不适合应用于制造无机酸、中性或酸性盐溶液的设备,如果碳钢受到在的应力,用于热水工况条件下的设备事故率非常高。碳钢垫片通常用于高浓度的酸和许多碱溶液。布氏硬度约120。 2. 304不锈钢 18-8(铬18-20%、镍8-10%),推荐最大工作温度不超过760℃。在温度 -196~538℃区间,易发生应力腐蚀和晶界腐蚀。布氏硬度160。3. 304L 不锈钢 含碳量不超过0。03%。推荐最大工作温度不超过760℃。耐腐蚀性能类似304不锈钢。低的含碳量减少了碳从晶格的析出,耐晶界腐蚀性能高于304不锈钢。布氏硬度约140。 4. 316不锈钢
18-12(铬18%、镍12%),在304不锈钢中增加约2%钼,当温度提高其强度和耐腐蚀性能提高。当温度提高时比其它普通不锈钢具有更高抗蠕变性能。推荐最大工作温度不超过760℃。布氏硬度约160。 5. 316L不锈钢 推荐最续工作温度不超过760℃~815℃。碳含量不超过相对于316不锈钢具有更优秀的耐应力和晶界腐蚀。布氏硬度约140。 6. 20合金 45%铁、24%镍、20%铬和少量钼和铜。推荐最大工作温度不超过 760℃~815℃。特别适用于制造耐硫酸腐蚀的设备,布氏硬度约160。7.铝 铝(含量不低于99%)。铝具有优秀耐腐蚀性能和加工性能,适用于制造双夹垫片。布氏硬度约35。推荐最续工作温度不超过426℃。 8.紫铜 紫铜的成份接近于纯铜,其含有微量的银以增加其连续工作温度。推荐最续工作温度不超过260℃。布氏硬度约80。 9.黄铜 (铜66%、锌34%),在大多数工况条件下,具有良好耐腐蚀性能,但不适应醋酸、氨、盐和乙炔。推荐最续工作温度不超过260℃。布氏硬度约58。
美标材质规格
ASTM A1-00(2005) 碳素钢T型钢轨规格 ASTM A1000-05 特种弹簧质量级碳钢丝及合金钢丝规格 ASTM A100-07 硅铁规格 ASTM A1001-01(2006) 硅铁规格 ASTM A1002-99(2003) 镍-铝有序合金铸件规格 ASTM A1003/A1003M-05 冷成形框式构件用金属和非金属镀层碳素钢薄板规格 ASTM A1004/A1004M-99(2004) 准备用作冷成形框架构件的金属、涂漆金属和非金属涂敷钢薄板规格 ASTM A1005/A1005M-00(2004) 平端纵焊缝和螺旋焊缝双重埋弧焊干线用黑钢管规格ASTM A1006/A1006M-00(2004) 平端激光束焊接干线用黑钢管规格 ASTM A1007-02(被ASTM A1007-07代替) 钢丝绳用碳素钢丝规格 ASTM A1008/A1008M-07(被ASTM A1008/A1008M-07a 代替) 高强度低合金冷轧碳素结构钢薄板以及可成型性、溶液硬化和可烘烤硬化性经改进的高强度低合金冷轧碳素结构钢薄板规格 ASTM A1008/A1008M-07a 高强度低合金冷轧碳素结构钢薄板以及可成型性、溶液硬化和可烘烤硬化性经改进的高强度低合金冷轧碳素结构钢薄板规格 ASTM A1009-05 高频(10kHz-1 MHz)电力变压器和滤波感应器用软磁MnZn铁芯材料标准规范 ASTM A1010/A1010M-01e1 更高强度马氏体不锈钢厚板、薄板和带材规格 ASTM A101-04 铬铁规格 ASTM A1011/A1011M-06b(被ASTM A1011/A1011M-07代替) 高强度低合金冷轧碳素结构钢薄板和带材、可成型性经改进的高强度低合金冷轧碳素结构钢薄板和带材以及具有超高强度的低合金冷轧碳素结构钢薄板和带材的规格 ASTM A1011/A1011M-07 高强度低合金冷轧碳素结构钢薄板和带材、可成型性经改进的高强度低合金冷轧碳素结构钢薄板和带材以及具有超高强度的低合金冷轧碳素结构钢薄板和带材的规格 ASTM A1012-02(2007) 带整体式散热片的铁素体、奥氏体和二相合金钢冷凝器与热交换器无缝管及焊接管的规格 ASTM A1013-00(2005) 用伏特计、安培计和瓦特计测定可控温度下软磁芯部件的高频(10 kHz-1 MHz)磁芯损耗的标准试验方法 ASTM A1014/A1014M-06 高温工作用沉淀硬化螺栓材料(UNS N07718)规格 ASTM A1015-01(2005) 卫生设施用管状产品管内图像检测指南 ASTM A1016/A1016M-04A 铁素体合金钢、奥素体合金钢和不锈钢管通用要求规格 ASTM A1017/A1017M-07 压力容器用铬钼钨合金钢中厚板规格 ASTM A1018/A1018M-06c(被ASTM A1018/A1018M-07代替) 碳素钢、市售钢、拉制钢、结构钢、高强度低合金钢、可成型性经改进的高强度低合金钢以及超高强度钢热轧薄板、带材和特厚卷材规格 ASTM A1018/A1018M-07 碳素钢、市售钢、拉制钢、结构钢、高强度低合金钢、可成型性经改进的高强度低合金钢以及超高强度钢热轧薄板、带材和特厚卷材规格 ASTM A1019/A1019M-01(2007) 下水道和排水管用聚合物预涂的直径为36英寸或不足36英寸[900 mm]的闭合肋钢管规格 ASTM A1019/A1019M-01(被ASTM A1019/A1019M-01(2007)代替) 下水道和排水管用聚合物预涂的直径为36英寸或不足36英寸[900 mm]的闭合肋钢管规格 ASTM A1020/A1020M-02 锅炉、过热器、热交换器和冷凝器设备用溶焊碳钢和碳锰钢管道规
平垫圈材料的选择
垫圈材料的选择 2008-11-27 来源:未知收藏此信息推荐给好友 在螺纹紧固件中因螺栓、螺钉、螺母的支承面不可能做得很大(受材料与工艺的限制),为减小承压面的压应力,保护被连接件的表面而采用垫圈。 为防止连接副的松动采用防松的弹簧垫圈和多齿形锁紧垫圈、圆螺母止动垫圈以及鞍形、波形、锥形弹性垫圈。 平垫圈主要用于减小压强,当有的部位拧紧轴向力很大时,易使垫圈压成碟形,这时可改用材料和提高硬度来解决。 弹簧垫圈的锁紧效果一般,重要部位尽量少用或不用,而采用自锁结构。对于用于高速拧紧(气动或电动)的弹簧垫圈,最好采用表面磷化处理的垫圈,提高其减磨性能,否则易摩擦发热而烧坏或张口,甚至损坏被连接件表面。对于薄板连接处,不应采用弹簧垫圈结构。据统计,弹簧垫圈在汽车上使用得越来越少了。 齿形弹性垫圈中的连接齿形由于锁紧力大而且均匀,在汽车行业中使用较多,而间隔齿型的则少一些。 对于弹簧垫圈、弹性垫圈,根据国标,一般可选择GB699-1999 《优质碳素结构钢》中的60 、70 钢和65Mn 钢。 我国平垫圈标准共有9项,从2000-2002年分别批准发布了GB/T97.3-2000、GB/T5 286-2001、GB/T95-2002、GB/T96.1-2002、GB/T96.2-2002、GB/T97.1-2002、G B/T97.2-2002、GB/T97.4-2002及GB/T5287-2002 等平垫圈标准。 根据平垫圈性能等级,作者推荐使用材料: 对于100HV级的可选用ST12、ST13及Q235、Q215、Q195等等,表面硬度可达到110HV 左右;
对于140HV级的可选用08F、08Al及10、10F等等,表面硬度可达到140HV左右; 对于200HV和300HV级的应选用45、50、60、70钢或65Mn钢,可通过热处理淬火回火达到200~300HV和300~400HV技术要求。 由于根据标准对于100HV 、140HV级的平垫圈可用低碳钢制造。一般企业在选用材料时大多数是采用宝钢材料,便于冷冲压。下面对Q/BQB403-2003宝钢标准作一点简述。 《冷连轧低碳钢板及钢带》及Q/BQB403-2003企业标准与BZJ407-1999标准相比有主要变化: ?对牌号进行了修改和整合 牌号由常用8种,整合为5种 St12改为DC01 ; ST13改为DC03 ; St14、St15改为DC04 ; BSC2改为DC05; St16、St14-T、BSC3改为DC06。 ?表面质量级别由两种修改为三种: 较高级的精整表面(FB ),表面允许有少量不影响成型性及涂、镀附着力的缺陷,如轻微的划伤、压痕、麻点、辊印及氧化色等。 高级的精整表面(FC )产品二面中较好的一面无肉眼可见的明显缺欠,另一面必须至少达到FB 的要求。 超高级的精整表面(FD )产品二面中较好的一面不得有任何缺欠,即不能影响涂漆后的外观质量或电镀后的外观质量,另一面必须至少达到FB 的要求。 表面结构由四种修改为两种,并增加了表面粗糙度的控制值。
垫片材料汇总整理(最全)
垫片材料汇总整理(最全) 密封技术????? 选择垫片的材料主要取决于下列三种因素: 温度压力介质 一. 金属垫片材料 1. 碳钢: 推荐最大工作温度不超过538℃,特别当介质具有氧化性时。优质薄碳钢板地不适合应用于制造无机酸、中性或酸性盐溶液的设备,如果碳钢受到在的应力,用于热水工况条件下的设备事故率非常高。碳钢垫片通常用于高浓度的酸和许多碱溶液。布氏硬度约120。 2. 304不锈钢 18-8(铬18-20%、镍8-10%),推荐最大工作温度不超过760℃。在温度 -196~538℃区间内,易发生应力腐蚀和晶界腐蚀。布氏硬度160。3. 304L 不锈钢 含碳量不超过0。03%。推荐最大工作温度不超过760℃。耐腐蚀性能类似304不锈钢。低的含碳量减少了碳从晶格的析出,耐晶界腐蚀性能高于304不锈钢。布氏硬度约140。 4. 316不锈钢
18-12(铬18%、镍12%),在304不锈钢中增加约2%钼,当温度提高其强度和耐腐蚀性能提高。当温度提高时比其它普通不锈钢具有更高抗蠕变性能。推荐最大工作温度不超过760℃。布氏硬度约160。 5. 316L不锈钢 推荐最大连续工作温度不超过760℃~815℃。碳含量不超过相对于316不锈钢具有更优秀的耐应力和晶界腐蚀。布氏硬度约140。 6. 20合金 45%铁、24%镍、20%铬和少量钼和铜。推荐最大工作温度不超过760℃~815℃。特别适用于制造耐硫酸腐蚀的设备,布氏硬度约160。7.铝 铝(含量不低于99%)。铝具有优秀耐腐蚀性能和加工性能,适用于制造双夹垫片。布氏硬度约35。推荐最大连续工作温度不超过426℃。8.紫铜 紫铜的成份接近于纯铜,其含有微量的银以增加其连续工作温度。推荐最大连续工作温度不超过260℃。布氏硬度约80。 9.黄铜 (铜66%、锌34%),在大多数工况条件下,具有良好耐腐蚀性能,但不适应醋酸、氨、盐和乙炔。推荐最大连续工作温度不超过260℃。布氏硬度约58。
金属材料硬度对照表
一、硬度简介: 硬度表示材料抵抗硬物体压入其表面的能力。它是金属材料的重要性能指标之一。一般硬度越高,耐磨性越好。常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。 1.布氏硬度(HB) 以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。 2.洛氏硬度(HR) 当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。根据试验材料硬度的不同,分三种不同的标度来表示: ?HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。 ?HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。 ?HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。 3 维氏硬度(HV) 以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除 以载荷值,即为维氏硬度HV值(kgf/mm2)。 ############################################################################################# 注: 洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。 洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。因此标尺B适用相对较软的材料,而标尺C适用较硬的材料。实践证明,金属材料的各种硬度值之间,硬度值与强度值之间具有近似的相应关系。因为硬度值是由起始塑性变形抗力和继续塑性变形抗力决定的,材料的强度越高,塑性变形抗力越高,硬度值也就越高。但各种材料的换算关系并不一致。本站《硬度对照表》一文对钢的不同硬度值的换算给出了表格,请查阅。 ##############################################################################################
如何选择密封垫片的材料
选择垫片的材料主要取决于下列三种因素: 温度压力介质 一. 金属垫片材料 1. 碳钢: 推荐最大工作温度不超过538℃,特别当介质具有氧化性时。优质薄碳钢板地不适合应用于制造无机酸、中性或酸性盐溶液的设备,如果碳钢受到在的应力,用于热水工况条件下的设备事故率非常高。碳钢垫片通常用于高浓度的酸和许多碱溶液。布氏硬度约120。 2. 304不锈钢 18-8(铬18-20%、镍8-10%),推荐最大工作温度不超过760℃。在温度 -196~538℃区间内,易发生应力腐蚀和晶界腐蚀。布氏硬度160。 3. 304L 不锈钢 含碳量不超过0。03%。推荐最大工作温度不超过760℃。耐腐蚀性能类似304不锈钢。低的含碳量减少了碳从晶格的析出,耐晶界腐蚀性能高于304不锈钢。布氏硬度约140。 4. 316不锈钢 18-12(铬18%、镍12%),在304不锈钢中增加约2%钼,当温度提高其强度和耐腐蚀性能提高。当温度提高时比其它普通不锈钢具有更高抗蠕变性能。推荐最大工作温度不超过760℃。布氏硬度约160。 5. 316L不锈钢 推荐最大连续工作温度不超过760℃~815℃。碳含量不超过相对于316不锈钢具有更优秀的耐应力和晶界腐蚀。布氏硬度约140。 6. 20合金 45%铁、24%镍、20%铬和少量钼和铜。推荐最大工作温度不超过760℃~815℃。特别适用于制造耐硫酸腐蚀的设备,布氏硬度约160。 7.铝 铝(含量不低于99%)。铝具有优秀耐腐蚀性能和加工性能,适用于制造双夹垫片。布氏硬度约35。推荐最大连续工作温度不超过426℃。 8.紫铜 紫铜的成份接近于纯铜,其含有微量的银以增加其连续工作温度。推荐最大连续工作温度不超过260℃。布氏硬度约80。 9.黄铜 (铜66%、锌34%),在大多数工况条件下,具有良好耐腐蚀性能,但不适应醋酸、氨、盐和乙炔。推荐最大连续工作温度不超过260℃。布氏硬度约58。 10.哈氏B-2 (26-30%钼、62%镍和4-6%铁)。推荐最大工作温度不超过1093℃。具有优异的耐热浓度盐酸腐蚀性能。也具有优异的耐湿氯化氢气体腐蚀、硫酸、磷酸和还原性盐溶液腐蚀的性能。在高温条件下具有高的强度。布氏硬度约230。 11.哈氏C-276 16-18%钼、13-17.5%铬、3.7-5.3%钨、4.5-7%铁、其余均为镍)。推荐最大工作温度不超过1093℃。具有优异的耐腐蚀性能。对各种尝试的冷硝酸或浓度达到70%的沸腾硝酸具有优异的耐腐蚀性能,具有良好的耐盐酸和硫酸腐蚀性能及优异的耐应力腐蚀性能。布氏硬度约210。 12.英科耐尔600 镍基合金(77%镍、15%铬和7%铁)。推荐最大工作温度不超过1093℃。在高温条件下具有高的强度,通常用于需解决应力腐蚀问题的设备。在低温条件下,具有优异的同加工性能。布氏硬度约150。
垫片材料的选择
垫片材料的选择 选择垫片的材料主要取决于下列三种因素: 温度压力介质 一. 金属垫片材料 1. 碳钢: 推荐最大工作温度不超过538℃,特别当介质具有氧化性时。优质薄碳钢板地不适合应用于制造无机酸、中性或酸性盐溶液的设备,如果碳钢受到在的应力,用于热水工况条件下的设备事故率非常高。碳钢垫片通常用于高浓度的酸和许多碱溶液。布氏硬度约120。 2. 304不锈钢18-8(铬18-20%、镍8-10%),推荐最大工作温度不超过760℃。在温度-196~538℃区间内,易发生应力腐蚀和晶界腐蚀。布氏硬度160。3.304L 不锈钢含碳量不超过0。03%。推荐最大工作温度不超过760℃。耐腐蚀性能类似304不锈钢。低的含碳量减少了碳从晶格的析出,耐晶界腐蚀性能高于304不锈钢。布氏硬度约140。 4.316不锈钢18-12(铬18%、镍12%),在304不锈钢中增加约2%钼,当温度提高其强度和耐腐蚀性能提高。当温度提高时比其它普通不锈钢具有更高抗蠕变性能。推荐最大工作温度不超过760℃。布氏硬度约160。 5.316L不锈钢推荐最大连续工作温度不超过760℃~815℃。碳含量不超过相对于316不锈钢具有更优秀的耐应力和晶界腐蚀。布氏硬度约140。 6.20合金45%铁、24%镍、20%铬和少量钼和铜。推荐最大工作温度不超过760℃~815℃。特别适用于制造耐硫酸腐蚀的设备,布氏硬度约160。 7.铝铝(含量不低于99%)。铝具有优秀耐腐蚀性能和加工性能,适用于制造双夹垫片。布氏硬度约35。推荐最大连续工作温度不超过426℃。 8.紫铜紫铜的成份接近于纯铜,其含有微量的银以增加其连续工作温度。推荐最大连续工作温度不超过260℃。布氏硬度约80。 9.黄铜(铜66%、锌34%),在大多数工况条件下,具有良好耐腐蚀性能,但不适应醋酸、氨、盐和乙炔。推荐最大连续工作温度不超过260℃。布氏硬度约58。 10.哈氏B-2 (26-30%钼、62%镍和4-6%铁)。推荐最大工作温度不超过1093℃。具有优异的耐热浓度盐酸腐蚀性能。也具有优异的耐湿氯化氢气体腐蚀、硫酸、磷酸和还原性盐溶液腐蚀的性能。在高温条件下具有高的强度。布氏硬度约230。11.哈氏C-276 16-18%钼、13-17.5%铬、3.7-5.3%钨、4.5-7%铁、其余均为镍)。推荐最大工作温度不超过1093℃。具有优异的耐腐蚀性能。对各种尝试的冷硝酸或浓度达到70%的沸腾硝酸具有优异的耐腐蚀性能,具有良好的耐盐酸和硫酸腐蚀性能及优异的耐应力腐蚀性能。布氏硬度约210。 12.英科耐尔600 镍基合金(77%镍、15%铬和7%铁)。推荐最大工作温度不超过1093℃。在高温条件下具有高的强度,通常用于需解决应力腐蚀问题的设备。在低温条件下,具有优异的同加工性能。布氏硬度约150。 13.蒙乃尔400 (铜30%、镍推荐最大连续工作温度不超过815℃。除强氧化性酸外,对大多数酸和碱具有优异耐腐蚀性能。在氟酸、氯化汞、汞介质中易产生应力腐蚀裂纹,因而,不适应用于上述介质。被广泛用于制造氢氟酸的设备。布氏硬度约120。 14.钛 推荐最大工作温度不超过1093℃。在高温条件下,具有优异的耐腐蚀性能。众所周知耐氯离子的侵蚀,在较宽的温度和浓度区间,具有优异的耐硝酸腐蚀。钛
钢材材质国标与美标对照表
钢材材质国标与美标对照表 浏览字体:大中小 美国 中国GB 日本JIS 德国 钢种ASTM 牌号牌号标准号钢号钢号材料号标准号 (A53 钢 GGP G3452 (Q235 )种F) (St33) 1.0033 DIN1626 STPY41 G3457 A283-D A135-A STPG38 G3454 (St37) 1.0110 DIN1626 A53-A STPG38 G3456 A106-A St37-2 1.0112 DIN17175 St35.8 1.0305 STS38 G3455 DIN1629/4 St35.4 1.0309 碳素10 A179-C 钢管STB30 G3461 St35.8 1.0305 DIN17175 A214-C A192 STB33 G3461 St35.8 1.0305 DIN17175 A226 STB35 G3461 St35.8 1.0305 DIN17175 A315-B (St42) 1.0130 STPG42 G3454 DIN1626 A53-B St42-2 1.0132 20 STPT42 G3456 A106-B St45-8 1.0405 DIN17175 STB42 G3461 A106-B St45-8 1.0405 DIN17175
A178-C St45-4 1.0309 DIN1629/4 STS42 G3455 A210-A- 1 G345 1.083 STS49 5 St52.4 2 DIN1629/4 低合16Mn A210-C STPT49 G345 St52 1.083 DIN1629/3 金 6 1 钢管 G346 15MnV STBL39 4 G346 16Mn STPL39 A333-1.6 0 1.035 TT St35N SEW680 G346 6 15MnV STBL39 A334-1.6 4 低A333-7.9 1.035 SEW680 09Mn2V TT St35N 温A334-7.9 6 钢G346 SEW680 管STPL46 0 A333-3.4 1.563 (06A1NbCuN) 10Ni14 STBL G346 A334-3.4 7 4 A333-8 1.566 SEW680 (20Mn23A1) X8Ni9 A334-8 2