理想RN速印机维修手册
维修机器前,首先确定故障现象,判断是哪个单元出现的问题,并与操作人员沟通,在什么情况下发生的故障,以前都出现过什么故障,这样在去判断问题会更加高效。拆机前,必须关闭电源,确保不带电操作以免损坏电器元件,拆机前确保双手干净,洗过手后一定要擦拭干净手上的水。双手消除静电。仔细观察客户使用耗材,如:纸张(薄,厚,干燥,受潮)油墨(是否脱水)版纸(薄,厚,密度)耗材品质不好,同样会引起故障,避免维修时走弯路。
第一章:走纸部分
一:托纸盘动作异常,或报错误代码:
(1):上限传感器过高或脱落,托纸盘上升完毕后,触碰到上限安全开关,提示错误,检查进纸机组。(2):下限传感接触不良,或灰尘过大,导致检测不灵。
(3):升降电机组件,打测试代码452,查看进纸台有无动作,
(4):升降传动齿轮及导板磨损,托纸盘有无倾斜。
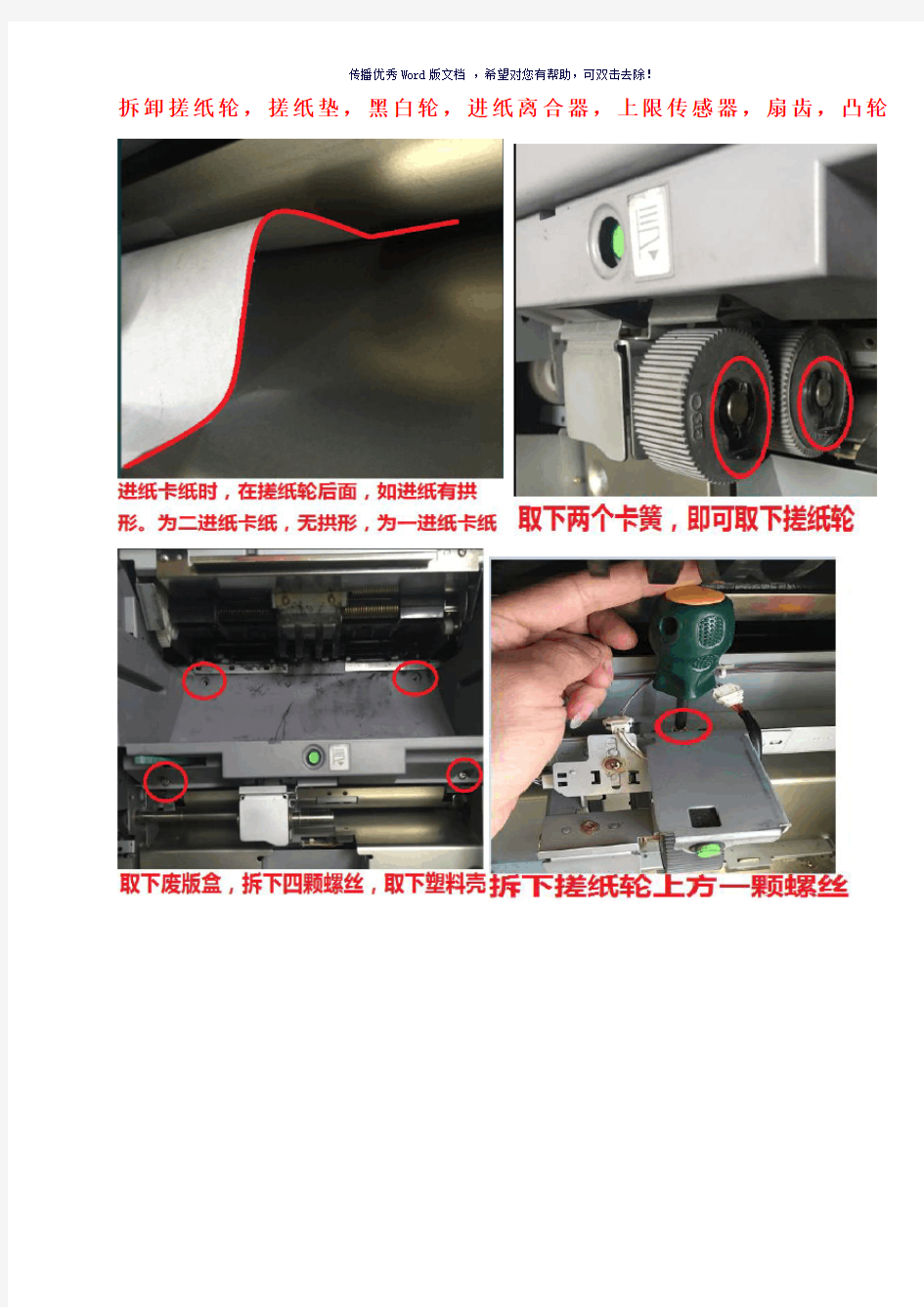
查看进纸有无拱形,无拱形为一进纸卡纸,有拱形为二进纸卡纸。
二.纸张在第一进纸区
1.纸卡在搓纸轮下,
(1)首先检查纸张是否潮湿,纸张规格是否符合印刷标准。
(2)检查搓纸轮,搓纸垫,薄厚纸开关(检查搓纸轮是否磨损,检查搓纸轮轴承是否损坏或打滑,可用软纸清洁轴承内部,检查搓纸垫是否老化或磨损出凹槽。或调节薄厚纸开关)
(3)上限传感器的位置是否过低,纸头无法搭到搓纸垫上,托纸盘上升完毕后,托纸盘上纸张低于搓纸垫。(4)进纸离合器不吸合,印刷时,两个搓纸轮及铁杆不转,进纸离合器,传感器。
(5)搓纸垫角度过陡,搓纸压力过大,空张或者不进纸,或者有堆纸现象,逆时针调节旋钮,(搓纸垫边沿铁片不能接触搓纸轮),搓纸座上左侧旋钮可调搓纸垫压力,圆圈越小,压力越小,可顺时针调节,使压力变大,正上方,12点钟位置,为压力最大。
(6)纸每印一张就停下来,上限传感器的位置过高,当进纸盘上升时刚好碰到上限安全开关,但是马上又释放了,不显示代码,从而造成单张进纸,调整上限传感器即可
(7)检查黑白轮是否磨损,或者齿轮间有异物,用手转动搓纸轮,查看是否顺畅。
(8)如纸张顶部拱起的部分太多或不足,可能纸张不能被传送到第二进纸部分而发生卡纸状况,如发现纸张顶部拱起的部分太多或不足,根据用户模式所列出的纸张类型设定,使用测试模式482号-485号(进纸离合器“OFF”闭合时序调整)进行调整。
(9)如第一进纸时序未能与机器的印刷时序同步,可能发生卡纸或印刷定位不稳定的状况,如发现第一进纸时序未能同步,根据用户模式所列出的纸张类型设定,使用测试模式495号-498号(进纸离合器“ON”吸合角度调整)进行调整。
2.纸卡在进纸塑料片下面,检查进纸塑料片是否磨损,有毛刺,更换即可。
三:纸卡在第二进纸区
1.检查二进纸传感器发射端和接受端是否被灰尘挡住或损坏,进测试模式打405代码,无遮挡为长音慢叫一秒钟约一次,遮挡时为急叫,一秒钟约三四次。
2.检查扇齿和凸轮是否损坏,凸轮单项轴承是否打滑。扇齿与凸轮对位点是否正确。
3.检查离合器传动皮带是否松动,可调节离合器下方皮带胀松螺丝。
4.检查二进制缝隙是否有异物,可用硬纸从中间穿过,看有无异物。
5.纸张卡在滚筒底下,检查压力辊是否从基座上脱出。检查压力线圈是否接触良好,检查机器前门左侧电源板上保险管是否有熔断。
6.纸卡在分离爪下,或分离爪把纸捅破,这种情况是由于分离爪位置不对,调整或者拆掉即可。
7.纸张在印刷的过程中跑到滚筒上方去了,这种情况一般是印刷品版头油墨太重或者纸张的质量问题,可把原稿前后顺序调换一下在制版印刷,或更换纸张即可,如不是上述原因,打测试代码432检查分离风扇。8:纸头卡在压力辊下方,检查防静电毛刷,看是否损坏或脱落。
拆卸搓纸轮,搓纸垫,黑白轮,进纸离合器,上限传感器,扇齿,凸轮
二进纸传感器拆卸与清理,扇齿,凸轮更换及对位。
四:皱纸,检查皱纸部位:
1:纸皱在前面一小部分,检查搓纸垫是否磨损或有凹槽,进纸是否平整,托纸盘是否倾斜。2:整张纸全部皱,检查二进纸导纸板两边压力是否均匀。
3:纸皱在尾部,压力辊中间磨损严重导致。
4:压力辊从基座脱出,压力辊前方固定螺丝是否松动,脱落。
5:纸张问题,纸张是否过薄,是否潮湿,可重新打开一箱,取其中间部分纸张试验。
6:皱纸可将压力辊两侧用橡皮筋垫高1~2mm。
7:印刷纸张纸头卡在压力辊下面,检查防静电毛刷是否损坏或脱落。
五:纸卡在出纸区
1:检查出纸传感器是否脏,打测试代码406,测试是否正常。传感器下方吸光条是否损坏或有异物。2:打测试代码430,检查出纸皮带及传动齿转动是否正常,如转动或声音异常,检查传动轮是否磨损。3:检查出纸组件的插头是否松动或脱开。
4:纸在分离区翻卷,慢慢出来,风扇风力过大,封闭出纸皮带两侧单排吸风口即可。
5:纸在出纸口顿了一下,然后卡纸,打测试代码431检查吸风风扇。
第二章:制版、卸版部分
一.制版出现T03:
1在版夹电机启动后,打测试代码532或533,检查版夹能否正常打开和关闭,是否有异响,检查版夹电机及齿轮是否损坏与磨损。打测试代码503及504,检查版夹传感器A和B。
3:在版夹电机启动时,滚筒不在正位,检查主驱动对位及打测试代码500检查滚筒A位传感器。
二:版夹在制版或卸版时,当版夹电机启动3秒后未打开或打开角度不够
1:检查版夹电机及齿轮是否损坏,打测试代码532或533检查版夹电机动作是否正常。
2:检查版夹活动臂是否变形。
3:检查版夹传感器A和B是否损坏或者脏
4:检查版夹电机拉力弹簧是否过大,拉长弹簧,减小拉力。
三:出现卸版失误或清除卡住版纸
1:检查是否真的卡住版住,如果是,清除卡住版纸,并检查卸版皮带是否为橡皮筋,更换为钢皮带,皮带是否有脱落或者损坏。打测试代码330,检查卸版电机是否正常。
2:没有卡住废版纸,打测试代码300,检查卸版卡版传感器是否正常,检查传感器是否损坏,脏或老化。3:检查滚筒有无版纸检测传感器是否脏或损坏,打测试代码506,测试传感器是否正常。
4:检查皮带轮的支架是否变型,不在一条直线上,如果变型,要校正,以免皮带脱落。
5:检查皮带轮,卸版棍运转是否灵活,是否有油墨凝结。最好用汽油或防锈油将卸版机构清洗干净,加润滑油。
四:制版过程中出现皱版纸或者传送不顺利。
1:用一张白纸从版纸传送通道反复抽送几次,检查是否有裁切的版纸条或者异物。
2:做好版纸传送通道清洁工作。
3:打开制版单元,打测试代码232,233,检查写入脉冲电机顺时针及逆时针转动是否正常。
4:打开制版单元,打测试代码234,235,检查装载脉冲电机顺时针及逆时针转动是否正常。
五:制版时提示重新放妥版纸。
1:检查版纸定为传感器,测试代码为200(重点查检传感器下方反光片是否损坏)。
2:检查写入棍和传动棍的传动皮带和齿轮是否松动损坏。
3:检查切刀工作是否正常,测试代码为250。检查切刀初始位置开关,测试代码为203。
六:制版后有拉长或缩短的现象。
1:制检测版,代码50----55,如果正常,说明是扫描部分问题,打测试代码152,看扫描架运作是否有抖动或卡顿现象,清理扫描台或滑道,检查传动皮带是否松动。
2:制检测版,如不正常,检查写入棍和传动棍驱动皮带及齿轮。
七:制版有白线:
1:检查打印头是否弄脏,关机,断电,用脱脂棉轻轻擦试打印头。
2:检查打印头连接线是否接触不良,关机,断电重新拔插连接件。
3:检查打印头是否有划伤。
八:制版有黑线:
1:检查稿台玻璃是否脏,清洁即可。
2:检查扫描灯及反光镜片是否脏,清洁即可(不可用酒精或化学用品接触镜面,软纸即可)。
3:检查打印头是否损坏,须更换新打印头测试。
4:检查扫描排线是否损坏。
九:制版模糊不清楚:
1:检查清洁扫描单元。
2:检查清洁打印头。
3:检查制版时打印头是否完全压下,打测试代码230,231,检查热敏头压力电机顺时针及逆时针转动是否正常。