胶带机安装施工方案
胶带机安装施工方案编制:
审核:
批准:
2015年6月27日
1 概述
180m2烧结机工程(A标段)共安装带式输送机34台,分别位于烧结室、配料室、燃料外配室、混合室、制粒室、第一、第二筛分室、成品取样室、4#~8#转运站及各胶带机通廊中。
各胶带机数据见附表一。
2 编制依据
2.1180m2烧结机工程胶带机安装图
2.2《胶带机安装使用说明书》
2.3《机械设备安装工程施工及验收规范通用规定》(GB50231-98)
2.4 《连续输送设备安装工程施工及验收规范》(GB50270-98)
3施工前的准备工作
3.1安装前应根据验收规格对设备基础进行验收,并熟悉安装技术要求和输送机图纸要求。
3.2对照装配图和装箱单清点零部件数量,检查其质量,如有损伤或质量问题应进行修整或更换。
3.3熟悉整机及各部件(配套件、外购件)的产品说明书,了解安装、调试方法、技术要求,注意事项及专用工具等。
3.4安装前为方便施工,安装现场要清理干净,各厂房内的天车、电动葫芦应安装完毕,调试合格。
4施工方法
4.1固定带式输送机整机由以下部件组成:输送带、驱动装置、滚筒、托辊、拉紧装置、机架、漏斗、导料槽、清扫器、卸料槽等。
其安装顺序为:
放线→安装机架(头架-中间架-尾架)→安装下托辊及改向滚筒→安装上托辊→拉紧装置、传动滚筒、驱动装置→放皮带→输送带接头→张紧输送带→安装清扫器、逆止器、导料槽及护罩等辅助装置→无负荷试车。
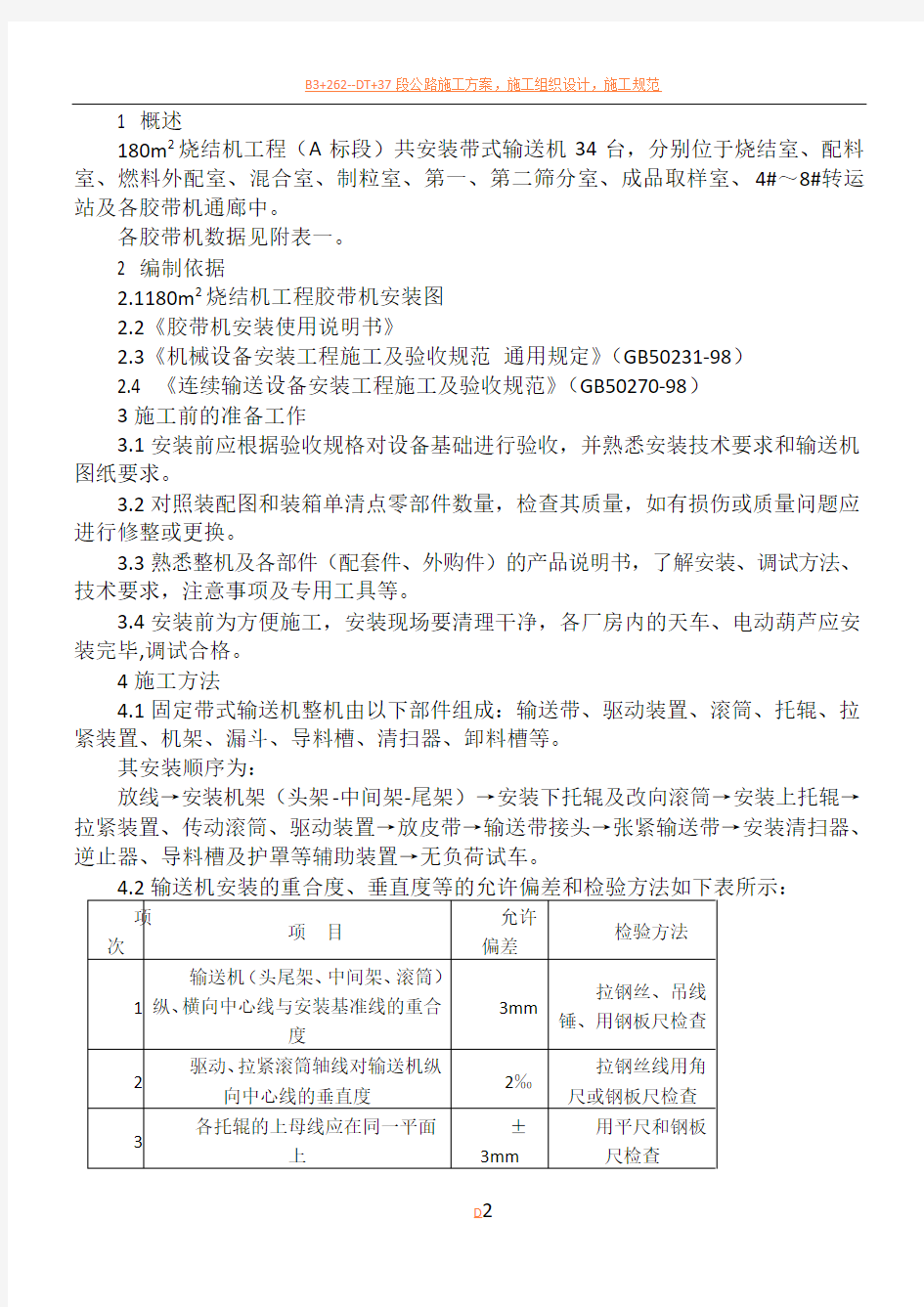
4.2.1胶带机金属构件的安装质量对整机的性能有很大的影响,安装时要检测下列各项精度指标:
另外,在任意25m长度范围内,机架中心线的直线度不得大于5mm,对于可逆运行的带式输送机,因其输送带跑偏的可能性较大,应提高安装精度,其中心线直线度控制在上述数值2/3以内。
4.2.1.3由于此工程中胶带机纵梁均由我方制作,特对纵梁制作作如下要求:
a.为保证纵梁上固定托辊架的螺栓孔位置准确,可先将纵梁反向,使固定下托辊的表面朝上,点焊到中部支腿上,按图纸尺寸先钻好固定下托辊架螺栓孔,再将纵梁拆下正装,钻出固定上托辊架的螺栓孔,这样便于施工及保证精度。
b.对于弧形纵梁应事先在制作工厂将弧度煨好,要求对应的左右两边弧度一致。
4.2.2驱动装置安装
4.2.2.1驱动装置一般均在制造厂组装完毕,现场可按整体部件与传动滚筒相联。
4.2.2.2按总图或土建任务书核对基础的位置、尺寸、平面精度及其它要求,安装垫板可采用座浆法安装,垫板上加一组斜垫铁进行标高的调整。
4.2.2.3联轴器找正时,可调整驱动装置各组件的地脚,用金属垫片进行高度调整,每处不得超过三片。
4.2.3传动滚筒和改向滚筒安装
4.2.3.1滚筒安装前应检查轴承座内的清洁情况及润滑脂情况,保证轴承内充满锂基润滑脂,轴承座充脂量达到空腔容积的2/3。
4.2.3.2传动滚筒为人字形胶面时,注意沟槽方向要与输送带运行方向一致,防止输送带跑偏,且有利于沟槽排水、排污物。
4.2.3.3在吊装过程中采取必要的保护措施,不得损伤滚筒胶面。
4.2.3.4安装时可用在滚筒轴承座底下加垫片,以及调整、调节螺钉来找正滚筒位置。
4.2.4托辊安装
4.2.4.1托辊的种类很多,应按图纸,将各种托辊安装在指定位置上。
4.2.4.2对于前倾托辊,前倾方向要与输送带运行方向一致。
4.2.4.3托辊安装后,辊子应转动灵活。
4.2.4.4安装时要求托辊辊子(调心辊和过渡托辊除外)上表面位于同一平面上,其相邻三组托辊上表面的高低差不大于2mm,每100m长度范围内不超过5mm,托辊中心线的对称度为3mm。
4.2.5输送带
4.2.
5.1在吊运及放皮带过程中应采取必要措施,防止损伤皮带。
4.2.
5.2输送带接头前一定要将拉紧装置提到距前端100~150mm处固定,建议接头采用硫化接头,工艺方法见《硫化胶接作业指导书》。
4.2.6 清扫器安装
4.2.6.1所有清扫器安装后,其刮板与输送带的接触长度不得小于85%。
4.2.6.2安装H型刮板清扫器时,应使其刮片延长线位于滚筒中心线或中心线稍上位置,以免输送带运转时引起振动。
4.2.6.3安装空段清扫器时应保证橡胶刮板磨光后金属架不能与输送带接触,调节后确定合适的链条长度。
4.3无负荷试运转
带式输送机各部件安装完毕后,首先进行空载试运转,运转时间不得小于2小时,并对各部件进行观察,检验及调整,为负载试运转作好准备。
4.3.1试车前准备工作
4.3.1.1检查各润滑处所注入的润滑油的牌号,数量是否符合要求,以及液力偶合器、减速机所注油量是否合适。
4.3.1.2检查抱闸与制动轮间隙是否合适,并注意逆止器转向是否符合要求。
4.3.1.3检查基础及各部件联接螺栓是否已紧固,焊缝有无遗漏。
4.3.1.4检查电气信号,控制保护,绝缘是否符合要求。
4.3.2检查内容及设备调整
4.3.2.1观察各运转部件有无相蹭现象,特别是与输送带相碰处要及时处理,防止损伤输送带。
4.3.2.2输送带有无跑偏,如果跑偏量超过5%,应进行调整。
4.3.2.3检查设备各部分有无导演异常声音和振动。
4.3.2.4减速器等润滑部位有无漏油。
4.3.2.5轴承温升是否正常,滚动轴承不能超过70℃,滑动轴承不能超过60℃。
4.3.2.6制动器、跑偏开关、拉绳开关等保护装置动作是否可靠。
4.3.2.7清扫器刮板与输送带是否接触良好。
4.3.2.8基础及各部件螺栓有无松动。
4.3.2.9拉紧装置运行是否良好。
5质量保证措施
5.1本工程严格按照ISO2000 :19001idtGB2000-19001 标准进行管理,落实项目质量计划,健全质量管理体系。
5.2项目部内部严格执行三级质量检验制度,班组为一级自检;工程处设专职质量检查员,为二级质检;项目部专职质量检查员为三级质检。业主作为四级质检。
5.3无论是国产设备还是进口设备,都要认真检验,消除崇洋媚外思想。
5.4所有材料均必须有合格证,无证材料或材质不全的材料不得使用,对材质有怀疑时,应抽样检验,合格后方可使用。
5.5焊工、起重工持证上岗。
5.6严格按照施工图纸、设备说明要求,国家现行规范规程、质量评定标准施工和验收,按工艺要求操作,并以技术交底或作业指导书的形式落实到每个班组。
5.7严格对分项、分部、单位工程质量评审,作好工序交接检、班前检,上一道工序不合格不允许进入下一道工序。
5.8虚心听取业主的合理化建议和意见,及时整改,对见证点、停点和隐蔽工程,提前通知业主,作好签证。
5.9建立质量奖罚制度,设立质量奖,优质优价。
5.10本工程不搞任何形式的突击活动。
6安全保证措施
6.1本工程严格按照职业安全健康管理体系(OHSMS-18001 审核规范)标准进行管理,健全安全管理制度,落实安全责任。
6.2加强安全生产宣传教育,现场设置醒目的安全生产标志牌。
6.3施工人员必须经过安全教育,持证上岗。
6.4施工人员进入现场必须戴安全帽,穿戴劳保用品。
6.5高空作业系好安全带,且安全带必须栓系牢固。
6.6严禁高空抛物,工具零件用提篮提上放下。
6.7施工现场电器要做到“一机一闸一保护”,非专业人员不得动用机电设备。经常检查电气线路的绝缘情况,保证机电设备的正常工作,危险部位要设安全警示牌。
6.8建筑物周边及洞口沟边,安装栏杆或盖板,临时作业要加设安全防护栏杆及安全网,并加警告标志,黑暗处加设照明。吊装孔要设活动栏杆。
6.9对各专业施工中所遇到的各种安全隐患及防护措施要以安全措施(技术)交底的形式交底到施工班组的每个人。重要或危险部位施工前要编制安全施工方案。
6.10设备起吊时,必须对索具进行检查,索具完好方可起吊,每次起吊时,离地面约100mm 左右试吊,确认无误后,再正式起吊。
6.11现场有防火设施。
6.12设立安全奖,对消除事故隐患、制止违章作业和野蛮作业的有功人员给予奖励。
7环境保护管理
7.1本工程严格按环境管理体系亿位元组/T24001 :1996 标准进行管理,确保现场文明施工。
7.2控制施工噪声白天不超过65db,夜间不超过55db。
7.3每班施工下班前,清扫本班环境。
7.4禁止在施工现场随地大小便。
7.5清洗设备用废油回收在指定的容器内,不得随便倾倒,清洗用油布回收在指定地点,不准乱扔。
附表一
180m2烧结机工程(A标段)胶带机明细表
面对强大的对手,明知不敌,也要毅然亮剑,即使倒下,也要化成一座山