退火工艺要求
去应力退火工艺要求
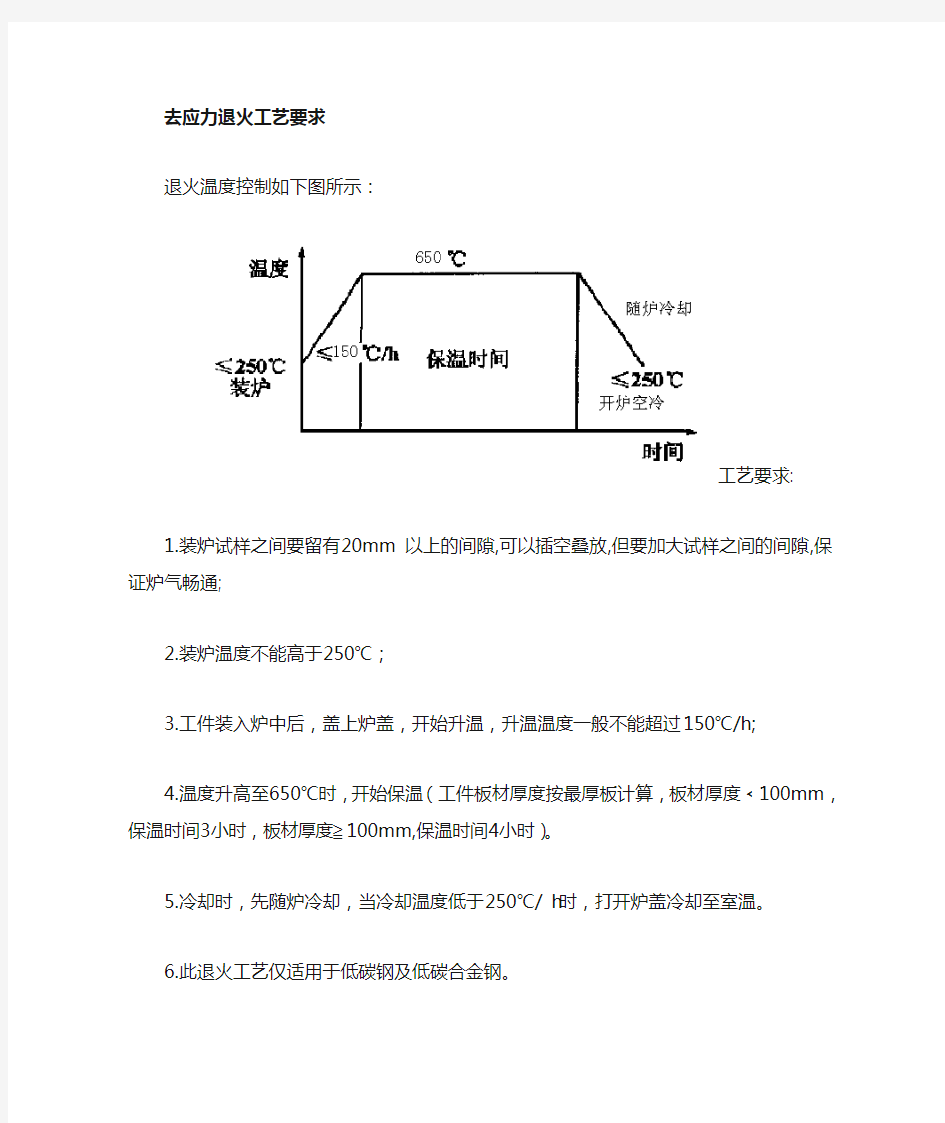
退火温度控制如下图所示:
工艺要求:
1.装炉试样之间要留有20mm 以上的间隙,可以插空叠放,但要加大试样之间的间隙,保证炉气畅通;
2.装炉温度不能高于250℃;
3.工件装入炉中后,盖上炉盖,开始升温,升温温度一般不能超过150℃/h;
4.温度升高至650℃时,开始保温(工件板材厚度按最厚板计算,板材厚度﹤100mm,保温时间3小时,板材厚度≧100mm,保温时间4小时)。
5.冷却时,先随炉冷却,当冷却温度低于250℃/ h时,打开炉盖冷却至室温。
6.此退火工艺仅适用于低碳钢及低碳合金钢。
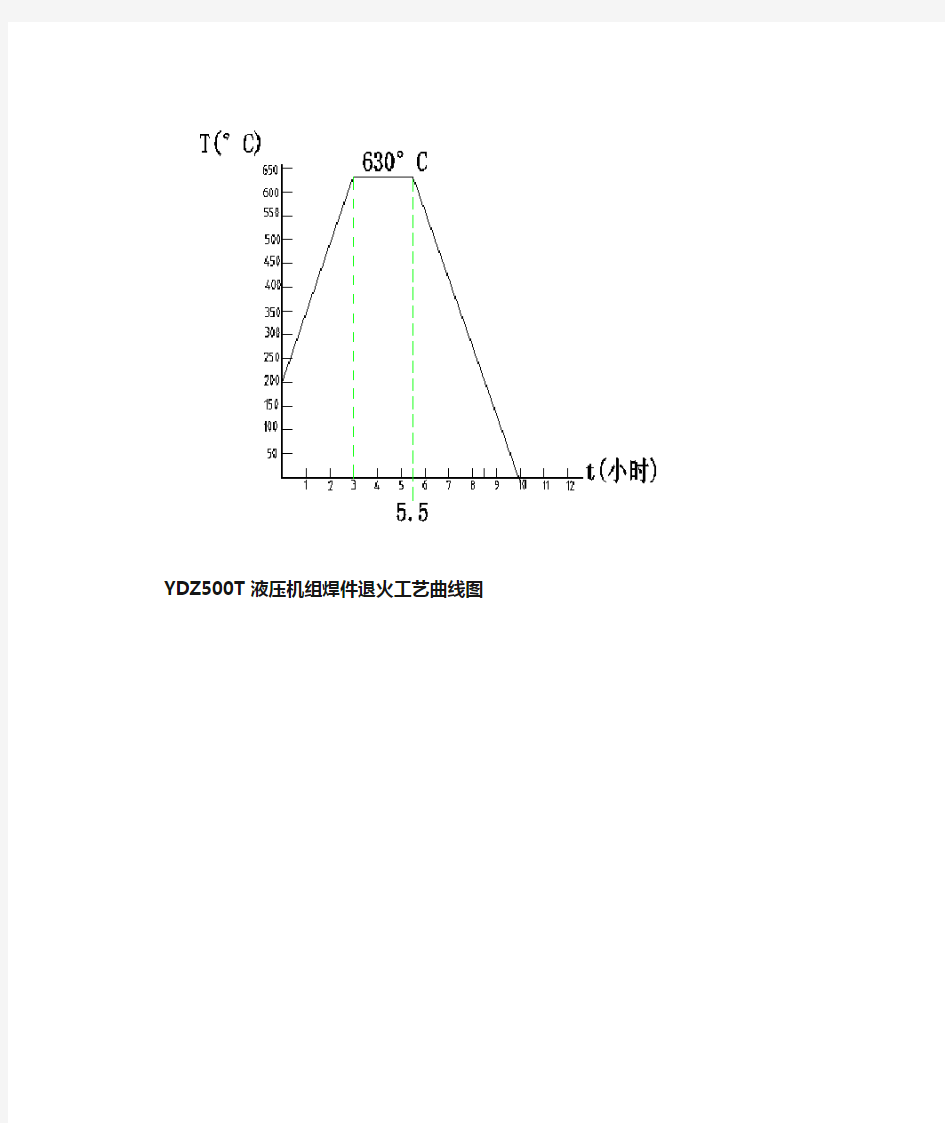
YDZ500T液压机组焊件退火工艺曲线图
相关主题