雕刻刀产品知识

机械雕刻机器(也称为CNC雕刻机器)根据其的应用领域不同,一般有广告雕刻机器、木工雕刻机器、金属雕刻机器等。广告雕刻机器一般针对压克力、PVC芙蓉板、密度板等的雕刻、切割加工,应用于广告制品和工艺品制作比较多;木工雕刻机器一般针对实木、竹制品等的雕刻加工,应用于家具、家装、木制工艺品制作等;金属雕刻机器主要针对一些金属加工。
作为雕刻机器必须的损耗部件一一雕刻刀,按照应用范围和领域的不同来分类,一般有以下几种:铣刀、尖刀(锥刀)、三维刀(3D刀)、柱刀、清底刀、花边刀等等。其中以铣刀、尖刀和三维刀的型号和类别最多,根据不同的加工要求和材料选择,通常有不同类型的刀来配套,下面将按刀的类别来分别介绍。单位:mm。
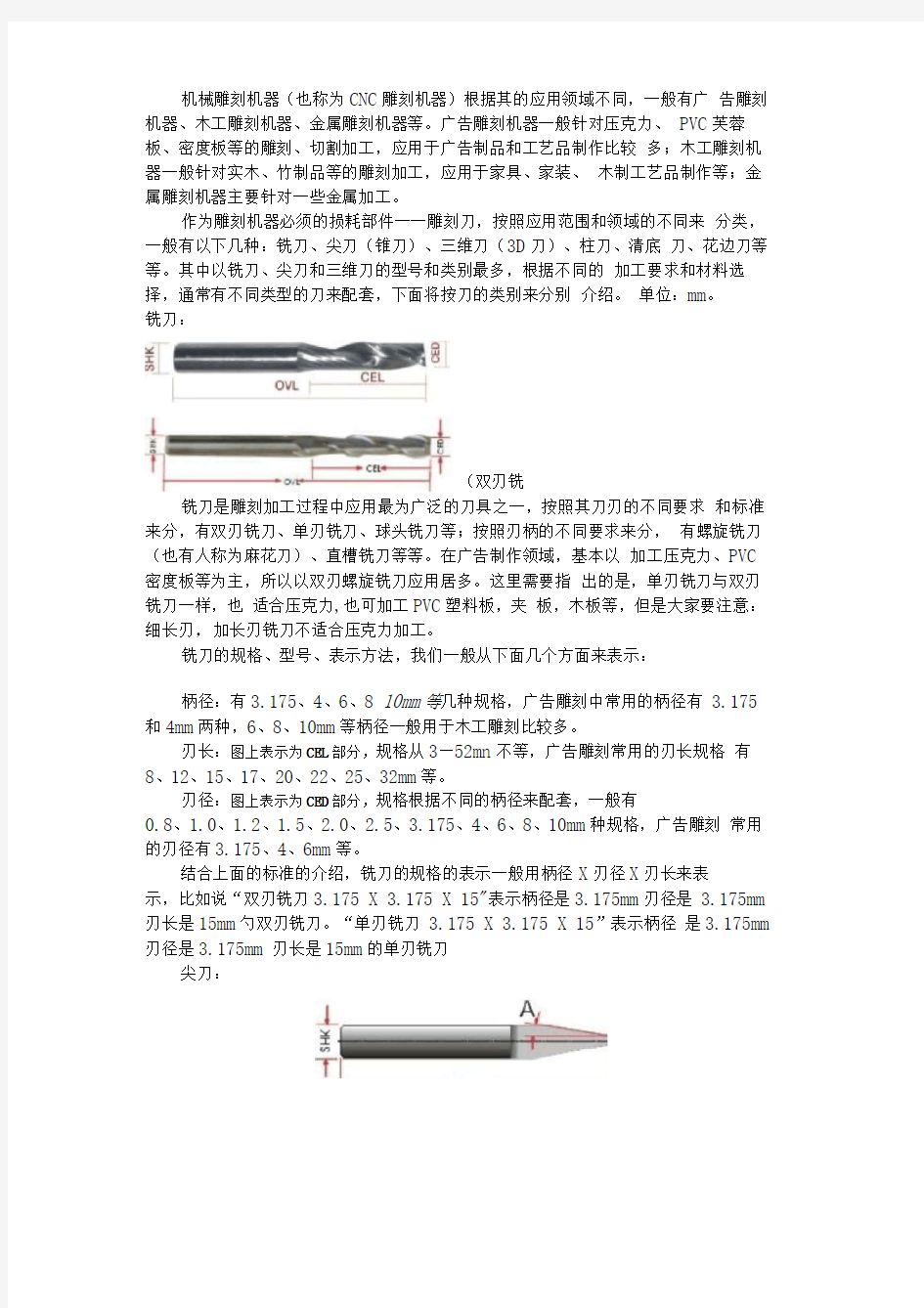
铣刀:
铣刀是雕刻加工过程中应用最为广泛的刀具之一,按照其刀刃的不同要求和标准来分,有双刃铣刀、单刃铣刀、球头铣刀等;按照刃柄的不同要求来分,有螺旋铣刀(也有人称为麻花刀)、直槽铣刀等等。在广告制作领域,基本以加工压克力、PVC 密度板等为主,所以以双刃螺旋铣刀应用居多。这里需要指出的是,单刃铣刀与双刃铣刀一样,也适合压克力,也可加工PVC塑料板,夹板,木板等,但是大家要注意:细长刃,加长刃铣刀不适合压克力加工。
铣刀的规格、型号、表示方法,我们一般从下面几个方面来表示:
柄径:有3.175、4、6、8 10mm等几种规格,广告雕刻中常用的柄径有3.175和4mm两种,6、8、10mm等柄径一般用于木工雕刻比较多。
刃长:图上表示为CEL部分,规格从3—52mn不等,广告雕刻常用的刃长规格有8、12、15、17、20、22、25、32mm等。
刃径:图上表示为CED部分,规格根据不同的柄径来配套,一般有
0.8、1.0、1.2、1.5、2.0、2.5、3.175、4、6、8、10mm种规格,广告雕刻常用的刃径有3.175、4、6mm等。
结合上面的标准的介绍,铣刀的规格的表示一般用柄径X刃径X刃长来表
示,比如说“双刃铣刀3.175 X 3.175 X 15"表示柄径是3.175mm刃径是3.175mm 刃长是15mm勺双刃铣刀。“单刃铣刀3.175 X 3.175 X 15”表示柄径是3.175mm 刃径是3.175mm 刃长是15mm的单刃铣刀
尖刀:
(双刃铣
尖刀,也俗称锥刀,在广告雕刻制作中也是常用的刀具之一。尖刀的型号 规格比铣刀来说要简单很多,一般有平底尖刀、直槽尖刀等,广告雕刻最常用 的是平底尖刀,直槽尖刀一般用于铝、铜、铁、硬木等金属材料或是硬质材料 的雕刻。尖刀的规格型号和名称表示方式我们用下面方式来说明:
柄径:图上表示为SHK 部分,有3.175、4、6mm 等几种规格,广告雕刻中常用 的柄径
有3.175和4mm 两种。
刀尖:图上表示为T 部分,规格从0.1mm —2mm 不等,广告雕刻常用的刃长规 格有
0.1mm 、0.2mm 、0.3mm 、0.5mm 等。
角度:图上表示为A 角度部分,角度的范围一般从5度一90度,广告雕刻中常 用的角
度有10度、20度、25度、30度、45度、60度等。
尖刀的名称和规格表示方法一般用柄径X 刀尖X 角度来表示,比如说“尖刀
3.175X 0.3X 45”则表示柄径为3.175,刀尖为0.3, 45度角的平底。
三维刀:
三维刀也叫3D 刀,是专门用于三维雕刻(浮雕)加工的刀具。可适用于 压克力,密度板,PVC 等材料的3D 雕刻和倒角,它的优点是同心度非常好,刃 口锋利,底部不留屑。其用于家具、工艺制品等领域比较多,对于今天广告制 作来说,对立体的三维展示也越来越多,所以在广告雕刻制作中也经常要采用 浮雕的工艺来制作。按照三维刀的刀刃来分,可以分为双刃三维刀和单刃三维 刀。三维刀名称和型号规格的表示方式一般用如下几个参数指标来说明:
柄径:即图片中SHK 表示部分,一般有3.175、6、10、12.7mm 等型号。最常用 的柄径规格是6mm 。
刃径:即图片中CED 表示部分,一般有6、8、10、16、22、32mm 、45mm 等, 常用刃径以22mm 和32mm 为主。
全角:全角即图片中A 表示的角度范围,全角角度一般有 45度、60度、90 度、120度、150度,常用的全角幅度一般以60度、90度、120度为主。
三维刀的名称规格表示方式一般以柄径X 刃径X 全角表示,如“三维刀
6X 22X 90”则表示柄径为6mm 、刃径为22mm 、全角为90
度的三维刀
OVL
柱刀: 如图:
--------------- 1
柱刀也称为小柱刀,主要用于双色板、压克力、IC 卡片等薄板的切割雕刻 加工,在小型精细加工上应用比较多。在广告制作行业中以雕刻胸牌、小标识 牌等最为常用。柱刀一般为单刃比较多,而且型号规格相对较少,具体的名称 和型号表示方式如下:
柄径:柄径指图片中SHK 表示部分,规格型号不多,一般只有 3.175、4、6m 三 种,常用的一般是3.175mm 。
刃径:刃径指图片中CED 表示部分,一般有1.0、 1.2、 1.5、 2、 2.5、3mm 等,常用的刃径有1.0、1.5、2、3mm 等。
刃长:刃长指图片中CEL 表示部分,一般有3、4、6、8、10、12、15mm 等, 常用的刃长一般是3、4、6、10mm 等规格。
柱刀的名称和规格型号表示通常以柄径x 刃径x 刃长表示,如“柱刀
3.175X 1 x 3”则表示柄径是3.175mm,刃径是1mm ,刃长是3mm 的柱刀
清底刀、花边刀:
乏
■o
花边刀
清底刀和花边刀是不常用的雕刻刀具,清底刀主
要用于大型台面的铣平, 大面积的雕刻时使用,花边刀主要用于花边倒边时用,根据不同的花边倒边需 求,采用不同的刃形花边刀,这两种刀具在广告制作方面使用比较少,一般在 家具木工上应用比较多。具体的产品名称和规格型号说明如下:
清底刀:一般用柄径x 刃径x 刃长表示,其柄径常用的时 6mm ,刃径有 8、10、16、22、30、45mm 等型号,刃长一般有 10、15、20、25、30mm 等。 花边
刀:型号和规格还比较复杂,更多的采用特殊定制的刀刃形状,其柄
径一般有6mm 和12.7mm 两种,刃径一般有12、16、22、26、32mm 等几种。
刻字刀在规格上的区分主要是角度的区别,主要有 30、45、60 度角等,目 前公司主要经营的是罗兰刻字刀。需要指出的是,市场上的刻字机品牌龙鱼混
杂,有进口机清底刀
P SLIM
匚讥
C I 工舌i I ■刃
长
电脑刻字刀
也有国产机,并非所有刻字机和刻字刀都能兼容使用,不同的刻字机一般配备的刀具均有所不同。
国产刻字机的品牌主要有:赛远、嘉辰、金田、恒星、皮卡等;进口刻字
机品牌主要有:罗兰、mimaki、图王-09、圣马、安纳、奥莱等。
因此销售时首先要咨询客户使用的刻字机品牌。一般来说,上述国产刻字机均使用罗兰刻字刀(个别品牌会使用皮卡,依实际情况而定),进口刻字机则只会选用其自有品牌刀具。
1、压克力切割加工,推荐使用进口单刃铣刀系列,特点是加工时无烟无味,速度快,效率高,不
粘屑,真正环保,其特殊的制造工艺保证加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整,这是其它品牌刀具所不能达到的和无法比拟的。加工表面需达到磨砂效果,推荐使用双刃或者三刃螺旋铣刀。
2、密度板切割加工(广告开模用),推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑
槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不冒烟,使用寿命长等特点。使用进口钨钢的双刃铣刀在使用寿命和加工效率上会表现得更为出色。
3、铝板切割加工,推荐使用单刃专用铝用铣刀,加工过程中不粘刀,速度快,效率高。
4、精密小型浮雕加工,推荐使用圆底刻刀。
5、软木,密度板,原生木,PVC压克力大型深浮雕加工,推荐使用单刃螺旋球头铳刀。
6、上下面无毛刺切割加工,推荐使用单刃、双刃上下切铣刀。
7、金属雕刻加工,推荐使用单刃、双刃直槽平底尖刀。
8、三维刀,同心度高,刃口锋利,可做精密3D雕刻加工。
9、高密度板,实木加工,推荐使用棱齿铣刀。
10、多层板,夹板加工,推荐使用双刃直槽铣刀。
11、下切刀的使用效果,加工产品上表面无毛刺,加工时不会翘板。
12、金属模具加工铣刀,推荐使用钨钢铣刀,表面镀紫色=黑色加硬钛。
13、压克力镜面雕刻加工,推荐使用金刚石雕刻刀。
14、粗加工刨花板等材料的加工,推荐使用多条纹铣刀。
雕刻刀订购数量满1000 元包运费。雕刻刀具如暂联系不到工厂人员报价为书页价格的7 折左右,所有刀具都可以定做。
N 系列雕刻刀寿命一般在 3 个平方左右,正常情况下2 张板子可能就会断刀具为粉状凝固成,分为几个级别,N,A,AA,3A.(A 系列都是进口钨钢材料N 系列为国产钨钢材料)
文泰雕刻教程
第一章雕刻基本概念介绍 电脑雕刻机接受计算机发出的指令,控制X、Y、Z三个轴间的线性联动,带动高速旋转的刀具或激光头在材料上移动,得到所需要的雕刻或切割效果。 所谓雕刻就是在双色板、金属、木材、石头等材料上刻出的立体图形、装饰;雕刻按效果分为阴刻和阳刻。 所谓“阴刻”就是指:雕刻后在雕刻材料上留下的是凹下的文字或图案。 所谓“阳刻” 就是指:雕刻后在雕刻材料上留下的是凸出的文字或图案,俗称阳字或阳图。 切割是指将切割材料沿文字或图案的轮廓切断;与雕刻不同,切割后材料可分离为若干部分。 文泰雕刻软件提供了人性化的交互界面,可以方便地在计算机上设计所需要的图形,文字等,然后根据要求,生成各种刀具运动轨迹,送到雕刻机上输出。这种运动轨迹就称为雕刻路径。文泰雕刻软件能够方便的生成雕刻路径。 为什么要生成雕刻路径,主要有以下几个原因。 1.计算机设计的只是轮 廓图案,通过计算雕刻路径才 能确定雕刻机刀具实际加工 的路径,从而驱动雕刻机雕刻 出所需要的图案。 如图所示,图中实心处为 已算好雕刻路径的部分。 2.使用不同的刀具,雕刻不同的深度,雕刻路径都不一样。 由于雕刻刀具有一定的宽度,在不同的雕刻深度下,刀刃所切削的宽度不一样。设计一个边长为10厘米的正方形,如果选 用刃宽为1毫米的直刀,雕刻刀沿设计路线行走,实际上刻出的 是9.9厘米的正方形。因此,要刻出10厘米的正方形,就必须
考虑到刀具的影响,称之为“刀具补偿”。 3.特殊的雕刻效果。 在文泰软件中,提供了影象雕刻以及三维立体字的雕刻功能。影象雕刻是把灰度图像中的灰度变成雕刻深度进行雕刻,而三维立体字是利用锥刀自身的特性,刻出由浅到深的变化。 彩页为影象雕刻以及三维立体字的实际效果。 计算图形的雕刻路径时,要得到正确的结果,图形必须满足以下条件: 1、图形的每个回路都是闭合的。 如下图所示,图的笔画在A处断开,必须用节点编辑连接后,计算雕刻路径,才能得到正确结果。 2、图形的每个回路不存在自相交。 如下图所示,字的笔画之间有相交的地方(图1)。通过“检查错误”的方法,去掉多余的环, (见图3的对话框)。将其合并成无相交的图案 (图2)。
雕刻机常见问题及解决方法
雕刻机常见问题及解决方法 关于雕刻机维修方面的技术资料以供维修参考:一:雕刻机一轴或三轴不走动或走动不正常 1:控制卡松动或故障。 2:相对应的轴的驱动器故障。 3:相对应的轴步进电机故障。 4:相对应的连轴器断列或松动。 5:相对应的丝杆断裂或丝杆螺母出现故障。6:相对应的轴的滑快出现故障。 7:驱动器细分数、电流、与软件中设置不一样。 二:雕刻机z轴失控 1:控制卡松动或故障。 2:静电干扰。 3:z轴马达线故障 4:文件路径有误 5:变频器干扰 6:电脑系统有问题或有病毒 7:操作失误 三:错误 1:控制卡松动或故障 2:驱动器故障 3:步进电机故障 4:静电干扰 5:马达线故障 6:数据线故障 7:路径有误 8:连轴器断裂或松动 9:加工速度太快 0:电脑系统问题或病毒 四:雕刻深浅不一 1:控制卡松动或故障 2:步近电机故障 3:驱动器故障或电流细分与软件设置不一致4;z轴马达线故障 5:主轴电机故障 6:变频器干扰或数据设置有误 7:静电干扰 8:电脑病毒或系统问题 五:乱刻 1:控制卡故障
2:变频器干扰 3:文件路径有误 4:静电干扰 5:软件设置有问题 6:驱动器故障或电流细分设置有误 7:数据线故障 8:电脑有病毒或系统问题 六:雕刻机洗底不平 1:主轴与台面不垂直。需校正 2:刀具有问题 3:控制卡有问题 七:雕刻机不能正常回机械原点 1:方向相反 2:控制卡故障或松动 3:限位开关或数据线故障 4:驱动器故障 5:步近电机故障 八:打开维宏软件出现乱码,如: (不知道什么语言,且打不开) 1:PCI 卡有没有拔过或者松了 2:有没有换过电脑或重装系统 3:硬件错误,更新硬件 九:圆柱雕刻机参数设计 工件周长(π*D直径)除以细分1600再乘以减速比1/10
雕刻机常见故障及维修
机械故障分析: 一:一轴或三轴不走动或走动不正常 1:控制卡松动或故障。2:相对应的轴的驱动器故障。3:相对应的轴步进电机故障。4:相对应的连轴器断列或松动。5:相对应的丝杆断裂或丝杆螺母出现故障。6:相对应的轴的滑快出现故障。7:驱动器细分数、电流、与软件中设置不一样。 二:z轴失控1: 控制卡松动或故障。2:静电干扰。3:z轴马达线故障4:文件路径有误5:变频器干扰6:电脑系统有问题或有病毒7:操作失误 三:错误 1:控制卡松动或故障2:驱动器故障3:步进电机故障4:静电干扰5:马达线故障6:数据线故障7:路径有误8:连轴器断裂或松动9:加工速度太快10:电脑系统问题或病毒四:雕刻深浅不一 1:控制卡松动或故障2:步近电机故障3:驱动器故障或电流细分与软件设置不一致4;z轴马达线故障5:主轴电机故障6:变频器干扰或数据设置有误7:静电干扰8:电脑病毒或系统问题 五:乱刻 1:控制卡故障2:变频器干扰3:文件路径有误4:静电干扰5:软件设置有问题6:驱动器故障或电流细分设置有误7:数据线故障 8:电脑有病毒或系统问题 六:洗底不平 1:主轴与台面不垂直。需校正2:刀具有问题3:控制卡有问题 七:主轴停转 1:主轴内部短路2:电流屏蔽3:变频器参数设置有误或自身故障4:控制卡故障5:主轴线或数据线短路 八:主轴转动声音不正常 1:变频器设置有误2:主轴不转3:主轴本身有问题 九:走动或回机械原点时方向相反 1:在记事本中改”public.dat“文件2:修改变频器的接线方法 3:在威宏软件中该转出方向 十:机器不能正常回机械原点 1:方向相反2:控制卡故障或松动3:限位开关或数据线故障 4:驱动器故障5:步近电机故障 十一:不能自动对刀 1:控制卡松动或故障2:对刀块线故障3:对刀块表面有绝缘物质4:静电干扰5:软件或电脑问题 十二:主轴自动转或停不了 1:控制卡故障2:变频器故障 假设一台装有维宏系统的雕刻机,再突然断电的情况下,不小心推动了龙门架,通电后造成雕刻系统坐标值与机床主轴坐标值不相吻合的情况----错位,怎么解决个人认为解决方法如下 1,加工前 A,将主轴回到机械原点,清零 B,移动到加工原点,定好刀后加工 2,加工过程中,如上假设
puma产品知识
PUMA鞋类产品知识简介 PUMA鞋类产品知识简介 PUMA鞋类产品使用“产品线”的定义来区分不同系列鞋子的设计理念,设计灵感以及运动风格,而“产片线”又使用颜色来对其定义,红色产品线代表运动型的鞋类,蓝色产品线代表休闲型的鞋类。 红色产品线中代表的鞋类有: 完全跑步系列,蓝调跑步系列,白色跑步系列,全能训练系列,现代高尔夫系列,足球系列,瑜伽系列。 蓝色产品线中代表的鞋类有: 赛车运动系列,新兴运动系列,创意运动系列,新酷系列,篮球运动系列,原创系列,怀旧系列 红色产品线 完全跑步系列 这个系列的鞋子是改进性能、减少受伤的跑鞋,每款写都采用了共生技术,给予跑步者最佳性能的产品。 每双完全跑步系列的鞋子均包含多种不同的科技成份,例如:iCell,GoodYeare,Archtec……完全跑步系列又按照不同人对跑步这项运动的不同要求,细分为越野慢跑和公路慢跑两个子系列。 穿着越野慢跑的跑鞋可以在任何环境中进行跑步运动,比如:在偏僻遥远的森林公园,家里附近的小树林,或者极限运动中的穿越山区、峡谷、沙漠等等… 而公路慢跑是专为跑步爱好者以及竞赛型运动员设计的,更着重于舒适性和灵活性。 蓝调跑步系列 这个系列的鞋子是专为追求技术、时尚的消费者而创造,是运用最大胆的设计语言而开发的时尚产品。 蓝调跑步系列又细分为:冲击力、田径训练、海拔高度、都市运动和弹性力度5个子系列。冲击力:外观充满活力并富有创新精神的鞋款设计,能避免因跑步而带来的冲击力。这个子系列在鞋跟部往往采用了CELL(蜂窝避震系统)技术,给穿着者以良好的保护 田径训练:激动人心的改良田径鞋设计,将运动所需的功能性与休闲的生活态度巧妙的融合。这个子系列将田径赛场中使用的专业鞋进行了创造性的改良,即贴合了田径专用鞋的功能特点名,又将休闲的生活态度融入其中,每款鞋都有独特的设计和精巧的外形,比如:在鞋底处会出现仿鞋钉或者增强抓地力的设计。 海拔高度:通过真正的性能解决方案与前卫的设计的结合,可以抵御因天气及不同海拔高度的地形带来影响的鞋款。这个子系列能给人以全方位安全的保证,加厚的中底对及特殊花纹的鞋底都能给穿着者在不同海拔的地方带来舒适的感觉,圆形特制鞋带与可快捷抽拉的鞋环搭配使用,极大的方便了穿着者可根据不同环境而迅速调节系带系统的松紧度,促进了足部的血液循环。而金属感的合成皮鞋面更能给人以坚固耐磨的质感 弹性力度:为那些寻求简单与传统泡沫气垫感觉的跑步者设计。这个子系列鞋类的中底往往采用了CM-EVA的材料,鞋底均采用了流线型的设计,而且弹性力度的鞋很少采用系带性装置 都市运动:设计精巧的鞋款,更适合时尚都市一族,为他们在每日的行走中提供保护。这个子系列均采用真皮鞋面,在运动中又不失其高贵的特征,鞋型简洁大方,CM-EVA和CELL 的使用,更加强了对穿着者的保护作用。 白色跑步系列 为爱好运动的消费者提供的入门跑鞋,他的设计注重于价值和细节。所以这个系列鞋的科技
刀模知识
刀模知识 什么是刀模:在包装、图书、宣传单等需要裁切的印刷品,需要按照裁切的边缘和路线设计出相应的“刀模”,用它可以把印刷品切成需要的形状(有的刀口是间断或者不开刃的,这样产生的是易撕效果,或者是折痕效果),在机械制造中用于切削加工的工具,称刀具又称切削工具。广义的切削工具既包括刀具,还包括磨具。 各种刀具的结构都由装夹部分和工作部分组成。整体结构刀具的装夹部分和工作部分都做在刀体上;镶齿结构刀具的工作部分( 刀齿或刀片) 则镶装在刀体上。 工廠目前彩盒廠商所用的是木板裝夾部分,一般厚度為18mm,如果為正在打樣中,為節省成本用15mm就可以了。 根據所成形之材料,所用的刀片刀行數也不一樣,如果是制做非裱坑(彩套)的內盒所用的刀片為單行刀,如果制做裱坑的內盒就會用到雙行刀,三行刀等,越厚的材料就會用到更多的刀行數。 绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都
用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具。 制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性( 切削加工、锻造和热处理等) ,并不易变形。 通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬度越高,其抗弯强度和冲击韧性就越低。高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用最广的刀具材料,其次是硬质合金。 目前國內所用的刀體分為三種:瑞士產,杭州產和國產。其中最好的刀體為瑞士產的所啤的內盒不會出現毛邊現象且壽命長,但此刀體成本相對於其它兩種的高. 刀模分類 钢制刀模 对于用模切设备加工短版活的加工商来说,钢制刀模是十分常用的工具。它很便宜,可以很容易地做成任何形状,几天内就可以按加工商的要求做好。钢制刀模很适用于短版活,通常它们能持续进行250,000~1,000,000次模切,然后才需要重新打磨,具体的次数取决于模切的材料及类型。
20种雕刻机常见故障及解决方案
20种雕刻机常见故障及解决方案 一、雕刻机雕刻线条较宽怎么办 可能造成的原因: 1、焦距是否调整合适 2、调节电流过大 解决方法: 1、调整聚焦管的焦距 2、正确调节电流 二:大面积雕刻时出现严重错位 故障判断:5V/12V电源,36V电源,驱动器及电机。 处理方案:先检查5v/12v/36V电源是否工作正常,加大驱动器电流。 三:文泰软件使用一段时间后,不能生成路径 故障判断:USB加密狗 处理方案:将加密狗取下后再装上或者将文泰软件再安装一次。 四、雕刻机启动复位时嘟嘟响或总是好顶坏限位开关 1、精雕机顶杆顶不到限位开关,把其较正即可。 2、驱动线接触不好,设法把驱动线固定牢即可。 3、限位开关线没接好,把线接好即可。 4、限位开关坏,换之即可。 五、雕刻机不能在原点雕刻 1、文件的版面大小是否与机器匹配。 2、检查是否设有偏移量(OFFSET),版面设置是否正确 六、精雕机工作过程中主轴电机突然停转或转慢 1、精雕机工作电压不稳或超负载,加个稳压器即可。 2、检查中间线是否接好,线头是否有脱焊。七、雕刻机设置原点时有时向前、向右偏移距离不定?
1、限位开关失灵,在系统回到系统原点的过程中限位开关已闭合又弹开。换限位开关即可。 2、驱动线松动。设法把其固定紧即可。八、雕刻机启动复位时为可X轴、Y轴、Z轴位置不定 1、限位开关坏(限位开关始终闭合),换之即可。 2、驱动线坏(X轴14针与15针短路,Y轴13针与15针短路,Z轴31针与15针短路),换驱动线或把短路处分开即可。 3、精雕机驱动板坏,换驱动板即可。 九:一轴或三轴不走动或走动不正常 1:控制卡松动或故障。 2:相对应的轴的驱动器故障。 3:相对应的轴步进电机故障。 4:相对应的连轴器断列或松动。 5:相对应的丝杆断裂或丝杆螺母出现故障。 6:相对应的轴的滑快出现故障。 7:精雕机驱动器细分数、电流、与软件中设置不一样。} 十:z轴失控 1:控制卡松动或故障。 2:静电干扰。 3:z轴马达线故障 4:精雕机文件路径有误 5:变频器干扰 6:电脑系统有问题或有病毒 7:操作失误 十一:错误 1:控制卡松动或故障 2:精雕机驱动器故障 3:步进电机故障 4:静电干扰 5:马达线故障 6:数据线故障 7:路径有误 8:连轴器断裂或松动 9:加工速度太快 0:电脑系统问题或病毒 十二、雕刻深浅不一 1:控制卡松动或故障 2:精雕机步近电机故障 3:驱动器故障或电流细分与软件设置不一致 4;z轴马达线故障 5:主轴电机故障
常见雕刻刀具使用
名称尺寸用途例举 平底尖刀D:刀具直径 A:侧边刃角度 F:顶尖刃半径 2d雕刻; 小字的3d雕刻; 刀尖宽度为0.1-0.2 的可用来制作浮雕 锥刀通常也叫小 尖刀; Φ3.175×30×0.3 D=3.175mm 2A =30度 0.3=2Fmm 锥刀的常见规格:直径(D)有3.175mm和6mm最为常用;刀尖角度(2A)为15、20、30、40、45、60、90;刀尖宽度(2F)有0.1、0.13、0.2、0.3、0.4、 0.5、0.8、1.0 平底铣刀D:刀具直径 H:刀刃长度 立体字切割、2D铣 底; 切割用的最广泛; 也可用来做浮雕、 模具的粗加工 Φ3×30 D=3mm H=30mm 平底铣刀的常见规格:直径(D)有1mm、2mm、3mm、4mm和6mm;刀尖长度(H)为8、10、12、15、17、22、25、32;直径1mm、2mm的刀刃长度通常只做到8、10、12mm 成型刀D:刀具直径 C:刀刃长度 A:尖刃角度 3d雕刻; 导边切割; 雕花 一般厂家销售只 标明角度,如90 度,表示A=90 成型刀有很多种 造型,也叫花边 刀。 成形刀的常见规格:直径(D)有16mm、25mm、32mm等各厂家不一;角度有45、60、90、120等常见成型刀形状: 球头刀D:刀具直径 H:刀刃长度 导边; 浮雕; 模具雕刻 Φ6×30 D=6mm H=30mm 刀头圆角半径就 是3mm 圆头刀的常见规格:直径(D)有1.5mm、2mm、3mm、6mm等, 锥形球刀D:刀具直径 A:侧边刃角度 C:刀刃长度 R:刀头圆角半径 浮雕 模具雕刻 Φ6×30 D=6mm H=30mm 2A =30度 QQ:551682199,雕霸雕刻机
雕刻机出现的常见问题及解决方法
雕刻机出现的常见问题及解决方法 发布者:admin 发布时间:2011-05-10 09:33 浏览次数:163 有很多客户来电问一些雕刻机在使用当中经常出现的问题, 现整理了一份关于雕刻机维修方面的技术资料,以供客户们维修参考: 一:雕刻机一轴或三轴不走动或走动不正常 1:控制卡松动或故障。 2:相对应的轴的驱动器故障。 3:相对应的轴步进电机故障。 4:相对应的连轴器断列或松动。
5:相对应的丝杆断裂或丝杆螺母出现故障。 6:相对应的轴的滑快出现故障。 7:驱动器细分数、电流、与软件中设置不一样。二:雕刻机z轴失控 1:控制卡松动或故障。 2:静电干扰。 3:z轴马达线故障 4:文件路径有误 5:变频器干扰 6:电脑系统有问题或有病毒 7:操作失误 三:错误 1:控制卡松动或故障 2:驱动器故障 3:步进电机故障 4:静电干扰 5:马达线故障 6:数据线故障 7:路径有误 8:连轴器断裂或松动 9:加工速度太快 0:电脑系统问题或病毒
四:雕刻深浅不一 1:控制卡松动或故障 2:步近电机故障 3:驱动器故障或电流细分与软件设置不一致4;z轴马达线故障 5:主轴电机故障 6:变频器干扰或数据设置有误 7:静电干扰 8:电脑病毒或系统问题 五:乱刻 1:控制卡故障 2:变频器干扰 3:文件路径有误 4:静电干扰 5:软件设置有问题 6:驱动器故障或电流细分设置有误 7:数据线故障 8:电脑有病毒或系统问题 六:雕刻机洗底不平 1:主轴与台面不垂直。需校正 2:刀具有问题 3:控制卡有问题
七:雕刻机不能正常回机械原点 1:方向相反 2:控制卡故障或松动 3:限位开关或数据线故障 4:驱动器故障 5:步近电机故障 八:雕刻机雕刻线条较宽怎么办? 解决方法: 1、调整聚焦管的焦距 2、正确调节电流 解决方法: 1、调整聚焦管的焦距 2、正确调节电流 九:雕刻机电脑信号无法传送 造成的原因: 1、软件参数设置不正确 2、机器与电脑没有联机 3、电脑串口有问题 4、软件传输速率与雕刻机波特率设置不一致解决方法: 1、重新设置参数
雕刻刀刀具的选择与使用
雕刻刀刀具的选择与使用 一.刀具的选择: 1.压克力切割加工,推荐使用A系列单刃压克力铣刀。其特点是无烟无味,速度快,效率高。若加工表面需要有磨砂效果,推荐使用双刃三刃螺旋铣刀。 2.密度板切割加工(广告开模用),推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡。进口系列刀具在使用寿命及加工效率上会表现的更为出色。 3.铝板切割加工,推荐使用单刃铝用铣刀。加工过程中不粘刀,速度快,效率高。 4.精密小型浮雕加工,推荐使用圆底尖刀。 5.软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用球头铣刀。 6.加工要求上下表面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀 7.金属雕刻加工,推荐使用金属专用平底尖刀。 8.3D雕刻加工,使用3D雕刻刀。 9.高密度板,实木加工推荐使用单刃实木专用铣刀。 10.多层板的加工,推荐使用直槽铣刀。 11. 下切刀的使用效果,加工产品上表面无毛刺,加工时不会翘板。 二.几种材料的加工速度以及主轴的转速: 1.双色板加工速度一般是500-1500左右转速要控制在200上下不要超过250 2.弗龙板加工速度一般是500-1500左右转速要300左右 3.pvc加工速度一般是500-1000左右转速要300左右 4.亚克力加工速度一般是300-800左右转速控制在350左右不能太低 其中亚克力加工速度受材料的厚度限制越厚的速度越低否则刀具很容易断5mm以下的可以相应的快点 三.文泰中的参数设置 1、平底尖刀
W1:表示刀具的刀柄直径,常用的刀柄直径有∮3.175,∮4,∮6,根据需要而设定。 W2:表示刀尖宽度,它直接影响雕刻效果,设置时要尽量准确,可拿一把精度高点的尺子作大致参考。 A:刀尖部分的两条边的夹角的一半,若为30°刀具,则A设为15,以此类推。 可雕刻材料:双色板,PVC板,有机玻璃,ABS板等。 可切割材料:双色板,ABS板。 用刀原则:雕小字时用W2或A小点的刀,大字时尽量用大刀,以提高加工速度;刀具选择以最窄笔画为准;必要时,在不影响字体效果的前提下,可用节点编辑修改笔画以利于过大刀路径;雕刻胸牌常用30°刀具;若字太小可以换成单线后用“割”算路径。 2、直刀(柱刀) W1:刀具刃部前端宽度,常见的宽度为2MM,1.5MM,一般设置时稍小一点,因其前部一端为方便排屑,修磨出一侧刃,所以实际宽度稍小一点。 H1:刀具刃部长度,切割的材料高度应低于刃部长度,一般H1设为5MM左右即可。 可雕刻材料:双色板,PVC板,有机玻璃,ABS板等。 可切割材料:双色板,ABS板。 因此种刀具多用于科室牌上的大字雕刻,故又称科室牌刀,但雕刻效果略逊于同等宽度的平底尖刀。它切割出的材料边缘为直边,而平底尖刀切割出的材料边多有一个斜边,倾斜的程度视刀具角度而定,角度大,边缘斜度就大些。 3、铣刀 W1:刀具前端的宽度,常用的刀柄直径有∮3.175,∮4,∮6;若切割材料厚度低于10MM的小字时,当采用∮3.175刀切割字要变形,有时也用到刀柄直径从∮3.175变为前端是∮2或者∮1.5的变柄刀具来切割。 H1:刃部长度,切割材料厚度应低于其刃部长度,一般H1根据材料的厚度分为如下几种(比切割材料多2mm,方便排屑)。 12mm: 切10MM及以下材料 17mm: 切15MM材料 22mm: 切20MM材料(PVC多用∮3.175;亚克力用∮4) 可雕刻材料: PVC板,有机玻璃,木板等。 可切割材料: PVC板,有机玻璃,木板等。
【2017年整理】模切加工基础知识
【2017年整理】模切加工基础知识模切加工基础 BASIC DIE-CUTTING 说明:本书由东莞市飞新达精密机械科技有限公司整理,其中有部分内容由模切论坛会员caojunshan333(黑水白鱼)、 ycd5230、wynn、king_8258原创。还有一部分内容为模切论坛其他会员原创,请作者与我们联系,我们将在此作出说明。 目录 第一章模切行业 1 模切的定义及模切所涉及的主要因素 2 模切行业的地域分析及模切行业所涉及的领域 3 模切行业的机密性 第二章模切打样 1 打样目的及过程 2 打样的重要性 3 如何保证样品质量 第三章模切原材料 1 认识原材料 2 材料长度计算 3 模切原材料举例 4 几种常用材料 5 常用材料的主要属性及用途说明 第四章刀模
1 认识刀模 2 激光刀模 3 QDC 模具 4 蚀刻刀模 5 各种刀模的优缺点比较 6 刀模的加工制作 第五章模切机 1 多工位旋转模切机(圆刀机) 2 平压平模切机 3 高性能模切机的体现 4 模切机的发展 第六章模切工艺以及模切制品 1 模切常见的工艺类问题举例 2 材料搭配举例 3 模切工艺的审图过程 4 模切机用途详细举例 第七章附件 1 附件(一) 模切厂商 2 附件(二) 胶带产品--生产流程 3 附件(三) 不干胶标签印刷现状分析 4 附件(四) sony- 索尼凯美高 3M 公司日东电工简介 5 附件(五) 粘胶常识 6 压敏与非压敏材料 第一章模切行业 1 模切的定义及模切所涉及的主要因素
模切是把原材料根据预定形状,通过精密加工和切割的方式使材料形成特定 形状的零配件,属于加工类行业。模切必须涉及以下几个因素:原材料;模切设备;刀模;模切技术人员。 2 模切行业的地域分析及模切行业所涉及的领域 2.1 模切行业的地域分析模切行业进入国内有十几年了,主要地区江苏,深圳,东莞,天津比较多。最近几年深圳地区发展不断 上升,模切公司遍布甚广。 2.2 模切行业所涉及的领域作为模切行业来说,所涉及的领域非常广,包括 电子行业,机械加工行业,食品行业,医疗行业,包装行业 等等。模切产品所涉及到的电子产品和模切产品的用途: 广泛用于电子、电器、MP3、MP4、复印机、数码相机、数码摄像机、笔记本电脑、手机、汽车、仪器仪表、等电子通讯、数码 IT 产品配件,医疗器械等。模切产品的用途也非常广泛,不同模切出来的产品具有不同的材料特性,装在不同的电子部件里,发挥其作用,具有:防震、绝缘、导电屏蔽、胶贴等功能。 各种精密模切: 1.背光模组系列:黑白双面胶,增光膜,扩散膜,反射膜,双面胶等。 2.胶粘系列:3M,NITTO ,SONY,TESA,寺冈系列双面胶及各式单面胶等。 3.保护/缓冲系列:保护膜,静电膜,EVA,PORON 等防震泡棉。 4.绝缘材料:PC,PVC,PET,FORMEX。 5.EMI 屏蔽材料:导电泡棉,导电布胶带,导电铜,铝箔胶带。 6.其它各种高精密模切加工产品。 3 模切行业的机密性模切产业的机密性模切行业属于配套加工行业,但它也是电子产业不可缺少的行业之一.模切行业的产品并不是一个有标准或
机械雕刻机常见故障与解决方法
机械雕刻机常见故障与解决方法 一、一轴或三轴不走动或走动不正常 1、控制卡松动或故障; 2、相对应的轴的驱动器故障; 3、相对应的轴步进电机故障; 4、相对应的连轴器断列或松动; 5、相对应的丝杆断裂或丝杆螺母出现故障; 6、相对应的轴的滑快出现故障; 7、驱动器细分数、电流、与软件中设置不一样; 二、z轴失控 1、控制卡松动或故障; 2、静电干扰; 3、z轴马达线故障; 4、文件路径有误; 5、变频器干扰; 6、电脑系统有问题或有病毒; 7、操作失误 三、出现错误 1、控制卡松动或故障; 2、驱动器故障; 3、步进电机故障; 4、静电干扰; 5、马达线故障; 6、数据线故障; 7、路径有误; 8、连轴器断裂或松动; 9、加工速度太快;1 0、电脑系统问题或病毒 四、雕刻深浅不一 1、控制卡松动或故障; 2、步近电机故障; 3、驱动器故障或电流细分与软件设置不一致; 4、z轴马达
线故障;5、主轴电机故障;6、变频器干扰或数据设置有误;7、静电干扰;8:电脑病毒或系统问题 五、乱刻 1、控制卡故障; 2、变频器干扰; 3、文件路径有误; 4、静电干扰; 5、软件设置有问题; 6、驱动器故障或电流细分设置有误; 7、数据线故障; 8、电脑 有病毒或系统问题 六、洗底不平 1、主轴与台面不垂直。需校正; 2、刀具有问题; 3、控制卡有问题; 4、Z轴驱动器有问题 七、主轴停转 1、主轴内部短路; 2、电流屏蔽; 3、变频器参数设置有误或自身故障; 4、控制卡故障; 5、主轴线或 数据线短路 八、主轴转动声音不正常 1、变频器设置有误; 2、主轴不转; 3、主轴本身 有问题 九、走动或回机械原点时方向相反 1、在记事本中改文件; 2、修改变频器的接线方法; 3:在维宏软件中该转出方向
雕刻机常见故障及解决方法
雕刻机 雕刻机遇到以下常见故障时的解决方法: 一、按钮运动时轴只往一个方向走。 解决方法: 1.共阳极接法,查看DC5V电源供应是否正常,方向信号线是否松动; 2.查看电机线路是否有虚焊。 二、发送软件不能正常打开,雕刻的东西呈现变形。 解决方法: 1.齿条机:检查齿轮齿条是否有间隙,检查减速箱同步带是否松动; 2.丝杠机:查看X,Y轴丝杆及螺丝是否松动; 3.雕刻刀具有问题。 三、信号无法传输: 解决方案: 1.雕刻机参数与电脑设置是否正确。 2.信号线是否连接正确。 四、雕刻产品呈现不洁净状况。 解决方案: 1.刀具钝,有必定磨损,需要磨制。 2.软件中刀具设置是否与实际使用刀具相符。 3.雕刻硬质资料时(如金属、玉石、玻璃等)是否增加润滑剂。 4.刀杆是否同心。 五、机头无法归零位与雕刻机幅面缩小或出界。 解决方案:
1.机头无法归零位或许丝杠错位,需调整丝杠。 2.行程开关损坏。 3.机头无法归零位与雕刻机幅面缩小或出界或许是机器设置中“机型”与实际机型不符。 六、跑刀。 解决方案: 1.未安装地线,呈现静电,导致跑刀、错位。 2.软件中打印机参数与雕刻机打印参数不符。 七、雕刻硬质资料时经常断刀。 解决方案: 1.雕刻硬质资料时需依据不同资料设置不同的雕刻参数、使用不同的刀具。 2.挑选适当的润滑剂。 八、雕刻机发动复位时嘟嘟响或总是撞坏限位开关。 解决方案: 1、顶杆顶不到限位开关,把其较正即可。 2、驱动线接触欠好,设法把驱动线固定牢即可。 3、限位开关线没接好,把线接好即可。 4、限位开关坏,换之即可。 九、雕刻机不能在原点雕刻。 解决方案: 1、文件的版面巨细是否与机器匹配。 2、查看是否设有偏移量(OFFSET),版面设置是否正确。 十、雕刻机设置原点时有时向前、向右偏移间隔不定?
雕刻机刀具使用详解
雕刻机刀具使用详解 木工雕刻机刀具适用指南: 1.压克力切割加工,推荐使用单刃螺旋铣刀,特点是加工时无烟无味,速度快,效率高,不粘屑,真正环保,其特殊的制造工艺保证加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整。加工表面需达到磨砂效果,推荐使用双刃三刃螺旋铣刀。 2.密度板切割加工,推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不帽烟,使用寿命长等特点。 3.铝板切割加工,推荐使用单刃专用铝用铣刀。加工过程中不粘刀,速度快,效率高。 4.精密小型浮雕加工,推荐使用圆底刻刀。 5.软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用单刃螺旋球头铣刀。 6.上下面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀。 7.高密度板,实木推荐使用棱齿铣刀。 8.多层板,夹板加工,推荐使用双刃直槽铣刀。 9.下切刀的使用效果,加工产品上表面无毛刺,加工时不会翘板。 10.压克力镜面雕刻加工推荐使用金刚石雕刻刀。 11.粗加工刨花板等推荐使用多条纹铣刀(end) 雕刻常用的刀具分为四种:平底尖刀、直刀(柱刀)、铣刀、三维异型刀。雕刻刀具的建立通过单击文泰雕刻软件中的“2D”“3D”“割”.. 雕刻常用的刀具分为四种:平底尖刀、直刀(柱刀)、铣刀、三维异型刀。 雕刻刀具的建立通过单击文泰雕刻软件中的“2D”“3D”“割”三个选项中的任一项进入刀具库来完成;刀具库中的“中心尖刀”是非常理想化的刀具,一般情况下不使用它来计算刀路径。 1、平底尖刀 W1:表示刀具的刀柄直径,常用的刀柄直径有∮3.175,∮4,∮6, 根据需要而设定。 W2:表示刀尖宽度,它直接影响雕刻效果,设置时要尽量准确,可拿一把精度高点的尺子作大致参考。 A:刀尖部分的两条边的夹角的一半,若为30°刀具,则A设为15,以此类推。 可雕刻材料:双色板,PVC板,有机玻璃,ABS板等。 可切割材料:双色板,ABS板。 用刀原则:雕小字时用W2或A小点的刀,大字时尽量用大刀,以提高加工速度;刀具选择以最窄笔画为准;必要时,在不影响字体效果的前提下,可用节点编辑修改笔画以利于过大刀路径;雕刻胸牌常用30°刀具;若字太小可以换成单线后用“割”算路径。 2、直刀(柱刀) W1:刀具刃部前端宽度,常见的宽度为2MM,1.5MM,一般设置时稍小一点,因其前部一端为方便排屑,修磨出一侧刃,所以实际宽度稍小一点。 H1:刀具刃部长度,切割的材料高度应低于刃部长度,一般H1设为5MM左右即可。
CNC雕刻机常见问题
学习一下,认识就提高了 3.1 基本常识 1、常见的机械加工方法包括车、铣、刨、磨、钻等,雕刻加工是不是新的加工方法? 不是,雕刻加工是铣加工的一个分支,其加工原理和铣加工完全一致。 2、CNC雕刻加工和CNC铣加工的主要区别是什么? CNC雕刻加工和CNC铣加工都采用了铣削加工原理。主要区别在使用的刀具直径方面,其中CNC铣加工的常用的刀具直径范围是6-40毫米,而CNC雕刻加工的刀具直径为0.2-3毫米。 3、CNC铣加工是不是只能做粗加工,CNC雕刻加工只能做精加工? 回答这个问题之前,我们首先了解一下工艺过程的概念。粗加工过程的加工量大,精加工的加工量小,所以有人习惯性的将粗加工认为是“重切削”、将精加工认为是“轻切削”。实际上,粗加工、半精加工、精加工是工艺过程概念,它代表了不同的加工阶段。 所以,这个问题的准确回答是,CNC铣加工可以做重切削,也可以做轻切削,而CNC雕刻加工只能做轻切削加工。 4、CNC雕刻加工能否做钢类材料的粗加工? 判断CNC雕刻加工能否加工某种材料,主要看能用多大的刀具。CNC雕刻加工使用的刀具决定了它的最大切除能力。如果模具形状允许使用直径超过6毫米的刀具,强烈建议先用数控铣加工,然后用雕刻加工的方法清除剩余的材料。 5、CNC加工中心的主轴增加一个增速头是否能完成雕刻加工? 不能完成。这种产品在2年前曾经在展会上出现过,但没法完成雕刻加工。主
要原因是CNC加工中心的设计考虑了自己的刀具范围,整体结构不适合雕刻加工。产生这种错误想法的主要原因是他们误将高速电主轴当成了雕刻机的唯一特征。 6、CNC雕刻加工可以用到直径很小的刀具,它能否替代电火花加工? 不能替代。虽然雕刻加工缩小了铣加工的刀具直径范围,以前只能用电火花加工的小模具现在可以用雕刻加工实现。但是,雕刻加工刀具的长度/直径比一般在5:1左右。当使用小直径刀具时,只能加工很浅的型腔,而电火花加工过程几乎没有切削力,只要能制造出电极,便能加工出型腔。 7、工件的表面精度是怎样定义的? 表面精度有两种表示方法:Ra和Rr。Ra是说表面形状的平均高度差,Rr是表面形状的最大高度差。当然Ra是比较好达到的。 8.尺寸精度是怎样定义的? 9、影响雕刻加工的因素主要有那些? 机械加工是一个比较复杂的过程,影响它的因素也比较多,主要来说有以下几点:机床特性、刀具、控制系统、材料特性、加工工艺、辅助夹具和周边环境。 10、雕刻机的机械性能主要包括那些,它们如何影响雕刻加工? 雕刻机的机械性能包括平面度、轴间垂直度、定位精度、重复定位精度等。 平面度主要影响板材、工件的找平的难度。 轴间垂直度主要影响工件的尺寸精度,XY轴垂直度较大时的典型表现是长方形的对角线不相等,Z轴和XY平面垂直度较大的典型表现是用平底刀大间距铣平面时,表面不平。
各种雕刻机刀具的用途
各种雕刻机刀具的用途 单槽螺旋刀(硬质合金) 主要功能:二维切割 适用材质:压克力,PVC,中密度板 特点:结合单槽设计强切削力和排屑畅快的优点,而螺旋刃切削又保证切割物面光滑性,在批量加工PVC,中密度板有着上佳的工作效率. 双刃螺旋下切刀(硬质合金) 主要性能:二维切割,二维雕刻 适用材质:天然木料,合成木料也可用于:塑料 特点:专用木料加工刀具,此类双刃刀具用于加工木料及合成木料,碎屑排除方便、刀体坚固,经久耐用,加工效果好(保证表面无毛刺)。 单槽直刃刀具(硬质合金) 主要性能:二维切割 适用材质:软木、中密度和中等硬度的木材。也可用于: 弹性、防磨擦塑胶 特点:结合了开槽设计和单刃几何设计,便于快速切削时碎屑自动清除。 球头铣刀(硬质合金) 主要性能:三维雕刻,二维切割 适用材质:有机(压克力)也可用于:黑色金属 注意事项:球铣刀刃宽的选择,主要取决于曲面雕刻的精度和大小,一般分为二次雕刻,粗雕可以选用刃径较大的,精雕则应选用刃径较小的刀具. 双刃直槽铣刀(硬质合金) 主要性能:二维平面雕刻,二维切割 适用材质:中密度纤维板,硬木,压克力 特点:专为数控雕刻MDF材质而设计,结合了特制硬质合金,硬质刀体和高级刀刃几何,经久耐用.在有色金属粗加工也有着很高的工作效率 清底刀具(硬质合金) 主要性能:铣底 适用材质:有机(压克力),PVC,中密度板 注意事项:任何一台雕刻机在工作时,都要保证雕刻平面的平整,特别在做二维雕刻和三维雕刻时.有些雕刻者往往为了省事,而马虎,其结果雕刻的产品要么不合格,要么需要人工修改 单刃柱刀(硬质合金) 主要性能:二维切割 适用材质:双色板,塑料板也可用于:3MM以下厚压克力 注意事项:切割双色板,如无特殊要求,平常用成品尖刀就可以切割,但尖刀切割后容易钝化,再雕刻就会毛刺.单刃柱刀,设计原理同尖刀,但它是垂直切割,不带有坡度,特别适合镶嵌工艺的设计.
产品知识篇
产品知识篇 一、北京宏尔泰生物技术有限公司简介 北京宏尔泰生物技术有限公司成立于2004年,公司总部位于北京中关村。是一家专业从事功能性纺织品、生物制品、健康器械等高科技健康产品开发与生产的高新技术企业。公司职员绝大多数具有大专以上文化程度,部分拥有经济学、分子生物学、电子工程学硕士学位,曾先后主持参加多项国家级攻关课题。公司拥有训练有素、专业性强的治理团队,确保在产品研发、生产和营销方面,面向全国市场提供优质高效的治理,企划和服务支持。 从2005年5月研发人员借鉴日本先进技术、自主开发出温热型磁性床垫开始,宏尔泰坚持自主创新的原则,逐步开发出一系列的以睡眠产品为主的功能纺织品,以科技服务人民、造福社会。 其中,由宏尔泰公司与北京航空航天大学、中国亚洲负离子协会联合开发、并具有独立自主知识产权的负离子型温热磁性床垫,为功能纺织品行业的首创,为电子行业技术在功能纺织品行业的应用做出了庞大奉献,产生了良好的经济效益和社会效益。 宏尔泰健康睡眠组合产品是由北京宏尔泰生物技术有限 公司与国内多家科研机构、大专院所强强联合开发,并具有自主知识产权的高科技产品。该系列产品运用现代生物前沿技术将纳米级远红外纤维、纳米级负离子纤维、纳米级抗菌杀菌纤维、生物磁科学组合,开创了纳米级睡眠组合系统互动新疗法。产品深受宽敞消费者专门是中老年朋友的喜爱和信任,并远销美国、韩国、日本、俄罗斯、新西兰、等国家。 面向以后,北京宏尔泰生物技术有限公司将如终如一地秉承“杰出、创新、开拓、进取”的企业理念,坚持走质量效益型进展道路,全面加快科技创新,以提升营销服务能力为基础,连续向全国市场提升服力质量和服务水平,持续扩大企业品牌知名度,为功能性纺织品的进展做出奉献!为人类健康事业的进展做出奉献!
激光雕刻机常见问题及解决方法
激光雕刻机常见问题及解决方法 一、激光头不发光 1.按操作面板测试键观察电流表状态; ①没电流:检查激光电源是否接通、高压线是否松动或脱落,信号线是否松动; ②有点流:检查镜片是否破碎、光路是否严重偏移; 2、检查水循环系统是否正常: ①不通水:检查水泵是否损坏或没通电 ②通水:检查进水口、出水口是否接反货水管破裂; 3.能点射,能自检,发送数据不发光(检查电脑设置是否正确) 二、雕刻深浅不一或刻不深 1、检查水循环系统水流是否流畅(水管弯折或水管破裂) 2、检查焦距是否正常(重新校正) 3、检查光路是否正常(重新校正) 4、检查板材上铺纸是否过厚,水量是否过多(重新更正) 5、检查横梁是否平行(调节两边皮带) 6、检查镜片是否破碎(更换) 7、检查镜片或激光管发射端是否受污染(重新清洗) 8、检查水温是否高于30℃(更换循环水) 9、检查激光头或聚焦镜是否松动(加紧) 10、激光点喽光强须达到8mA 11、激光管老化(更换) 三、复位不正常 1、检查传感器是否沾灰,接触不良或受损(擦净传感器上的灰尘或者更换) 2、检查柔性导带数据线是否接触不良或损坏(修剪数据线重新拔插或更换数据线) 3、检查地线接触是否可靠或高压线是否受损(重新接地或更换高压线) 4、电机线接触不良 四、漏刻 1、初始化不正确,已发送数据(更正) 2、操作顺序颠倒(重新输出) 3、静电干扰(检查地线是否脱落) 五、清扫勾边错位,不闭合 1、编辑好的文件是否正确(重新编辑) 2、所选目标是否超出版面(重新选取) 3、检查软件设置是否正确(重新设置) 4、电脑系统有误(重新安装操作系统及软件) 5、检查左右皮带松紧是否一致或后端反带是否太松(反带加紧) 6、检查皮带或同步轮是否打滑、跳齿(加紧同步轮或皮带) 7、检查横梁是否平行(重新调整左右皮带) 六、电脑不能输出 1、检查软件参数设置是否正常(重新设置) 2、雕刻机是否安定位气动再输出(重新输出) 3、检查机器是否事先没复位(重新更正) 4、检查输出串口是否与软件设置串口一致(重新设置) 5、检查地线是否可靠,静电是否干扰数据(重新接地)
激光雕刻机常见故障及解决方法讲解
激光雕刻机常见故障及解决方法 一、激光头不发光 1、按操作面板测试键观查电流表状态:(超高速机,低速机有配电流表,其它机型未配,可自行加装 ①没电流:检查激光电源电源是否接通、高压线是否松动或脱落,信号线是否松脱断开; ②有电流:检查镜片是否破碎、光路是否严重偏移; ③激光管或激光电源有问题; ④主板或接线板是否有问题; 2、检查水循环系统是否正常: ①不通水:检查水泵是否损坏或没通电; ②通水:检查进水口、出水口是否接反或水管破裂; ③水保护是否损坏,水保护线是否断掉; 3、能点射,能自检,发送数据不发光(检查电脑设置是否正确 二、雕刻深浅不一或刻不深 1、检查水循环系统水流是否流畅(水管弯折或水管破裂; 2、检查焦距是否正常(重新校正; 3、检查光路是否正常(重新校正; 4、检查版材上铺纸是否过厚,水量是否过多(重新更正;
5、检查横梁是否平行(调节两边皮带; 6检查镜片是否破碎(更换; 7、检查镜片或激光管发射端是否受污染(重新清洗; 8、检查水温是否高于30C (更换循环水; 9、检查激光头或聚焦镜是否松动(加紧; 10、激光电流光强须达到8mA ; 11、激光管老化(更换:保修期不收费; 12、小车滑块间隙大(更换; 13、主板有问题(更换; 14、激光电源有问题便换; 三、复位不正常 1、检查传感器是否沾灰、接触不良或受损(擦净传感器上的灰尘或更换; 2、检查柔性导带数据线是否接触不良或损坏(修剪数据线重新拔插或更换数据线; 3、检查地线接触是否可靠或高压线是否受损(重新接地或更换高压线; 4、电机线接触不良; 5、驱动器或驱动块有问题; 6、1/M松,电阻排有问题,小板有问题均会复位不正常; 四、漏刻
巩达牌GD-20A雕刻刀万能磨刀机使用说明书
万能磨刀机UNIVERSAL CUTTER GRINDER 型号:GD-20A Model:GD-20A Operation Manual 使用说明书 Series No.: Max Wheel Dia:100 MM 出厂编号最大砂轮直径 Voltage:Power;0.375 电压: 功率: 0.375 KW Inspector: Manufacture Date; 检验员: 出厂日期:
GD-20A万能磨刀机 UNIVERSAL CUTTER GRINDER 一、PERFACE U2万能磨刀机,是随着市场上雕刻业的发展,而精心设计的,主要由机体、砂轮、主轴、驱动装置,微量进给及砂轮整形器、刀架所组成,结构新颖、造型美观、精度高、性能好、使用简单、维修方便、适用:电脑雕刻机、机械雕刻机、模具雕刻机及其高速旋转锥尖刀头、棱磨刃和铣刀端刃,磨削角度准确。是目前万能磨刀机配备较先进的磨刀机型,我公司以质量第一,服务至上为宗旨,诚恳为广大模具雕刻机、电脑雕刻用户服务。 GD-20A Universal Cutter Grinder, with development of the carved industry, precisely designed by engineers. It is made up by main unit, wheel, spindle, drives, micro-feed and the grinding wheel dresser, knife the composition, structure, novel, modeling beautiful, high precision, good performance, easy to use, easy maintenance, applicable: computer engraving machine, machine engraving machine, engraving machine and high-speed rotary die knife cone head, edge grinding, and milling cutter blade cutting edge, grinding angles accurately. Universal Grinder is equipped with more advanced type of sharpener, my company is quality first, service-oriented for the purpose, sincerely for the majority of mold engraving machine, computer engraving User Services