K&S Bonding 机的基础培训资料
Auto K&S Bonder Machine Operation Manual
目录
第一章工作原理
第二章系统结构
第三章触摸屏界面定义
第四章F160 图象处理设定
第五章初始化设定及校调
第六章系统操作流程
第七章常见故障分析
第八章注意事项
附:系统电气图
○!为安全起见,必须严格按照本手册中所描述的方法进行操作,以免对人身造成伤害或损坏机器。
*接插主电源之前, 必须确认厂房提供的电源是否与机器的主电源一致。
*在维护进行之前, 必须确保按下切断电源的红色按钮”POWER OFF”和气源总开关。
*在机器复位或正常运行过程中, 遇到任何紧急情况请立即按下”E-STOP”按钮,切断电源。
一、工作原理:
超声波焊接是HSA中的一道重要工序,我们使用K&S BONDER机做焊头进行焊接.其工作原理是主机发出高频超声波(60MHZ),通过传感器焊嘴,经焊嘴的高频横向振动将能量传达给BFC和FPC,并经一定的预压力后,使BFC和FPC的表面AU层原子产生金属键合,从而牢固的将BFC和FPC焊接在一起。
二、系统结构
K&S BONDER 机由以下四大模块组成:
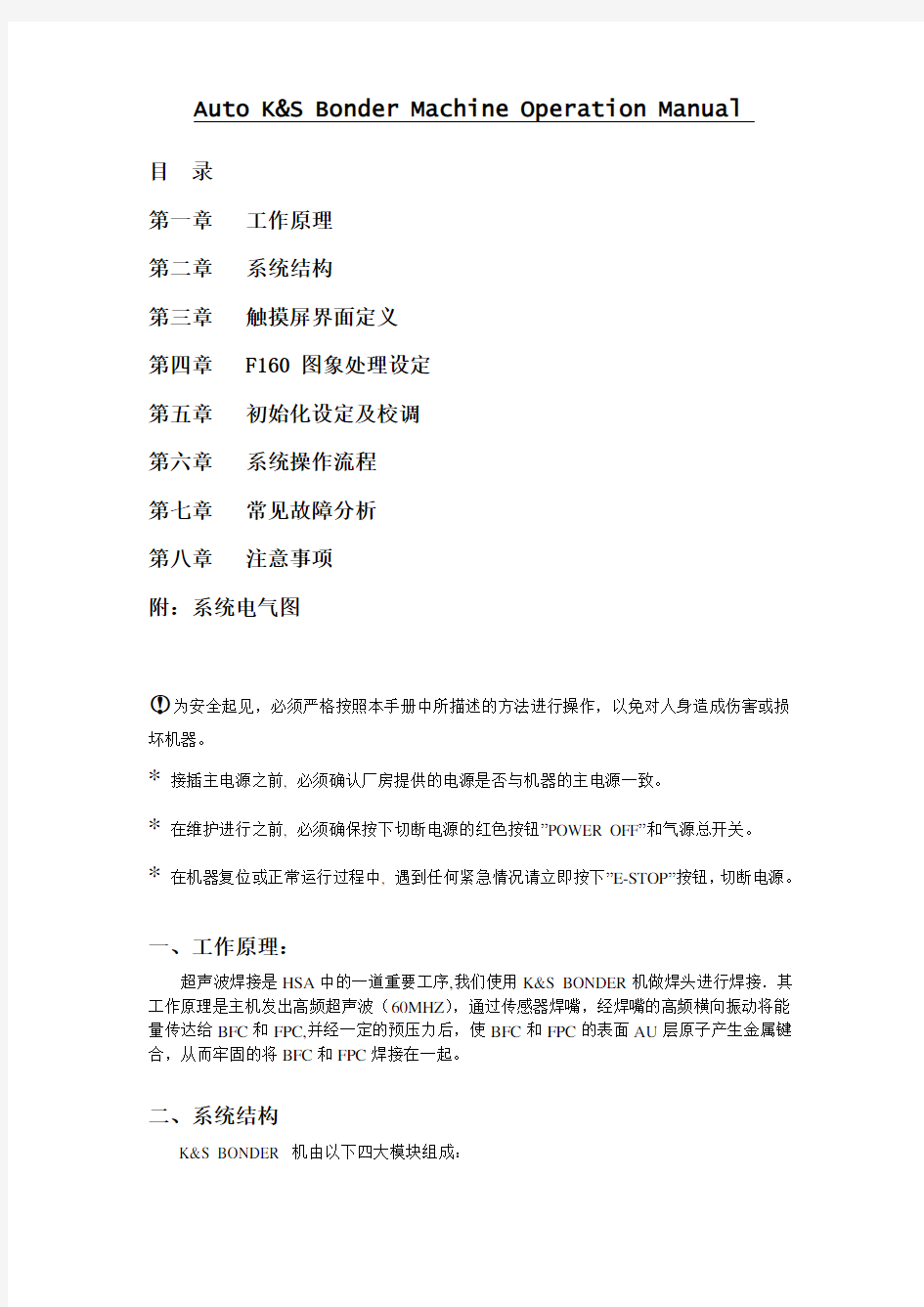
1、K&S Bonder 4525:焊头控制箱、Bonder 焊接头、显微镜
2、Table 运动系统:夹具、Parker 运动Table 、控制系统(PLC 、触摸屏、电控箱.、控制面
板) 3、图像系统:由欧姆龙F160传感器构成的高速高机能视觉系统,具有区域搜
索,位置补偿等功能 4、Converyor 运输系统
● 焊头控制箱由220V电源供电,包括一套控制和指示旋钮,以实现焊接参数的设定及
各项功能的调整;
● 焊接头产生超声波及实现焊接动作;
● 电控箱由220V电源供电,包括直流电源、PLC控制器、图像系统、和外部接口电
路。通过预先编写好的程序控制焊接头,发出动作指令,以实现各类预定的操作; ● 通过触摸屏和控制面板的操作,设定动作参数和发出动作指令,以实现各类预定的动作。
控制面板上包括四个机械控制按钮:
.
E-STOP : 在紧急情况下停止机器下一步动作; START : 用于开始启动Bonder 头,开始Bonding ;或者在Semi-Auto 模式时手动升
起夹具,另有一脚挚,其在做货时实现同START 按钮相同的功能,即Bonding 货; JOY STICK : 在XY轴在进行JOG运动时,控制两轴的方向和速度; STOP : 在自动做货时,可以中止做货,退出夹具;或者在Semi-Auto 模式时,不
触摸屏
焊接头
焊头控制箱 Conveyor
显微镜
E-Stop Start Joy-Stick Stop 照相机和光源
升起夹具,而将其释放。
Conveyor运输系统负责货物的流拉和定位;
三、触摸屏界面定义:
1、开机画面:打开电控箱的总气阀和总电源开关,待硬件初始化完成后,触摸屏出现如下画面:
Start……………...按START按钮, 各轴依次复位后,切换至2.引导画面
2、引导画面:
Image↓↑………..手动移动X Y 轴至特定图象位置(HGA1~HGA8)
Bond↓↑…………手动移动X Y轴至特定Bonding位置(HGA1~HGA8) Auto..…………………切换至3. 全自动操作画面.
Manual..……………...激活4.半自动操作画面.
Next………..………...切换至4.半自动操作画面.
Mode Set……………切换至14. 模式设定画面.
3、全自动操作画面:
Video 1ch (NTSC)………定位图象画面.
Auto Mode
Run………………………. Auto Run 状态指示灯
Stop……………………….Stop 状态指示灯
Production………………. Production / Trial Run 状态切换指示
Load………………………. 清除Load 进程指示灯
Image……………………. 清除Image 进程指示灯
Bonding………………….. 清除Bonding 进程指示灯
ClearAll………………….. 清除进程中所有内存
HSA Counter…………… ..记录完成的HSA个数
Bond ing Counter…………..记录焊接次数
CycleTime…………………Auto Run 时, 记录一个完整的循环时间
SemiAuto/Fully Auto………半自动/全自动做货模式(有图像时无效)
The HGA&Pad Image Judgement………HGA、Pad图像判定结果
Pad….指示灯为白色表示已选定的要Bonding的HGA工作,Image 检测
后指示灯为绿色表示该HGA的Pad图像检测OK, 将进行Bonding操
作, 否则会跳过, 该HGA不作Bonding.
HGA….指示灯为绿色表示该第一个HGA的Pad图像检测OK,否则报警Image
NG, 停止操作(图像自动做货时,先找到第一个HGA的Pad
图像,再找相应HGA的Pad图像)
Manual…………………..切换至2.引导画面
4、半自动操作画面:
装载HSA………气缸升起Pallet,真空阀打开,如果选择图像,移动X和Y轴到1# HGA
图像位置,否则,移动X 和Y轴到1# HGA的1# Pad Bonding
位置
Image…………..移动X和Y轴到1# HGA图像位置,先检测到第一个HGA的Pad 图像,再依次对相应HGA的Pad图像进行检测
Bond(Auto) …….移动X 和Y轴到Bonding位置,自动依次完成对图象检测结果
OK的HGA Pad 的Bonding
Bond(Manual) ……按控制板上的Start按钮/脚挚不松,可摇动控制面板上的操纵杆,
使XY轴进行Jog运动;夹具运动到所需位置后,松开Start按钮/脚
挚,可对Bonder发出命令使其触发工作; 按下控制面板上的Stop按钮,
移动X和Y轴到卸载(Load)位置,真空阀关闭,升起气缸下降,Pallet
流入下一工序
卸载HSA………移动X和Y轴到卸载(Load)位置,真空阀关闭,升起气缸下降,Pallet
流入下一工序
Manual………………..切换至5.手动操作切换画面.
Step…………………...按下时,单击操作面板上的START按钮指令单步执行
Return………………..返回至2. 引导画面
5、手动操作切换画面:
Load………………………切换至6. Load (Manual) 操作画面Bonding………………….切换至7.HGA手动焊接画面
Return………………..…..返回至4.半自动操作画面
6、Load (Manual)操作画面:
Lift………升起气缸升起和下降切换按钮,升起时按钮为红色,下降时
为灰色
Vaccum……..真空阀关闭和打开切换按钮,打开时按钮为红色,关闭时为灰色
Stopper……..阻止气缸升起和下降切换按钮,升起时按钮为红色,下降时为灰色Return……………...返回至5. 引导画面
7、手动焊接画面:
XY Move移动X Y轴到目标位置
HGA Image Move
Image ↓↑………手动移动X Y 轴至特定HGA Pad图象位置(HGA1~HGA8)
With 1#HGA Image Offset↓↑………手动移动X Y 轴至1#HGA Pad图象补偿后的
图象位置(HGA1~HGA8)
HGA Bond Move
HGA Bond Move↓↑……….手动移动X Y 轴至特定Bonding位置(HGA1~HGA8)
With 1#HGA Image Offset↓↑………手动移动X Y 轴至1#HGA Pad图象补偿后
的HGA Bonding位置(HGA1~HGA8) Pad Bond Move
Pad Bonding Move↓↑……….手动移动X Y 轴到相应的HGA的Pad Bonding
位置
With Pad Image Offset↓↑………手动移动X Y 轴至相应的HGA的Pad 图象
偿(1#HGA Pad图象补偿+相应HGA Pad图象补
偿)后的HGA Pad Bonding位置(Pad1~Pad8)
Image
1# HGA Image
Current Judgement………..图像检测结果显示,指示灯为绿色表示图像判定OK,
该位置能进行Bonding操作;若指示灯仍是白色,则表示图像
NG, 该位置将跳过,不能作Bonding.
X, Y
X, Y
Save ………………….保存Pad 图像判定OK当前坐标值到Pad 图像基准参考坐
标值(保存前请先选择好Project类型)
Step Signal ………………….手动检测Pad 图像
Switch Screen0………………激活HGA 的Screen0 图像
Controller Reset…………….手动复位图像控制器
Up Pad Image(H0,H2,H4,H6)
……因为现在Up和DN Pad图像类似,暂时未用
DN Pad Image(H1,H3,H5,H7)
……因为现在Up和DN Pad图像类似,暂时未用
Bonding
Bond………………………手动Bonding按钮
Date Set………………………设定当前特定位置坐标值Return…………………………返回至5.手动操作切换画面
8、X Y轴参数设定画面:
X Y Axis Data Set X Y轴特定位置坐标设定
Load………………………显示Load的X Y轴位置
1# HGA Image……………显示1# HGA Image的X Y轴位置(保存前请先选择
好Project类型)
1# HGA Bonding……….显示1# HGA_Bonding的X Y轴位置(保存前请先选择
好Project类型)
HGA Layout……………相对1# HGA Image/Bonding位置设定画面
Pad Layout…………相对Up/DN HGA 1#Pad Bonding位置设定画面
Teach…………………….确认后存储当前数据(保存前请先选择好Project类型)
X…………显示X轴当前位置值
Y…………显示Y轴当前位置值
←…………..X轴向左运动.
→…………..X轴向右运动.
↑…………...Y轴向后运动.
↓……………Y轴向前运动.
High…………设置位置调整步进速度为高
Low………….设置位置调整步进速度为低
500x500……..HGA Pad Image位置设定画面,操作参考7.手动焊接画面Return…………………….退出X Y轴参数设定画面
9、HGA layout :(下面的数据如果被修改,请注意备份到相应的Project)
Bond………. 相对1# HGA Bonding X Y轴的位置设定(1~8)
Image………相对1# HGA Image X Y轴的位置设定(1~8)
HGA Total Number………..HSA上需要Bonding的HGA总数(1~8)
2X Data Backup………..备份上面的当前数据到Project 2X(保存前请先选择好Project类型)
4X Data Backup………..备份上面的当前数据到Project 4X(保存前请先选择好Project类型)
6X Data Backup………..备份上面的当前数据到Project 6X(保存前请先选择好Project类型)
8X Data Backup………..备份上面的当前数据到Project 8X(保存前请先选择好Project类型)
Pad Total Number………..HGA上需要Bonding的Pad总数(1~8)
Bonding Times………用于设置对于不同的Project,每个HGA每个Pad所要求Bonding的次数
Rebond Interval……每个Pad重复Bonding 时X间隔位置设定
XY………. 相对DN HGA 1# Pad Bonding X Y轴的位置设定(1~8)12、Up Pad layout
XY………. 相对Up HGA 1# Pad Bonding X Y轴的位置设定(1~8) 13、Conveyor
Work Station previous Zone
Inhibit………. 用于强制使工作区前面Zone禁止
Work Station previous Zone
Inhibit………. 用于强制使工作区Zone禁止
Move………. 用于强制使工作区Zone转动
Use/NoUse……使用/不使用工作区Zone
14、模式设定画面:
Production………………. Production / Trial Run 状态切换
Image/No Image…………使用/不使用图像切换
Project Type…………按上/下钮,选择Project类型(2X,4X,6X,8X), 生产或修改数据时请先
选择Project类型.
Selecting HGA Number……选择HSA上需要Bonding的HGA(1~8) 和选择相应的HGA类型
(Up/DN)
Selecting Pad Number……选择HGA上需要Bonding的Pad位(1~8)
Bonder Set
Start Time…………..Bonder 启动时间
Delay Time
HGA <->HGA………X Y轴HGA之间移动的延时时间
Pad <->Pad………X Y轴HGA Pad之间移动的延时时间
Pad Bond OK………Bonder每次绑定完成后的延时时间
Left……………………手动时按下, 焊嘴至Search位, 释放按钮,则开始Bonding Right………………….与Left按钮配合切换Bonding模式
Debug…………………手动时按下, 焊嘴至Search位, 释放按钮,则开始Bonding
A/D Set
Current Value………………显示X /Y A/D当前值.
Standard Value……………设定 X /Y A/D基准值.
Station Address………………. Bonding机联机的站号(单独时设定为1)
Station Total………………. Bonding机联机的总数(单独时设定为1)
X Limit……X轴正/负方向限位值
Y Limit……Y轴正/负方向限位值
Home Period……X /Y轴原点初始化周期设定
Image data list………图像数据清单
Return………………..返回至2. 引导画面
15、机器运行中,异常情况判定
机器运行时,若出现故障或异常,PLC会自检故障原因,触摸屏跳转至ERROR1画面,且故障项的方框呈红色,详细说明如下:
X Motor Alarm / Y Motor Alarm
原因: 轴不能复位,马达电缆未接好,或驱动器出故障
调整方法: 断电检查电缆连接,检查驱动器,重新上电
X Error / Y Error
原因: PLC 位置模块出故障
调整方法: 据错误提示代码, 查相关PLC手册解决.
Bonder
原因: 1,自动或手动运行时, 出现短路(short), 断路(open);
2,K&S Bonder机本身故障
调整方法: 1,检查线路, 保证线路顺畅
2.据相关手册,检测K&S Bonder机本身解决
Bonder Set Mode
原因: Auto Run时,模式设定画面中Bond Set中Left/debug按钮被按下调整方法: 释放Left/debug按钮
Foot Switch
原因: Auto Run时,脚踏开关被踩下
调整方法: 释放脚踏开关
Lift Valve
原因: 1, Lift气缸感应器错误;
2, 气缸升起,下降位置不对
调整方法: 1,检测感应器,及其安装位置,线路.
1# HGA Image Position
原因: XY轴未在1# HGA Image位置
调整方法: 移动XY轴到1# HGA Image位置
Vision Controller
原因: Vision控制器本身出故障,
调整方法: 检查Vision控制器,重新上电
Load Cycle OK
原因: 装载HSA已OK,全自动操作画面中Load
的数据未清除
调整方法: 清除Load 的Memory数据
Image Cycle OK / Bonding Cycle OK
原因: HGA Image / HGA Bonding 已OK 时,全自动操作画面中Image / Bonding 的数据未清除
调整方法: 清除I mage / Bonding的Memory数据
E-Stop
原因: 按下了急停按钮.
调整方法: 释放急停按钮, 然后按RESET键重新复位
XY Load Pos.
原因: X Y轴未移动到Load 位置
调整方法: 移动X Y轴到Load 位置
1# HGA Image NG.
原因: 1# HGA Pad Image 检测NG
调整方法: 检查Pallet,HSA,夹具
1# HGA Image Offset Position
原因: XY轴未在1# HGA Image Offset位置
调整方法: 移动XY轴到1# HGA Image Offset位置
XY Origin NG
原因: XY轴Motor初始化未完成
调整方法: 断电,XY轴Motor初始化
Select Image Mode
原因: 未选择图像
调整方法: 进入模式设定画面, 选择”Image”按钮
XY Motor Moving
原因: XY轴Motor正在移动
调整方法: 等待XY轴Motor移动完成
Conveyor Sensor
原因: Conveyor 上的感应器信号错误
调整方法: 检查Conveyor 上的流拉板
Conveyor Stopper
原因: 前/后Stopper气缸升起,下降位置不对
调整方法: 按前/后Stopper按钮
四,F160 图象处理设定
1.找到图像,存下坐标。CAMERA的焦距是65mm,按下Image位,移动X,Y坐标到camera
下,找到图像,将pad位移到大概屏幕的中央,存下此时Image坐标。为保证图像清楚,调节CAMERA的高度。
2.输入HGA Layout 和Pad Layout x,y坐标值。
3.F160图像模板确定。利用F160控制手柄,设置Screen0,选择set->measurement->gray
search->model registration->new->box->or,选择合适的图形作为模板。如果模板选择不合适,可以返回选择figure0->correct,然后可以进行修改。最后可以选择end结束并保存。
4.设置判断条件。Correlation一般设在75%左右,根据具体情况而不同。值越高精度也越
高,但太高了会将OK的货也当成NG的处理,即便都是OK的货之间仍然是有区别的。
太底则精度不能保证。
5.输出表达式设置。目的是向主机(PLC)输出搜索到的x,y坐标。选择
set->expression->data, 分别设为R0.X , R0.Y , R0.Judge
6.保存F160设置。在F160主菜单选择Save,则可以保存所有的设置和数据。
在程序菜单里输入/保存图像基准参考值。
五、初始化设定及校调
为确保机器的性能,同时为操作者提供一个安全的操作环境,机器必须安装在干燥,洁净且通风良好的区域;
设备固定时,要保证安装在水平且安全的地面上,同时要将机器地脚放下,用水平仪调整好设备的水平度;
接插主电源前,须确保机器内漏电开关处于”OFF”状态,要求厂房供给220V 10A电源,在接入压缩空气时,先关闭气源的总开关,空气压力要求保证大于0.5MPa。
有关Bonder的设定和调校,其具体细节请参考《K&S Model 4525 Operation Manual》六、系统操作流程:
一),全自动图像操作
在全自动操作(Auto Mode)画面上, 清除Load, Image, Bonding 的状态信息/清除所有,即处于自动运行状态。
二),无图像自动操作
1、全自动模式
由于本工序有两台自动机,所以工件在流拉过程中按两个货一个节拍进行流转。当第一个工件在第一台机被焊接完成后,将在第二台机被释放,以避免重复做货;同时,第二个货将在第一台机不做处理而直接流到第二台机,然后被自动升起,进行焊接操作。
○1当上工序流下来的货物到达工作区Zone并静止下来,气缸自动升起,并移动XY轴使Bonder焊嘴对准第一个HGA的第一个Pad;
○2按下控制面板上的Start按钮或踏下脚挚不放,Bonder的焊杆降下到Search位,用控制面板上的操纵杆操纵XY轴在两个方面上进行Jog运动,通过人工精确定位;
○3松开Start按钮或踏下脚挚,触发Bonder进行焊接,然后机器自动完成同一个HGA
所有Pad的焊接工作;
○4做货完成后,工作台自动降下并使Conveyor转动,货被释放;
○5在做货过程中,可按下控制面板上的Stop按钮,中止做货进程,将货放下、退出。
2、半自动模式
在该模式下,由操作员工人工判断是否对上工序流下的工件进行焊接操作。
○1当上工序的货流下来,由操作员判断是否升起工作,如需升起,按下在控制面板上的Start按钮,后继工作同上。
○2如不需,则按下在控制面板上的Stop按钮,工作区Zone转动,货被释放。
3、手动模式
在半自动操作(One Cycle)画面上, 依次执行以下操作:
○1当上工序流下来的货物到达工作区Zone并静止下来;
○2按下触摸屏上的装载HSA按钮,气缸升起,XY移动到1#HGA Bonding位置;
○3按下触摸屏上的Bonding(Manual)按钮, 按下Start按钮或踏下脚挚不放,Bonder的
焊杆降下到Search位,用控制面板上的操纵杆操纵XY轴在两个方面上进行Jog运动,通过人工精确定位;
○4松开Start按钮或踏下脚挚,触发Bonder进行焊接;
○5如要焊接下一个Pad,重复3步骤内容;
○6做货完成后,按下触摸屏上Unload/停止按钮,气缸降下,并使Conveyor转动,货被释放;
七、常见故障分析
本部分列出了K&S Bonder机在起动或运行过程中,可能会出现的异常情况,及相对应的诊断和处理措施。关于K&S 4525焊线机的故障排除,详细部分请参阅<
●触摸屏出现错误提示:根据错误提示,采用相应的措施解决,主要是PLC控制系
统错误,如Position单元错误,E-Stop被按下,K&S Bonder的EOC信号交换不良。
●PLC CPU模块红灯亮或闪烁:PLC初始化错误或程序出错。
●夹具升不起来:START或STOP按钮损坏;气缸感应器损坏或感应不良;电磁阀
失效。
●焊完后气缸不下降:气缸SENSOR感应不良;电磁阀失效;Table没有感应到原点
Sensor。
●升降气缸上升或者下降不到位:气缸调气阀调节不适当;压力不够;缓冲器调节不
恰当;气缸所带软接头调节不恰当或者气缸本身损坏。
●系统死机:EOC-BOC信号交换不良;程序设定不对;。
●Table不能回home 位:Limit位接头松动,Table与Driver连接线断路。
●Table走位不均匀:Table损坏;联轴器损坏或者没有锁紧。
●夹具振动:机器底座轴承损坏;Table运动磨损产生间隙;真空没有打开。
●Table有异常声音:Table损坏;Driver设定有不合适;程序设定马达参数不合适;
运动时和Converyor有干涉。
●Table错位(超出极限位):限位插头松动;Table的限位Sensor感应不良。
●在货物流拉过程中,尽量避免将手或其它物件伸入Converyor的工作Zone中,也不
要将货直接放入工作Zone或者直接从工作Zone中将货物取走,这样会干扰
Converyor的内部逻辑,如发现在上述动作后货物流拉不正常了,将退出做货状态
或者强制流拉板过一次。
八,注意事项:
1.当机器做货时,请勿打开Bonder机自带光源, 否则会造成图像定位偏差.
2.为保证Bonding质量, 做货前, 请提前将Bonder机开机预热半小时以上.
3.自动做货时,严禁将手或其他物体伸进机器内,否则机器将立即停止运动, 并出现错误
提示.
4.请勿随意调整Bonder机控制面板上的参数设置,如Power, Time, Force等.
附:电气原理图:
总电路图:
雅马哈贴片机培训资料
雅马哈贴片机贴片培训资料
目录 一、安全及注意事项 (3) a) 必须严格遵守都安全注意事项: (3) b) 警告标识 (3) c) 贴片机操作注意事项: (4) 二、贴片机分类 (4) a) YV100xg、YV88xg系列贴片机各部名称 (4) b) YG200系列贴片机各部名称 (4) 三、贴片机操作 (6) a) 开机 (6) 1、安全检查 (7) 2、打开贴片机主控电源开关; (7) 3、回原点 (7) 4、暖机 (7) b) 生产 (8) 1、基板选择 (8) 2、调整导轨 (8) 3、核对物料 (9) 4、示校吸取坐标 (9) 5、开始生产 (10) c) 关机 (10) 1、保存程序 (10) 2、关闭主机 (10) 3、关闭主控电源 (10) d) 发挥好 (11) 四、贴片程序优化 (11) a) 开始优化 (11) b) 删除原始设置数据 (11) c) 生成设置数据 (11) d) 执行优化 (11) e) 完成优化 (11) 五、常见故障处理; (13)
一、安全及注意事项 a)必须严格遵守都安全注意事项: 1、操作贴片机的人员必须接受相关的培训和教育,如安全教育、操作培训等,并 经生产技术部经行考核后持证上岗; 2、机器运行中,绝对禁止将身体的任何一部分(手、头)进入机器动作围; 3、在示教或调整机器过程中,必须使机器处于随时可以关机的状态; 4、停止机器运行的安全装置必须始终处于启动状态(如:急停按钮,安全光幕等); 5、不可在机器部或周围放置可燃物(气体、液体等)或不卫生、被污染的物体。 b)警告标识 贴片机上粘贴有下列警告标识,必须确认标识容无条件服从标识中的指示。
铸造技术~东芝压铸机培训资料
?铸造理论 ⑤铸造技术篇 东芝机械株式会社压铸技术中心 2008年7月改訂⑤ ??????渡辺 08.07.15
1.压铸(Die Cast)的定義 將溶湯(熱溶液)壓入精密的模具內,以高精度大量生產優良鑄肉之鑄造物的鑄造方式,及以此種方式製造的產品即稱為澆鑄。(社團法人日本澆鑄協會)2.全自動循環的運轉(壓鑄機)脫模劑噴霧→鎖模→給湯→射出→產品冷卻→開模→頂出→取出→柱塞潤滑 3. 澆鑄是一種鑄造法 合金溶湯(熱溶液)凝固之前,高速將模穴內的空氣替換溶湯,以高壓使其凝固的方法。 4.鑄造產品 外觀完好、尺寸精度高的產品。 HDD(hardware desk drive ) 鑄造条件 低速速度高速速度高速區間高速加速減速速度昇壓時間鑄造壓力m/s m/s mm ms m/s ms MPa 0.20 3.2 67 4 1.5 30 65 鑄造時間28秒 模具柱塞直徑:70mm產品肉厚:2.0mm產品重量:430g投影面積:430cm 2 材 料 : ADC12溶湯温度: 680 ℃ 產品形状鑄造条件合金特性鑄造方案 溶解 溶湯(熱溶液)處理 澆鑄法 模具鑄造機 材料
6.铸造条件的计算 機械?模具?產品條件 1)压铸机DC350CL-T A)合模力350ton B)ACC壓力Pa=10MPa(100㎏/㎝2) C)射出油缸直徑φ125mmAs=123㎝2 D)增加油缸直徑φ180mmAb=255㎝2 E)柱塞直徑φ70mmAp=38.5㎝2 2)模具 F)鑄入重量Wc=900g (産品+over flow+runner+biscuit)G)産品重量Wf=700g (産品+over flow) H)産品壁厚tm=2.0mm (薄部分平均値) I)浇口截面积Ag=1.3㎝2 J)投影面積A=350㎝2 K)空射行程L=337mm L)鋁溶湯比重r=2.6g/cm3 (135) 200 (12 0) (70) 120 10 66 15 40 40 1 3 3 ° 注意 MPa×10 10×10=100kgf/cm2 kN×0.1 3500×0.1=350tonf
赫斯曼交换机培训资料
一。赫斯曼系列交换机配置及使用说明 一.M ACH4002系列模块化核心交换机 MACH4002 48G-L3P:全千兆模块化工业以太网核心交换机。设备自带16个千兆端口,其中8个为光、电互换bo端口。最多支持4个介质模块,可再扩展出32个千兆端口,最多可达48个千兆端口。该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。 MACH4002 48+4G—L3P:千兆模块化工业以太网核心交换机。设备自带4个千兆光、电互换bo端口与16个百兆电缆端口。最多支持4个介质模块,可再扩展出32个百兆端口,最多可达48个百兆端口与4个千兆端口。该交换机支持三层路由功能,220VAC冗余供电,0~70℃工作范围。 1.设备得安装与拆卸: MACH4002系列核心交换机:该交换机采用标准得19寸机架式安装方式,4个介质模块及设备风扇均支持带电热插拔。 MACH4002 48G-L3P MACH4002 48+4G—L3P下图为设备正面图示,其中包括有设备得连接端口、风扇、LED显示灯、报警输出节点、RJ11配置端口及USB配置端口。 LED显示灯位于正面左下方,如下图所示:
交换机得背面为基本电源模块安装位置,如下图所示: 2.设备得配置: 设置IP地址得方法:1、通过超级终端得命令行(需要有专用得线缆:串口转V、24);2、通过HiD iscovery软件,搜索所有得网络设备,设置其IP地址与子网掩码; 3、使用BOOTP与DHCP服务器来设置IP地址。(本方法不推荐在这里使用); 4、使用自动设置适配器ACA21(USB接口) 常用得配置方法:1、通过超级终端得命令行(同上);2、通过WEB界面(需要IE5、5以上,并且要装有JAV A 1、3以上),在IE地址栏里输入交换机得IP地址,即可访问设置界面。每次更改设置需要点击“SET”按键,并选择保存;3、使用网管软件HiVision进行配置,每次得修改同样需要进行SET与保存. 注意:如果要通过WEB界面进行配置,需要PC与交换机得IP地址在同一子网内。 3.设备得日常维护: 注意交换机得输入电压就是否在额定电压范围;注意交换机工作环境;注意交换机风扇就是否正常工作;注意各台交换机上得LED灯所显示得内容就是否有异常;注意HiVision就是否有报警产生;注意交换机各端口得线缆及介质模块得拔出与插入尽量轻操作。 二.M S30-0802SAAPHC系列模块化交换机 MS30-0802SAAPHC:千兆模块化工业以太网交换机.设备自带一个基本介质模块,为交换机工作提供电源及相应得诊断配置端口。交换机自身不具有任何端口,所有端口均需由介质模块扩展实现。交换机最多可以实现2个千兆光、电互换bo端口与8个百兆端口。该交换机为二层交换机,不支持三层路由功能,24VDC冗余供电,0~70℃工作范围。
空压机基础知识培训考试题教程文件
空压机基础知识培训 考试题
空压机基础知识培训考试题 姓名分数 一、填空题:(每空0.5分,共25分) 1.压缩空气系统理想的配置形式为:空压机→()→()。 2.空压机按照工作原理分为()和()。 3.空压机常用压力单位为Mpa、bar、Kg/cm2,其换算关系为0.1Mpa≈()bar≈()Kg/cm2。 4.螺杆式空压机的工作循环可分为()、()和()三个过程。随着转子旋转,每对 相互啮合的齿相继完成相同的工作循环。 5.空压机运行环境温度应低于()℃,如高应采取措施加强通风,以免()。 6.油细分离器滤芯是多层细密的纤维制成,压缩空气中的所含雾状油气经过油细分离器可滤去此 阶段称(),过滤后的压缩空气中的油分含量低于()。油细分离器所滤的油集中于其底部的凹槽内,再由回油管回流到机体轴承端,此过程称()。 7.空气系统流程顺序为:空气→()→()→()→() →()→()→()。 8.WBS系列空压机运行中控制器界面上提示故障中轻故障分别为()、()、 ()。 9.我们公司生产的WBS-45A型空压机采用的是( )启动,其目的是(),而WBS-7.5 型空压机采用的是( )启动。 10.永邦空压机新机开机运行()小时后,要进行第一维护保养,主要是更换() 和()。 11.油细分离器按照结构分()式和()式。 12.润滑油按照油品的不同可以分为()、()和()。 13.油气桶按照结构的不同可以分为()和(). 14.目前,永邦空压机电机和机头之间的传动系统分()和()。 15.永邦空压机是在JB/T ( )的指导下完成生产和制造的。 16.永邦空压机排气压力为0.8Mpa,其安全阀设定为()Mpa. 17.WBS系列空压机样本标示最高使用压力为( )Mpa. 18.三相电流不平衡,则最低一相电流与最高一相电流的差值不得超过()%。 19.空久停机时间的设定限制以电动机启动次数≤()次/小时为原则,切忌电动机启动次数频繁 以致对电网的过频冲击和电动机本身烧毁。
Siemens西门子贴片机培训教材
SIPLACE 培训教材SIPLACE Training Material
目录 一、课程目标 (2) 1.1 总体目标 (2) 1.2 具体目标 (2) 二、特殊说明 (3) 2.1 西门子贴片机使用注意事项 (3) 三、SIEMENS 贴片机的结构 (4) 3.1 SIEMENS 贴片机结构 (4) 3.2 Siplaces 80S - 20 机器结构介绍 (4) 3.3 Siplaces 80S - 20 贴片头介绍 (5) 3.4 旋转贴片头的12个站 (5) 四、SIEMENS贴片机的用户界面 (6) 4.1 贴片机用户界面的组成 (6) 4.2 贴片机用户界面菜单 (6) 4.3 错误及信息对话框 (7) 4.4 机器控制对话框 (7) 4.5 选择操作等级 (7) 五、SIEMENS贴片机的操作指南 (8) 5.1 生产线启动 (8) 5.2 操作指南 (8) 5.3 SIEMENS贴片机操作明细 (12) 六、SIEMENS 单项操作功能 (19) 七、送料器续料及操作步骤 (20) 7.1 送料器 (20) 八、故障描述/掉件率查询 (23) 8.1 故障描述 (23) 8.2 SIEMNES 常见错误分析及解决 (24) 8.3 掉件率查询 (25) 九、清洁步骤及PCP参数指导 (26)
一、课程目标 1.1 总体目标 西门子贴片机的特点是结构精巧,紧凑,易于调整。但是非正常规程操作,极有可能造成机器的损坏。 通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。 1.2 具体目标 1.能正确识别生产工具,设备及所用材料 2.了解产品生产的整体工艺流程 3.了解机器的安全特征 4.可以根据操作指导对机器进行正确操作 5.进行自觉性维护和日常清理并保持5S
赫斯曼交换机操作手册
赫斯曼交换机操作手册 本网络系统包含一台万兆以太网交换机(MACH 4002)作为核心交换机,两台模块化交换机(MS4128)作为次级交换机。网络系统要求划分为两个VLAN,两个VLAN之间需要通讯。 1、Vlan配置 核心交换机(MACH 4002)的管理地址分别为172.16.8.251。 两台次级交换机(MS 4128)的管理地址分别为172.16.8.252,172.16.8.253。 第一步:连接好所有设备,不考虑Port口位置。 第二步:VLAN规划 本网络划分了两个VLAN,第一个名称为VLAN1,第二个名称为VLAN2,还有一个默认VLAN,名称为Defult。 Port口详细划分如下: MACH4002: VLAN1 Port口:4.1~4.6,6.3~6.14 VLAN2 Port口:3.1~3.8 上联Port口:4.7,4.8,6.15,6.16 管理Port口:6.1,6.2 MS4128:(两台配置一样) VLAN1 Port口:2.3~1.4,3.1~3.4,4.1~4.4,5.1~5.4 VLAN2 Port口:无 上联Port口:1.1,1.2,2.1,2.2
第三步:划分VLAN 使用HiDiscovery扫描到网络内所有的交换机设备,对交换机的管理地址进行设置。 使用HiVision,在Configration-Preference中添加交换机管理地址的扫描网段,可以扫描到网络内的所有交换机如图: 单击Vlan-Manager选项卡,选择Agent list,如图: 选择Discovered devices中的所有设备并单击添加按钮将它们添加到Participating agents 中,并点击OK按钮,如图:
赫斯曼交换机的配置
赫斯曼系列交换机配置及使用说明 一.M ACH4002系列模块化核心交换机 MACH4002 48G-L3P:全千兆模块化工业以太网核心交换机。设备自带16个千兆端口,其中8个为光、电互换Combo端口。最多支持4个介质模块,可再扩展出32个千兆端口,最多可达48个千兆端口。该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。 MACH4002 48+4G-L3P:千兆模块化工业以太网核心交换机。设备自带4个千兆光、电互换Combo 端口和16个百兆电缆端口。最多支持4个介质模块,可再扩展出32个百兆端口,最多可达48个百兆端口和4个千兆端口。该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。 1.设备的安装和拆卸: MACH4002系列核心交换机:该交换机采用标准的19寸机架式安装方式,4个介质模块及设备风扇均支持带电热插拔。 MACH4002 48G-L3P MACH4002 48+4G-L3P 下图为设备正面图示,其中包括有设备的连接端口、风扇、LED显示灯、报警输出节点、RJ11配置端口及USB配置端口。 LED显示灯位于正面左下方,如下图所示:
交换机的背面为基本电源模块安装位置,如下图所示: 2.设备的配置: 设置IP地址的方法:1.通过超级终端的命令行(需要有专用的线缆:串口转V.24);2.通过HiDiscovery 软件,搜索所有的网络设备,设置其IP地址和子网掩码;3.使用BOOTP和DHCP服务器来设置IP地址。(本方法不推荐在这里使用); 4.使用自动设置适配器ACA21(USB接口) 常用的配置方法:1.通过超级终端的命令行(同上);2.通过WEB界面(需要IE5.5以上,并且要装有JA V A 1.3以上),在IE地址栏里输入交换机的IP地址,即可访问设置界面。每次更改设置需要点击“SET”按键,并选择保存; 3. 使用网管软件HiVision进行配置,每次的修改同样需要进行SET和保存。 注意:如果要通过WEB界面进行配置,需要PC和交换机的IP地址在同一子网内。 3.设备的日常维护: 注意交换机的输入电压是否在额定电压范围; 注意:换机工作环境; 注意:交换机风扇是否正常工作; 注意:各台交换机上的LED灯所显示的内容是否有异常; 注意:HiVision是否有报警产生; 注意:交换机各端口的线缆及介质模块的拔出与插入尽量轻操作。
雅马哈YAMAHA贴片机作业指导书
1、准备工作 1.1作业前需进行机台点检并记录表单中,点检项目如下: 1.1.1确认贴片机电源和气压 运动导轨。 2、操作说明: 2.1贴片机整机简介 2.2贴片机开机 2.2.1打开稳压器电源开关 (确认电压在200V ) 机台气压 从左往右依次 是开始建、停止键、清除键 取料器 屏幕显示器 机台电源
稳压器电源开关 2.2.2先打开机台电源和显示屏开关,然后打开紧急停止按钮,按下ACTIVE(鼠 标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)
2.2.3机器预热:首先确认返回原点,然后在生产设计页面下点击暖机,设定时 间5分钟。(注:观察各运动部件动作是否流畅、有异响,如有立即向领班反应情况) ⑵打开显示屏 ⑷按下ACTIVE 和READY 键 ⑸按下START
2.3程序编写前的准备 2.3.1将元器件安装在取料器上 安装前取料器的状态 安装时取料器的状态 将元器件顺着打开的轨道装入,元器件带上的小孔要完全装入齿轮上,在复原取料器按钮的位置 暖机 生产设计 点击开始 设定5分 钟 取料器按钮在上方 取料器按钮在下方
注:元器件安装好后,按下取料器按钮,观察是不是按一次,出来一个元器件。如果不是重 新安装调整。 大的元器件用大的取料器,小的元器件用小的取料器。 2.3.2将取料器安装在贴片机上 将取料器安装在编有阿拉伯数字的安装轨道上,并记住位置。安装成功后取料器上的感 应器会亮。(感应器在取料器的左右两侧,一边一个;大的取料器占有2个安装轨道,小的取料器是1个安装轨道。) 2.3.3基板底座与基板治具 基板底座 基板治具:在治具上粘上高温双面胶带, 一般一个基板槽内粘3个高温双面胶带。 取料器轨道
压铸基础知识培训讲义
压铸基础知识培训讲义 1.压铸的定义: 将熔融合金在高压、高速条件下填充模具型腔,并在高压下冷却凝固成型的铸造方法。 2.压铸分类: 1依压铸机分为:立式压铸机、全立式压铸机、卧式冷室压铸机、卧式热室压铸机。 2依压铸合金分类:铝、锌、镁、铜。 锌合金密度是6.9克/立方厘米,熔点为385℃,凝结点为380℃,与其他合金相比特性:压铸流动性好,易于成型,电镀性能好。 3依压铸方式分类:高压铸造、低压铸造、挤压铸造。 3.压铸安全生产操作规程注意事项: 1生产时要佩戴手套、护目镜、安全鞋。 2不了解设备安全要求,不可以操作设备及更改设备工艺参数。 3在熔炉及鹅颈工作时,必须佩戴高温手套。 4勿用手直接触碰高温铸件、模具、熔炉。 5勿在设备未关电的情况下进入其动作范围,如需进入模具或设备时必须关闭电源,并要有至少一人在旁监护。 6在进行高温熔料、扒渣作业时请将工具、原料进行烘干预热,再进行使用。含油、水及电镀件不要投入锅中使用。 7在生产前先将控制开关手动动作一遍,确认所有动作正常,再进行生产. 8设备必须在懂电气知识的专业人士进行安装及维修。 9在装、卸模具时必须将手动、自动开关,打在手动位置上。
10每次开机前必须清理曲轴、导轨污迹,并检查润滑油是否正常。 4.压铸过程中需注意事项: 1生产中要经常检查打料油缸及两个扣嘴油缸冷却水是否正常,冷却氺过热,影响油缸密封件寿命。 2熔料时请勿将含油、含水、及电镀件回炉使用。油、水在高温中产生废烟气及氢,易使铸件产生气泡、鼓出。电镀层不易溶于锌,易使铸件产生杂质及硬点。生产中1-2小时刮出溶汤表面浮渣一次,以保证锌汤洁净。 3溶汤温度最高不可超出450℃,当超出此温度时,坩埚中铁析出产生杂质,使锌汤流动性、电镀性变坏。加料时液面距离坩埚面30mm左右为宜。 4生产中如遇长时间停机时,请将溶汤温度、鹅颈温度、射嘴温度设置在380℃以下,降低坩埚、鹅颈等零部件损耗延长使用寿命。 5在安装射嘴身、射嘴头时,先将鹅颈加热至380℃以上。装入射嘴身前端垫上木方,扣前压紧保持三分钟。安装射嘴头同上。 6正常鹅颈温度设置在380℃至400℃,射嘴温度设置在400℃至410℃. 7安装模具冷却水时,遵循下进上出、高进低出原则。 8模具拆除前清洁模具分型面并喷涂防锈剂,模具下机后用压缩空气吹进模具冷却水路残留水分,防止水路锈堵。并将最后一模铸件放在模具上以备模具保养维修时做参照。 9炉子关闭后3-4小时在关闭冷却水,开炉前先开冷却水。 5.压铸生产工艺注意事项: 压铸工艺是将压铸机、压铸模和合金三大要素有机地组合而加以综合运用的过程。而压铸时金属按填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到统一的过程。
赫斯曼交换机的配置和使用
赫斯曼系列交换机配置及使用说明一.M ACH4002系列模块化核心交换机 MACH4002 48G-L3P:全千兆模块化工业以太网核心交换机。设备自带16个千兆端口,其中8个为光、电互换Combo端口。最多支持4个介质模块,可再扩展出32个千兆端口,最多可达48个千兆端口。该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。 MACH4002 48+4G-L3P:千兆模块化工业以太网核心交换机。设备自带4个千兆光、电互换Combo 端口和16个百兆电缆端口。最多支持4个介质模块,可再扩展出32个百兆端口,最多可达48个百兆端口和4个千兆端口。该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。 1.设备的安装和拆卸: MACH4002系列核心交换机:该交换机采用标准的19寸机架式安装方式,4个介质模块及设备风扇均支持带电热插拔。 MACH4002 48G-L3P MACH4002 48+4G-L3P 下图为设备正面图示,其中包括有设备的连接端口、风扇、LED显示灯、报警输出节点、RJ11配置端口及USB配置端口。 LED显示灯位于正面左下方,如下图所示:
交换机的背面为基本电源模块安装位置,如下图所示: 2.设备的配置: 设置IP地址的方法:1.通过超级终端的命令行(需要有专用的线缆:串口转V.24);2.通过HiDiscovery 软件,搜索所有的网络设备,设置其IP地址和子网掩码;3.使用BOOTP和DHCP服务器来设置IP地址。(本方法不推荐在这里使用); 4.使用自动设置适配器ACA21(USB接口) 常用的配置方法:1.通过超级终端的命令行(同上);2.通过WEB界面(需要IE5.5以上,并且要装有JA V A 1.3以上),在IE地址栏里输入交换机的IP地址,即可访问设置界面。每次更改设置需要点击“SET”按键,并选择保存; 3. 使用网管软件HiVision进行配置,每次的修改同样需要进行SET和保存。 注意:如果要通过WEB界面进行配置,需要PC和交换机的IP地址在同一子网内。 3.设备的日常维护: 注意交换机的输入电压是否在额定电压范围;注意交换机工作环境;注意交换机风扇是否正常工作;注意各台交换机上的LED灯所显示的内容是否有异常;注意HiVision是否有报警产生;注意交换机各端口的线缆及介质模块的拔出与插入尽量轻操作。 二.M S30-0802SAAPHC系列模块化交换机 MS30-0802SAAPHC:千兆模块化工业以太网交换机。设备自带一个基本介质模块,为交换机工作提供电源及相应的诊断配置端口。交换机自身不具有任何端口,所有端口均需由介质模块扩展实现。交换机最多可以实现2个千兆光、电互换Combo端口和8个百兆端口。该交换机为二层交换机,不支持三层路由
雅马哈贴片机编程方法
雅马哈贴片机编程方法 第一章 零 件 认 识 与 介 绍 常见的 SMD 零件包装方式 CHIP/MELF/TR/SOP (SOIC )/SOJ/PLCC/QFP/BGA. 电阻[ R ] [ RN ] [VR] CHIP= 有公制 /英制两种规格 ,在台湾说法以英制为准 ,常用的 CHIP 零件如下表 A. 电阻在 PC 板简称 [ R ], 排阻称 [ RN ], 可变电阻称 [ VR ] a1. R 的误差值有 J Type=+/-5% ( 常用)以3 位数字显示 . F Type=+/-1% ( 精密 )以 4 位数字显示 . J Type 零件外观显示 = 电阻值 000=1Ω 100=10Ω 101=100Ω 102=1K Ω 103=10K Ω 104=100K Ω 105=1M Ω F Type 零件外观显示 = 电阻值 1R2=1.2 Ω 1000=100 Ω 1001=1K Ω 1002=10K Ω 1003=100K Ω 1004=1M Ω RN 和 J Type 一样外观显示 , 在主机板常见规格 1206. SMD 的 RN 有 8 个点吃锡 , 不像 1206 有 2 个点吃锡 . VR 用在通信产品上 , 有 2/3 个吃锡点 . B. 主机板(MAlN BoARD )常见的电阻规格 0603/0805/RN … 0402( 英 )/1005 ( 公) 1.0mm 0.5mm 0.4-0.7mm 0603( 英 )/1608 ( 公 ) 1.6mm 0.8mm 0.4-1.0mm 0805( 英)/2125 ( 公) 2.0mm 1.25mm 0.5-1.0mm 1206( 英 )/3216 ( 公 ) 3.2mm 1.6mm 0.6-1.2mm 长(L ) 宽(W ) CHIP 分电阻及电容 ,偶尔有电感 /特殊规格等零件 ,一般平面四方称为 CHIP. 零件规格 厚(T ) REMARK
压铸机的电气控制培训资料一
2、液压泵电机的起动方式: 2-1:直接起动(也称全压起动)。当电机绕组直接加上额定电压即全部电源电压而起动 称为直接起动(或全压起动)。 2-2:降压起动。降压起动有:定子串电阻降压起动、定子串电抗降压起动、星-三角形降 压起动、自耦变压器降压起动。 在压铸成型机中液压泵电机起动都是空载起动,负载轻,所以一般都采用星-三角形降压 起动。 3、液压泵电机直接起动 3-1:液压泵电机直接起动的电气图。如图1-1所示。 图1-1 液压泵电机直接起动 N 由PLC输出 AC380V 50Hz 3\N\PE QF0
N S N st P P I I 443≤+N U 3 1S I 3 1 S T 3 1 按下ST6-1急停开关或按下2B15-2电机停止按钮均能使KM1线圈断电,从而使液压泵电 机停止运转。 4、液压泵电机星-三角形降压起动 考滤到大功率的电机以及用户电网变压器的容量的原因,电机起动时的起动电流很大(起动 电流约为额定电流的4至7倍),所以对功率较大的液压泵电机采取星-三角形降压起动。 4-1:采用降压起动的条件 式中:I st --- 电动机起动电流(A );I N ---电动机的额定电流(A ); P s ---电源容量(kV A ); P N ---电动机的额定功率(kW )。 4-2:采用星-三角形降压起动的特点 4-2-1:电动机起动电压= (U N ---电动机额定电压) 4-2-2:电动机起动电流= (I S ---电动机直接起动电流) 4-2-3:电动机起动转矩= (T S ---电动机直接起动转矩) 4-2-4:星-三角形降压起动一般适用于低压电动机,起动电流、起动转矩小,设备简单,价廉。 但电动机有6个接线头。 4-3、液压泵电机星-三角形降压起动电气原理图。如图1-2所示。
赫斯曼交换机配置说明-TTT_00_04_MC-HandsOn
Notes: Content ?Hands-on L2 multicasting ?Hands-on L3 multicasting (routing) Tasks: T k ?Build up a tree structure without and with IGMP and check the behavior ?Build up a HIPER Ring structure without and with IGMP … ?Build up a routed network with DVMRP and check the behavior ?Build up a routed network with PIM-DM and check the behavior ?Build up a HIPER Ring with routed networks … B ild HIPER Ri ith t d t k ? Hirschmann Automation and Control GmbH This presentation, and the material here in, have been prepared for the purposes of education and training. These slides are the sole property of Hirschmann and of education and training These slides are the sole property of Hirschmann and its subsidiaries, and are not to be altered, duplicated or distributed in any way without express written permission by Hirschmann.
日立螺杆压缩机培训资料
2005年螺杆压缩机培训资料 1螺杆压缩机的概况 1.1 特长、规格 螺杆压缩机与其他形式的压缩机比较,一般具有如下特长,并广泛应用于空调、冷冻、厂房设备、空气热源冷暖等方面。 ①螺杆压缩机滑动部位少,没有短时间必须交换的动作阀等零件,所以可靠性高,没有长时 间大修的必要。 ②结构简单,主要零件数约是往复式的1/10(本公司比)。 ③采用双重密封结构,低噪音。 ④冷媒压缩因是通过连续吸气进行压缩,所以为低振动。 ⑤效率高,尤其是在低温用途、空气热源冷暖用方面,能发挥超群的性能。 ⑥容量控制有阶段和连续两种方式,能广泛适应不同的需要不是。 ⑦如果在压缩机吸入侧喷射液体冷媒,排出气体的温度不会上升到120℃以上。 ⑧使用排出温度达到120℃且不会炭化或劣化的特殊合成润滑油。 ⑨压缩机启动负荷小,马达启动可采用启动电流小的星-三角式(λ—Δ)。 螺杆压缩机的规格如表1所示。
表1 压缩机的规格 2 备注1:电机相间电阻是指当温度为20℃时的值。
1.2 工作原理 螺杆压缩机是通过由5个凸齿组成的阳转子(以下简称为M转子)与由6个凹齿组成的阴转子(以下简称为F转子)的啮合形成齿形空间吸入冷媒,通过减小齿形空间来压缩冷媒至所定压力。 〔吸入行程〕 从在轴向到半径方向上开口的吸入口吸入冷 媒。随着转子的回转,在转子下侧,啮合分 开,齿沟长度增大,冷媒被吸入齿形空间。 〔压缩行程〕 从齿沟的吸入侧开始进行齿形的啮合,密封 线渐渐向排出侧行进,齿形空间减少,进行 压缩。 〔压缩行程〕 通过随着冷媒一起吸入的润滑油,在转子间 隙内形成油膜密封,同时对转子进行润滑。 阳转子和阴转子渐渐靠近排出口进行压缩, 压力升高。
螺杆式空压机培训教材
. 螺杆式空压机培训教材 一、空压机的组成结构 1、电气部分:电机、控制系统、操作面板; 2、压缩机部分:主机头、进气控制器、单向阀、断油阀、最小压力阀、电磁阀; 3、冷却器部分A风冷:冷却风扇、油气冷却器; 冷却器部分B水冷:油冷却器、空气冷却器、温控阀。 二、主机头转子结构及工作原理 1、主机结构:机体内平行配置一对相互啮合的螺旋形转子(阴转子和阳转子),转子两端轴承实行轴向和径向定位; 2、螺杆机主要特点:可靠性高,运行寿命长; 操作简单,维护方便; 动平衡性好,可平稳高速运行,压力平稳无脉冲。 3、工作原理:阴阳转子与机体构成的容积变化产生吸气——压缩——排气三个连续的工作过程。 三、压缩机运行流程:空气经过空滤——进气控制器——主机头——油气分离器——最小压力阀——气冷却器——用户用气现场。 1、空气压缩流程:空气被压缩的同时一定量的冷却油不断注入主机,起冷却、密封、润滑的作用,与空气一起同时被压缩至油气分离器,初步分离油和气后含油的空气再进入油气分离滤芯细分后通过最小压力阀到气冷却器进行冷却排放冷凝水后进入用气系统。
专业资料. . 2、油循环系统流程:冷却油在压力的作用下从油分通过温控阀,要据油温高低改变油路方向使油进入冷却器或不需冷却直接经过油滤进入主机头,温控阀保证螺杆机在运行中以最佳温度工作(75~95℃) 四、螺杆式空压机主要构件运行原理 1、电机启动:Y——△降压启动,转换时间15~30秒; 2、电磁阀:关机或卸载时电磁阀失电,进气控制阀关闭,系统内部压力被放空;加载时电磁阀得电,进气控制阀打开,系统压力开始上升; 3、进气控制器:属于气动阀,由阀座、阀门、气动组件、弹簧组成,由电磁阀控制工作气源; 4、最小压力阀:一般开启压力为3.5bar,亦属于单向阀。P系
赫斯曼交换机环网配置基本操作(子环)
赫思曼交换机子环网配置基本操作 一、安装软件 将随交换机附赠的光盘插入PC机或笔记本电脑的光驱中,右击“打开”。 1.在文件夹HiDiscovery中,选择HiDiscovery0227_windows_x86.exe(版本可能略有不同) 进行HiDiscovery安装。 2.在文件夹Java中,选择 jre‐1_5_0_13‐windows‐i586‐p.exe双击进行安装。 上述步骤完成后,桌面将会出现如下图标: 二、对交换机设置或更改网管IP 1.配置交换机IP地址 1)双击打开HiDiscovery。
上述两图中的数字为中英文版软件的对照选项 2)选中欲配置的交换机(如果是单机配置将只有一个条目),如果交换机已经相互 连接则无法辨识交换机,可选中交换机后点击“Signal(信号)”按钮观察交换 机指示灯的闪烁或通过MAC地址识别交换机。 3)双击欲配置交换机,弹出对话框,按照网络规划输入交换机名称、IP地址和子 网掩码,点击OK。如下图所示: 三、子环网 赫思曼支持Sub‐Ring交换机PowerMICE,系列、 MACH 1040和MACH 4000。 注意!在配置环网时一定不要将冗余的连接线接到交换机上。对环网来说拓扑上应该 成环的,一定不要成环。在冗余配置配置好以后再恢复冗余的连线。 子环拓扑示意图 蓝色环‐‐‐基本环(主环网) 橙色环‐‐‐Sub‐Ring环(子环) SRM = Sub‐Ring Manager (子环网RM) RM = Ring Manager(主环网RM)
1.将PC或笔记本电脑在网络属性中配置与交换机相同网段的IP。 2.可在浏览器中输入交换机IP进行访问,或通过HIDiscovery扫标出交换机列表,选 中后点“WWW”按钮。 3.登陆交换机网管登陆界面(交换机型号不同,画面略有差异),Login中填写“admin”, Password中填写“private”。
压铸机技术培训资料
TOYO 压铸机技术培训资料 联德机械有限公司
前言 本《培训资料》只针对TOYO冷室压铸机,简要概述了该设备的系统特点、安全使用、正确维 护保养及参数设定方法等内容,最后列举了部分 常见故障及处理方法。众所周知,有些故障现象 相同,但引起故障的原因并不相同,那么发生故 障的部位也不相同,检修方法当然也不相同,请 大家分别对待。 该资料中定有许多不足和错误之处,希望广大朋友提出宝贵意见。 对所有使用和关心TOYO压铸机的朋友,在此表示衷心诚挚的谢意!
目录 1.安全操作注意事项-------------------------------------1 2.控制系统(PLCS PART-10)-------------------------2 3.压射系统特点----------------------------------------------3 4. 工艺参数设定与调整----------------------------------4~6 5.压铸机参数设定及相关画面讲解 -------------------------------7~13 6. 压铸机日常保养及定期保养----------------------14~15 7. 设备的使用与管理----------------------------------16~17 8. 维护保养注意事项----------------------------------18~19 9. 常见故障的诊断及排除方法---------------------20~21 10. 压铸机故障处理实例-----------------------------22~23
YAMAHA贴片机通用培训资料
Y AMAHA贴片机通用培训资料
目录 一、安全及注意事项 (3) a) 必须严格遵守都安全注意事项: (3) b) 警告标识 (3) c) 贴片机操作注意事项: (4) 二、贴片机分类 (4) a) YV100xg、YV88xg系列贴片机各部名称 (4) b) YG200系列贴片机各部名称 (5) 三、贴片机操作 (6) a) 开机 (7) 1、安全检查 (7) 2、打开贴片机主控电源开关; (7) 3、回原点 (7) 4、暖机 (7) b) 生产 (8) 1、基板选择 (8) 2、调整导轨 (8) 3、核对物料 (9) 4、示校吸取坐标 (9) 5、开始生产 (10) c) 关机 (10) 1、保存程序 (10) 2、关闭主机 (10) 3、关闭主控电源 (10) d) 发挥好 (11) 四、贴片程序优化 (11) a) 开始优化 (11) b) 删除原始设置数据 (11) c) 生成设置数据 (11) d) 执行优化 (11) e) 完成优化 (11) 五、常见故障处理; (13)
一、安全及注意事项 a)必须严格遵守都安全注意事项: 1、操作贴片机的人员必须接受相关的培训和教育,如安全教育、操作培训等,并 经生产技术部经行考核后持证上岗; 2、机器运行中,绝对禁止将身体的任何一部分(手、头)进入机器动作范围内; 3、在示教或调整机器过程中,必须使机器处于随时可以关机的状态; 4、停止机器运行的安全装置必须始终处于启动状态(如:急停按钮,安全光幕等); 5、不可在机器内部或周围放置可燃物(气体、液体等)或不卫生、被污染的物体。 b)警告标识 贴片机上粘贴有下列警告标识,必须确认标识内容无条件服从标识中的指示。
赫斯曼交换机操作手册
赫斯曼交换机操作 手册
赫斯曼交换机操作手册 本网络系统包含一台万兆以太网交换机(MACH 4002)作为核心交换机,两台模块化交换机(MS4128)作为次级交换机。网络系统要求划分为两个VLAN,两个VLAN之间需要通讯。 1、 Vlan配置 核心交换机(MACH 4002)的管理地址分别为172.16.8.251。 两台次级交换机(MS 4128)的管理地址分别为172.16.8.252,172.16.8.253。 第一步:连接好所有设备,不考虑Port口位置。 第二步:VLAN规划 本网络划分了两个VLAN,第一个名称为VLAN1,第二个名称为VLAN2,还有一个默认VLAN,名称为Defult。 Port口详细划分如下: MACH4002: VLAN1 Port口:4.1~4.6, 6.3~6.14 VLAN2 Port口:3.1~3.8 上联Port口:4.7,4.8,6.15,6.16 管理Port口:6.1,6.2
MS4128:(两台配置一样) VLAN1 Port口:2.3~1.4,3.1~3.4,4.1~4.4,5.1~5.4 VLAN2 Port口:无 上联Port口:1.1,1.2,2.1,2.2 第三步:划分VLAN 使用HiDiscovery扫描到网络内所有的交换机设备,对交换机的管理地址进行设置。 使用HiVision,在Configration-Preference中添加交换机管理地址的扫描网段,能够扫描到网络内的所有交换机如图:
单击Vlan-Manager选项卡,选择Agent list,如图: 选择Discovered devices中的所有设备并单击添加按钮将它们添加到Participating agents 中,并点击OK按钮,如图:
赫斯曼交换机培训材料
一.赫斯曼系列交换机配置及使用说明 一.M ACH4002系列模块化核心交换机 MACH4002 48G-L3P:全千兆模块化工业以太网核心交换机。设备自带16个千兆端口,其中8个为光、电互换Combo端口。最多支持4个介质模块,可再扩展出32个千兆端口,最多可达48个千兆端口。该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。 MACH4002 48+4G-L3P:千兆模块化工业以太网核心交换机。设备自带4个千兆光、电互换Combo端口和16个百兆电缆端口。最多支持4个介质模块,可再扩展出32个百兆端口,最多可达48个百兆端口和4个千兆端口。该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。 1.设备的安装和拆卸: MACH4002系列核心交换机:该交换机采用标准的19寸机架式安装方式,4个介质模块及设备风扇均支持带电热插拔。 MACH4002 48G-L3P MACH4002 48+4G-L3P 下图为设备正面图示,其中包括有设备的连接端口、风扇、LED显示灯、报警输出节点、RJ11配置端口及USB配置端口。
LED显示灯位于正面左下方,如下图所示: 交换机的背面为基本电源模块安装位置,如下图所示: 2.设备的配置: 设置IP地址的方法:1.通过超级终端的命令行(需要有专用的线缆:串口转V.24);2.通过HiDiscovery 软件,搜索所有的网络设备,设置其IP地址和子网掩码;3.使用BOOTP和DHCP服务器来设置IP地址。(本方法不推荐在这里使用); 4.使用自动设置适配器ACA21(USB接口) 常用的配置方法:1.通过超级终端的命令行(同上);2.通过WEB界面(需要IE5.5以上,并且要装有JA VA 1.3以上),在IE地址栏里输入交换机的IP地址,即可访问设置界面。每次更改设置需要点击“SET”按键,
雅马哈贴片机YV100Xg操作培训概要
雅马哈贴片机YV100Xg操作培训概要
1.YV_Xg系列贴片机简介 1.1YV_Xg系列贴片机家族成员 YV_Xg系列贴片机包括YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。上述各机型贴装速度(如下表1)、贴装精度(如下表2)等都各有不同。本手册主要以YV100Xg机型为例讲述。 表1 部分机型贴装速度 1.2 YV100Xg主要构件
2.操作安全事项 2.1操作安全 ※使用机器前请先阅读机器附带操作手册的安全事项部分 ※拆装Feeder或操作者身体任何部位进入机器前,必須打开安全门,或者按下“EMERGENCY”键,然后机器状态栏显示“SAFETY.”才可以操作! 2.2 机器状态栏 机器状态栏如上图所示,可显示各种状态如下: 3.基本操作 3.1开关机步骤: 开机 暖机 选择程式调试、生产 关机 3.2轨道调整 点击点击完成 ※PCB宽度设定不可过宽(会导致PCB掉落),亦不可过窄(会导致PCB传送不顺)! 3.3 PCB固定以及顶针放置 点击点击完成 ※PCB厚度设定不可过大(会导致PCB不能很好定位),亦不可过小(会导致PCB变形)!同时还要检查所用顶针高度正常,否则应先调整再使用。 ※PCB的固定方式要视具体情况选择以下参数:Locate P in, Edge clamp, Pin+ Push UP等 该标记表示机器处于停止状态。 机器处于复位状态,确保安全的情况下可以按操作面板上的“START”使机器运行。 该标记表示机器处于自动运行状态,可以按操作面板上的“STOP”使机器停止运行。 该标记表示机器处于安全停止状态位状态,必须消除掉安全停止的原因后才可以运行。 该标记表示机器处于错误报警状态,如吸料错误,识别错误等。 机器启动5到10分钟