不良品反馈信息表
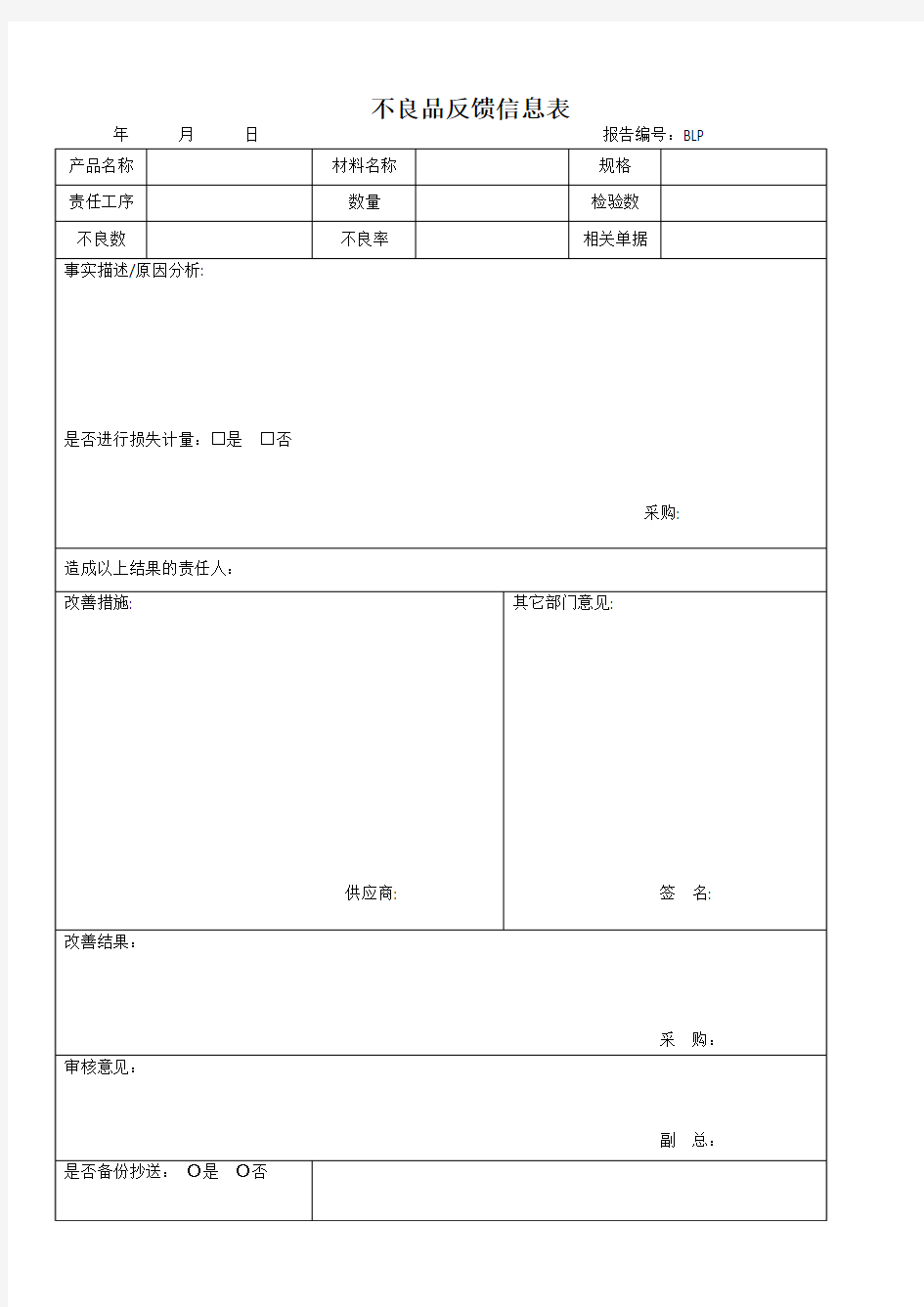
不良品反馈信息表
年月日报告编号:BLP
说明:
1.表格适用范围:来料(包括原料和产品)检验、本公司内生产过程中查检发现不合格品、产品有退货到厂、产
品不良和客户打折处理、客户反馈质量问题查验后发现有造成损失、车间生产时改出的原材料属于供应商质量问题需退货时。
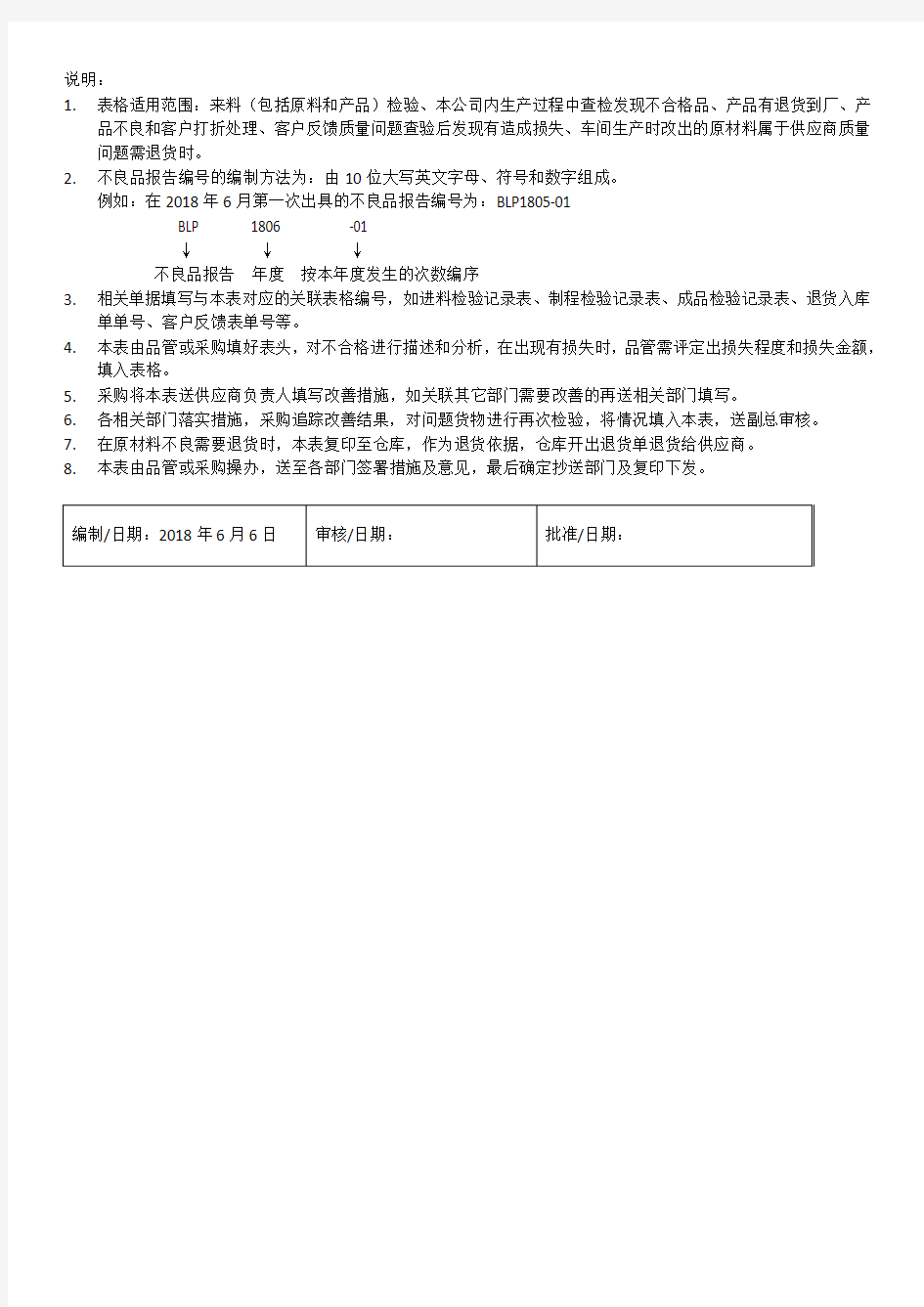
2.不良品报告编号的编制方法为:由10位大写英文字母、符号和数字组成。
例如:在2018年6月第一次出具的不良品报告编号为:BLP1805-01
BLP 1806 -01
↓↓↓
不良品报告年度按本年度发生的次数编序
3.相关单据填写与本表对应的关联表格编号,如进料检验记录表、制程检验记录表、成品检验记录表、退货入库
单单号、客户反馈表单号等。
4.本表由品管或采购填好表头,对不合格进行描述和分析,在出现有损失时,品管需评定出损失程度和损失金额,
填入表格。
5.采购将本表送供应商负责人填写改善措施,如关联其它部门需要改善的再送相关部门填写。
6.各相关部门落实措施,采购追踪改善结果,对问题货物进行再次检验,将情况填入本表,送副总审核。
7.在原材料不良需要退货时,本表复印至仓库,作为退货依据,仓库开出退货单退货给供应商。
8.本表由品管或采购操办,送至各部门签署措施及意见,最后确定抄送部门及复印下发。
不良品如何处理
如何走心的处理不良品 在质量工作者的日常工作中,出现质量问题之后的不良品处理是最常见的。但在处理这些不良品时,却常常因为“不走心”而引出了更多的衍生问题,甚至会造成更严重的损失。 那我们该如何“走心”地去处理不良品呢?其实,我们可以抓住三个必须的因素来处理,就基本可以“走心”地处理好你的不良品了。这三个因素就是“必须及时、必须无遗漏、必须有效改善”,如这三个必须做不到,那你的不良品处理就会变得无效甚至造成二次质量事故发生。 “必须及时”这点非常重要,当生产现场发现已判定不良品时,必须第一时间处理!必须第一时间处理!必须第一时间处理!重要的事情说三遍; 我就碰到过类似的事情,当时在供应商现场发现了不良品,供应商的质保人员未第一时间隔离和处理,而是去忙手头其他的事情,结果造成了不良品混入后道工序,甚至部分已经做成成品混入,造成了第二天,现场所有半成品和成品都进行了一次返工挑选,耽误了交期,花费了更多的人力和物力,还因耽误交期,在客户端造成了交期不及时的污点。但这还算是比较好的结果,更恶劣的结果就是已经流入到最终客户端,那就不是光花费些人力和物力的事情了。 任何不良品的发现,都会有一个前因,就是疑似不良和待判品的出现,通常在这个时候,就已经必须进行隔离的遏制动作,预防流入下道工序,先不去管这个疑似品的判定结果如何,疑似品我们就必须先以不良品状态来隔离。 我曾经去一个供应商处做现场评审,看了现场后,我没有发现现场有任何的不良品隔离区域和周转器具,我很疑惑地问供应商:“你们出现不良品怎么处理?” 供应商的答案让我至今还记忆犹新,供应商说:“我们一般是让班组长看下,没有问题就继续做下去,如果班组长在忙,就先放在边上,等会再处理。” 可能很多的供应商都是这样在处理:出现不良,班组长或者质保人员判定确认,快速处理。这样表面上看,没有影响产线流动,处理速度又快,提升了效率。但是,其中隐藏的隐患是惊人的。无标识,无区域,只有个别操作人员清楚状态,可以肯定不良品混入是早晚会发生的。 所以,当出现疑似不良,第一时间隔离和做好状态标识,这是最基本,也是必须要做好的事,否则,造成的损失和后果是严重的。 “必须无遗漏”,这里的遗漏,指的是现场不同状态的产品。举个例子,如我们在产线发现供应商有不良品出现,在这个时候,就有几个场地和状态的产品需要隔离确认。首先,客户现场产线的不良需要隔离,客户仓库内的产品需要隔离;供应商仓库内的产品需要隔离,供应商现场未入库的成品和半成品需要隔离,大家看看,这样的隔离是不是已经做到了无遗漏呢?没有,我们还有一个关键的地方没顾及到,就是供应商发到客户现场的在途品确认。我
不良品发生时的应对措施
不良品发生时的应对措施 斩除不良品,原本就是管理工作的一部分,经历的越多,经验越能得到积累;管理能力越能得到提升。 不良品是指:不能满足质量规定的产品。 管理的历史可以说就是一部与不良品作斗争的历史,只要有生产活动存在,就有不良品的存在。不良品是测试管理人员合不合格的最好“考题”之一,谁也躲不开。但是,面对同样一种不良,却有四种不同的态度: 1. 自我放弃型 这种人一旦遇上不良品,第一句话就是“算了吧!做不到!不可能!”对不良品惟恐避之而不及,对不良品的解决方法想都不想,一把将不良品推开老远。 其实质却是自信不足,害怕不良品,怕承担风险、责任。让这种人去处理不良品,只会越处理越多,小则办坏一件事,大则拖垮一个部门。 2. 归咎他责型 这种人姓“赖”,什么事都敢推开,所有的不良品全都不关自己的事,推脱理由多得让人难以置信。要么是自己从来没学过;要么是前辈没教好;要么同事“坑”了自己……总能找出一个冠冕堂皇的理由。 其实质却是能力不足,不愿承担自己的责任。让这种人解决不良品,不良品还没动一根“毛”,内部责任追究的“战火”早已熊熊燃起,结果只会导致各部门内战不休,分散了团体的力量,事情越办越乱。 3. 孤芳自赏型。 这种人满足于维持现有的品质水平,只要不是大的不良,一点都不着急,不愿改善现状,总以为“神仙也不过如此”。 其实质却是故步自封,不求上进,让这种人解决不良品,慢性、数量少的不良品,永远都解决不了。 4. 开拓解决型 这种人从不拒绝任何不良品的挑战,一旦发生不良品,不等不靠,想方设法解决不良,看到现有成绩也看到不足,从不停止改善的脚步,也只有这种人才真正掌握对付不良品的实战能力。开拓进取的态度是作为优秀的管理人员必备的条件之一。
生产过程不良品控制与改善管理制度
生产过程不良品控制与改善程序 1、目的: 规范提高产品合格率,提高工艺可靠性,全面降低生产运营成本。 2、适用范围: 本作业程序适用于生产线不良品有关的物流过程和相关部门。 3、引用文件: 3.1 JS-COP-804 不合格品控制程序 3.2 JS-WI-PM-22 不良品处理作业规范 4、定义: 来料不良品:在物料进料检验过程中发现不符合零件承认书之要求;在制程中发现不良但属于 来料本身劣质和不合格品。 制程不良品:在制造过程中若因加工、组装、测试和包装等作业造成物料的划伤、脱漆、断脚、变形、破裂、坏死等或因产品元器件异常导致不良发生。 5、职责: 5.1 生产部: 负责在线不良品(来料和制程)反馈、报废申请及退库作业。 5.2品管部: 负责对不良品的性质判定及甑别材料所属供应商等评审,提供不良品检验报告。 5.3 采购部:负责对不良品处理意见的评审和最终处理决议的执行。 5.4 资材部: 负责不良品帐物管理,并监督、跟进落实相关部门对不良品的处理结果。 6、内容: 6.1 生产退料作业 6.1.1 产线在生产过程中发现有不良物料时,材料员按来料不良、作业不良区分合理包装存放,再办理退库作业。 6.1.2 物料员按不良属性开出“来料不良退仓单”(属来料不良),或“不良品退库单”(属作业不良、返修拆卸品),并附有品质小票,单据和小票内容必须填写有料号、品名、数量、不良原因、供 应商名称,然后交部门主管审核。 6.1.3 物料员将审核好的单据、物料、小票送随线IQC 裁定,IQC 对不良材料裁定其不良属性、供应商是否准确,包装是否合理,有问题的当场纠正,如果是作业不良的应注明处理意见,物料员根据品管裁定的不良属性分别送不良品仓退库。 6.1.4 不良品仓库收到物料员退来的不良品时,一定要核实单据、小票、实物是否一致,三者缺一不可,确认品管部所签署的意见并提供不良品检验报告,依据品管裁定的不良属性区分点收,退货单签字后留白联(仓库联)存底做帐,对描述不清楚、包装不合要求的拒收。 6.1.5 物料员拿仓库签字的退库单交物管开单,属“来料不良”的开调拨单领取良品材料,“作业不良”的开领料单超耗领取良品材料。 6.2 不良品仓库存处理作业: 6.2.1 仓管员每天对所进出的不良品(含来料、制程),按来料不良、制程不良、报废品做电子档帐,在次日9 点前转发至物管、采购部、品管部,以便不良品周转信息的查询。 6.2.2 急需材料、批量性的不良品要当天反馈给物管员和采购员附来料检验报告,以便及时处理,同时跟进处理进度,并将结果反馈给物管员和采购员。
不良品管理
(Process owner: 部品品质科职员(入库检查)) I. Definition 对不良部品/原材料及入库检查判定为不合格lot的处理及控制程序。 II. Purpose ?防止品质事故,确保部品/原材料投入生产之前的品质。 ?防止生产过程中不良部品/原材料的发生,提高产品品质。 ?确保产品品质的稳定性,提高生产性。 ?有效改善供应商的部品/原材料的品质 III. Policy ?(SEC)部品/原料的检查等级 被检查的部品/原料将被分为A / B / C三个等级,并依此进行管理。部品/原材料的等级划分遵守GPPM:入库检查(P303.20). ?(SEC) 检验依据 用于判定供应商提供的部品/原材料的质量是否满足要求的检查标准及LOT接收与否的判定基准遵守GPPM: 抽样检查(P303.30) ?(SEC) 检查样品的处理 检查样品的处理程序遵守GPPM:抽样检查(P303.30) ?(SEC) 检查后不良样品的处理 检查后不良样品的处理程序遵守IV. Check point. ?(SEC)不良材料的复检 - 在入库检查中判定的不合格LOT和有可能在工程中引发问题的材料,需要进行全检(100%抽样) 。全数检查后, 良品重新组成LOT由材料担当在SAP系统中登记,品质担当重新判定,不良品由采购部门返退供应商。 - 不良材料由供货厂家进行选别时,供货厂家品质技术部门应做出全数检查的选别报告。 100%选别后的良品重新组成LOT. - 不良LOT的复检应该优先安排而且检查程序应该与初始入库检查相同 ?(SEC) 检查结果的利用 应该对检查结果周期性的进行分析,以期改善部品品质水平. - 品质异常报告:应及时发送到供货厂家,督促其进行品质改善 - 入库检查结果应该定期的反馈给供货厂家的品质技术部门长和部品品质科长.其它各个
最全不良品处理作业规范、处理方法及管理制度
不良品物料处理作业规范 1、目的: 规范不良品退料流程,明确不良品归属和处理责任。 2、适用范围: 本作业程序适用于生产单位在生产过程中发现或产生的不良品处理,以及不良品仓库存处理。 3、引用文件: 3.1 JS-COP-804 不合格品控制程序 3.2 JS-WI-PM-22 不良品处理作业规范 4、定义: 来料不良品:在物料进料检验过程中发现不符合零件承认书之要求;在制程中发现不良但属于来料本身劣质和不合格品。 制程不良品:在制造过程中若因加工、组装、测试和包装等作业造成物料的划伤、脱漆、断脚、变形、破裂、坏死等或因产品元器件异常导致不良发生。 5、职责: 5.1 生产部: 负责在线不良品(来料和制程)反馈、报废申请及退库作业。 5.2品管部: 负责对不良品的性质判定及甑别材料所属供应商等评审,提供不良品检验报告。5.3 采购部:负责对不良品处理意见的评审和最终处理决议的执行。 5.4 资材部: 负责不良品帐物管理,并监督、跟进落实相关部门对不良品的处理结果。 6、内容: 6.1 生产退料作业 6.1.1 产线在生产过程中发现有不良物料时,材料员按来料不良、作业不良区分合理包装存放,再办理退库作业。 6.1.2 物料员按不良属性开出“来料不良退仓单”(属来料不良),或“不良品退库单”(属作业不良、返修拆卸品),并附有品质小票,单据和小票内容必须填写有料号、品名、数量、不良原因、供 应商名称,然后交部门主管审核。 6.1.3 物料员将审核好的单据、物料、小票送随线IQC 裁定,IQC 对不良材料裁定其不良属性、供应商是否准确,包装是否合理,有问题的当场纠正,如果是作业不良的应注明处理意见,物料员根据品管裁定的不良属性分别送不良品仓退库。 6.1.4 不良品仓库收到物料员退来的不良品时,一定要核实单据、小票、实物是否一致,三者缺一不可,确认品管部所签署的意见并提供不良品检验报告,依据品管裁定的不良属性区分点收,退货单签字后留白联(仓库联)存底做帐,对描述不清楚、包装不合要求的拒收。 6.1.5 物料员拿仓库签字的退库单交物管开单,属“来料不良”的开调拨单领取良品材料,“作业不良”的开领料单超耗领取良品材料。 6.2 不良品仓库存处理作业: 6.2.1 仓管员每天对所进出的不良品(含来料、制程),按来料不良、制程不良、报废品做电子档帐,在次日9 点前转发至物管、采购部、品管部,以便不良品周转信息的查询。 6.2.2 急需材料、批量性的不良品要当天反馈给物管员和采购员附来料检验报告,以便及时处理,同时跟进处理进度,并将结果反馈给物管员和采购员。
品质异常报告格式
品质异常报告格式 品质异常报告格式 篇一: 品质部品质异常检讨报告 品质部品质异常检讨报告 事件问题描述如下: 在6-1至6-3号生产的T8椭圆12平钩26*2 9.5和T8 12斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。 产品工序责任人如下:开机技术员: 蔡灿军、赖虔洲 品质IPQC: 廖仲坤、赖惠兰 点数贴标签: 廖凤凤、罗贞凤、吕明 裁管: 廖国林 出货检验: 易浩 品质部经查证对此事做原因分析如下: 1、商务部的制令单上的图纸没更新只是文字描述。
2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。 3、产品点数贴标签的时候标签贴错了,但当班的IPQC盖章时没检查到位发现问题。 4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。 5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。 6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。 7、新来员工及临时工未做相关岗前作业培训,容易放错误。 永久改善纠正措施如下: 1、通知此事件相关负责人,然后召开品质异常检讨会。 2、商务部发出的制令单产品资料要及时更新。 3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。 4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。 5、生产车间5S要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。 6、各部门的岗位职责说明书的制定落实。让工作流程化,制度化。这样大家工作更顺心。 7、各部门的管理制度撰写制定出来,并落实执行到位。
摄像头不良品分析手册
维修手册 一:不良分析 一:确认不良现象: 对于待维修的所有不良品,在维修之前需确认不良现象。 二:不良维修: 根据不同的不良现象采取不同的维修方法,由于线外维修的只是功能性的不良,所以下面是针对两类比较常见的功能不良的分析方法。 1.Link Fail 1-1:检查电源,电源可分为三部分,首先确认USB电源5v有没有正常输入,有些机种有5v转3.3 v转接板,所以输入机台的电源为3.3V。如USB电源正常,确认SENSOR、DSP的工作电源有无正常输入,一般DSP的工作电源为3.3V,不同型号的SENSOR 工作电源各有差异,具体数值见各SENSOR DA TASHEET。 1-2:如电源正常可检查晶振有无振荡,振荡的频率可参见晶振表面的字符,确认振荡信号有无发生可使用示波器,完整的振荡信号应为正弦波型(如下图)。 1-3:此外,如SENSOR的SIOD、SIOC信号没有正常输入也会导致LinkFail的不良产生。 SIOD、SIOC在用示波器量测时会检测出直流信号! 1-4:如以上两点确认OK后不良现象仍无法解决,此时可确认USB信号D+、D-有无正常输入。 1-5:以上几点不良原因排除后如不良现象仍无法解决,此时可更换新的DSP,将更换的DSP 用测试治具测试确认DSP是否已经损坏,一般来说,根据以上几点就可以解决LinkFail 的问题。 2.图像异常 2-1:影像黑屏:首先量测Sensor输入电压是否正常(不同型号的SENSOR工作电源各有差异,具体数值见各SENSOR DA TASHEET) 2-2:除了电源信号会导致影像黑屏异常外,对异常产品进行进行CheckSum测试确认F/W是
市场不良品诊断解析流程及对策B5版1
文件名称市场不良品诊断解析流程及对策
文件名称市场不良品诊断解析流程及对策
文件名称市场不良品诊断解析流程及对策 一、目的 规范市场不良品的处理流程,使更准确、快速、有效的处理市场不良品及推动品质改善。 二、适用范围 适用于公司所有产品。 三、专业术语解释 CC:Consumer Cause客户责任 NTF: No Trouble Found 未发现故障FD:Factory Defect工厂缺陷 FCL: Failure Condition Lose故障条件丢失 APN: Alpin日本阿尔派株式会社(客户名称) EVR: EVERVICTORY 常禾(本公司缩写) CFT:Cross Functional Team跨功能小组 四、职责 客服部:接收客户情报,电话问诊,机器发送及接收,主导CFT会议召开、不良解析、推进异常改善及报告回复客户等与客户相关的联络。 研发部:负责技术支持产品解析,研发问题改善对策提出及对策效果验证。 品管部:负责客诉问题产品在工厂内相关状态,如厂内、到货检库存,厂内是否检出同类问题等,对不良品流出原因进行分析及改善。 生技部:负责不良产品对应的生产工艺流程,设备条件,治具及作业方法相关检讨及对策提出。 生产部:负责不良品生产相关的人、设备,材料,作业方法进行调查核实,解析为生产责任的进行对策提出及验证。 五、问题区分定义及对应方法说明
文件名称市场不良品诊断解析流程及对策 六、解析TAT目标: 1.既知问题:≤2天;制造问题:≤3天;设计问题:≤3天; 2.部品问题:国内≤7天,国外≤24天; 3.综合指标:新规问题≤18天,既知问题≤2天; 七、客诉问题诊断 客服专员接到市场客诉后,通过电话咨询或邮件方式确认客诉问题点,并初步判定问题区分。 1.确认产品编号,系列号,判定是否为本公司生产产品,依照《EVR市場投诉问诊表》的确认项目 逐项问诊并将记录好问题诊结果,如:售出时间(确认属保修范围内还是保修范围外),发出时间,行走距离,不良现象,发生不良的环境情况等等。 2.问诊过程可指导用户正确操作及确认产品设置,尝试以技术支持方式协助客户解决问题,当问题 过程判有CC可能时,根据《CC问诊表》进一步向用户确认,如果确定为CC问题,则指导用户复原操作或向特约店做自费维修处理。 3.如果不能确认为CC,则需根据《自主管理表》,客户提供的系列号,车架号等参考信息 结合特约店所拍的故障视频、售后服务登记表将情报回传给公司情报专员及客服主管。 4.如果判定为重要问题或故障重现不稳定或发生条件特定的新规或再发问题时,需根据《APN项目 现场对应规范》进行现场对应。 5.对于既知问题,倾向性问题经客服主管确认后发放替放机或升级卡、零配件给特约店,由特约店 通知客户进行更换,并将替换机返回工厂解析及进一步处理。 八、市场不良品返品受付: 特约店将不良品返回工厂后,参考《客返品受付流程》进行客返品的接收、检查、账目入库并移交给FA解析小组,记录《替换机退货明细》。 九、客返品FA小组解析 1.解析准备 1)解析仪器、工具、标准样机及解析相关配件及辅料。 2)仪器设备操作手顺,解析手顺,产品原理图,结构图等资料。 3)客服专员根据《客户投诉/退货处理单》打印出《FA解析跟踪单》给FA工程师。 4)替换组将待解析产品搬送给FA小组签收。 5)新规问题通知CFT成员参与不良现象确认,制定解析计划:确立解析方法及注意事项。 2.返品解析,参考《售后不良品解析流程》进行一次解析并记录在《FA解析跟踪单》判定问题 区分及是否需二次解析,具体解析步骤如下; 1)客诉问题确认 根据《解析跟踪单》与待解析产品实物标识核对机型,系列号,不良现象。
不良品维修流程
浙江点金照明有限公司文件名称:不良品维修流程 文件编号:WI-EN- 版本版次:A/0 总共页数:页 修订日期:2016年5月4日 生效日期:2016年5月4日 编制:______________ 审核:______________ 批准:______________
1 目的 为了规范不良品的维修,使不良品能有效、快捷的返修,避免影响生产流水线作业,同时根据不良品维修情况改善产品品质。 2 范围 适用于本公司灯具产品。 3 职责 3、1 工程部:指导维修作业,统计与分析维修记录并实施对策; 3、2 生产部:规范落实维修作业,监督不良品进出维修过程; 3、3 IPQC:确认不良品分类与维修后品质; 4 内容 4、1 不良品分类与标识 4、1、1 SMT车间: 不良品来源目检或测试站,分为外观不良与功能不良,目检站产生的外观不良品用不良箭头标签标识不良部位,测试站产生的功能不良品用不良标签标识并在标签上写明现象,如不亮、独眼、色差等,不良情况同时记录在生产不良报表上。 4、1、2 PCB车间: 不良品来源功能测试站(补焊目检站不良品由补焊线返修),测试站产生的功能不良品用不良标签标识并在标签上写明现象,如不亮、功率高、色差等,不良情况同时记录在生产不良报表上。 4、1、3 组装车间: 不良品来源外观目检站、功能测试站与暗房测试,外观目检站产生的不良品用不良箭头标签标识不良部位,功能测试站与暗房测试站用不良标签标识并在标签上写明现象,如不亮、功率高、色差、无感应等,不良情况同时记录在生产不良报表上。 4、1、4 包装车间: 整灯不良品退给组装车间,组装车间根据分类标识。 4、2 维修作业 4、2、1 送修:
产生不良品的原因与改善方法
产生不良品的原因与改善方法 一.產生不良品的原因與改善方法概述 1. 大規模工業化生產要求生產出均質的產品,而在實際過程中,則有變異的情況出現,導致不良品的產生.其原因主要有: 機器設備的原因; 人員的原因,如熟練度,是否按作業標準作業,體力與情緒等; 材料原因 作業方法的問題,如工具和夾具不當; 環境方面的原因,如電源質量.溫度濕度控制,照明及粉塵等; 管理方面的原因,如人員流動性大,機型頻繁變動等; 2. 防止不良品的要點 從穩定的人員追求穩定的品質,然後再逐步加以改善; 對人員進行良好的企業訓練; 注重工作貫效,透過統計技術來管制; 將作業規範、程序文件化、標準化,如采用ISO9000系列標準; 消除環境(工作場所)的髒亂現象,開展5S運動; 對機器設備開展預防性維修保養; 與供應商建立良好的穩定的合作,保證來料的品質; 對發現的不良品及時處置並預防再次發生,持續進行質量改進; 有改善活動,才真正有機會消除不良品;(在此可以參考一下美國的品質管理專家克勞思比的一個忠告,用在防止不良品的發生上,也特別適用): 要下定決心; 要注重教育訓練; 要貫徹執行。 其實,世間萬事萬物都有其規律性,不只是品質管理一個職業如此要求.。 二.品質教育的導人 1. 高品質的企業在市場竟爭中會佔據有利的地位,集中表現在 在市場竟爭白熱化時,會較少受到價格戰的沖擊; 吸引顧客再次買該公司的產品; 提高該企業的外在形象; 體現名牌效應,以較低的銷售成本,獲得較高的利潤; 2. 品質教育的意義 日本的品管專家石川馨說過:品質,始于教育,終于教育.
一個組織的產品好壞(包括服務質量的高低),很大程度上取決于組織成員的品質意識. 3. 員工品質意識的檢討方式 日常的每一步工作,有沒有可以改善的? 對我所做的工作,自己如果是上級,能滿意嗎? 對前一道工序中的問題,我是否及時提出,並協助他們解決? 對自己的工作,有沒有詢問過下一道工序的人是否滿意? 4.員工對不良改善的品質意識(表現舉例) 不良品增多,一定是某些方面出現了品質問題,一定不是正常現象 不把問題留給後面的工序 不良品多了,生產效率會降低,從而影響企業的利潤 5S搞不好,現場混亂,會產生更多的不良品 原材料有問題,成品肯定不會優良 對標準的作業方法偷懶,會造成嚴重的品質後果 機器設備如果平時不注意保養,就可能生產出不良的產品 不接受不良品,不製造不良品,不發生不良品 5.品質教育的基本方法 定期培訓(包括顧問指導) 公司報刊宣傳 會議研究討論 專項品質問題示範 三.不良改善的實施 1. 不良改善的信息來源 顧客的投訴(直接或間接) 定期的品質報告 控制圖 品質成本分析報告 員工的議案等 2. 對不良進行改善的主要阻礙 不承認問題,或削減問題的嚴重性 因害怕風險而拒絕改善; 推托改善問題的責任; 受習慣性思維支配,缺乏改善的沖勁 3. 進行不良改善的步驟
品质异常报告内容.
品质异常报告内容: 1. 老化组:15W筒灯老化出现死一边灯珠56个,没有及时反应。 (出现异常及时反应到品质工程部门) 2. 激光组:50W投光灯激光内容错误,客户名称搞错,没有三年 质保,第一次返工后也没有得到相关部门确认。(激光首件要 部门主管确认,品质部,经理审核方可以批量生产) 3. 15W圆形筒灯反光杯掉漆,原因是仓库没有配相对应的支架螺 丝到A拉组长手中。后来自行配螺丝,产生不良品。(每款灯具 都应该匹配相对应的配件,不的私自进行匹配。在物料不足的 情况下应和工程,品质商讨对策解决问题) 4. 100W.50W投光灯来料时有出现反光杯凹凸现象。在生产过程中 没有进行细致挑选,成品老化时才挑选出不良品。(组长领取 物料时要仔细核对物料是否可生产,包括所用到的螺丝配件是 否匹配) 5. 芯片的发光面有胶.灰尘.刮伤等认为造成的不良现象(作业是保 持手指干净,半成品要及时用薄膜包裹起来,使用电批。洛 铁,要规范操作流程) 6. 筒灯面盖出现掉漆。刮花。黑点等不良现象(生产是没有清洁 拉线上的杂物,灰尘等,组装时员工手指不干净,建议分工艺 流程生产,敏感工位需带手套。老化时,该清洁旋转台上的灰 尘杂物等,结束后用薄膜包裹起来,统一区域摆放。 7. AL订单需要更换驱动线,出现连焊。焊反线。(组长在更换驱 动段子线的时候要交待清楚员工怎样正确操作。老化装驱动时 应先试点再上老花机,防止个、短路,炸板。减少驱动的不良 率。 8. 5W COB 灯杯包装成品时出现两种规格的彩盒(如是特殊情况 下,因该得到相关部门的认可,把两种规格的成品分开包装, 不等混装。) 9. AL力卓驱动端子线不配套的现象(以后用到配套端子线的驱 动,该有公司提供,减少不必要的损失) 10. AL驱动激光内容与样品不符合(以后下采购订单需要把激光内 容附在合同上面,由激光组提供,品质确认。经理,老板审 核) 11. 7W天花灯3000套与公司样品不一。(下采购合同时并把样品 (色板)一并提供给供应商。
不良品控制及其预防方法
不良品控制及其预防方法 摘要:不良品的存在,对企业的发展及其质量都会造成很大的影响,如何通过有效的方法控制不良品的发生,是当前企业面临的一个重要课题. 不良品 那些不能满足客户要求的产品就叫不良品,不良品的存在会给生产带来困难: ?挑选,维修,返工等造成人员,工时的增加。从而增加了成本降低了产品的竞争力; ?生产过程难以控制造成品质水平下降,甚至遭到客户的投诉,索赔. 控制不良品的目的 ?提高产品的整体品质水平; ?提高生产效率; ?提高竞争力,增强客户信心; ?促进公司业务增长,改进经营状况; 不良品发生的类型 ?按来源上可分:来料不良和制造不良.
?按性能上可分:外观不良和电性不良. ?按数量上可分:偶发不良和批量不良. ?按原因上可分:人为因素和非人为因素. 不良品发生的地点 ?IQC检查:供应商提供给公司的材料不良(来料不良) ?仓库 :IQC未检查到的不良品流入仓库. ?生产线 :由于各种原因造成生产过程中出现不良. ?QA检查 :由于生产过程未有效控制造成送检产品出现不良. 不良品的预防 ?不良品如果已经产生,不论如何处理都会造成损失。关键是在于预防、杜绝不良品的产生。不良品的预防需要各部门的配合. ?设计研发部门应将产品设计成客人安装容易、组立容易、缺陷易暴露、工艺易实现、易拆卸、部件可互换。要充分的应用设计FMEA,一个好的设计项目将使一切都很容易进行。即“产品是设计出来的”。 ?采购部门应做好厂商的寻找&评估工作。一个优秀的外协厂商相比一个糟糕的外协厂商会减少很多不良品的产生。 ?生产部门应注意生产前工艺流程的编排,可采用作业指导书、工艺卡、PFMEA等手段。将生产中可能会产生不良的地方一一加予预防。特别结合样品制作和试投产,把问题解决并工艺标准化后才开始正式生产。
品质管理—怎样防止不良品
品质管理 品质—就是企业的生命力!直到如今我才明白「品质」的内涵! 企业追求的目标,首先是创造利润! 创造利润就得建立在高效率,高品质及低成本的基础上. 其中品质的好坏,又直接影响效率和成本.品质的好坏,不只是客户今后是继续往来主要的考虑因素,也是企业生存与发展的根源. 大家都深知日本企业以「品质」为经营根本的决心,也到处呼吁「品质—企业未来之决战场」. 因为「没有品质,就没有明天」 日本人推行[5S]运动,外行人认为小题大做,无关紧要.它是革除[马虎]的良药,也是稳定品质,高效率,低成本的基础工程.但往往人们受了各种模糊的观念所困惑,认为品质管理只是一种「热门」而又「时髦」的东西,不赶上流行会成为落伍,所以也跟着摆摆门面,没有去惯窃执行及坚持.这是一种很严重的错误.其实品质代表着利润,也代表着生产力,更代表着市场占有率.企业主管们如何看待「品质管制」须先建立品质意识及危机意识,然后须有决心与魄力来推动此一关键企业永续经营的工作. 品质管制,普遍也能或得重视,但往往缺泛品管专业人员的导引,因之不是名不副实,就是过于局限性,无法得到应有的效果. 许多工厂也相当重视品质,但做法上却是投入大量的检验人力,来剔除不良品,却鲜少在厂内配置品管技术人员(QE)或生产技术人员(PE)来防止不良品的改善,而不是剔除不良品.在两个含义上是相反的.前者是剔除,后者是防止. 至于怎样来防止不良品的产生,本人有以下几点建议: 一. 稳定的人员 人员流动的高低,往往可以反映员工对企业的认同程度,尤其高人员流
动率的企业,一切成长的条件,随着人员的流动而流失.品质亦如此.试想一个新进的人员除了因工作熟练度差而效率低外,还有对于机器,工具的不了解,对材料的不了解,对作业方法的不熟练,对产品品质的要求也不认识等太多太多变因之存在,我们又如何能希望从他们身上取得稳定的品质呢?就是有,也得付出事倍功半的代价. 甚多的企业对于人员的流动,只会感到困扰,而却未有效地采取堵流措施,实在是影响企业成长最大的碍障。 稳定人员,说易行却难.但是假如各阶层的主管能以[我心中有你]的态度对待下属,自然易于培养[你心中有我]的工作情感.试想恋爱中的男女,容易分开吗?现代的人都比较务实,除了要感觉[有我]的存在外,往往还得需要有实际的行动,这些行动就是[激励措施].曾经我亲眼目睹这样一件事,是发生在我下班回家的路上,这条路的路面很脏并不好走,走在我前面的是隔壁厂的两个普通员工,突然间前面驶来了一辆奔驰小轿车,在离那两位员工大概一米处停下了,那两位员工愣住了,接着轿车打开了车窗,里面的人问道:“出去玩啊”?员工笑着回答说:“是啊!去那边买点东西”!接着小车向员工的工厂开去。不用想车里面的人肯定是他们的上司。试想一下,此时员工心里会怎么想? 二.良好的教育训练 企业需要的是既快速又稳定的成长,其关键则在于企业的[人]. 若人员能稳定,当然可以诼步地熟练工作,累计经以至熟能生巧.然而这一条[自我摸索]的路太远了,现代是科学管理时代,讲究的是快速的技巧. 在电饭锅及煤气炉还未发明前,记得小的时候在农村,做饭烧菜均使用木柴烧火的炉灶,烧起来很慢,父母亲就教我们用扇子来送风,使柴火烧起来
不良品处理办法
不良品处理办法 一、不良品来源:(1).供应商来料不良 (2).制造不良 (3).库存超期产品产生不良 二、不良品的产生:当不良品产生时,事发现场应该作业人员应立即对不良物料与良品进行隔离区分,并加以标识,以免造成混料情况发生。对前制造工序提出警示。通知品单位进行品质检验与分析。 三、不良品分析与时效:品管单位对有品质嫌疑的物料、成品、半成品进行详细分析,有必要时会同工程部相关人员共同进行,并填写《品质异常报告》,注明:“何时”、“何地”、“何物”、“何人”、“为何发生”,物品的“采购编号”及供应商。责任单位的临时纠正方案、预防措施。分析结果应于一个工作日内完成,预防措施应在两个工作日内完成并执行。 1、当品管在进行制造过程中的首件检验、末件比对:巡回检验、工序检验时以及产品入库检验时发现不合格,或工人自检、生产主管巡视检查发现不合格时,应立即要求操作人员(或操作人员)自己对不合格品作好隔离和标示。并通知品管部主管。品管部主管应立即到现场进行分析判断。 2、当分析判定所发现的不合格是属于偶发性的,数量较少,性质并不严重,影响也不大,此类性质轻微的不合格,可由品管员或品管主管直接处置。处置的方法有返工返修,报废等。 a、当工人返工或返修后,必须重新交品管作检验,直至合格,品管应作好重新检验的报告。 b、.若返工返修的方法与原加工之作业不一致,且返工返修过程复杂,不易操作、或未规定严格的返工返修方法就无法保证产品质量时,应请研发部先制订出返工返修作业指导书,根据返工返修作业指导书进行操作,若有时,该作业指导书中应规定返工后重新检验的要求且应放置于返工现场,便于返工人员查阅。 c、.若为提供给客户作售后服务用的产品,返工后其外观上不得有明显可见的返工痕迹。 d、当处置为报废时,生产部应开立「报废单」。废品由生产部门交品管部作隔离封闭管理,「报废单」由生产部定期交财务作成本核算。 e、上述轻微的不合格品处置,不必开立「不合格品通知/处理单」,但从检验报告中(返工返修)和「报废单」上可查到此类不合格品处置的记录。 3、当品管主管分析判定为严重性质的质量事故时(严重;指上述轻微不合格以外的不合格。如;数量多、损失大、影响大、重复发生、性质严重、……等),应通知责任人作好不合格品的隔离、并通知品管员作好标示。同时立即组织生产
不良品发生后的处理方式
不良品发生后的处理方式 消除不良品,原本就是管理工作的一部份,经历的越多,经验越能得到积累,管理能力越能得到提升。 不良品是指:不能滿足品質規定的产品。 不良品是万严之首,管理的历史可以说就是一部与不良品作斗争的历史,只要有生产活动存在,就有不良品的存在。不良品是测试管理人员合不合格的最好“考題”之一,谁也躲不开。但是,面对同样一种不良,卻有四种不同的态度。 1、自我放弃型 這种人一旦遇上不良品,第一句话就是“算了吧!做不到!不可能!”对不良品惟恐避之而不及,对不良品的解決方法想都不想,一把将不良品推开老远。 其实质是自信不足,害怕不良品,怕承担风险,責任。让这种人去处理不良品,只会越处理越多,小则办坏一件事,大则拖垮一个部门。 2、归咎他责型 这种人姓“赖”,什么事都敢推开,所有的不良品全都不关自己的事,推脫理由多得让人难以置信;要么是自己从來沒学过;要么是前辈沒教好;要么同事“坑”了自己、、、总能打出一个冠冕堂皇的理由。 其实质是能力不足,不原承担自己的责任,让这种人解決不良品,不良品还沒动一根“毛”,內部責任追究的“战火”早已熊熊燃起,结果只会导致各部门內战不休,分散了团体的力量,事情越办越乱。 3、孤芳自赏型 这种人满足于维持持现有的品质水平,只要不是大的不良,一点不着急,不原改善现状,总以为“神仙也不过如此”。 其实质是固步自封,不求上进,让这种人解決不良品,慢性,数量少的不良品,永远都解決不了。 4、开拓解決型 这种人从不拒绝任何不良品的挑战,一旦发生不良品,不等不靠,想方设法解決不良,看到现有成绩也看到不足,从不停止改善的脚步,也只有这种人才真正掌握对付不良品的实战能力。 开拓进取的态度是作为优秀的管理人員必备的条件之一。 实战时注意事项: 1、确认不良品发生的現象和程度 绝不可将来自下面的报告,原封不动地转手向上“倒卖”让上一级管理人员來替你缺认,要自己动手,动眼,动脑,到现场搞清楚以下项目: (1)、是什么样的不良?有什么现象? (2)、发生率多少?在哪发生的?在哪些机种上发生? (3)、什么时间发生的?
质量反馈表
附表1 11 月份工程质量反馈表 单位(工程)名称鲁能·淇水新城项目二标段工程 基本内容提示(不局限于此): 1.本月施工主要分部、分项工程; 6#楼地下室剪力墙柱浇筑混凝土;9#楼人工挖孔桩施工;12#楼冲孔灌注桩施工;22#楼四层钢筋、模板安装,24#楼三层钢筋模板安装,25#楼西单元基础承台钢筋安装。 2.质量问题(内部检查发现的质量问题;外部检查发现的质量问题、处罚等情况); 1、内部发现问题:22#楼二层墙柱模板拼缝处错台,导致浇筑完混凝土后感官质量差。 2、处罚情况:针对此问题已要求分包单位立即整改,发质量整改通知单,并对分包管理人员进行质量教育。 3、公司对项目部进行检查,发现24#三层梁钢筋有跳扎现象,已发整改通知单。 3.质量控制的难点,需经上级部门帮助解决的问题。 无 4.当月发生的与质量工作相关的主要事件(分部质量验收、优质工程验收、质量观摩等) 无 填表人:宋超填表时间:2014年11月21日质量部(项目部)盖章: 注:1.项目部每月5日前报子企业质量部。 2.子企业每月10日前报集团质量部。 1
附表2 工程质量信息填报表 单位名称:鲁能·淇水新城项目二标段工程 2014年 11月 21日序 号项目名称 钢筋原材 钢筋拉伸(重量检验) (有无瘦身钢筋) 钢筋接头试验混凝土试验 搅拌站 质量控制情 况 防水材料 试验 组数 不合 格项 数量 不合格项处 理情况 组 数 不合 格项 数量 不合格 项处理 情况 组 数 不合 格项 数量 不合格项 处理情况 组 数 不合 格项 数量 不合格 项处理 情况 组 数 不合格 项数量 不合格 项处理 情况 1 鲁能·淇水 新城项目 二标段工 程 25 1 双倍取样, 复试后合格。 无无无28 无无32 无无 对搅拌站进 行不定时抽 查,本月抽查 3次,抽查结 果均合格。 无无无 填表人:宋超审核人:陈杰 说明:1.不合格项处理情况钢筋原材请说明已用于工程的处理情况及在监理旁站下退场处理;钢筋接头试验和混凝土试验不合格项处理情况请说明处理方法; 2.搅拌站质量控制情况请说明需方对搅拌站的过程检查次数和对原材料的取样复试情况进行说明。 3. 钢筋拉伸(有无瘦身钢筋):若钢筋拉伸设备具有拉伸功能应按规范要求进行钢筋重量现场复验并填写表中的内容;若钢筋拉伸设备不具有拉伸功能, 应有监理单位认可的文件,并在表格中填写无瘦身钢筋。 2
生产过程不良品控制与改善管理制度
. 生产过程不良品控制与改善程序、目的:1。规范提高产品合格率,提高工艺可靠性,全面降低生产运营成本、适用范围:2本作业程序适用于生产线不良品有关的物流过程和相关部门。 3、引用文件: 3.1 JS-COP-804 不合格品控制程序 3.2 JS-WI-PM-22 不良品处理作业规范 4、定义: 来料不良品:在物料进料检验过程中发现不符合零件承认书之要求;在制程中发现不良但属于 来料本身劣质和不合格品。 制程不良品:在制造过程中若因加工、组装、测试和包装等作业造成物料的划伤、脱漆、断脚、 变形、破裂、坏死等或因产品元器件异常导致不良发生。 5、职责: 5.1 生产部: 负责在线不良品(来料和制程)反馈、报废申请及退库作业。5.2品管部: 负责对不良品的性质判定及甑别材料所属供应商等评审,提供不良品检验报告。 5.3 采购部:负责对不良品处理意见的评审和最终处理决议的执行。 5.4 资材部: 负责不良品帐物管理,并监督、跟进落实相关部门对不良品的处理结果。 6、内容: 6.1 生产退料作业 6.1.1 产线在生产过程中发现有不良物料时,材料员按来料不良、作业不良区分合理包装存放,再办理退库作业。 6.1.2 物料员按不良属性开出“来料不良退仓单”(属来料不良),或“不良品 退库单”(属作业不良、返修拆卸品),并附有品质小票,单据和小票内容必须填写有料号、品名、数量、不良原因、供
应商名称,然后交部门主管审核。 6.1.3 物料员将审核好的单据、物料、小票送随线IQC 裁定,IQC 对不良材 料裁定其不良属性、供应商是否准确,包装是否合理,有问题的当场纠正,如果是作业不良的应注明处理意见,物料员根据品管裁定的不良属性分别送不良品仓退库。 6.1.4 不良品仓库收到物料员退来的不良品时,一定要核实单据、小票、实物 是否一致,三者缺一不可,确认品管部所签署的意见并提供不良品检验报告,依据品管裁定的不良属性区分点收,退货单签字后留白联(仓库联)存底做帐,对描述不清楚、包装不合要求的拒收。 6.1.5 物料员拿仓库签字的退库单交物管开单,属“来料不良”的开调拨单领 取良品材料,“作. . 业不良”的开领料单超耗领取良品材料。 6.2 不良品仓库存处理作业: 6.2.1 仓管员每天对所进出的不良品(含来料、制程),按来料不良、制程不良、报废品做电子档帐,在次日9 点前转发至物管、采购部、品管部,以便不良品周转信息的查询。 6.2.2 急需材料、批量性的不良品要当天反馈给物管员和采购员附来料检验报告,以便及时处理,同时跟进处理进度,并将结果反馈给物管员和采购员。6.2.3 在次月3 号前仓管员将不良品库存汇总造册,标注不良原因、所属供应商,对于IC 类应标注是否上锡,同一材料不同供应商的,要分开表述,以免混淆。 6.2.4 仓管员在次月4 号必须把不良品库存汇总册主管审核后,分别传阅品管部、采购部、资材部,最后交厂长核准。汇总册审核批示后,仓管员依据最终裁定结果执行。注意会签的时间:资材/品管/采购在1 个工作日签审完。 6.2.5 裁定为报废的,采购员开单调交仓管员将物料区分出来转入不良品仓;裁定为退货的,采购开出退货单,不良品仓库管理员执行。 6.2.6 暂存不良品供应商必须在一个周内取走,3 周内未取走的仓管员及时将信息知会采购处理,超过4 周的视同供应商默认我司报废处理,仓管员将退货单给采购员代供应商签字后清出该部分不
不良品管控流程
不 良 品 管 理 流 程 发文部门质检部 接收部门物控部、设计部、采购部、生产部(各车间)生效日期年月日 编制/日期:审核:
1.目的 有效控制不良品,规范不良品管控及管理流程,提高产品质量,防止不良品流出。 2.适用范围 适用于本公司所有不良品的管控作业。 3. 公司术语 3.1 特采:定义 3.2 让步接受:定义 3.3退回返修:定义 4.职责 4.l 质检部负责不良品管控文件的编制审核、判定、异常情况汇报。 4.2质检人员负责不良状况的反馈及对不良品的标识、隔离、记录、上报。 4.3生产部门负责不良品返工返修,共同执行分析不良原因与异常处理改善方案。 4.4物控部负责不良品的划价,并对来料不良问题的调查提供信息资源支持。 4.5设计部负责不良品管控过程中出现的技术问题分析及技术解决方案的支持。 5. 不良品管控流程表 5.1每天由质检员与生产部门共同处理为不良品产品。 5.2生产部各工序在制程中也要随时随地将不良品分类整理出来,堆放整齐,清点数量,并挂上标识卡(批次、编号、数量、不良原因、班组、日期)。 5.3不良品(制程、退货、仓库)必须按照同质量现象同位置方向规则放置,标识 清楚,并集中放置于“各工序不良品区”;经当班质检员确认并签名标识,在规 定时间段转入相应作业区域; 5.4制程返工产品1000片以内在12小时内返工完毕,退货返工产品请第一时间安排作业,返工完毕后挂上标识,并知会当班品管复检合格后方可流入下工序; 如不能返修完毕,请及时知会品保部,并详细说明原因; 5.5返工产品第一时间由当班品管填写内部联络单,转交于返式部门经理签字,返工部门领导自行根据实际情况安排返工; 5.6过磅人员属监督人员,没有经品管标识的产品流入打包区和分纸作业区的,考 核过磅人员、相关责任人50元/次,有发现同一责任人二次以上违规作业者考核相关责任人100元/次。 5.7其它有违以上规定的,考核相关责人造棉人50元/次。特采:各部门主管 会签(包括最高主管),特采处理,IQC在IQC检验标签上填写特采 标注,挂特采标牌,入库。 让步接受:轻微影响产品质量,可以进行生产使用,IQC在IQC检验标签上填写让