加氢精制设计工艺计算
加氢精制装置工艺计算
2008年9月20 日
目录
第一章加氢精制原料油选择及产品性质…………………1页
1 .加氢精制原料油的选择…………………………1页
2 .加氢精制产品性质………………………………1页第二章装置加工能力的确定及物料平衡…………………1页
1.加氢精制装置加工能力的确定…………………1页
2.加氢精制装置相关物料平衡计算………………1页
3 加氢催化剂的选择………………………………1页第三章装置新氢耗量计算………………………………页
1.氢气来源…………………………………………
2.新氢耗量计算……………………………………
第四章装置气体平衡及物料平衡计算………………1页
1 装置气体平衡计算……………………………
2 装置物料平衡计算……………………………
第五章反应器工艺计算……………………………………
1.反应器内反应热计算…………………………
2.反应器床层温升的计算………………………
3.反应器直径的计算……………………………
第六章系统换热方案…………………………………1页第七章反应系统压力降计算…………………………1页
第八章加热炉热负荷计算………………………………1页
第九章塔及冷换设备计算………………………………1页
第十章安全阀计算………………………………………1页
第十一章泵及压缩机核算…………………………………1页
第十二章加氢园筒炉工艺计算……………………………1页
第一章原料油选择要求及生成油、产品性质
加氢精制装置主要选择二次加工装置的中间馏分油为原料,这部分含硫、氮、氧、烯烃的馏分油稳定性较差,不能作为产品直接进入市场,需经过加氢精制装置处理,饱和烯烃、脱去硫、氮、氧非烃化合物及重金属。如焦化装置的汽油、柴油及催化裂化装置的柴油,这些馏分油含有大量硫、氮、氧化合物及烯烃,稳定性较差,必须进入加氢精制装置进行加氢处理后方可车用。
1.加氢精制装置对原料油选择要求:
①为防止原料油中灰分及固体颗粒被吸附在催化剂表面使催化剂中毒,或堵塞催化剂间的空隙引起床层压降增大,要求原料油中灰分及固体含量不大于0.005%.
②原料油含水,会造成催化剂粉碎及裂解活性物质流失,要求原料油含水量控制不大于0.5%。
③装置加工两种以上原料油时,由于原料组分不同、比重不同、反应热也不同,会影响催化剂反应及反应器床层温度的稳定。原料进装置前必须混合均匀。
④原料油含硫量一般控制范围为0.3~2%。较低的含硫量,会影响催化剂
的正常运行,需补硫维持催化剂硫化态运行。较高的含硫量,会造成循环氢中硫化氢含量超标,产生硫化氢腐蚀,需采取循环氢脱硫措施。
⑤原料油中胶质、沥青质对加氢催化剂运行不利,胶质、沥青质不能进行反应转换为烃类,只能缩合形成焦碳吸附或覆盖在催化剂表面,使催化剂失活,导至加氢装置不能正常运行。
目前加氢精制原料一般选择焦化汽油、焦化柴油、催化柴油为原料。也有的参炼其它二次油来补充加氢装置原料。
原料油性质
焦化苯加氢精制工艺研究
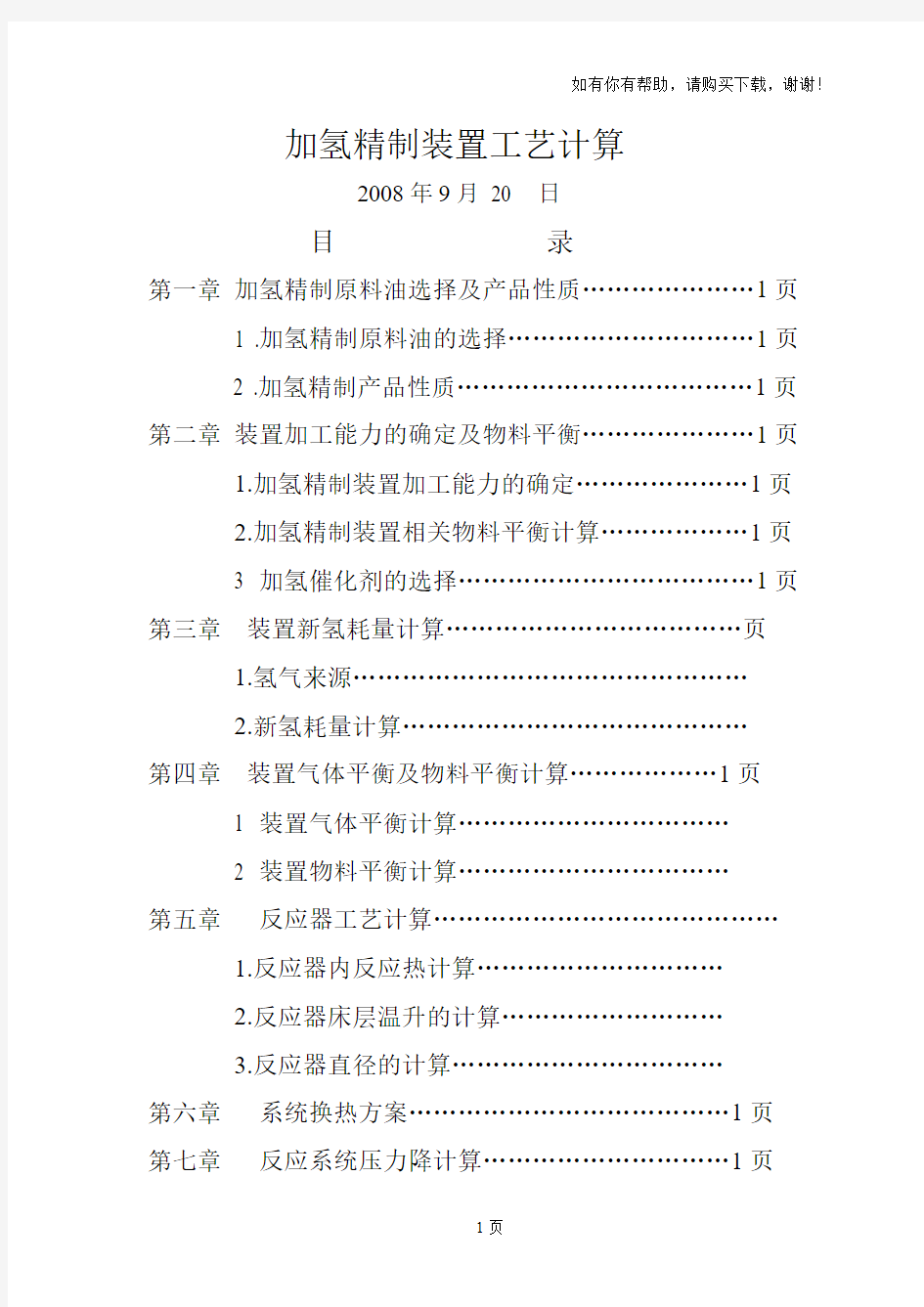
纯苯是重要的石油化工基本原料,苯的产量 和生产技术水平也是一个国家石油化工发展水平的重要标志之一。 用于生产苯乙烯等化工产品的原料只能是石油苯,焦化苯是不能直接用作化工原料的,到目前为止焦化苯绝大多数用在溶剂和涂料等方面,然而石油苯资源是有限的,况且随着石油化工的发展,苯的需求量将猛增,为了适应石油化工的发展,扩大化工原料苯的来源迫在眉睫,因此对焦化苯进行精制是首选的课题[1]。我国的焦化苯资源极为丰富,约占我国苯总产量的20%,但由于含有各种噻吩等硫化物和碱性氮化物等含氮化合物杂质,特别是硫化物,如0.2%~1.66%的噻吩等,从而限制了它的进一步深加工利用,它不能直接用于有机化工合成,必须预先进行精制。 1 实验部分 1.1 加氢精制基本原理 焦化苯中含有的硫化物中主要有噻吩类和 硫醇类,氮化物中主要有碱性氮和有机氮化物。噻吩加氢生成硫化氢和烃类;氮化物加氢生成氨和烃类; 用水洗的方法将碱性氮、硫醇除掉。 焦化苯加氢精制工艺流程图见图1。 1.3催化剂性质 催化剂性质见表1。 表1催化剂性质Table 1 Catalyst properties 孔容/(mL ·g -1)比表面积/(m 2·g -1)形状侧压强度/(N ·cm -1)堆积密度/(g ·mL -1)0.416 198.9 条形 352.8 0.85 焦化苯加氢精制工艺研究* 第38卷第5期2009年10月当代化工Contemporary Chemical Industry Vo1.38, No.5October ,2009 *收稿日期:2009-09-14作者简介:苏波(1972-),男,辽宁辽阳人,工程师,1994年毕业于北京化工大学,现从事石油化工工艺设计。电话:0413-*******, E-mail :suboo@https://www.360docs.net/doc/d011798969.html, 。 苏波,曾蓬 摘要:介绍一种焦化苯加氢精制脱除杂质的工艺方法。该技术采用加氢精制,精制后的产品 噻吩脱除率99.99%以上、 总硫脱除率>99%、碱性氮脱除率100%、总氮脱除率>99%、液收>99%,精制苯中总硫质量分数<1×10-6,检测不出总氮。精制后的产品符合石油苯国家标准的质量要求,可用于有机化工合成。关 键 词:焦化苯;加氢;精制;脱硫; 中图分类号:TQ 241.1+1 文献标识码:A 文章编号:1671-0460(2009)05-0475-04 (中国石油集团工程设计有限责任公司抚顺分公司,辽宁抚顺113006) 图1 焦化苯加氢精制工艺流程图 Fig .1 Process flow diagram of coking benzene hydrorefining
加氢裂化工艺流程概述
加氢裂化工艺流程概述 全装置工艺流程按反应系统(含轻烃吸收、低分气脱硫)、分馏系统、机组系统(含PSA系统)进行描述。 1.1反应系统流程 减压蜡油由工厂罐区送入装置经原料升压泵(P1027/A、B)后,和从二丙烷罐区直接送下来的轻脱沥青油混合,在给定的流量和混合比例下原料油缓冲罐V1002液面串级控制下,经原料油脱水罐(V1001)脱水后,与分馏部分来的循环油混合,通过原料油过滤器(FI1001)除去原料中大于25微米的颗粒,进入原料油缓冲罐(V1002),V1002由燃料气保护,使原料油不接触空气。 自原料油缓冲罐(V1002)出来的原料油经加氢进料泵 (P1001A,B)升压后,在流量控制下与混合氢混合,依次经热高分气/混合进料换热器(E1002)、反应流出物/混合进料换热器(E1001A,B)、反应进料加热炉(F1001)加热至反应所需温度后进入加氢精制反应器(R1001),R1001设三个催化剂床层,床层间设急冷氢注入设施。R1001反应流出物进入加氢裂化反应器(R1002)进行加氢裂化反应,两个反应器之间设急冷氢注入点,R1002设四个催化剂床层,床层间设急冷氢注入设施。R1001反应流出物设有精制油取样装置,用于精制油氮含量监控取样。 由反应器R1002出来的反应流出物经反应流出物/混合
进料换热器(E1001)的管程,与混合原料油换热,以尽量回收热量。在原料油一侧设有调节换热器管程出口温度的旁路控制,紧急情况下可快速的降低反应器的入口温度。换热后反应流出物温度降至250℃,进入热高压分离器(V1003)。热高分气体经热高分气/混合进料换热器(E1002)换热后,再经热高分气空冷器(A1001)冷至49℃进入冷高压分离器(V1004)。为了防止热高分气在冷却过程中析出铵盐堵塞管路和设备,通过注水泵(P1002A,B)将脱盐水注入A1001上游管线,也可根据生产情况,在热高分顶和热低分气冷却器(E1003)前进行间歇注水。冷却后的热高分气在V1004中进行油、气、水三相分离。自V1004底部出来的油相在V1004液位控制下进入冷低压分离器(V1006)。自V1003底部出来的热高分油在V1003液位控制下进入热低压分离器(V1005)。热低分气气相与冷高分油混合后,经热低分气冷却器(E1003)冷却到40℃进入冷低压分离器(V1006)。自V1005底部出来的热低分油进入分馏部分的脱丁烷塔第29层塔盘。自V1006底部出来的冷低分油分成两路,一路作为轻烃吸收塔(T1011)的吸收油,吸收完轻烃的富吸收油品由T-1011的塔底泵P-1016再打回进冷低分油的进脱丁烷塔线。依次经冷低分油/柴油换热器(E1004)、冷低分油/减一线换热器(E1005A,B)、冷低分油/减二线换热器(E1014)和冷低分油/减底油换热器(E1015),分别与柴油、减一线油、减二
常用液压公式
常用液压公式 ***********************流体力学部分************************ 1.压力与力的关系 F p A = 211N Pa m = 210.11/b a r M P a k g f c m =≈ 9.8/f N k g ≈ 2.流量 /()/q V t A s t A v ==?=? 3.液压功率 P p q =? 4.流量连续性方程 1122Av A v = 5.伯努利方程 2 tan 2p v g h cons t ρ?++= 6.静压力方程 22ges st p p gh v ρ ρ=++ ges p :静压力 st p :大气压 gh ρ:因液柱高度产生的压力(产生位能) 22 v ρ:背压(产生动能) 7.雷诺数 Re h vd υ= v :流动的速度(m/s )
h d :水里直径,圆形截面管道等于内径,其余用4/h d A U = A :截面面积 U :截面周长 υ:动力学粘度(2/m s ) 临界雷诺数:Re cr h cr v d υ= Re Re cr <:层流 Re Re cr >:紊流 8.流量压差公式(薄壁小孔流量公式) c c v c d q A v C C A C A ===c A :收缩截面的面积 c v :截面处的流速 v C :速度系数,v C =ζ:局部压力损失系数,通常由实验得出,可查阅手册资料 c C :截面收缩系数,0 c c A C A = 0A :小孔的截面积 p ?:小孔前后压力差 d C :流量系数,d v c C C C = ***********************动力原件部分************************ 9.液压泵理论流量 t q Vn = V :泵的排量 n :泵轴转速 10. 液压泵实际流量
精馏塔工艺工艺设计方案计算
第三章 精馏塔工艺设计计算 塔设备是化工、石油化工、生物化工、制药等生产过程中广泛采用的气液传质设备。根据塔内气液接触构件的结构形式,可分为板式塔和填料塔两大类。 板式塔内设置一定数量的塔板,气体以鼓泡或喷射形势穿过板上的液层,进行传质与传热,在正常操作下,气象为分散相,液相为连续相,气相组成呈阶梯变化,属逐级接触逆流操作过程。 本次设计的萃取剂回收塔为精馏塔,综合考虑生产能力、分离效率、塔压降、操作弹性、结构造价等因素将该精馏塔设计为筛板塔。 3.1 设计依据[6] 3.1.1 板式塔的塔体工艺尺寸计算公式 (1) 塔的有效高度 T T T H E N Z )1( -= (3-1) 式中 Z –––––板式塔的有效高度,m ; N T –––––塔内所需要的理论板层数; E T –––––总板效率; H T –––––塔板间距,m 。 (2) 塔径的计算 u V D S π4= (3-2) 式中 D –––––塔径,m ; V S –––––气体体积流量,m 3/s u –––––空塔气速,m/s u =(0.6~0.8)u max (3-3) V V L C u ρρρ-=max (3-4) 式中 L ρ–––––液相密度,kg/m 3
V ρ–––––气相密度,kg/m 3 C –––––负荷因子,m/s 2 .02020?? ? ??=L C C σ (3-5) 式中 C –––––操作物系的负荷因子,m/s L σ–––––操作物系的液体表面张力,mN/m 3.1.2 板式塔的塔板工艺尺寸计算公式 (1) 溢流装置设计 W OW L h h h += (3-6) 式中 L h –––––板上清液层高度,m ; OW h –––––堰上液层高度,m 。 3 2100084.2??? ? ??=W h OW l L E h (3-7) 式中 h L –––––塔内液体流量,m ; E –––––液流收缩系数,取E=1。 h T f L H A 3600= θ≥3~5 (3-8) 006.00-=W h h (3-9) ' 360000u l L h W h = (3-10) 式中 u 0ˊ–––––液体通过底隙时的流速,m/s 。 (2) 踏板设计 开孔区面积a A : ??? ? ??+-=-r x r x r x A a 1222sin 1802π (3-11)
精馏塔工艺设计
一、苯-氯苯板式精馏塔的工艺设计任务书 (一)设计题目 设计一座苯-氯苯连续精馏塔,要求年产纯度为98.5%的苯36432吨,塔底馏出液中含苯1%,原料液中含苯为61%(以上均为质量百分数)。 (二)操作条件 1.塔顶压强4kPa(表压) 2.进料热状况:饱和蒸汽进料 3.回流比:R=2R 4.单板压降不大于0.7kPa min (三)设计内容 设备形式:筛板塔 设计工作日:每年330天,每天24小时连续运行 厂址:青藏高原大气压约为77.31kpa的远离城市的郊区 设计要求 1.设计方案的确定及流程说明 2.塔的工艺计算 3.塔和塔板主要工艺尺寸的确定 (1)塔高、塔径及塔板结构尺寸的确定 (2)塔板的流体力学验算 (3)塔板的负荷性能图绘制 (4)生产工艺流程图及精馏塔工艺条件图的绘制 4、塔的工艺计算结果汇总一览表 5、对本设计的评述或对有关问题的分析与讨论 (四)基础数据
1.组分的饱和蒸汽压 i p (mmHg ) 2.组分的液相密度ρ(kg/m 3 ) 3.组分的表面张力σ(mN/m ) 4.液体粘度μ(mPa ?s )
5.Antoine常数 二、苯-氯苯板式精馏塔的工艺计算书(精馏段部分) (一)设计方案的确定及工艺流程的说明 原料液经卧式列管式预热器预热至泡点后送入连续板式精馏塔(筛板塔),塔顶上升蒸汽流采用强制循环式列管全凝器冷凝后一部分作为回流液,其余作为产品经冷却后送至苯液贮罐;塔釜采用热虹吸立式再沸器提供汽相流,塔釜产品经卧式列管式冷却器冷却后送入氯苯贮罐。 典型的连续精馏流程为原料液经预热器加热后到指定的温度后,送入精馏塔的进料板,在进料上与自塔上部下降的回流液体汇合后,逐板溢流,最后流入塔底再沸器中。在每层板上,回流液体与上升蒸气互相接触,进行热和质的传递过程。操作时,连续地从再沸器取出部分液体作为塔底产品(釜残液),部分液体汽化,产生上升蒸气,依次通过各层塔板。塔顶蒸气进入冷凝器中被全部冷凝,并将部分冷凝液用泵送回塔顶作为回流液体,其余部分经冷却器后被送出作为塔顶产品(馏出液)。 (二)全塔的物料衡算 1.料液及塔顶底产品含苯的摩尔分率 苯和氯苯的相对摩尔质量分别为78.11 kg/kmol和112.6kg/kmol
渣油加氢工艺流程
第一节工艺技术路线及特点 一、工艺技术路线 300×104t/a渣油加氢脱硫装置采用CLG公司的固定床渣油加氢脱硫工艺技术,该工艺技术满足操作周期8000h、柴油产品硫含量不大于500ppm、加氢常渣产品硫含量不大于0.35w%、残炭不大于5.5w%、Ni+V不大于15ppm的要求。 二、工艺技术特点 1、反应部分设置两个系列,每个系列可以单开单停(单开单停是指装置二个系列分别进行正常生产和停工更换催化剂)。由于渣油加氢脱硫装置的设计操作周期与其它主要生产装置不一致,从全厂生产安排的角度,单开单停可以有效解决原料储存、催化裂化装置进料量等问题,并使全厂油品调配更灵活。 2、反应部分采用热高分工艺流程,减少反应流出物冷却负荷;优化换热流程,充分回收热量,降低能耗。 3、反应部分高压换热器采用双壳、双弓型式,强化传热效果,提高传热效率。 4、反应器为单床层设置,易于催化剂装卸,尤其是便于卸催化剂。 5、采用原料油自动反冲洗过滤器系统,滤除大于25μm以上杂质,减缓反应器压降增大速度,延长装置操作周期。 6、原料油换热系统设置注阻垢剂设施,延长操作周期,降低能耗,而且在停工换剂期间可减少换热器和其它设备的检修工作。 7、原料油缓冲罐采用氮气覆盖措施,以防止原料油与空气接触从而减轻高温部位的结焦程度。 8、采用炉前混氢流程,避免进料加热炉炉管结焦。 9、第一台反应器入口温度通过调节加热炉燃料和高压换热器旁路量来控制,其他反应器入口温度通过调节急冷氢量来控制。 10、在热高分气空冷器入口处设注水设施,避免铵盐在低温部位的沉积。 11、循环氢脱硫塔前设高压离心式分离器除去携带的液体烃类,减少循环氢脱硫塔的起泡倾向,有利于循环氢脱硫的正常操作。 12、设置高压膜分离系统,保证反应氢分压。 13、冷低压闪蒸罐的富氢气体去加氢裂化装置脱硫后去PSA回收氢气。 14、新氢压缩机采用二开一备,每台50%负荷,单机负荷较小,方便制造,且装置有备机。 15、分馏部分采用主汽提塔+分馏塔流程,在汽提塔除去轻烃和硫化氢,降低分馏塔材质要求。 分馏塔设侧线柴油汽提塔及中段回流加热原料油,降低塔顶冷却负荷,提高能量利用率,减小分馏塔塔径。 16、利用常渣产品发生部分低压蒸汽。通过对装置换热流程的优化,把富裕热量集中在温位较高的常渣产品,发生低压蒸汽。 17、考虑到全厂能量综合利用,正常生产时常渣在150℃送至催化裂化装置。在催化裂化装置事故状态下,将常渣冷却至90℃送至工厂罐区。 18、催化剂预硫化按液相预硫化方式设置。 三、工艺流程说明 (一)工艺流程简述 1、反应部分 原料油自进装置后至冷低压分离器(V-1812)前的流程分为两个系列,以下是一个系列的流程叙述: 原料油在液位和流量的串级控制下进入滤前原料油缓冲罐(V-1801)。原料从V-1801底部出来由原料油增压泵(P1801/S)升压,经中段回流油/原料油换热器(E-1801AB)、常渣/原料油换热器(E-1802AB、E-1803AB)分别与中段回流油和常渣换热,然后进入原料油过滤器(S-1801)以除去原料油于25μm的杂质。过滤后的原料油进入滤后原料油缓冲罐(V-1802),原料油从V-1802底部出来后由加氢进料泵(P1802/S)升压,升压后的原料油在流量控制下进入反应系统。 原料油和经热高分气/混合氢换热器(E-1805AB)预热后的混合氢混合,混合进料经反应流出物/反应进料换热器(E-1804)预热后进入反应进料加热炉(F-1801)加热至反应所需温度进入第一台加氢反应器(R-1801),R-1801的入口温度通过调节F-1801的燃料量和E-1804的副线量来控制,R-1801底部物流依次通过其它三台反应器(R-1802、R-1803、R-1804),各反应器的入口温度通过调节反应器入口管线上注入的冷氢量来控制。从R-1804出来的反应产物经过E-1804换热后进入热高压分离器(V-1803)进行气液分离, V-1803底部出来的热高分液分别在液位控制下减压后,进入热低压分离器(V-1804)进行气液分离,V-1803顶部出来的热高分气分别经热高分气/混合氢换热器、热高分气蒸汽发生器(E-1806)换热后进入热高分气空冷器(E-1807),冷却到52℃进入冷高压分离器(V-1806)进行气、油、水三相分离。 为了防止铵盐在低温位析出堵塞管路,在热高分气空冷器前注入经注水泵(P-1803/S)升压后的脱硫净化水等以溶解铵盐。 从V-1806顶部出来的冷高分气体(循环氢)进入高压离心分离器(V-1807)除去携带的液体烃类,减少循环氢脱硫塔(C-1801)的起泡倾向。自V-1807顶部出来的气体进入C-1801底部,与贫胺液在塔逆向接触,脱除H2S,脱硫溶剂采用甲基二乙醇胺(MDEA),贫胺液从贫胺液缓冲罐(V-1809)抽出经贫溶剂泵(P-1804/S)升压后进入C-1801顶部,从塔底部出来的富胺液降压后进入富胺液闪蒸罐(V-1810)脱气。富液脱气后出装置去溶剂再生,气体去硫磺回收。 自C-1801顶不出来的循环氢进入循环氢压缩机入口分液罐(V-1808)除去携带的胺液,V-1808顶部出来的循环氢分成两路,一路去氢提浓(ME-1801)部分,提浓后的氢气经提浓氢压缩机(K-1804)升压后与新氢压缩机(K-1802A.B.C)出口新氢汇合,释放气去轻烃回收装置;另一路进入循环氢压缩机(K-1801)升压,升压后的循环氢分为三部分,第一部分与新氢压缩机来的新氢混合,混合氢去反应部分;第二部分作为急冷氢去控制反应器入口温度;第三部分至E-1807前作为备用冷氢和K-1801反飞动用。循环氢压缩机选用背压蒸汽透平驱动的离心式压缩机。 从两个反应系列的冷高压分离器底部出来的冷高分液分别在液位控制下减压混合后,进入冷低压分离器(V-1812)进行气液分离,冷低分液体在液位控制下从罐底排出并进入热低分气/冷低分液换热器(E-1809)、柴油/冷低分油换热器(E-1811)、常渣/冷低分油换热器(E-1812)换热后进入汽提塔(C-1803)。V-1812顶部出来的冷低分气去轻烃回收装置脱硫。 冷高压分离器底部的含H2S、NH3的酸性水进入酸性水脱气罐(V-1823)集中脱气后送出装置。 两个反应系列的热低分油在液位控制下从V-1803底部排出去分馏部分。热低分气体经E-1809换热后进入热低分气空冷器(E-1810)冷却到54℃,然后进入冷低压闪蒸罐(V-1811)进行气液分离,为了防止在低温位的地方有铵盐析出堵塞管路,在E-1810前注水以溶解铵盐。V-1811顶部出来的富氢气体直接送至加氢裂化装置进行脱硫,然后去PSA装置回收氢气;从下部出来的冷低压闪蒸液进入到冷低压分离器。 新氢从全厂氢网送入,进入新氢压缩机经三段压缩升压后分两路分别与两个系列循环氢压缩机出口的循环氢混合,混合氢气分别返回到各自的反应部分。新氢压缩机设三台,二开一备,每一台均为三级压缩,每台的一级入口设入口分液罐,级间设冷却器和分液罐。 2、分馏部分 来自反应部分的热低分油与经加热后的冷低分液一起进入汽提塔(C-1803)。塔底采用水蒸汽汽提。塔顶部气相经汽提塔顶空冷器(E-1814)冷凝冷却后进入汽提塔顶回流罐(V-1814)进行气液分离,V-1814气体与冷低分气一起出装置送至轻烃回收统一脱硫;V-1814底部出来的液体经汽提
工艺专业塔器水力学计算设计导则
1 塔器设计概述 1.1 石油化工装置中塔器占有很大的比重。几乎每种工艺流程都存在蒸馏或吸收等分离单元过程,因此塔器设计至关重要。往往塔器设计的优劣,决定着装置的先进性和经济性,必须给予重视。 1.2 塔器设计与工艺流程设计有着非常密切的关系,亦即塔器的选型和水力学计算与工艺流程的设计计算是结合在一起的。有时塔器设计影响着分离流程和操作条件的选择。例如减小蒸馏塔的回流比,能降低能耗,但塔板数增加,对塔器讲就是减小塔径和增加塔高,其中必有一个最经济条件的选择。又如真空塔或对釜温有要求的蒸馏塔均对压降要求较严,需要选择压降低的板式塔或填料塔,在塔器水力学计算后,压降数据要返回工艺作釜温核算。 1.3 一般工艺流程基本确定后,进行塔器的选型、设计等工作。塔器设计涉及到工艺、化学工程、设备、仪表、配管等专业。化学工程专业的任务及与各专业间关系另有说明。见化学工程专业工作手册H-P0101-96、H-P0301-96。 1.4 随着石油化工和科技的迅猛发展,蒸馏塔从一般的一股进料、二股产品的常规塔发展为多股进料、多侧线,有中间换热的复杂塔。要求塔的生产能力大、效率高、塔板数多,即大塔径、多程数、高效、低压降等,对塔器设计提出了更高的要求,并推动了塔器设计工作的发展。 1.5 近年来电子计算机的普及和发展,为工艺与塔器设计提供了有力的工具。我们可应用PROCESS或PRO/Ⅱ等工艺流程模拟软件进行计算,得到塔的最大和最小汽液负荷、密度等数据,以便进行分段的塔的水力学计算,使工艺和塔的水力学计算能同步进行,并作多方案比较,求得最佳设计。 1.6 设计中主要考虑的问题 1.6.1 确定工艺流程(尤其是分离流程) 通过工艺流程模拟电算,选定最佳切割方案,其中包括多股进料、侧线采出、进料状态和位置等方面的选择。 1.6.2 塔压的设定
工艺设计的基本原则和程序
工艺设计的基本原则和程序 一、工艺设计的基本原则 水泥厂工艺设计的基本原则可归纳如下: (1)根据计划任务书规定的产品品种、质量、产量要求进行设计。 计划任务书规定的产品产量往往有一定范围,设计产量在该范围之内或略超出该范围,都应认为是合适的;但如限于设备选型,设计达到的产量略低干该范围,则应提出报告,说明原因,取得上级同意后,按此继续设计。 对于产品品种,如果设计考虑认为计划任务书的规定在技术上和经济上有不适当之处,也应提出报告,阐明理由,建议调整,并取得上级的同意。例如,某大型水泥厂计划任务书要求生产少量特种水泥,设计单位经过论证,认为大型窑改变生产品种,在技术上和经济上均不合理,建议将少量特种水泥安排给某中小型水泥厂生产,经上级批准后,改变了要求的品种。 窑、磨等主机的产量,除了参考设备说明和经验公式计算以外,还应根据国内同类型主机的生产数据并参考国内外近似规格的主机产量进行标定。在工厂建成后的较短时期内,主机应能达到标定的产量;同时,标定的主机产量应符合优质、高产、低消耗和设备长期安全运转的要求,既要发挥设备能力,但又不能过分追求强化操作。 (2)选择技术先进、经济合理的工艺流程和设备。 工厂的工艺流程和主要设备确定以后,整个工厂设计可谓大局已定。工厂建成后,再想改变其工艺流程和主要设备,将是十分困难的。例如,要把湿法厂改为干法厂,固然困难;要把旧干法厂改为新型干法厂,也非易事。例如,为了利用窑尾废气余热来烘干原料,生料磨系统也得迁移,输送设备等也得重新建设,诸如此类的情况,在某些条件下就不一定可行。 在选择生产工艺流程和设备时,应尽量考虑节省能源,采用国内较成熟的先进经验和先进技术;
液压油缸设计计算公式 (2)
液压油缸的主要设计技术参数 一、液压油缸的主要技术参数: 1.油缸直径;油缸缸径,内径尺寸。 2. 进出口直径及螺纹参数 3.活塞杆直径; 4.油缸压力;油缸工作压力,计算的时候经常是用试验压力,低于16MPa乘以1.5,高于16乘以1.25 5.油缸行程; 6.是否有缓冲;根据工况情况定,活塞杆伸出收缩如果冲击大一般都要缓冲的。 7.油缸的安装方式; 达到要求性能的油缸即为好,频繁出现故障的油缸即为坏。应该说是合格与不合格吧?好和合格还是有区别的。 二、液压油缸结构性能参数包括:1.液压缸的直径;2.活塞杆的直径;3.速度及速比;4.工作压力等。 液压缸产品种类很多,衡量一个油缸的性能好坏主要出厂前做的各项试验指标,油缸的工作性能主要表现在以下几个方面: 1.最低启动压力:是指液压缸在无负载状态下的
最低工作压力,它是反映液压缸零件制造和装配 精度以及密封摩擦力大小的综合指标; 2.最低稳定速度:是指液压缸在满负荷运动时没 有爬行现象的最低运动速度,它没有统一指标, 承担不同工作的液压缸,对最低稳定速度要求也 不相同。 3.内部泄漏:液压缸内部泄漏会降低容积效率, 加剧油液的温升,影响液压缸的定位精度,使液 压缸不能准确地、稳定地停在缸的某一位置,也 因此它是液压缸的主要指标之。 液压油缸常用计算公式 液压油缸常用计算公式 项目公式符号意义 液压油缸面积(cm 2 ) A =πD 2 /4 D :液压缸有效活塞直径(cm) 液压油缸速度(m/min) V = Q / A Q :流量(l / min) 液压油缸需要的流量(l/min) Q=V×A/10=A×S/10t V :速度(m/min) S :液压缸行程(m) t :时间(min) 液压油缸出力(kgf) F = p × A F = (p × A) -(p×A) ( 有背压存在时) p :压力(kgf /cm 2 ) 泵或马达流量(l/min) Q = q × n / 1000 q :泵或马达的几何排量(cc/rev) n :转速(rpm ) 泵或马达转速(rpm) n = Q / q ×1000 Q :流量(l / min) 泵或马达扭矩(N.m) T = q × p / 20π 液压所需功率(kw) P = Q × p / 612 管内流速(m/s) v = Q ×21.22 / d 2 d :管内径(mm) 管内压力降(kgf/cm 2 ) △ P=0.000698×USLQ/d 4 U :油的黏度(cst) S :油的比重
柴油加氢精制工艺(工程科技)
柴油加氢精制工艺 定义:加氢精制是指在一定温度、压力、氢油比和空速条件下,原料油、氢气通过反应器内催化剂床层,在加氢精制催化剂的作用下,把油品中所含的硫、氮、氧等非烃类化合物转化成为相应的烃类及易于除去的硫化氢、氨和水。提高油品品质的过程。 石油馏分中各类含硫化合物的C—S键是比较容易断裂的,其键能比C—C或C—N键的键能小许多。在加氢过程中,一般含硫化合物中的C—S键先行断开而生成相应的烃类和H2S。但由于苯并噻吩的空间位阻效应,C-S键断键较困难,在反应苛刻度较低的情况下,加氢脱硫率在85%左右,能够满足目前产品柴油硫含量小于2000ppm 的要求。 柴油馏分中有机氮化物脱除较困难,主要是C-N键能较大,正常水平下,在目前的加氢精制技术中脱氮率一般维持在70%左右,提高反应压力对脱氮有利。 烯烃饱和反应在柴油加氢过程中进行的较完全,此反应可以提高柴油的安定性和十六烷值。 当然,在加氢精制过程中还有脱氧、芳烃饱和反应。加氢脱硫、脱氮、脱氧、烯烃饱和、芳烃饱和反应都会进行,只是反应转化率纯在差别,这些反应对加氢过程都是有利的反应。但同时还会发生烷烃加氢裂化反应,此种反应是不希望的反应类型,但在加氢精制的反应条件下,加氢裂化反应有不可避免。目前为了解决这个问题,主要是
调整反应温度和采用选择性更好的催化剂。 下面以我厂100万吨/年汽柴油加氢精制装置为例,简单介绍一下工艺流程: 60万吨柴油加氢精制 F101D201 D102 D101 SR101 P101P102E103E101 R101 K101 D106 E104 D103D104 D105 D107 P103 P201 E201A202 P202 A201 K101 E101E102E103A101 产品柴油 循环氢 低分气 C201 催化汽油选择性加氢脱硫醇技术(RSDS技术) 催化汽油加氢脱硫醇装置的主要目的是拖出催化汽油中的硫含量,目前我国大部分地区汽油执行国三标准,硫含量要求小于150ppm,烯烃含量不大于30%,苯含量小于1%。在汽油加氢脱硫的过程中,烯烃极易饱和,辛烷值损失较大,针对这一问题,石科院开发了RSDS技术。本技术的关键是将催化汽油轻重组分进行分离,重组分进行加氢脱硫,轻组分碱洗脱硫。采取轻重组分分离的理论基础是,轻组分中烯烃含量高,可达到50%以上,通过直接碱洗,辛烷值
精馏塔工艺工艺设计计算
精馏塔工艺工艺设计计算
第三章 精馏塔工艺设计计算 塔设备是化工、石油化工、生物化工、制药等生产过程中广泛采用的气液传质设备。根据塔内气液接触构件的结构形式,可分为板式塔和填料塔两大类。 板式塔内设置一定数量的塔板,气体以鼓泡或喷射形势穿过板上的液层,进行传质与传热,在正常操作下,气象为分散相,液相为连续相,气相组成呈阶梯变化,属逐级接触逆流操作过程。 本次设计的萃取剂回收塔为精馏塔,综合考虑生产能力、分离效率、塔压降、操作弹性、结构造价等因素将该精馏塔设计为筛板塔。 3.1 设计依据 [6] 3.1.1 板式塔的塔体工艺尺寸计算公式 (1) 塔的有效高度 T T T H E N Z )1( -= (3-1) 式中 Z –––––板式塔的有效高度,m ; N T –––––塔内所需要的理论板层数; E T –––––总板效率; H T –––––塔板间距,m 。 (2) 塔径的计算 u V D S π4= (3-2) 式中 D –––––塔径,m ; V S –––––气体体积流量,m 3/s u –––––空塔气速,m/s u =(0.6~0.8)u max (3-3) V V L C u ρρρ-=max (3-4) 式中 L ρ–––––液相密度,kg/m 3
V ρ–––––气相密度,kg/m 3 C –––––负荷因子,m/s 2 .02020?? ? ??=L C C σ (3-5) 式中 C –––––操作物系的负荷因子,m/s L σ–––––操作物系的液体表面张力,mN/m 3.1.2 板式塔的塔板工艺尺寸计算公式 (1) 溢流装置设计 W OW L h h h += (3-6) 式中 L h –––––板上清液层高度,m ; OW h –––––堰上液层高度,m 。 2100084.2??? ? ??=W h OW l L E h (3-7) 式中 h L –––––塔内液体流量,m ; E –––––液流收缩系数,取E=1。 h T f L H A 3600= θ≥3~5 (3-8) 006.00-=W h h (3-9) ' 360000u l L h W h = (3-10) 式中 u 0ˊ–––––液体通过底隙时的流速,m/s 。 (2) 踏板设计 开孔区面积a A : ??? ? ??+-=-r x r x r x A a 1222s i n 1802π (3-11)
液压传动系统的设计和计算word文档
10 液压传动系统的设计和计算 本章提要:本章介绍设计液压传动系统的基本步骤和方法,对于一般的液压系统,在设计过程中应遵循以下几个步骤:①明确设计要求,进行工况分析;②拟定液压系统原理图;③计算和选择液压元件;④发热及系统压力损失的验算;⑤绘制工作图,编写技术文件。上述工作大部分情况下要穿插、交叉进行,对于比较复杂的系统,需经过多次反复才能最后确定;在设计简单系统时,有些步骤可以合并或省略。通过本章学习,要求对液压系统设计的内容、步骤、方法有一个基本的了解。 教学内容: 本章介绍了液压传动系统设计的内容、基本步骤和方法。 教学重点: 1.液压元件的计算和选择; 2.液压系统技术性能的验算。 教学难点: 1.泵和阀以及辅件的计算和选择; 2.液压系统技术性能的验算。 教学方法: 课堂教学为主,充分利用网络课程中的多媒体素材来表示设计的步骤及方法。 教学要求: 初步掌握液压传动系统设计的内容、基本步骤和方法。
10.1 液压传动系统的设计步骤 液压传动系统的设计是整机设计的一部分,它除了应符合主机动作循环和静、动态性能等方面的要求外,还应当满足结构简单,工作安全可靠,效率高,经济性好,使用维护方便等条件。液压系统的设计,根据系统的繁简、借鉴的资料多少和设计人员经验的不同,在做法上有所差异。各部分的设计有时还要交替进行,甚至要经过多次反复才能完成。下面对液压系统的设计步骤予以介绍。 10.1.1 明确设计要求、工作环境,进行工况分析 10.1.1.1 明确设计要求及工作环境 液压系统的动作和性能要求主要有:运动方式、行程、速度范围、负载条件、运动平稳性、精度、工作循环和动作周期、同步或联锁等。就工作环境而言,有环境温度、湿度、尘埃、防火要求及安装空间的大小等。要使所设计的系统不仅能满足一般的性能要求,还应具有较高的可靠性、良好的空间布局及造型。 10.1.1.2 执行元件的工况分析 对执行元件的工况进行分析,就是查明每个执行元件在各自工作过程中的速度和负载的变化规律,通常是求出一个工作循环内各阶段的速度和负载值。必要时还应作出速度、负载随时间或位移变化的曲线图。下面以液压缸为例,液压马达可作类似处理。 就液压缸而言,承受的负载主要由六部分组成,即工作负载,导向摩擦负载,惯性负载,重力负载,密封负载和背压负载,现简述如下。 (1)工作负载w F 不同的机器有不同的工作负载,对于起重设备来说,为起吊重物的重量;对液压机来说,压制工件的轴向变形力为工作负载。工作负载与液压缸运动方向相反时为正值,方向相同时为负值。工作负载既可以为定值,也可以为变量,其大小及性质要根据具体情况加以分析。
塔体工艺尺寸计算
塔体工艺尺寸计算 1 精馏段塔径的计算 精馏段的气、液相体积流率计算为 3600Vm S Vm VM V ρ= ? (5.1) 3441.828.08 3.326/36003600 1.036 Vm S Vm VM V m s ρ?= ==?? 3600Lm Lm LM Ls ρ= (5.2) 3283.424.73 0.0019/36003600976.4 Lm Lm LM Ls m s ρ?= ==? 由: max μ= (5.3) 式中C 由上式计算,其中的20C 査取,图的横坐标为: 1/2 1/2 30.00193600976.40.018/3.3263600 1.036h L h V L m s V ρρ?????== ? ???? ?? 取板截距T H =450m m ,板上液层高度L h =80m m 则, 0.450.080.37T L H h m -=-= 由史密斯查图的, 20C =0.075 /m s max 2.585/m s μ=== 取安全系数为0.6,则空塔气速为 max 0.60.6 2.585 1.55μμ==?= D = (5.4)
1.653D m = == 按标准塔径圆整后为:D=1.8m 塔截面积为: 2 4 T A D π= (5.5) 2221.8 2.54344 T A D m ππ = =?= 实际空塔气速为: S T V A μ= (5.6) 3.326 1.3082.543 S T V A μ= ==/m s 5.1.2 精馏塔的有效高度 (1)T Z N H =- (5.8) (1)(81)0.45 3.15T Z N H m =-=-?=精精 第5.2节 提馏段的计算 5.2.1 提馏段塔径的计算 提馏段的气、液相得体积流率为 '' '3' 441.822.62 3.2.61/360036000.8513Vm S Vm V M V m s ρ?===?? '''3' 844.319.30.004688/36003600965.5Lm s LM LM L m s ρ?===?
脱水技术在PTA加氢精制工艺中的应用
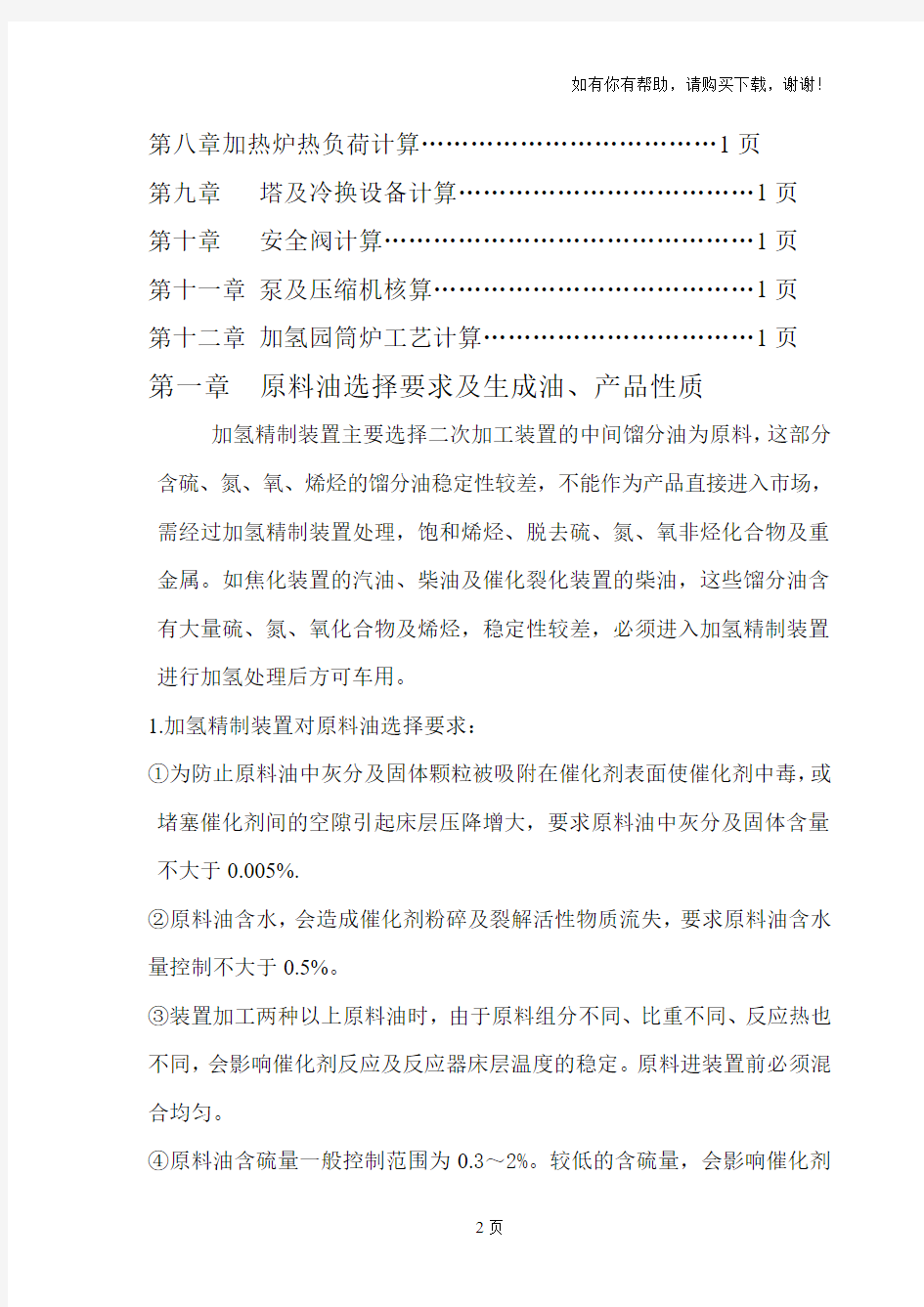
通用机械 脱 扬子石油化工股份有限公司化工厂副总工程师 沈品德 PTA 加氢精制工艺中的应用 图 PTA精制工艺流程图 1.混合罐 2.溶解罐 3.加氢反应器 4.第一结晶器 5.第二结晶器 6.第五结晶器 7.压力离心机 8.真空过滤机 9.干燥机 脱水技术在
2008年 第 4 期 33 通 二、压力离心机系统 PTA生产中,要保证压力离心机系统稳定运行。压力离心机系统是控制产品质量的重要环节,离心机分离效果的好坏直接影响到产品中PT酸和其他杂质的含量。因此,要定期对离心机系统进行检查,保证离心机油路系统的正常运行,并定期对离心机系统做一些常规处理。 由于T A料和P T酸易在压力离心机的转鼓、支架、进料管和出料管线处粘壁,降低压力离心机的处理能力,使得滤饼中的含湿量增加,从而影响到产品质量。另外由于压力离心机内转子和支架上的结料,会增加离心机的振动,使离心机的故障率增加,因此,要对离心机进行水洗和碱洗操作,包括定期和不定期的处理,从而延长离心机的运行周期,减少检修频次。 (1)水洗 切断离心机进料,切进冲洗水,对压力离心机进行在线冲洗,大约5~10m i n,水洗后恢复进料。保证每天水洗一次。 (2)碱洗 停机进料,切水冲洗;停止水洗,降温降压隔离;进料管进碱,根据工艺及设备要求确定碱洗时间;停止碱洗,切为水洗,至排出液呈中性为止;系统升温升压,解除隔离进料。一般情况下1个月碱洗1次;特殊情况下,根据产品的质量和离心机的运行情况而定,当产品中的P T酸含量偏高或离心机的振动偏大时,要进行碱洗。 三、真空过滤技术的应用 1.进料温度的控制 如果温度过高,会引起溶液闪蒸,造成滤布堵塞,控制时在过滤机进料处加入脱离子水,降低溶液的温度,使其降到89℃左右。 2.进料浓度的控制 进料浓度的控制主要是用来控制滤饼的厚度,滤饼过厚会引起洗涤效果差,滤饼的含湿量增加,影响产品的质量,因此料浆浓度应控制在35%~45%。 3.真空度的控制 真空度过高会引起滤饼厚度增加,造成过滤机的负荷过高,前后物料不能平衡,真空度过低会引起滤饼的含湿量增加,影响产品质量,因此过滤机的真空度应控制在-0.045~0.049MPa范围内。 4.溢流堰高度的调节 如果溢流堰太高会引起滤饼的厚度增加,造成滤 饼的含湿量增加,影响产品的质量,并造成前后物料不平衡。如果溢流堰过低,要增加过滤机的转速,同样造成滤饼的含湿量增加。 5.反吹气量的控制 反吹气量控制过低,滤饼不能有效地吹下,影响过滤效果,如果过高会造成料斗中浆料喷料,缩短滤布的使用周期,因此,生产中反吹气量应控制在15~40kPa。 6.洗涤水量的控制 洗涤水量的控制主要是用来控制产品的质量,洗涤水量过低会造成产品中的杂质含量高,影响产品的质量;如果洗涤水量过高会增加滤饼的含湿量,增加干燥机的能量损耗,因此洗涤水量控制在8~15m 3/h。 7.应用效果 以真空过滤机为核心设备的过滤系统取代常压离心机后,系统运转平稳,故障率低,完全满足生产工艺要求。 (1)检修费用低 常压离心机由于转鼓经常结料,因此维护保养较为困难,经常发生易熔塞化、剪切销断裂等故障,并需经常更换齿轮箱、大轴承和轴瓦等备件,每年检修费用约60万元/台。而采用真空过滤机后,除滤布定期更换外,其他基本上可实现每两年一修,大大降低了检修成本。 (2)运行成本低 该单元采用真空过滤机系统比采用常压离心机系统每小时可节能约200kW·h。同时每年可节约10~15万元的油脂、润滑油等费用。 (3)产品质量提供 采用真空过滤机后,产品中P T含量比采用常压离心机时整体下降了约10m g/k g,特别是可以通过调节真空过滤机洗液量来调节产品中的P T含量,解决了精制生产中P T酸波动幅度大的难题,产品质量得到了有效控制。 (4)处理能力大 常压离心机单台处理量小,产能低,满负荷生产时,3台离心机必须全部运行。采用真空过滤机后,实现了“一开一备”模式,且两套真空系统可以互为备用,极大地提高了精制单元后系统的处理能力。 四、PTA物料干燥 P T A物料干燥机为倾斜回转列管式干燥设备,用于干燥含湿量约10%~15%P T A滤饼,除去其中的水分,
CASS工艺设计计算
沈阳化工大学 水污染控制工程 三级项目 题目:小区生活污水回用处理设计 院系:环境与安全工程学院 专业:环境工程 提交日期: 2020 年 5 月 26 日
摘要 本文主要介绍了小区生活污水回用处理设计的过程,其中包括工艺流程、以及流程中各个构筑物的设计计算、高程和平面布置。循环式活性污泥法(CASS)是序批式活性污泥法工艺(SBR)的一种变形。它综合了活性污泥法和SBR工艺特点,与生物选择器原理结合在一起,具有抗冲击负荷和脱氮除磷的功能。本次设计采用了CASS工艺进行设计计算。其中包括池体的计算和格栅等辅助物尺寸计算,处理后水质达到一级B标准。 关键词:小区生活污水回用循环式活性污泥法设计计算 Abstract This paper mainly introduces the design process of residential sew age reuse treatment, including the process flow, as well as the design of e ach structure in the process, elevation and plane layout. Circulating activa ted sludge process (CASS) is a variation of sequential batch activated slu dge process (SBR). It integrates the characteristics of activated sludge pro cess and SBR process, combines with the principle of biological selector, and has the functions of impact load resistance and denitrification and de phosphorization. This design adopts CASS technology to design and calc ulate. It includes the calculation of the pool body and the size calculation of the grid and other auxiliary objects. After treatment, the water quality r eaches the standard of grade a B.
煤焦油加氢工艺流程图和主要设备一览表.doc
百度文库 - 让每个人平等地提升自我 煤焦油加氢项目 煤焦油 离心、过滤、换热 减压塔 沥青至造粒设施 加氢精制进料缓冲罐 加氢裂化进料缓冲罐 加氢精制反应器( A 、B 、C ) 加氢裂化反应器( A 、B ) P=16.8MPa P=16.8MPa ° ° t=410 C( 初期) t=402 C( 初期) 精制热高分罐 油 裂化冷高分罐 化 转 氢 气体 液体 未 液体 气体 环 制 精 循 制 精制冷高分罐 精制热低分罐 裂化冷低分罐 裂化 精 体 循环氢 气 压缩机 气体 液体 液体 硫 气 液 脱 精制 精制冷 至 体 体 裂化稳定塔 氢 循环氢 低分罐 体 体 新 压缩机 气 气 充 液体 硫 液 硫 补 氢 脱 油 至 精制 脱 新 化 化 体 至 充 稳定塔 裂 转 补 体 液体 未 新氢 气 新氢 硫 精制分馏塔 裂化分馏塔 压缩机 脱 至 石脑油 柴油 氢 环 循 化 裂
煤焦油加氢装置主要生产设备表 序设备操作条件数量规格介质名称主体材质压力 号名称备注 温度(℃)(台) ( MPa) 一、反应器类 1 加氢精制Ф煤焦油、 H2、 H 2S 反应器 A 1500X13400 加氢精制 Φ 反应器煤焦油、 H2、 H 2S 1800X14678 B/C 加氢裂化 Φ 反应器煤焦油、 H、 H S 1500X10110 2 2 A/B 二、塔类 1 减压塔Ф 2000/2400/1 轻质煤焦油、 Q345R 200 X 25250 重油、水汽 2 精制稳定Ф 600X16000 反应油、 H 、 H S Q245R 塔 2 2 3 精制分馏Ф 1500X2060 石脑油、柴油、 Q345R 塔0 尾油 4 精制柴油 Ф 800X10000 柴油、蒸汽Q245R 汽提塔 5 裂化稳定Ф 400/800X18 反应油、H2 2 Q245R 塔440 、 H S 6 裂化分馏Ф 1500X2060 石脑油、柴油、 Q345R 塔0 尾油 7 裂化柴油 Ф 500X8800 柴油、蒸汽Q245R 汽提塔 三、加热炉类 1 减压塔进400X104 煤焦油1Cr5Mo 料加热炉kcal/h 2 精制加热200X104 精制进料油、 H 2 TP347H 炉kcal/h 3 裂化加热200X104 裂化进料油、 H 2 TP347H 炉kcal/h 精制分馏200X104 1Cr5Mo/ 4 精制尾油 15CrMo 塔再沸炉kcal/h 5 裂化分馏200X104 裂化尾油 1Cr5Mo 塔再沸炉kcal/h 四、换热类原料油 /减壳程 减压循 Q345R 环油 1 压循环油25-4I 20+Q345R 换热器管程原料油 减顶油水 / 壳程减塔中 Q345R 段油 2 减压循环25-4I 减顶油、 油换热器管程20+Q345R 水147/385 1 126/271 1 ▲120/368 1 212/206 1 72/263 1 ▲122/365 1 198/185 1 395 1 ▲315 1 ▲405 1 ▲388 1 ▲385 1 ▲217/178 75/147 1 ▲ 228/217 1 ▲87/150