新型焊接方式的蜂鸣片引线制作方法

本技术新型公开了一种新型焊接方式的蜂鸣片引线,包括蜂鸣片本体和引线,所述蜂鸣片本体由压电陶瓷片和金属基片组成,压电陶瓷片连带银电极一体式粘贴在金属基片上;所述蜂鸣片本体上还焊接有引线,引线分别对应焊接在压电陶瓷片和金属基片上;本新型焊接方式的蜂鸣片引线,引入一种新技术的低温焊锡丝进行焊接试验,它是一种环保Sn42/Bi58合金的焊锡丝,焊接温度低至170摄氏度,远低于300多度的普通环保焊锡丝,可有效保护超薄型蜂鸣片,附带损伤低,不会因焊接带来品质问题;而且,这种低温焊锡丝不带助焊膏,通过调配环保助焊溶剂,辅助焊接,外观漂亮、环保。
技术要求
1.一种新型焊接方式的蜂鸣片引线,包括蜂鸣片本体(1)和引线(4),其特征在于:所述蜂鸣片本体(1)由压电陶瓷片(2)和金属基片(3)组成;所述压电陶瓷片(2)的厚度设置为0.05mm,其面积小于金属基片(3)的面积,在压电陶瓷片(2)的正反两表面还
均印刷有银电极(21);所述压电陶瓷片(2)连带银电极(21)一体式粘贴在金属基片(3)上;所述蜂鸣片本体(1)上还焊接有引线(4),引线(4)采用不带助焊膏的环保Sn42/Bi58合金的焊锡丝,其分为红引线(41)和黑引线(42);所述红引线(41)对应焊接在压电陶瓷片(2)一面的银电极(21)上,黑引线(42)对应焊接在金属基片(3)上;所述红引线(41)在与压电陶瓷片(2)的焊接处以及黑引线(42)与金属基片(3)的焊接处均留有圆润型的焊点(5)。
2.根据权利要求1所述的一种新型焊接方式的蜂鸣片引线,其特征在于:所述银电极(21)采用银浆作为电极材料,并均匀印
刷在压电陶瓷片(2)上。
3.根据权利要求1所述的一种新型焊接方式的蜂鸣片引线,其特征在于:所述引线(4)通过在环保低腐蚀的助焊溶剂中加入松香溶解,并配合Sn42/Bi58低温焊锡丝一体合金铸造而成。
4.根据权利要求1所述的一种新型焊接方式的蜂鸣片引线,其特征在于:所述金属基片(3)选用黄铜片或不锈钢片。
说明书
一种新型焊接方式的蜂鸣片引线
技术领域
本技术新型涉及蜂鸣片焊接技术领域,具体为一种新型焊接方式的蜂鸣片引线。
背景技术
压电蜂鸣片是一种利用压电陶瓷压电效应工作发声的电子产品,它因为具有功耗低、成本低、可靠性高、耐恶劣的工作环境、不易受电磁干扰等优点,故而广泛应用于家用电器、机器设备、车辆防盗、家居安防等工作领域。现压电蜂鸣片的结构是将压电陶瓷片粘贴在金属基片上面(一般是铜片或者不锈钢片),压电陶瓷片两个表面印刷有银浆作为电极材料。当高
频交流电信号加载到蜂鸣片上时,压电陶瓷片因为压电效应而产生相应有规律的几何形变,带动金属基片震动,产生声
音;压电效应为某些电介质在沿一定方向上受到外力的作用而变形时,其内部会产生极化现象,同时在它的两个相对表面
上出现正负相反的电荷。当外力去掉后,它又会恢复到不带电的状态,这种现象称为正压电效应。当作用力的方向改变
时,电荷的极性也随之改变。相反,当在电介质的极化方向上施加电场,这些电介质也会发生变形,电场去掉后,电介质
的变形随之消失,这种现象称为逆压电效应。压电陶瓷蜂鸣片正是依靠逆压电效应原理工作的。
针对超薄型蜂鸣片的引线焊接技术,因压电陶瓷片薄到0.05mm,甚至更薄,传统使用普通焊锡焊接引线的方式操作极为困难,且环保ROHS要求推广后,环保焊锡焊接温度更高,导致焊接操作中极易引起烧银,瓷片暗裂,电极短路等严重不良问题,对焊接员工培养难度很大,生产过程损耗很大,有必要研究新生产工艺进行生产。
实用新型内容
本技术新型的目的在于提供一种新型焊接方式的蜂鸣片引线,以解决上述背景技术中所提到的问题。
为实现上述目的,本技术新型提供如下技术方案:一种新型焊接方式的蜂鸣片引线,包括蜂鸣片本体和引线,所述蜂鸣片本体由压电陶瓷片和金属基片组成;所述压电陶瓷片的厚度设置为0.05mm,其面积小于金属基片的面积,在压电陶瓷片的正反两表面还均印刷有银电极;所述压电陶瓷片连带银电极一体式粘贴在金属基片上;所述蜂鸣片本体上还焊接有引线,引线采用不带助焊膏的环保Sn42/Bi58合金的焊锡丝,其分为红引线和黑引线;所述红引线对应焊接在压电陶瓷片一面的银电极上,黑引线对应焊接在金属基片上;所述红引线在与压电陶瓷片的焊接处以及黑引线与金属基片的焊接处均留有圆润型的焊点。
优选的,所述银电极采用银浆作为电极材料,并均匀印刷在压电陶瓷片上。
优选的,所述引线通过在环保低腐蚀的助焊溶剂中加入松香溶解,并配合Sn42/Bi58低温焊锡丝一体合金铸造而成。
优选的,所述金属基片选用黄铜片或不锈钢片。
与现有技术相比,本技术新型的有益效果如下:
1、本技术新型的新型焊接方式的蜂鸣片引线,引入一种新技术的低温焊锡丝进行焊接试验,它是一种环保Sn42/Bi58合金的焊锡丝,焊接温度低至170摄氏度,远低于300多度的普通环保焊锡丝,可有效保护超薄型蜂鸣片,附带损伤低,不会因焊接带来品质问题。
2、本技术新型的新型焊接方式的蜂鸣片引线,由低温焊锡丝不带助焊膏,通过调配环保助焊溶剂,辅助焊接,外观漂亮、环保,可同时解决普通环保焊锡高温焊接导致的容易导致烧银,瓷片暗裂,电极短路等严重不良问题;同时,对陶瓷表面银电极要求降低,可以节省银电极成本,即使环保Sn42/Bi58合金的焊锡丝成本较高,但是因为焊点很小,实际分摊到每片产品,物料成本也就得到了降低。
附图说明
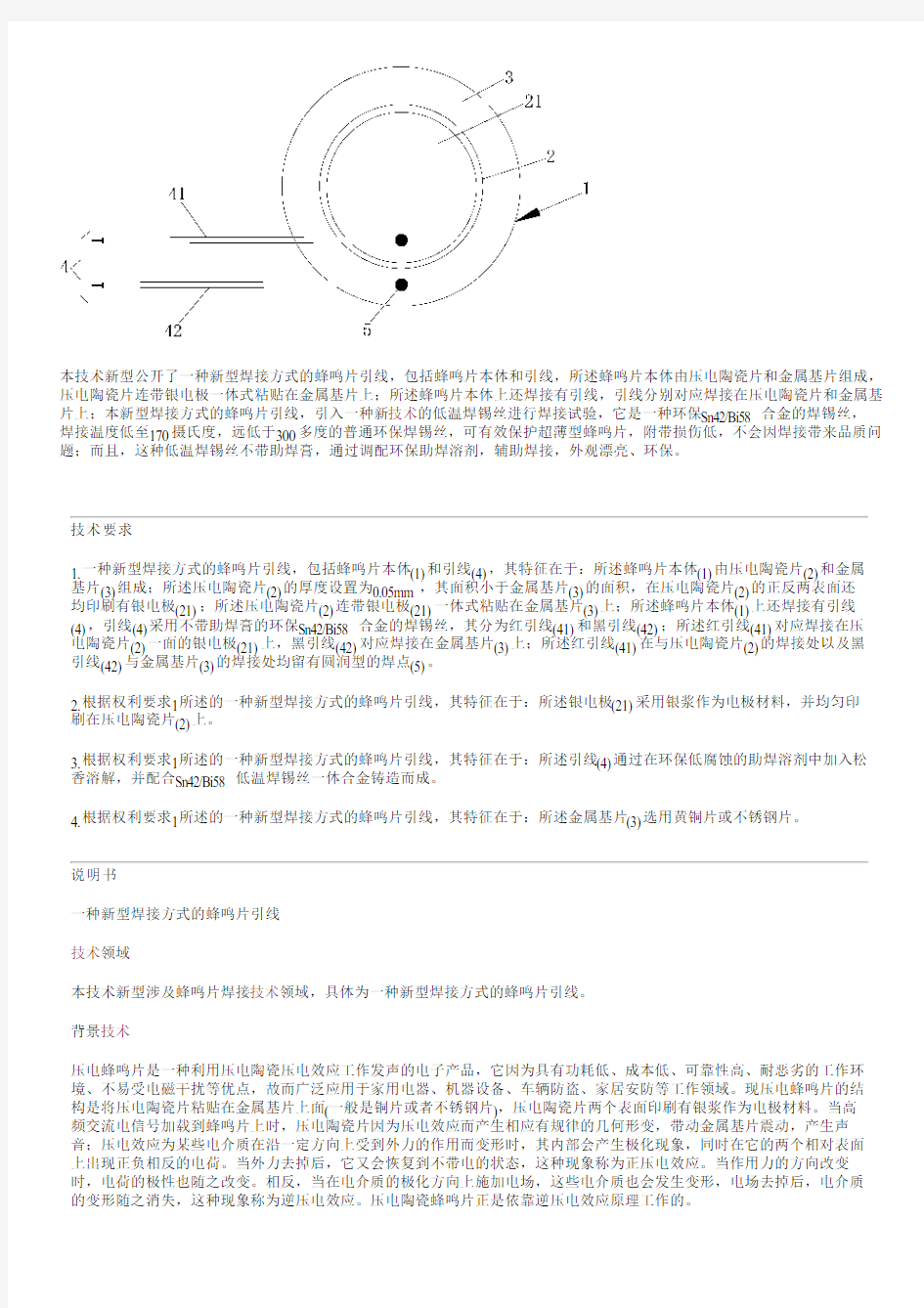
图1为本技术新型正视图;
图2为本技术新型侧视图。
图中:1蜂鸣片本体;2压电陶瓷片;21银电极;3金属基片;4引线;41红引线;42黑引线;5焊点。
具体实施方式
下面将结合本技术新型实施例中的附图,对本技术新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术新型一部分实施例,而不是全部的实施例。基于本技术新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术新型保护的范围。
请参阅图1-2,一种新型焊接方式的蜂鸣片引线,包括蜂鸣片本体1和引线4,蜂鸣片本体1由压电陶瓷片2和金属基片3组成;压电陶瓷片2的厚度设置为0.05mm,其面积小于金属基片3的面积,为了提升产品性能,满足产品设计要求使用超薄型压电陶瓷片2,厚度只有0.05mm,甚至更薄,在压电陶瓷片2的正反两表面还均印刷有银电极21,银电极21采用银浆作为电极材料,并均匀印刷在压电陶瓷片2上;压电陶瓷片2连带银电极21一体式粘贴在金属基片3上,金属基片3选用黄铜片或不锈钢片;蜂鸣片本体1上还焊接有引线4,引线4通过在环保低腐蚀的助焊溶剂中加入松香溶解,并配合Sn42/Bi58低温焊锡丝一体合金铸造而成,其熔点低至138摄氏度,适用于不耐热元器件的低温无铅焊接、线路板二次封装领域之手工烙铁焊、自动焊,敏感器件设备焊接、LED封装组件、精密电子线束、防雷设备焊接、低温作业环境焊接以及电子元器件的分段焊接等;它的实际操作焊接温度可控制在170摄氏度左右即可,远低于300多度的普通环保焊锡丝,可有效保护超薄型蜂鸣片,附带损伤低,不会因焊接带来品质问题;引线4采用不带助焊膏的环保Sn42/Bi58合金的焊锡丝,其分为红引线41和黑引线42;红引线41对应焊接在压电陶瓷片2一面的银电极21上,黑引线42对应焊接在金属基片3上;红引线41在与压电陶瓷片2的焊接处以及黑引线42与金属基片3的焊接处均留有圆润型的焊点5,其助焊效果好,焊点圆润,外观好,可保持同普通环保焊锡丝一样的外观质量。
综上所述:本新型焊接方式的蜂鸣片引线,引入一种新技术的低温焊锡丝进行焊接试验,它是一种环保Sn42/Bi58合金的焊锡丝,焊接温度低至170摄氏度,远低于300多度的普通环保焊锡丝,可有效保护超薄型蜂鸣片,附带损伤低,不会因焊接带来品质问题;而且,这种低温焊锡丝不带助焊膏,通过调配环保助焊溶剂,辅助焊接,外观漂亮、环保,可同时解决普通环保焊锡高温焊接导致的容易导致烧银,瓷片暗裂,电极短路等严重不良问题;同时对陶瓷表面银电极21要求降低,可以节省银电极21成本,即使环保Sn42/Bi58合金的焊锡丝成本较高,但是因为焊点5很小,实际分摊到每片产品,物料成本也就得到了降低。
尽管已经示出和描述了本技术新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本技术新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本技术新型的范围由所附权利要求及其等同物限定。