CNC全自动数控弯管机控制系统解决方案
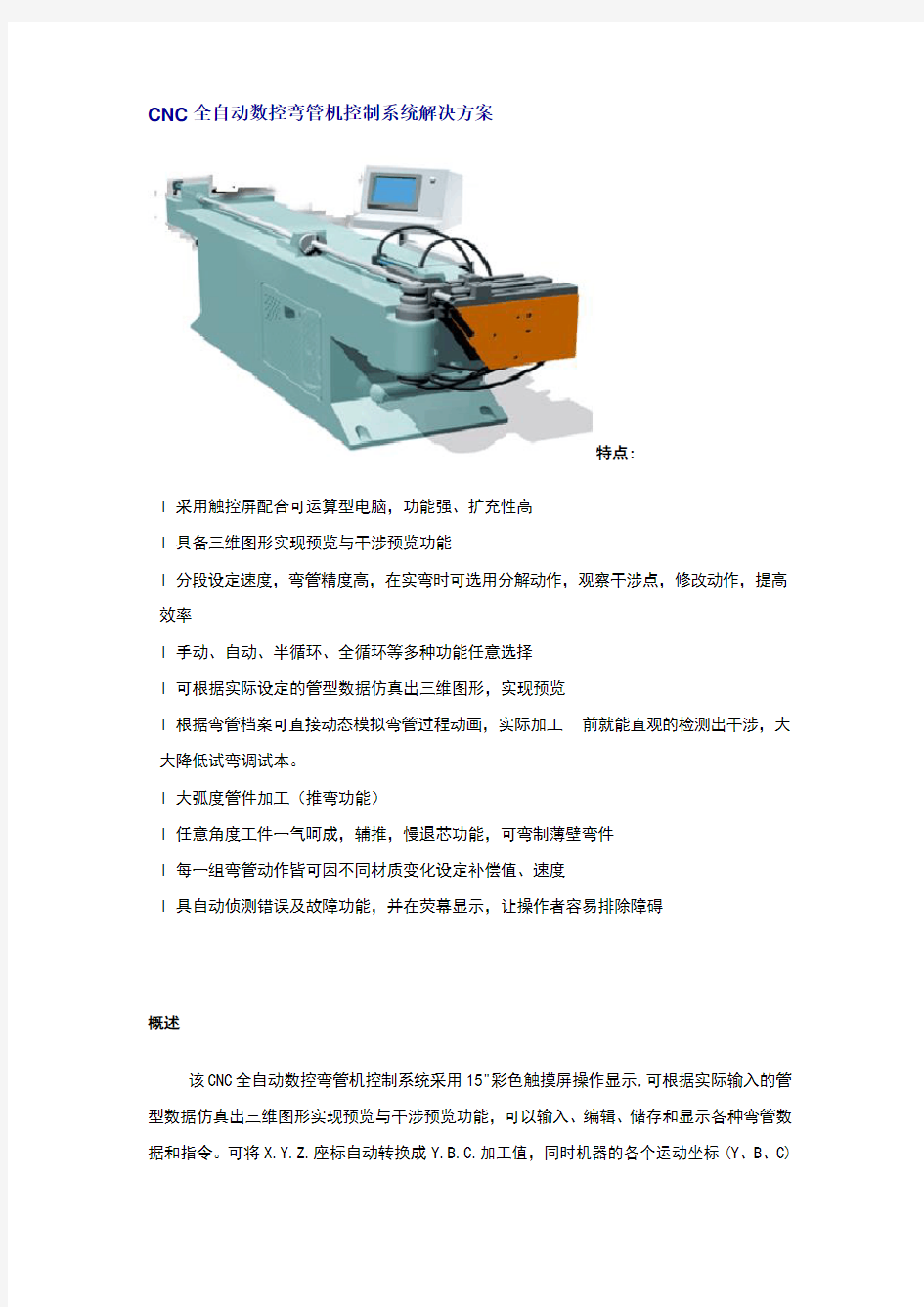
CNC全自动数控弯管机控制系统解决方案
特点:
l 采用触控屏配合可运算型电脑,功能强、扩充性高
l 具备三维图形实现预览与干涉预览功能
l 分段设定速度,弯管精度高,在实弯时可选用分解动作,观察干涉点,修改动作,提高效率
l 手动、自动、半循环、全循环等多种功能任意选择
l 可根据实际设定的管型数据仿真出三维图形,实现预览
l 根据弯管档案可直接动态模拟弯管过程动画,实际加工前就能直观的检测出干涉,大大降低试弯调试本。
l 大弧度管件加工(推弯功能)
l 任意角度工件一气呵成,辅推,慢退芯功能,可弯制薄壁弯件
l 每一组弯管动作皆可因不同材质变化设定补偿值、速度
l 具自动侦测错误及故障功能,并在荧幕显示,让操作者容易排除障碍
概述
该CNC全自动数控弯管机控制系统采用15"彩色触摸屏操作显示,可根据实际输入的管型数据仿真出三维图形实现预览与干涉预览功能,可以输入、编辑、储存和显示各种弯管数据和指令。可将X.Y.Z.座标自动转换成Y.B.C.加工值,同时机器的各个运动坐标(Y、B、C)
都在计算机的准确控制之下,可实现全自动有芯弯曲,并具有故障自诊断,断电记忆,自动润滑,安全保护等先进功能。弯管机(C轴)、转管(B轴)、送管(Y轴)均为闭环伺服控制,旋转运动数控精度为±0.1°,直线运动数控精度为±0.1mm。
规格
硬件规格:
轴数4轴(标配) 、3轴
电机类型伺服电机
数字量输入24 路(标配),可扩充64路
数字量输出32 路(标配),可扩充64路
显示端口15"工规彩色触摸屏(标配)
软件规格:
1、分段设定速度,弯管精度高;
2、在实弯时可选用分解动作,观察干涉点,修改动作,提高效率;
3、可根据实际设定的管型数据仿真出三维图形,实现预览;
4、每一组弯管动作皆可因不同材质变化设定补偿值、速度;
5、具自动侦测错误及故障功能,并在荧幕显示,让操作者容易排除障碍;
如需更多信息了解本案例或研华产品信息,请联系当地的销售代表或拨打研华免费服务专线800-810-0345,或者可以访问研华官方网站:https://www.360docs.net/doc/e117724995.html,
习题1-2 数控机床控制系统 一. 判断下列说法的对错,并将错的地方改正。 1. ( )主轴(spindle )转速控制,刀具(tool )自动交换控制属于数控系统的辅助功能。 2. ( )数控系统的主要功能是控制运动坐标的位移及速度。 3. ( )轮廓控制数控系统控制的轨迹一般为与某一坐标轴(axis)相平行的直线。 4. ( )直线控制数控系统可控制任意斜率的直线轨迹。 5. ( )开环控制数控系统无反馈(feedback )回路。 6. ( )配置SINUMERIK 802S 数控系统的数控机床采用步进电动机作为驱动元件。 7. ( )闭环控制数控系统的控制精度(accuracy)高于开环控制数控系统的控制精度。 8. ( )全闭环控制数控系统不仅具有稳定的控制特性,而且控制精度高。 9. ( )半闭环控制数控机床安装有直线位移检测装置。 10. ( )机床工作台(table )的移动是由数控装置发出位置控制命令和速度控制命令而实现的。 11. ( )刀具(tool )按程序正确移动是按照数控装置发出的开关命令实现的。 12. ( )机床主轴(spindle )的起动与停止是根据CNC 发出的开关命令,由PLC 完成 的。 13. ( )CNC 中位置调节器是用模拟调节器。 14. ( )在双环进给轴控制器中,转速调节器的输入是位置调节器的输出。 15. ( )穿孔纸带(tape )是控制介质的一种。 16. ( )软盘属于输出装置。 17. ( )M 功能指令被传送至PLC-CPU ,用PLC 程序来实现M 功能。 图1-2-1 数控机床控制方式
18.()数控加工程序中有关机床电器的逻辑控制及其他一些开关信号的处理是用PLC 控制程序来实现的,一般用C语言编写。 19. ()HAAS立式加工中心的自动换刀动作是这样完成的:换刀指令经CNC-CPU译码后,由轴控制器(axis controller)控制完成。 20. ()HAAS立式加工中心(vertical machining center)共有三个坐标轴,其控制主要由PLC完成。 21. ()CNC machines generally read and execute the program directly from punched tapes. 22. ()CNC对加工程序解释时,将其区分成几何的、工艺的数据和开关功能。刀具(tool)的选择和交换即属于开关功能。 23. ()位置调节器的命令值就是插补器发出的运动序列信号。 24. ()目前的闭环伺服系统都能达到0.001μm的分辨率。 25. ()经济型数控机床一般采用半闭环系统。 26. ()数控机床一般采用PLC作为辅助控制装置。 27. ()半闭环和全闭环位置反馈系统的根本差别在于位置传感器安装的位置不同,半闭环的位置传感器安装在工作台上,全闭环的位置传感器安装在电机的轴上。 28.()只有半闭环系统需要进行螺距误差补偿,而全闭环系统则不需要。 29.()数控机床的数控系统主要由计算机数控装置和伺服系统等部分组成。 二. 填充,以完成下列各表述。 1.只有在位置偏差(跟随误差)为时,工作台才停止在要求的位置上。 2.半闭环控制中,CNC精确控制电动机的旋转角度,然后通过传动 机构,将角度转换成工作台的直线位移。 3.开环伺服系统主要特征是系统内没有装置,通常使用为伺服执行机构。 4.辅助控制装置的主要作用是接受数控装置输出的指令信号,主要控制装置是。 5.数控机床控制系统包括了、、、、、。 6. 进给伺服系统是以为控制量的自动控制系统,它根据数控装置插补运算生成的,精确地变换为机床移动部件的位移,直接反映了机床坐标轴跟踪运动指令和实际定位的性能。 7. 闭环和半闭环控制是基于原理工作的。 8. 数控机床的基本组成包括、、、、、以及机床本体。 图1-2-2 HAAS立式加工中心
简易数控机床控制系统设计 学号:0601302009 专业:机械电子工程姓名:浦汉军 2007,9,10 南宁任务: 设计以单片机为控制核心的简易数控机床的数字程序控制器。要求 1、能用键盘控制工作台沿+X、-X、+Y、-Y向运动,以校正工作台位置。 2、可用于加工直线和圆弧。 3、在运行过程中可人工干预而紧急停车。 4、能实现越界报警。 5、可与PC机通讯。 总体方案设计 一、数控系统硬件电路设计 选用MCS-51系列的8031CPU作为数控系统的中央处理机。外接一片EPROM用于存放控制程序、固定批量生产的工件加工程序和数据,再选用一片8kb的6264RAM作为存放试制工件或小批量生产的工件加工程序和数据。由于系统扩展,为使编程地址统一,采用74LS138译码器完成译码法对扩展芯片进行寻址的功能。还要考虑机床与单片机之间的光电隔离、功率放大电路。其设计框图如下图所示: 图1.1 总体设计框图 工作原理:单片机系统是机床数控系统的核心,通过键盘输入命令,数控装置送来的一系列连续脉冲通过环形分配器、光电耦合器和功率放大器,按一定的顺序分配给步进电动机各相绕组,使各相绕组按照预先规定的控制方式通电或断电,这样控制步进电动机带动工作台按照指令运动。1.各单元电路设计
CE :片选信号,低电平有效,输入 :读信号,低电平有效,输入 PGM :编程脉冲输入端,输入 Vpp :编程电压(典型值为12.5V) Vcc :电源(+5V) GND :接地(0V) D 0 11D 1 12D 2 13D 3 15D 4 16D 5 17D 6 18D 719A 010 A 19 A 28 A 37 A 46 A 55 A 64A 73 A 825 A 924 A 1021 A 1123 A 122 G ND 14 C E 20PGM 27V cc 28 V pp 1N C 26 O E 222764 :片选信号输入线,低电平有效。输出允 许编程 逻辑 译 码 输出缓冲 256 256存储矩阵 A12 A11 ``` A0 OE PGM CE D0 ``` D7
全自动数控弯管机的使用方法在现今技术发展迅速的社会,为了供应人们的需求,市场上也出现了各种各样的建筑机械设备,使用起来方便、快捷,并且工作效率高。今天我们就来探讨一款26型数控平台弯管机的使用方法:适用范围:本机可加工方管、圆管、不锈钢管、矩形管、铜管。主要用于家具、健身器材、装饰材料、游乐设备、机械配件的制造。 工作展示:采用先进的嵌入式微电脑智能控制系统,角度输入实现数字化,可同时设置10组弯曲角度,多角度一次性完成,效率加倍;变速箱齿轮使用高强度合金钢配合压条一次性定性弯管,保证弯曲半径尺寸统一,适合小半径弯曲。 操作方法:根据所需要角度调整数控面板角度值,管材送入磨具,压紧压轮.独家带离合弯管机已获批国家专利,每次弯管后自动回位归零,重复弯管零偏差,全封闭减速箱,齿轮传动,维修保养简便。 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发
的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。 角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。
数控机床进给系统设计
第一章、数控机床进给系统概述 数控机床伺服系统的一般结构如图图1-1所示: 图1-1数控机床进给系统伺服 由于各种数控机床所完成的加工任务不同,它们对进给伺服系统的要求也不尽相同,但通常可概括为以下几方面:可逆运行;速度范围宽;具有足够的传动刚度和高的速度稳定性;快速响应并无超调;高精度;低速大转矩。 1.1、伺服系统对伺服电机的要求 (1)从最低速到最高速电机都能平稳运转,转矩波动要小,尤其在低速如0.1r /min 或更低速时,仍有平稳的速度而无爬行现象。 (2)电机应具有大的较长时间的过载能力,以满足低速大转矩的要求。一般直流伺服电机要求在数分钟内过载4-6倍而不损坏。 (3)为了满足快速响应的要求,电机应有较小的转动惯量和大的堵转转矩,并具有尽可能小的时间常数和启动电压。电机应具有耐受4000rad/s2以上的角加速度的能力,才能保证电机可在0.2s以内从静止启动到额定转速。 (4)电机应能随频繁启动、制动和反转。 随着微电子技术、计算机技术和伺服控制技术的发展,数控机床的伺服系统已开始采用高速、高精度的全数字伺服系统。使伺服控制技术从模拟方式、混合方式走向全数字方式。由位置、速度和电流构成的三环反馈全部数字化、软件处理数字PID,使用灵活,柔性好。数字伺服系统采用了许多新的控制技术和改进伺服性能的措施,使控制精度和品质大大提高。 数控车床的进给传动系统一般均采用进给伺服系统。这也是数控车床区别于普通车床的一个特殊部分。 1.2、伺服系统的分类 数控车床的伺服系统一般由驱动控制单元、驱动元件、机械传动部件、执行件和检测反
馈环节等组成。驱动控制单元和驱动元件组成伺服驱动系统。机械传动部件和执行元件组成机械传动系统。检测元件与反馈电路组成检测系统。 进给伺服系统按其控制方式不同可分为开环系统和闭环系统。闭环控制方式通常是具有位置反馈的伺服系统。根据位置检测装置所在位置的不同,闭环系统又分为半闭环系统和全闭环系统。半闭环系统具有将位置检测装置装在丝杠端头和装在电机轴端两种类型。前者把丝杠包括在位置环内,后者则完全置机械传动部件于位置环之外。全闭环系统的位置检测装置安装在工作台上,机械传动部件整个被包括在位置环之内。 开环系统的定位精度比闭环系统低,但它结构简单、工作可靠、造价低廉。由于影响定位精度的机械传动装置的磨损、惯性及间隙的存在,故开环系统的精度和快速性较差。 全闭环系统控制精度高、快速性能好,但由于机械传动部件在控制环内,所以系统的动态性能不仅取决于驱动装置的结构和参数,而且还与机械传动部件的刚度、阻尼特性、惯性、间隙和磨损等因素有很大关系,故必须对机电部件的结构参数进行综合考虑才能满足系统的要求。因此全闭环系统对机床的要求比较高,且造价也较昂贵。闭环系统中采用的位置检测装置有:脉冲编码器、旋转变压器、感应同步器、磁尺、光栅尺和激光干涉仪等。 数控车床的进给伺服系统中常用的驱动装置是伺服电机。伺服电机有直流伺服电机和交流伺服电机之分。交流伺服电机由于具有可靠性高、基本上不需要维护和造价低等特点而被广泛采用。 直流伺服电动机引入了机械换向装置。其成本高,故障多,维护困难,经常因碳刷产生的火花而影响生产,并对其他设备产生电磁干扰。同时机械换向器的换向能力,限制了电动机的容量和速度。电动机的电枢在转子上,使得电动机效率低,散热差。为了改善换向能力,减小电枢的漏感,转子变得短粗,影响了系统的动态性能。 交流伺服已占据了机床进给伺服的主导地位,并随着新技术的发展而不断完善,具体体现在三个方面。一是系统功率驱动装置中的电力电子器件不断向高频化方向发展,智能化功率模块得到普及与应用;二是基于微处理器嵌入式平台技术的成熟,将促进先进控制算法的应用;三是网络化制造模式的推广及现场总线技术的成熟,将使基于网络的伺服控制成为可能。 1.3、主要设计任务参数 车床控制精度:0.01mm(即为脉冲当量);最大进给速度:V max=5m/min。最大加工直径为D =400mm,工作台及刀架重:110㎏;最大轴,向力=160㎏;导轨静摩擦系数=0.2; max 行程=1280mm;步进电机:110BF003;步距角:0.75°;电机转动惯量:J=1.8×10-2㎏.m2。
1、概述 本三维数控弯管机采用CNC专用数控系统,能同时控制X、Y、Z 三个轴定量运动。根据加工要求编程,达到空间管路的成型。该机性能稳定,弯曲精度高,重复性好,寿命长,是一部全自动的高性能的弯管设备,特别适应家用空调配管、汽车空调管路,油管的弯制加工。 2、主要技术参数 3、机械结构 3.1、送料小车左右由横向丝杆通过专用工具旋转手动调节。 3.2、送料F轴 由AC伺服电机驱动,精密钢丝同步带传动,进口直线导杆副组件导向。 3.3、旋转R轴 由AC伺服电机通过减速机驱动。 3.4、弯曲B轴 由AC 伺服电机驱动,通过精密行星减速机驱动折弯臂。
3.5、夹模机构 由气缸驱动,型号:φ63×50 3.6、靠模机构 由气缸驱动,型号:φ40×35+15 3.7、芯轴进退机构 由气缸驱动,型号:φ100×10 3.8、料夹机构 由气缸驱动,型号:φ32×30 3.9、平移机构 由气缸驱动,型号:φ50×80 4.0、换模机构 由气缸驱动,型号:φ100×30 4、电气构造 4.1、电源:三相AC 380V±1% 50 HZ 4.2、伺服电机 4.2.1、弯曲驱动电机 电源:三相AC 220V 50 HZ 功率1.0 KW,2000转/分 4.2.2、送料伺服电机 电源:三相AC 220V 50 HZ 功率0.4 KW,3000转/分 4.2.3、旋转伺服电机 电源:三相AC 220V 50 HZ 功率0.2 KW,3000转/分 4.3、气压电磁方向控制阀 电压:DC24V 4.4、系统电源 电压:DC24V 5、床身上的限位开关、零点检测开关 a、行程开关是限位开关,弯曲臂正向超程保护 b、接近开关是零点开关,在回零时,当检测到此 开关时,座标清零。 c、行程开关属限位开关,弯曲臂负向超程保护
数控弯管机产品简介 采用自主研发设计的涡轮减速箱传动,经久耐用、力度强,弯管过程轮模转动,配合高强度压条一次性定形弯管。主要是弯90度,或U型管,一次成型,效果很好! 弯管机使用范围: 弯管机用途广泛,,适用于弯铁管、不锈钢圆管、方管及矩形管,可任意将管的某部位弯成你所需要的效果,是闸门加工、健身器材、输送管道、装饰加工、休闲娱乐设备、太阳能管,自来水管,汽车保险杠,自行车、三轮车,空调铜管弯曲,桌椅弯曲,童车,五金灯饰,健身器材、卫浴器材、医疗器材、钢制家具、休闲家具、办公家具,石油化工等行业必备的设备。。 选择设备流程: 一、首先确定你是弯圆、弧度、弯U型还是弯角度 二、其次确定管子外直径和壁厚 三、再次确定你的弯曲直径 四、确定适合的机型 五、确定机器价格及模具价格 弯管机产品优势: 专业技术人员制作、性能稳定,智能芯片控制、响应速度快、灵敏度高、可设置智能控制系统,采用进口接近开关控制(取代行程开
关)信号感应强、运行角度准确、重复精度高,从根源上解决了由于“机械式”控制无法准确停机造成角度偏差大、重复精度低、使用不便等诸多问题。 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。 为了方便大家买到对自己实用的机器,根据不用管材规格也有不同的型号供大家挑选。比如51#数控平台弯管机,顾名思义最大程度
数控机床控制技术与系统(期末复习) 1、 名词解释 数控:即采用数字控制的方法对某一工作过程实现自动控制的技术。 数控系统:能按照零件加工程序的数值信息指令进行控制,使机床完成工作运动并加工零件的一种控制系统。 2、数控加工程序按两类控制量分别输出:连续控制量(送往伺服系统)、离散的开关控制量(送往机床强电控制系统) 3、MDI 工作方式的三种功能:编程、PLC 参数修改、CNC 参数修改。 4、CNC 在机床工作时的作用:译码、插补、位置检测 PLC 的 作用:剩下的都是PLC 的,例如:工件夹紧、工作台转动等 编码器 1、 根据位置检测装置的安装形式和测量方式分为:直接测量和间接测量、 2、 按编码方式分为:绝对式测量和增量式测量,绝对式无需返参,直接测量。增量式开 机之后需要返参。 3、 位置测量装置分为:直线式、旋转式 4、 绝对式编码器按内部结构和测量方式分为接触式、光电式、电磁式 5、 码盘的分辨角:n 2 360?=α,分辨率=n 21。n —码盘的码道圈数。n 越大。分辨角越小,测量精度越高。 6、 编码器各部分的名称:P18 7、 光栅工作原理:是根据物理上莫尔条纹的形成原理进行工作的。当指示光栅与主光栅发生相对 位移,会形成莫尔条纹。其方向与光栅线纹方向大致垂直。两条莫尔条纹之间的距离为纹距W , 若栅距为ω,则有θ ω=w ,当工作台移动一个栅距,莫尔条纹就向上或向下移动一个纹距,莫尔条纹由光敏元件接受,从而产生电信号电信号经读数头中的电子线路板处理后。输出脉冲信号。 8、 光栅莫尔条纹纹距θ ω=W ,ω—栅距,θ—两条线纹之间的倾斜夹角。 9、 PLC 的接线图 10、 PMC 指令(考试可能会用到):应用数据检索功能指令(DSCH )、符合功能检查指令 (COIN )、后传输指令(MOVE )、译码指令(DEC ) 11、 给出电路图,表述工作原理 12、 直流电动机 ⑴ 正反馈(自己找) ⑵ 晶闸管小结:晶体闸流管的简称,又可称做可控硅整流器,最基本的用途就是可控整流,晶闸管导通的条件:1. 晶闸管阳极电路(阳极与阴极之间)施加正向电压。 2. 晶闸管控制电路(控制极与阴极之间)加正向电压或正向脉冲(正向触发电压)。 晶闸管导通后,控制极便失去作用。 依靠正反馈,晶闸管仍可维持导通状态。 晶闸管关断的条件:1.将阳极电压(电流)减小或断开,直到正反馈效应不能维持。 2.在晶闸管的阳极和阴极间加反相电压。 ⑶ 感阻性(自己找) ⑷ 降压斩波电路 升压斩波电路
操作小型全自动数控弯管机时需注意的事项 1. 弯管机在使用前,必须安装平稳牢固,作业场所应设置栏杆。 2. 弯管前,应先空载运转,确认正常后,再套模弯管。不准载负荷试车。 3. 严禁弯制本机额定直径和壁厚外的管子。 4. 必须按加工管径选用管模,并按顺序放好。 5. 弯管时,不得在管子和管模之间加油或润滑剂。 6. 夹紧机件,导板支承机构应按弯管的方向及时进行更换。 7. 电气部分应按规定接地或接零。 8. 爱护机械,转动部分定期加油,定期保养 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等
行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,
数控弯管机价格 弯管机的价格在市场上乱七八糟,有的几百元/台,有的机器甚至几万元/台差距很大,甚至还有一些小厂家这样标价格:“×元/台(限量)”这种方法直接就是忽悠人的,这样的厂家可以直接卡掉不用考虑了。甚至有些骗人的卖家只标价格不标地址或是模糊的地址,外地客户直接发货根本不知道到底是个什么样的小作坊,更有甚者公司名字都和自己的产品名字对不起来,而且大多数是:某某某金属制品厂、某某某加工中心,看着都好笑,弯管机是一台金属弯曲设备!明眼人一看就知道,注册资金十万到几十的加工场的设备是不能买的。目前市面弯管机错综复杂,大概分为手动液压弯管机、数控平台弯管机、液压全自动弯管机等等,且生产厂家数不胜数,每一种弯管机的价格和所带来的效率也不一样。 数控弯管机应用于航空航天、汽车、机车、摩托车、船舶、石化、电力、天然气、核工业、锅炉、车辆、健身器材、体育用品等多种行业的管件加工,选择优质的数控弯管机,小编为您推荐:河南省长葛市恒生机械制造有限公司生产的数控弯管机。
河南省长葛市恒生机械制造有限公司始终坚持“礼仪置信、以人为本、踏实严谨、怏速高效”的经营理念,质量可靠,服务、供货及时、价格合理,是公司对广大客户的承诺。务实高效是我们永远的目
标,公司满怀真诚的期待,愿与社会各界朋友精诚合作,共创美好未来。如有需要可点击咨询。 2018年长葛市恒生机械制造有限公司推出机型有26# 38# 51# 76# 76加重#下面是以上机型参数表及报价表。 恒生机械制造有限公司机器参数表
恒生机械制造有限公司2018年度机器报价表 注:以上价格仅为机器价格,不含模具,不含税运选择弯管机要根据自己的经营需要选择不同的款式,要求规格高的价格也就高些,这个是正常合理的,但不能一味追求低价而忽略品质,前面提到的没有明确地址的,小加工部的,信息满天飞价格胡乱标的,无论多少钱都是不敢买的。 下面为大家展示机器图以供参考
控制系统课程项目 设计说明书 项目名称:数控铣床控制系统设计 系别:机械电子工程系 专业:机械设计制造及其自动化 姓名:city 学号:09128888 组员:学号: 学号: 指导教师:陈少波
完成时间:2012 年 6 月8 日至2012 年 6 月22 日 目录 1 概述 (3) 1.1 设计目的 (3) 1.2使用设备 (3) 1.3设计内容及要求 (4) 2 NUM1020控制系统设计 (4) 2.1 功能概述 (4) 2.2 主要元器件选型 (5) 2.2.1电机选型 (5) 2.2.2 伺服驱动器与变频器选型 (8) 2.3 电路原理设计 (9) 2.3.1 电源供电设计 (9) 2.3.2 驱动电路设计 (10) 2.3.3 电机编码器与伺服驱动器连接设计 (10) 2.3.4 手轮与轴卡连接设计 (11) 2.3.5铣床控制电路设计 (12) 2.4 控制系统设计 (13)
2.4.1控制系统功能设计 (13) 2.4.2 参数设置 (14) 2.4.3 程序设计 (16) 3 总结 (20) 1 概述 1.1 设计目的 1)、掌握简单数控铣床控制系统的设计过程 2)、掌握常用数控系统(NUM1020)的操作过程 3)、掌握交流伺服电机的工作方式及应用过程 4)、了解数控系统内置式PLC 的实现原理及编程方式 5)、掌握数控系统自动控制功能程序的设计及开发过程 1.2使用设备 1)、NUM1020数控系统一套 2)、安川交流伺服电机3套 3)、计算机及梯形图编辑软件一套
1.3设计内容及要求 1)、以实验室现有的设备(NUM1020数控系统)作为控制器,参照实验室现有的数控铣床的功能,完成一台具有3轴联动功能的数控铣床的电气系统设计过程。 2)、移动轴(3轴)采用实验室现有的交流伺服电机进行驱动,采用半闭环位置控制模式。 3)、主轴采用实验室现有的变频调速器进行设计驱动,系统不要求具备自动换刀功能。 4)、完成PLC输入输出点的分配。 5)、具有行程及其他基本的保护功能。 6)、设计相关功能的梯形图控制程序(要求具有:手动进给功能、手轮进给功能、MDI功能、自动控制功能及各种基本的逻辑保护功能) 7)、完成设计报告。 2 NUM1020控制系统设计 2.1 功能概述 此三轴联动数控铣床由X、Y、Z轴三轴及主轴组成,X、Y、Z轴采用伺服电机传动,由伺服驱动器驱动。主轴采用普通三相异步电机,由变频器驱动。数控系统采用NUM1020数控系统。由NUM1020数控系统作为控制核心,三台伺服驱动器通过NUM1020系统的轴卡地址编码控制,主轴变频器由数控系统
液压数控弯管机使用方法 在现今技术发展迅速的社会,为了供应人们的需求,市场上也出现了各种各样的建筑机械设备,使用起来方便、快捷,并且工作效率高。今天我们就来探讨一款26型数控平台弯管机的使用方法:适用范围:本机可加工方管、圆管、不锈钢管、矩形管、铜管。主要用于家具、健身器材、装饰材料、游乐设备、机械配件的制造。 工作展示:采用先进的嵌入式微电脑智能控制系统,角度输入实现数字化,可同时设置10组弯曲角度,多角度一次性完成,效率加倍;变速箱齿轮使用高强度合金钢配合压条一次性定性弯管,保证弯曲半径尺寸统一,适合小半径弯曲。 操作方法:根据所需要角度调整数控面板角度值,管材送入磨具,压紧压轮.独家带离合弯管机已获批国家专利,每次弯管后自动回位归零,重复弯管零偏差,全封闭减速箱,齿轮传动,维修保养简便。 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发
的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。 角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。
第一章、数控机床进给系统概述 数控机床伺服系统的一般结构如图图1-1所示: 图1-1数控机床进给系统伺服 由于各种数控机床所完成的加工任务不同,它们对进给伺服系统的要求也不尽相同,但通常可概括为以下几方面:可逆运行;速度范围宽;具有足够的传动刚度和高的速度稳定性;快速响应并无超调;高精度;低速大转矩。 1.1、伺服系统对伺服电机的要求 (1)从最低速到最高速电机都能平稳运转,转矩波动要小,尤其在低速如0.1r /min或更低速时,仍有平稳的速度而无爬行现象。 (2)电机应具有大的较长时间的过载能力,以满足低速大转矩的要求。一般直流伺服电机要求在数分钟内过载4-6倍而不损坏。 (3)为了满足快速响应的要求,电机应有较小的转动惯量和大的堵转转矩,并具有尽可能小的时间常数和启动电压。电机应具有耐受4000rad/s2以上的角加速度的能力,才能保证电机可在0.2s以内从静止启动到额定转速。 (4)电机应能随频繁启动、制动和反转。 随着微电子技术、计算机技术和伺服控制技术的发展,数控机床的伺服系统已开始采用高速、高精度的全数字伺服系统。使伺服控制技术从模拟方式、混合方式走向全数字方式。由位置、速度和电流构成的三环反馈全部数字化、软件处理数字PID,使用灵活,柔性好。数字伺服系统采用了许多新的控制技术和改进伺服性能的措施,使控制精度和品质大大提高。 数控车床的进给传动系统一般均采用进给伺服系统。这也是数控车床区别于普通车床的一个特殊部分。 1.2、伺服系统的分类 数控车床的伺服系统一般由驱动控制单元、驱动元件、机械传动部件、执行件和检测反馈环节等组成。驱动控制单元和驱动元件组成伺服驱动系统。机械传动部件和执行元件组成机械传动系统。检测元件与反馈电路组成检测系统。
红字的意思是没找到答案,蓝字的意思是不确定;有错别字不负责啊。。。学渣整理,此资料仅供参考╮(╯▽╰)╭ 一 ⒈数控机床通常由哪几部分组成?各部分的作用和特点是什么? 控制介质 作用:在数控机床加工时,携带和传输所需的各种控制信息。 特点:是存储数控加工所要的全部动作和刀具相对于工件位置信息的媒介物,它记载着零件的加工程序。 数控装置 作用:是数控机床的核心,它根据输入的程序和数据,经过数控装置的系统软件或逻辑电路进行编译、 运算和逻辑处理后,输出各种信号和指令,控制机床的各个部分,进行规定的、有序的动作。 特点:可分为普通数控系统NC 和计算机数控系统CNC 两类。 伺服机构 作用:根据数控装置发来的速度和位移指令控制执行部件的进给速度、方向和位移。 特点:由伺服驱动电路和伺服驱动装置组成,与机床上的执行部件和机械部件组成数控机床的进给系统。 机械部件 作用:包含有主运动部件、进给运动执行部件、拖板和传动部件等。 特点:传动结构要求更为简单,精度、刚度、抗震性等方面要求更高,且其传动和变速系统要便于实现 自动化控制。 ⒉简述数控机床的分类 按运动方式分 点位控制系统:需要从一点准确的移动到另一点,移动过程不需要切削; 点位直线控制系统:需要从一点准确的移动到另一点,且运动轨迹为直线,移动部件在移动过程中 进行切削; 轮廓控制系统:需要从一点准确的移动到另一点,并能控制将零件加工成一定的轮廓形状。 按控制方式分 开环控制系统:不具有反馈装置,系统精度较低; 半闭环控制系统:具有角位移检测装置,定位精度较高,调试方便,稳定性好; 闭环控制系统:具有直线位置检测装置,具有检测、比较和反馈装置,定位精度高,但结构复杂。 按数控系统的功能水平分:低、中、高档次 ⒊什么是开环、半闭环和闭环控制系统?其特点是什么?适用于什么场合? ①开环控制系统是指不带反馈装置的控制系统;特点是不能进行误差校正,因此系统精度较低;适用于低精度要求 的数控机床。 ②半闭环控制系统是在开环控制系统的伺服机构中装有角位移检测装置的控制系统;特点是调试方便,稳定性好精 度较高;目前应用较为广泛。 ③闭环控制系统是在机床移动部件位置上直接装有直线位置检测装置的控制系统;特点是定位精度高,调试维修较 为困难;适用于精度要求高的数控机床。 ⒋脉冲当量、定位精度和重复定位精度的含义是什么? 脉冲当量:数控装置每发出一个脉冲信号,反映到机床位移部件上的移动量。 定位精度:数控机床工作台等移动部件在确定的终点所到达的实际位置的精度。 重复定位精度:在同一台数控机床上,应用相同程序、相同代码加工一批零件,所得到的连续结果的一致程度。⒌数控轴数与联动轴数的区别。 控制轴即机床数控装置能够控制轴的数目,而联动轴即同时控制多个轴的运动。数控轴数越多,功能就越强,机床 的复杂程度和技术含量也越高;联动轴数越多,机床控制和编程难度越大。 ⒎数控车床床身和导轨有几种布局形式?每种布局形式的特点是什么? 有四种布局形式 ①平床身:工艺性好,便于导轨面的加工; ②斜床身:排屑方便,便于安装自动排屑器,操作方便,易于实现单机自动化和封闭式防护; ③平床身斜滑板:工艺性好,排屑方便; ④立床身:排屑最为方便。二⒈数控机床设计方案的特点是什么? 设计手段计算机化;设计方法综合化;设计对象系统化;设计问题模型化;设计过程程式化与并行化。 、管路敷设技术通过管线敷设技术不仅可以解决吊顶层配置不规范高中资料试卷问题,而且可保障各类管路习题到位。在管路敷设过程中,要加强看护关于管路高中资料试卷连接管口处理高中资料试卷弯扁度固定盒位置保护层防腐跨接地线弯曲半径标高等,要求技术交底。管线敷设技术中包含线槽、管架等多项方式,为解决高中语文电气课件中管壁薄、接口不严等问题,合理利用管线敷设技术。线缆敷设原则:在分线盒处,当不同电压回路交叉时,应采用金属隔板进行隔开处理;同一线槽内,强电回路须同时切断习题电源,线缆敷设完毕,要进行检查和检测处理。、电气课件中调试对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料试卷相互作用与相互关系,根据生产工艺高中资料试卷要求,对电气设备进行空载与带负荷下高中资料试卷调控试验;对设备进行调整使其在正常工况下与过度工作下都可以正常工作;对于继电保护进行整核对定值,审核与校对图纸,编写复杂设备与装置高中资料试卷调试方案,编写重要设备高中资料试卷试验方案以及系统启动方案;对整套启动过程中高中资料试卷电气设备进行调试工作并且进行过关运行高中资料试卷技术指导。对于调试过程中高中资料试卷技术问题,作为调试人员,需要在事前掌握图纸资料、设备制造厂家出具高中资料试卷试验报告与相关技术资料,并且了解现场设备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。 、电气设备调试高中资料试卷技术电力保护装置调试技术,电力保护高中资料试卷配置技术是指机组在进行继电保护高中资料试卷总体配置时,需要在最大限度内来确保机组高中资料试卷安全,并且尽可能地缩小故障高中资料试卷破坏范围,或者对某些异常高中资料试卷工况进行自动处理,尤其要避免错误高中资料试卷保护装置动作,并且拒绝动作,来避免不必要高中资料试卷突然停机。因此,电力高中资料试卷保护装置调试技术,要求电力保护装置做到准确灵活。对于差动保护装置高中资料试卷调试技术是指发电机一变压器组在发生内部故障时,需要进行外部电源高中资料试卷切除从而采用高中资料试卷主要保护装置。
DW38数控弯管机机械设计说明书及CAD图纸资料全套设计(图纸)加 401339828 摘要 管的弯制方法有很多,相应的设备也有很多,但大多数都是用手动或机械弯管机加工生产出来的,而且多为冷弯。在实际中通常是根据生产对管的质量要求选择相应的弯管机进行加工。本课题旨在寻求一种新的弯管工艺,在保证弯管质量的前提下尽可能提高弯管的速度。 本着以上的目的,本课题研究设计了一款DW38液压全自动弯管机。它具有生产效率较高,制造成本低。整台机器共有以下几部分组成:送料夹紧和送料机构、弯曲夹紧机构、弯曲机构和切断机构四大部分组成。除了切断机构是由一台功率为0.37kw的小功率三相异步电动机带动之外,其它的机构均采用了液压传动。弯管方式采用辗压。在弯管的过程中,定模保持不动,固定在旋转平台上的动模进行靠模完成管子的加工。 由于主要采用了液压传动的传动方式,和其它的液压设备相同,该液压全自动弯管机在传动上大为简化,缩短了传动链,从而提高了动力的传动效率。本设备可以一次完成两根管料的同时加工,所以加工效率较高。 关键词:弯管机齿轮传动液压缸 专业论文设计图纸资料在线提供,优质质量,答辩无忧
毕业论文 ABSTRACT There are many bending method of tube, so the corresponding device is a lot. But most bending machine is manual or mechanical processing, and mostly is cold .In practice; the select of bending machine is usually based on the quality of the production requirements on tube. This topic seeks to find a new elbow technology, in ensuring the quality of pipe bends under the premise of improving the speed as much as possible. In the above purpose, the research design of a hydraulic automatic tube bending machine. It has higher production efficiency, low manufacturing cost. The whole machine is a total of the following components: Feeding clamping and feed mechanism, clamp body bending, bending bodies and cut off the bodies of four parts. In addition to cutting off body by a low-power power 0.37kw three phase induction motor drive, the other agencies are using a hydraulic transmission. Rolling Elbow is adopted. In the bending process, scheduled to die remain intact, fixed on the rotating platform, the dynamic model for the tube to complete the processing by the module. Since the main use of the hydraulic drive transmission, and other similar hydraulic equipment, automatic bending machine of the hydraulic drive on the greatly simplified, reducing the transmission chain, resulting in improved power transmission efficiency. The device at once, while two pipe materials processing, so the processing efficiency is
1、数控机床进给系统概述 1.1 伺服进给系统概述 数控机床的伺服进给系统由伺服驱动电路、伺服驱动装置、机械传动机构和执行部件组成。它的作用是接收数控系统发出的进给速度和位移指令信号,由伺服驱动电路作转换和放大后,经伺服驱动装置(直流、交流伺服电动机,功率步进电机,电业脉冲马达等)和机械传动机构,驱动机床的工作台、主轴刀架等执行部件实现工作进给和快速移动。数控机床的伺服进给系统与一般机床的进给系统有本质的差别,他能根据指令信号精确地控制执行部件的运动速度与位置,以及几个执行部件按一定运动规律所合成的运动轨迹。 1.2 伺服进给系统分类 数控私服进给系统按有无位置检测和反馈进行分类,有以下三种: (1)开环伺服系统 (2)半闭环伺服系统 (3)闭环伺服系统 1.3 伺服进给系统的基本要求 (1)精度要求 (2)响应速度 (3)调速范围 (4)低速、大转矩 2、运动设计 2.1传动方案拟定 数控机床按控制方式分为开环、闭环、半闭环,由于采用直流式交流伺服电机的闭环控制方案,结构复杂,技术难度大,调试和维修困难,造价也高。闭环控制可以达到很好的机床精度,能补偿机械传动系统中各种误差,消除间隙、干扰等对加工精度的影响,一般应用于要求高的数控设备中,由于数控车床加工精度不十分高,采用闭环系统的必要性不大。若采用直流或交流伺服电机的半闭环控制,精度较闭环控制的查,但是稳定性好,成本较低,调试维修较容易;但是对于经济型数控机床来说必要性不大。故在本次设计中,采用开环控制步进电机驱动。 确定设计任务后,初步拟定三种传动方案即1电机直接与丝杠相连;2电机通过同步带的传动带动丝杠转动;3电机通过齿轮传动带动丝杠转动。 步进电机具有如下优点 :
数控弯管机的使用方法 在现今技术发展迅速的社会,为了供应人们的需求,市场上也出现了各种各样的建筑机械设备,使用起来方便、快捷,并且工作效率高。今天我们就来探讨一款26型数控平台弯管机的使用方法:适用范围:本机可加工方管、圆管、不锈钢管、矩形管、铜管。主要用于家具、健身器材、装饰材料、游乐设备、机械配件的制造。 工作展示:采用先进的嵌入式微电脑智能控制系统,角度输入实现数字化,可同时设置10组弯曲角度,多角度一次性完成,效率加倍;变速箱齿轮使用高强度合金钢配合压条一次性定性弯管,保证弯曲半径尺寸统一,适合小半径弯曲。 操作方法:根据所需要角度调整数控面板角度值,管材送入磨具,压紧压轮.独家带离合弯管机已获批国家专利,每次弯管后自动回位归零,重复弯管零偏差,全封闭减速箱,齿轮传动,维修保养简便。 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发
的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。 角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。