品质异常改善追踪单
品質異常改善追蹤單
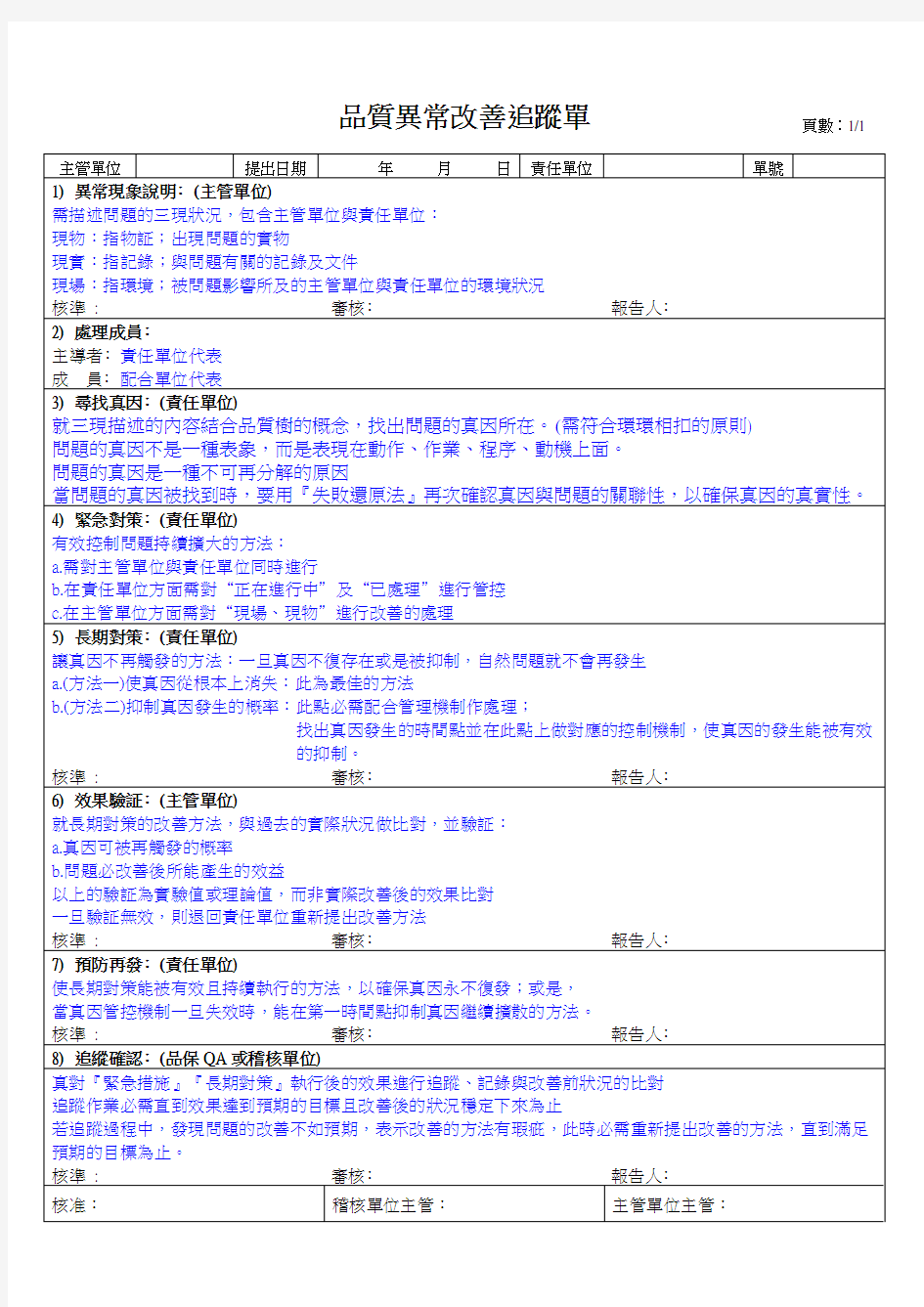
頁數:1/1
制程质量异常报告单
制程质量异常报告单 单位车间班组日期年月日 异常事项 序号时间产品批号产品名称异常工序异常情况检验员1 2 3 1. 异常原因 2. 1. 改善措施 2. 改进检查时间及1. 状况2. 检验员质量管理部经理 生产操作质量检查表 操作人员姓名:填写日期:年月日检查项目实际情形备注 1.操作前的准备工作是否完成 2.是否按操作标准来操作 3.工作场所的布置是否适宜 4.通风、照明、温度等是否符合规定 5.附近环境是整洁 6.对异常状况是否掌握处理程序 7.是否有改进工作方法的意见与建议 1. 8.其他需提出的事项 2. 质检主管:检查人员:
车间:班组:填写日期:年月日 成品不合格加工不合格合格不合格日期产品名称批号产量不合格数 数率 产品质量抽样检测表 序号标准规定的指标名称及要求计量单位实验结果判定结论备注1 2 3 质量性能综合评 定结论 检测依据的标准名称及编号检测机构检测日期 附件目录 其他说明
检查项目实际情形备注1.存放是否定位及是否整洁 2.温度、湿度、通风、照明是否适宜 3.是否备有消防设备 4.危险性物品是否与其他物品隔离 5.良品、不良品未经检验是否分别存放 6.实际的数量是否与账面符合 7.度量衡的器具是否精确 8.存放的地点是否有进出的管理 9.产品的质量是否发生变化 1. 10.其他需提出的事项 2. 自我质量控制检查表 编号:填写日期:年月日检查项目实际情形备注1.是否按检查标准检查 2.感官检查的限度(去掉)样本是否标准 3.检查的仪器、量规是否精准 4.是否有漏检情况 5.漏检的原因 6.对不合格品是否妥善处理 1. 7.其他需提出的情况 2. 质检主管:检查人员:
品质异常处理流程98703
品质异常处理流程 (公开文件,共4页) 一、目的: 规范品质异常处理流程,提高品质异常处理的时效性,确保来料质量及生产的正常运转,同时满足顾客的质量要求。 二、范围: 适用于本公司来料、制程、出货品质异常的处理。 三、定义: 3.1 来料品质异常: a、不符合相关检验标准要求,且不良率超过质量目标时; b、合格物料制程中发现重点物料不合格时; c、有经过改善且有效果确认,但又重复发生品质异常时。 3.2 制程品质异常: a、使用不合格的原料或材料; b、同一缺陷连续发生; c、不遵守作业标准或不遵守工艺要求; d、机械发生故障或精度磨损; e、其他情形影响到产品质量时。 3.3 出货品质异常: a、客户投诉或抱怨; 四、职责 4.1 来料品质异常: 品质:a.负责填写《品质异常联络单》“异常描述”部分; b.负责将《来料检验报告》、《品质异常联络单》发送于采购,抄送工程、生产; c负责品质异常改善结果确认。 采购:负责将《来料检验报告》、《品质异常联络单》发送给供应商并及时与供应商联系跟踪供应商及时回复“原因分析”“纠正与预防措施”并将结果回复品质部. 4.2 制程品质异常: 品质部: a,负责品质异常之最终判定; b,负责确认品质异常责任部门; c,负责主导品质异常案例的处理过程; d,负责对责任单位的改善结果进行追踪确认
异常责任单位: a负责品质异常的原因分析,提出临时措施及长期改善对策并执行。 生产部: a负责品质异常的改善和预防措施的实施及验证改善措施的有效性; 其它相关单位: a在需要时进行异常改善的配合 4.3 出货品质异常: 品质部: a负责将品质异常通知各部门及确定责任部门; b负责异常改善后的跟踪确认; c负责处理客户抱怨 异常责任单位: a负责品质异常的原因分析,提出临时措施及长期改善对策并执行。 生产部: a负责品质异常的改善和预防措施的实施及验证改善措施的有效性; 营业部: a负责将客户抱怨反馈给相关部门。 其它相关单位: a在需要时进行异常改善的配合 五、工作程序: 5.1 进料品质异常: 5.1.1 依相关检验标准判定不合格,针对不合格物料标示“不合格”,并立即移至不良品区域。 5.1.2 异常成立4小时内开立《品质异常联络单》通知采购。 5.1.3 采购接《品质异常联络单》后4小时内转责任供应商。 5.1.4 供应商需于1个工作日内针对异常物料提出临时对策,如对异常内容有疑问,需在4 小时与品质相关人员确认清楚。 5.1.5 供应商必须在《品质异常联络单》要求的期限前(如无明确要求,默认为《品质异常联络单》发出后2个工作日内)回复完整的改善方案。 5.1.6 品质部对供应商回复内容进行确认,针对改善措施不合格部分予以退件,要求供应商重新回复。改善措施合格,则报告予以归档,跟踪后续进料品质状况,依5.1.7执行。 5.1.7 针对供应商改善后产品加严检验,连续追踪3批无异常予以结案,转正常检验;连续追踪3批中途发现不良现象仍存在,则重复5.1.2-5.1.7。 5.1.8 如供应商改善措施回复后连续2个月无进料,则强制结案,后续进料依正常检验执行。 5.1.9
品质异常统计表98827
品质异常统计表 序日期异常问题点原因分析处理措施预防措施责任人跟踪人备注 1 7月1日7421B齿轮箱座穿 线糟太窄,电线穿 不过 表面批锋及铸渣过大; 来料检验员漏检至使不 合格品流入 对现场产品及库存品进行 全检,不合格品通知供应商 到现场进行磨处理 来料检验员按标准检验,发现不合格通 知采购部退回供应商,装配品检员对箱 座重点跟踪,对上工序来料进行接收质 量检查。(7月17日已全部返工完,到 8月3日为止,没出现不合格零件) 谢泽球黎先安 2 7月1日7421B箱体与电器安 装板孔位不对(有品 质员要求只安装三个 螺丝) 箱体焊接时孔位偏; 品检员用拉尺进行测量,测 量误差太大,不能满足精度 要求 现场已对生产部件进行配 装 由品质工程师设计检具对箱体螺丝孔 位置进行检验。 (7月13日检具已做好, 给到品检员) 成浩然秦振伟 3 7月1日电机拖板与中轴板磨 合镶条配合不平行, 电机拖板螺母未锁紧 镶条钻点方法不对,造成 点角度与安装角度不一致, 锁紧螺丝后镶条不平行 已装配成品进行返修,将镶 条反面安装,先安装再配 钻,保证钻点角度与安装 角度一致 先装配镶条再进行配钻黎先安成浩然 4 7月1日60CL封边机输送链 条有长一两节,也有 短两三节,甚至五六 节的(32条有3条出 现此问题) 来料检验未按抽样标准检 验,发现异常未做出拒收处 理 对现有及库存品由装配员 工对链条进行拆解或加长 来料检验员按抽样标准检验,并对此异 常重点检查,品质工程师跟进。(员工 反映:到7月5日-7月23日没有出现 质量问题) 李少文成浩然 5 7月1日MJK1333主锯主轴 放置方法不对,未按 包装要求插入插板放 置 —— 将现有库存平放的主轴优 先使用,防止因长时间放置 产生应力变形 磨床加工后必须插入插板放置,没有插 板不允许生产。 牟敦玉谢泽球 6 7月2日排钻:同一台机脚踏 板有时踩一脚,有时 踩两脚才能运转 ——更换脚踏板 对更换的脚踏板进行测试;长期跟踪使 用稳定性 黎先安秦振伟 序日期异常问题点原因分析处理措施预防措施责任人跟踪人备注
品质不良报告格式.doc
威尔丽特品质不良对策报告书 第 1 页共 2 页 第 2 页共 2 页篇二:品质不良对策报告书 勤拓品质不良对策报告书 . 第 1 页共 3 页 第 2 页共 3 页 第 3 页共 3 页篇三:品质部品质异常检讨报告 品质部品质异常检讨报告 事件问题描述如下: 在6-1至6-3号生产的t8椭圆1/2平钩26*29.5和t8 1/2斜钩v字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。 产品工序责任人如下: 开机技术员:蔡灿军、赖虔洲 品质ipqc:廖仲坤、赖惠兰 点数贴标签:廖凤凤、罗贞凤、吕明 裁管:廖国林 出货检验:易浩 品质部经查证对此事做原因分析如下: 1、商务部的制令单上的图纸没更新只是文字描述。 2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。 3、产品点数贴标签的时候标签贴错了,但当班的ipqc盖章时没检查到位发现问题。 4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给oqc检验确认。 5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。 6、出货检查时oqc检验没及时发现问题杜绝流入客户那里。 7、新来员工及临时工未做相关岗前作业培训,容易放错误。 永久改善纠正措施如下: 1、通知此事件相关负责人,然后召开品质异常检讨会。 2、商务部发出的制令单产品资料要及时更新。 3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。 4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。 5、生产车间5s要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。 6、各部门的岗位职责说明书的制定落实。让工作流程化,制度化。这样大家工作更顺心。 7、各部门的管理制度撰写制定出来,并落实执行到位。 8、成立iso内部审核小姐,对各部门的工作流程、5s、管理制度、作业规范、检验规范等相关事项进行不定期地审核与督导。 对于这件事,作为品质主管的我,在对品质检验员的培训与监督工作没做到位,虽有做品质程序文件及相关表单记录,品质部也有按程序来做事,但没监督品质检验员落实执行到位。现出此品质异常造成了公司的重大损失及有损客户对我司的印象。我愿接受公司对我工作失职处罚及考核! 品质部:篇四:品质异常报告
品质异常报告格式
品质异常报告格式 品质异常报告格式 篇一: 品质部品质异常检讨报告 品质部品质异常检讨报告 事件问题描述如下: 在6-1至6-3号生产的T8椭圆12平钩26*2 9.5和T8 12斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。 产品工序责任人如下:开机技术员: 蔡灿军、赖虔洲 品质IPQC: 廖仲坤、赖惠兰 点数贴标签: 廖凤凤、罗贞凤、吕明 裁管: 廖国林 出货检验: 易浩 品质部经查证对此事做原因分析如下: 1、商务部的制令单上的图纸没更新只是文字描述。
2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。 3、产品点数贴标签的时候标签贴错了,但当班的IPQC盖章时没检查到位发现问题。 4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。 5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。 6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。 7、新来员工及临时工未做相关岗前作业培训,容易放错误。 永久改善纠正措施如下: 1、通知此事件相关负责人,然后召开品质异常检讨会。 2、商务部发出的制令单产品资料要及时更新。 3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。 4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。 5、生产车间5S要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。 6、各部门的岗位职责说明书的制定落实。让工作流程化,制度化。这样大家工作更顺心。 7、各部门的管理制度撰写制定出来,并落实执行到位。
供应商品质异常处理协议书
编号:_______________本资料为word版本,可以直接编辑和打印,感谢您的下载 供应商品质异常处理协议书 甲方:___________________ 乙方:___________________ 日期:___________________
为了明确供应商产品质量责任,确保产品原材料及供应商的产品质量满足本公司需求,保障本公司生产顺利进行,经供、需双方商定达成以下协议。 1. 质量责任: 1.1供方应承担的责任: 1.1.1供方应对自己原材料进行严格的进货检验,对供应商的材料质量进行跟踪考核,建立质量档案。 1.1.2供方应建立完善生产工序的控制管理,必须制定生产过程控制文件和作业指导书等,对产品质量有影响的关键工序 建立质控点,所有质控点供方要有专人负责,每一个质控点有专门的措施和标准,措施和标准能得到有效的实施。 1.1.3供方应使生产完全受控,若有失控,应及时查明原因,并采取相应的纠正预防措施。 1.1.4供方提供的原材料应完全符合需方采购订单及品质规格中明确规定的质量要求,及相应的国际、国家、部委颁发 的有关质量标准(包括隐含的质量需求),超出国际、国家质量要求的,以需方要求为准。 1.1.5供方需保障原材料从出厂至需方收料之前的的包装、运输质量。 1.1.6供方原材料在需方生产过程中发生品质异常造成需方生产线停线或已生产好的产品返工、返修。 1.1.7因供方原材料质量问题造成需方产品出厂后发生批次性质量事故(客户索赔、退货等)。 1.1.8供方原材料问题造成需方产品在用户中出现危及人身、财产安全的。 2. 供方交货需遵守以下规定: 2.1所有供方每批交货时均须有出货检验报告及检验合格标示,其检验内容必须是能保障其材料在需方使用中的性能、功 能、装配、使用性、外观等符合要求,交货后有任何因材料发生的品质问题均由供方负责。 2.2新产品或供方改模、修模必须要送样合格才能批量生产。 2.3供方产品必须要有标识,标识上要有产品名称、型号规格、生产日期、数量、需方的料号等。 2.4供方经需方认定批量供货的产品,不得随意更改设计、工艺、技术参数、外形尺寸等;如确实需要更改,必须先通知 需方,同时须提供样品给需方确认,经需方确认合格后,才能供货,否则造成的一切损失全部由供方承担。 3. 赔偿的具体要求协商确认如下: 3.1供方原材料入厂后发生品质异常,供方不能处理而委托需方全检、加工,所需的返工等全部费用由供方承 担(包括工时费、场地费、管理费、误船费、水电费等),全检的不合格品全部退回供方,并由供方及时补足相应数量。 工时费=处理工时x 20元/ (人.小时) 如供方需要在需方内部全检水电费、场地费每次100元,管理费每次100元。 3.2供方原材料同种产品入厂后连续三次以上(含三次)在需方发生问题,需方品管部有权对供方进行暂扣并暂停检验, 直到问题改善为止。 3.3供方原材料入厂后,在生产线发生品质异常造成需方停线返工、返修时,供方需对需方的返工、返修、停线所造成的 损失(含所有材料损失费用)进行赔偿。 赔偿费用=停线时间(小时)X 300/小时+返工工时X 20元/ (人.小时)+材料损失费 3.4供方的原材料因质量问题造成需方产品在客户使用过程中发生品质异常或在客户中出现危及人身、财产安 全、丧失使用价值造成被客户索赔,所有索赔费用由供方负责。 3.5对退回供方的产品,若供方在下次送货时混入,经需方发现,每次处罚人民币1000元。 3.6需方向供方发出的品质异常单,供方需在1个工作大内回复短期处理方案,7个工作日回复有效的改进预
品质异常处理流程
品质异常处理流程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
品质异常处理流程 1 目的: 为了使品质异常发生时处理过程有据可依有规可循,使重大品质异常能在规定的时间内得到有效改善,防止相同问题重复发生,降低品质成本,确保产品质量符合本公司或客户需求 2 范围: 来料检验、制程控制、出货检验 3 定义:重大品质异常是指品质问题严重有必要开具《品质异常报告》,并由品质部进行特别跟进的质量事件 3.1来料检验 3.1.1当进料检验需要品质工程师确认时开具《品质异常报告》 3.2制程控制 3.2.1 制程外观不良达10%时开具《品质异常报告》 3.2.2 制程组装不良达8%时开具《品质异常报告》 3.2.3 制程性能不良达3%时开具《品质异常报告》 3.2.4 制程条件不能满足工艺需求而导致停线开具《品质异常报告》. 3.2.5 制程连续3天重复出现的品质问题开具《品质异常报告》 3.3出货检查 3.3.1 出货检查外观不良达 5%时开具《品质异常报告》 3.3.2 出货检查性能不良达2% 时开具《品质异常报告》 3.3.3 出货检查连续3天同一款产品重复出现同一个的品质问题开具《品质异常报告》 备注:以上描述的不良范围每个月月底按照品质异常汇总进行修订,逐步强化。 4 运作流程: 4.1 在生产过程中,当作业人员发现产品出现品质异常时第一时间通知生产组长确认,由生产组长开出《品质异常报告》给到生产主管确认后交予生产文员进行编档之后交品质工程师。 4.2《品质异常报告》的填写必须清楚地写明事件发生的日期、时间、地点、批量数、批号、异常数量、不良率、异常状况的描述 4.3 品质工程师对异常的现象进行初步确认,并在《品质异常报告》签收,然后找到PIE,由PIE对异常进行分析处理。 4.4 PIE接到《品质异常报告》后,需在一个小时内对原因进行分析及给出临时方案,如一个小时完成不了,需上报上级主管给予协助处理,现场原因分析清楚后,PIE针对生产实际状况制订临时方案,临时方案里面必须包括仓库原材料库存,生产在制品,成品的处理,并将临时方案填写至《品质异常报告》中; 4.5 由PIE,品质,采购对临时方案进行评审确认是否可行,如异常是设计或者制程不良时,无需采购对临时方案进行评审,当异常为来料不良时,才需采购对此加工方案进行评审)。 4.6 生产部按照评审合格的的方案进行实施。由PIE对异常临时解决方案进行指导,品质部持续跟踪处理结果是否可行。 4.7 品质工程师按照PIE给出的原因分析找到相关责任部门,要求半个工作日内(采购部因需与供应商沟通,可与品质部协商延长此时间,但需在报告上注
品质异常报告内容.
品质异常报告内容: 1. 老化组:15W筒灯老化出现死一边灯珠56个,没有及时反应。 (出现异常及时反应到品质工程部门) 2. 激光组:50W投光灯激光内容错误,客户名称搞错,没有三年 质保,第一次返工后也没有得到相关部门确认。(激光首件要 部门主管确认,品质部,经理审核方可以批量生产) 3. 15W圆形筒灯反光杯掉漆,原因是仓库没有配相对应的支架螺 丝到A拉组长手中。后来自行配螺丝,产生不良品。(每款灯具 都应该匹配相对应的配件,不的私自进行匹配。在物料不足的 情况下应和工程,品质商讨对策解决问题) 4. 100W.50W投光灯来料时有出现反光杯凹凸现象。在生产过程中 没有进行细致挑选,成品老化时才挑选出不良品。(组长领取 物料时要仔细核对物料是否可生产,包括所用到的螺丝配件是 否匹配) 5. 芯片的发光面有胶.灰尘.刮伤等认为造成的不良现象(作业是保 持手指干净,半成品要及时用薄膜包裹起来,使用电批。洛 铁,要规范操作流程) 6. 筒灯面盖出现掉漆。刮花。黑点等不良现象(生产是没有清洁 拉线上的杂物,灰尘等,组装时员工手指不干净,建议分工艺 流程生产,敏感工位需带手套。老化时,该清洁旋转台上的灰 尘杂物等,结束后用薄膜包裹起来,统一区域摆放。 7. AL订单需要更换驱动线,出现连焊。焊反线。(组长在更换驱 动段子线的时候要交待清楚员工怎样正确操作。老化装驱动时 应先试点再上老花机,防止个、短路,炸板。减少驱动的不良 率。 8. 5W COB 灯杯包装成品时出现两种规格的彩盒(如是特殊情况 下,因该得到相关部门的认可,把两种规格的成品分开包装, 不等混装。) 9. AL力卓驱动端子线不配套的现象(以后用到配套端子线的驱 动,该有公司提供,减少不必要的损失) 10. AL驱动激光内容与样品不符合(以后下采购订单需要把激光内 容附在合同上面,由激光组提供,品质确认。经理,老板审 核) 11. 7W天花灯3000套与公司样品不一。(下采购合同时并把样品 (色板)一并提供给供应商。
品质异常报告内容
品质异常报告内容: 1.老化组:15W筒灯老化出现死一边灯珠56个,没有及时反应。(出现异常及 时反应到品质工程部门) 2.激光组:50W投光灯激光内容错误,客户名称搞错,没有三年质保,第一次 返工后也没有得到相关部门确认。(激光首件要部门主管确认,品质部,经理审核方可以批量生产) 3.15W圆形筒灯反光杯掉漆,原因是仓库没有配相对应的支架螺丝到A拉组 长手中。后来自行配螺丝,产生不良品。(每款灯具都应该匹配相对应的配件,不的私自进行匹配。在物料不足的情况下应和工程,品质商讨对策解决问题) 4.100W.50W投光灯来料时有出现反光杯凹凸现象。在生产过程中没有进行细 致挑选,成品老化时才挑选出不良品。(组长领取物料时要仔细核对物料是否可生产,包括所用到的螺丝配件是否匹配) 5.芯片的发光面有胶.灰尘.刮伤等认为造成的不良现象(作业是保持手指干净, 半成品要及时用薄膜包裹起来,使用电批。洛铁,要规范操作流程) 6.筒灯面盖出现掉漆。刮花。黑点等不良现象(生产是没有清洁拉线上的杂物, 灰尘等,组装时员工手指不干净,建议分工艺流程生产,敏感工位需带手套。 老化时,该清洁旋转台上的灰尘杂物等,结束后用薄膜包裹起来,统一区域摆放。 7.AL订单需要更换驱动线,出现连焊。焊反线。(组长在更换驱动段子线的时 候要交待清楚员工怎样正确操作。老化装驱动时应先试点再上老花机,防止个、短路,炸板。减少驱动的不良率。 8.5W COB 灯杯包装成品时出现两种规格的彩盒(如是特殊情况下,因该得到 相关部门的认可,把两种规格的成品分开包装,不等混装。) 9.AL力卓驱动端子线不配套的现象(以后用到配套端子线的驱动,该有公司 提供,减少不必要的损失) 10.AL驱动激光内容与样品不符合(以后下采购订单需要把激光内容附在合同 上面,由激光组提供,品质确认。经理,老板审核) 11.7W天花灯3000套与公司样品不一。(下采购合同时并把样品(色板)一并 提供给供应商。 12.芯片试电时该选用小驱动输出试点,拒接使用直流测试仪批量测试。 13.生产拉线必须接地,工人必须佩戴静电手环(每天都要有填写检测报告) 14.老化组需要配一条1M高的梯子(可以站在上面观察上层的成品有没有异常)
品质异常处理报告
品质异常报告 编号: 表单编号:MS-QR-QP16-QA-002 V.0.0 Page :1 OF 1 工艺代号: 工序名称: 发 现 人: 发生日期: 工作(订)单号: 不 良 数: 工件总数: 处理期限: 不良现象描述: 提出人: 不良现象对交付压力/质量风险的影响: 当判断交付压力高时,产品工程师组织输出《在线质量问题评审 记录表》以支持决策 产品工程师签字: 判断是否继续处理:□是(进入品质异常处理环节) □否(填写理由后交生产线经理核准) 确认人: 核准(品控经理): 品 质 异 常 处 理 事态处理方案: 处理人: 批准: 效果验证(判定库存产品隔离暂停发货时填写) IPQC 验证: 故障原因分类:不良品名称: 不良品规格型号: 不良品编号: □来料不良 □设计不良 □工艺不良 □作业不良 □其它 责任部门: 、 、 、 责任部门人员确认签名: 、 、 、 具体原因分析(此栏不够填写时可增加附页): 处理人: 批准: 处理方案: 物料处理方案:□退货 □筛选 □返工 □让步接收 □报废 □其它: 组件/整机处理方案:□返工产品 返工是否存在不利影响 □否,□是,明确不利影响的控制方式 □重新定义作业标准 让步放行 □外观 □非外观 数量: 处理方案详细描述(此栏不够填写时可增加附页): 效果验证 是否发出不良材料处理通知单:□是(不良材料处理单号: ); □否 IPQC 验证: MQA 工程师审 核: 纠 正 措 施 是否启动纠正措施处理单:□是(纠正措施单号: ); □否 (说明理由后交部门主管核准) MQA 工程师签名: 批准(部门主管): 注:1)不合格物料涉及在线、半成品库、成品库的处理方案由产品工程师制定并填写在本表格的纠正处理方案栏,涉及原材料库、 在检、在途、在供应商处的物料处理方案由IQC 制定并根据实际情况发出《进料处理处理单》给采购,由采购发出。《进料处理处理单》与本《品质异常报告》一并归档。 2)纠正处理方案栏应详述处理方案,并注明执行部门,必要时可另加附页。 3)品质异常处理过程中产生的《在线质量问题评审记录表》与本品质异常报告一并归档;如果有《纠正预防措施报告》,则《纠正预防措施报告》可以与《品质异常报告》一起归档或在《品质异常报告》上引用其编号。 Ⅲ□ 质量风险 交付 压力 Ⅱ□ Ⅳ□ Ⅰ□