马扎克五轴
技术介绍
生产商:日本山崎马扎克株式会社
1.机床特性
V ARIAXS730-5X加工中心是在Mazak日本本土工厂生产的高性能5轴联动加工中心,兼顾技术的先进性和生产的高效率,具有很高的性能价格比。
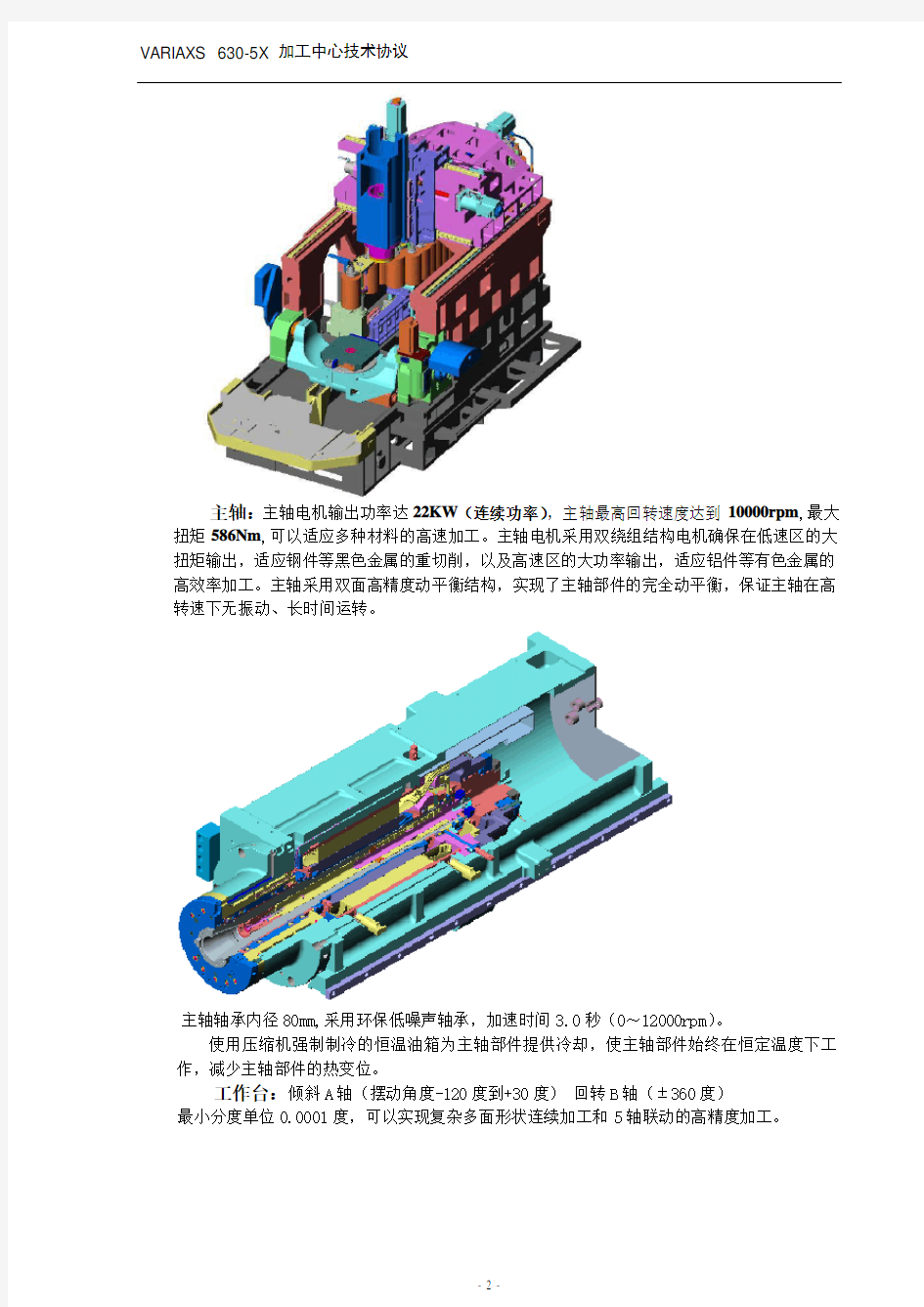
机床整体结构:主要结构件采用高品质的密烘那(MEEHANITE)铸铁,刚性好、精度保持性强,外型美观。各主要部件底座、立柱、滑鞍通过FEM分析,使得机床整体具备了热特性好、稳定性好、高刚性、高精度、振动小等特点。
主轴:主轴电机输出功率达22KW(连续功率),主轴最高回转速度达到10000rpm,最大扭矩586Nm,可以适应多种材料的高速加工。主轴电机采用双绕组结构电机确保在低速区的大扭矩输出,适应钢件等黑色金属的重切削,以及高速区的大功率输出,适应铝件等有色金属的高效率加工。主轴采用双面高精度动平衡结构,实现了主轴部件的完全动平衡,保证主轴在高
转速下无振动、长时间运转。
主轴轴承内径80mm,采用环保低噪声轴承,加速时间3.0秒(0~12000rpm)。
使用压缩机强制制冷的恒温油箱为主轴部件提供冷却,使主轴部件始终在恒定温度下工
作,减少主轴部件的热变位。
工作台:倾斜A轴(摆动角度-120度到+30度)回转B轴(±360度)
最小分度单位0.0001度,可以实现复杂多面形状连续加工和5轴联动的高精度加工。
三轴驱动:X/Y/Z轴采用精密滚珠中空丝杠,空调冷却的恒温冷却油从丝杠中心通过,配合THK直线滚动导轨,使用大功率的伺服电机驱动。实现了高速、高精度、具有良好的动态
特性。
刀库:刀库可以容纳30把刀,刀库驱动和机械手驱动均采用伺服电机。通过采用双伺服驱动,大大简化了传动系统的机械结构,有效地提高了刀具交换系统的可靠性,并且节约了换
刀时间。刀具交换时间仅为4.5秒(切削对切削,刀具重量20Kg)。
节能、环保方面:丝杠、导轨全部采用油脂润滑,使得润滑油的消耗大大减少,冷却液受污染的程度大大降低,寿命显著提高。全封闭的防护罩完全避免了切屑和烟尘的外溢,不会对工作环境造成污染。机床在待机状态下,压缩空气消耗量为零。另外,待机超过一定时间,机床将自动关闭照明灯、自动停止排屑器的运转,减少了无谓的电力消耗。
人性化设计:导轨防护罩采用了大倾角的山形结构设计,切削液和切屑排出顺畅。全封闭的防护罩完全避免了切屑和烟尘的外溢,并且在此基础上,专门设计了可打开的顶盖,极大地方便了吊车的使用,装卸重工件更方便。所有气动、润滑等相关的部件均集中布置在机床的右后方,调整维护非常方便。可旋转型操作面板,使得接近工作台、主轴都比较容易,减少了加工准备过程的时间。
Mazak机床智能化功能介绍:
3. V ARIAXS730-5X机床配置
A、标准配置
大流量冷却系统COMPLETE COOLANT SYSTEM
照明装置W ORK LIGHT
一套机床手册ONE SET OF MANUALS
实时振动控制ACTIVE VIBRATION CONTROL
智能热屏蔽保护INTELLIGENT THERMAL SHIELD
智能安全保护INTELLIGENT SAFETY SHIELD
MAZAK语音导航MAZAK VOICE ADVISER
虚拟加工VIRTUAL MACHINING
一套调整工具ONE SET OF ADJUSTING TOOLS
基础用品(垫板) FOUNDATION KIT(ANCHOR BOLTS & PLATES) Mazak标准色MAZAK STANDARD COLOR (F WHITE/S BLACK)
世界统一安全标准THE SAFETY MEASURES ON WORLDWIDE LEVEL Y轴行程850mm Y AXIS TRAVEL 33.46" (850MM)
MATRIX数控系统MAZATROL MATRIX CONTROL
15英寸彩色液晶显示器15" COLOR LCD
电源变压器POWER TRANSFORMER FOR OTHER MARKETS
主轴电机功率30KW MAIN SPINDLE MOTOR AC 30KW(40HP)
10000rpmBT50主轴SPINDLE SPEED 10000RPM(#50)
ATC 30把刀库30 TOOL MAGAZINE
主轴冷却单元SPINDLE CHILLER UNIT
绝对位置检测机能ABSOLUTE POSITIONING SYSTEM
滚珠丝杠中空冷却COOLERS FOR BALL SCREW (X,Y,Z-AXIS)
滚柱导轨ROLLER GUIDE
操作门连锁(带锁装置) OPERATOR DOOR INTERLOCK WITHLOCK-SWITCH 全周防护罩TOTAL COVER
顶部防护罩TOP COVER
用户宏(共变量600组)USER MACRO (COMMON VARIABLES:600 PAIRS)
旋风式攻丝/镗孔(EIA/ISO)MAZAK TAPPING/BORING TORNADO (EIA/ISO)
EIA/ISO代码输入功能EIA/ISO CODE INPUT FUNCTION (STANDARD)
EIA/ISO 5轴联动F)EIA/ISO FUNCTION SIMULTANEOUS 5 AXES
EIA螺旋插补?图形旋转等4种功能追加(需要EIA)ADD. EIA/ISO FUNCTIONS (REQ. EIA/ISO)
EIA反比时间进给INVERSE TIME FEED
EIA自动刀具长度检测G37.AUTOMATIC TOOL-LENGTH MEASUREMENT
EIA对照停止SEQUENCE NUMBER COMPARISON STOP FUNCTION
B)MAZACC-2D软件(形状补正功能)B)MAZACC-2D SOFTWARE(SHAPE COMPENSATION) 追加工件坐标系(300组) ADD. WORKPIECE COORDINATE SYS. 300-PAIRS
螺纹加工功能THREAD CUTTING FUNCTION
极坐标输入POLAR COORDINATES INPUT (G122)
EIA固定循环(矩阵?圆弧) EIA PATTERN CYCLE (GRID, ARC)
I/F接口(2接口) CARDBUS I/F (2-SLOT)
LAN接口LAN PORT
USB 接口USB I/F
IC卡接口IC MEMORY CARD INTERFACE
经产省申请用机床精度检查表(ISO) ACCURACY INSPECTION
移机检测装置RELOCATION DETECTOR
B、选项配置(具体协商)
全自動工具長測定機能&工具折損検出機能A UTO TOOL LENGTH MEASUR.& BREAK. DETECT. Mazak工件检测OPM60 MAZAK MONITORING SYS. B OPTICAL OMP60
手摇脉冲发生器(独立式1个)MANUAL PULSE GENERATOR(1PCE.)PALM SIZE
工件吹气WORKPIECE AIR BLAST
油水分离器OIL SKIMMER RB-200
水枪HAND HELD COOLANT NOZZLE
主轴高压中心冷却水15Kg HI-PRESS.COOLANT THRU SYS(15KGF,213PSI)
3色工作灯SIGNAL TOWER (3 COLORS LIGHTS,KOD)
复合式排屑器(侧出)CHIP CONVEYOR RIGHT DISPOSAL (CONSEP)
主轴高速同步攻丝B)SYNCHRONIZED TAPPING
EIA/ISO转换EIA/ISO CONV.(REQ.EIA/ISO INPUT)(G1D/G2D
F)刀尖控制/5轴联动F)TOOL TIP POINT CONTROL /SIMULT. 5 AXES
F)刀具半径补偿/5轴联动F)TOOL RADIUS COMPENSATION / 5-AXIS
三维标转换功能3-D COORDINATE CONVERSION
B)GOO斜向恒定控制B)G00 SLOPE CONSTANT
D)MAZACC-3D高速高精度软件D)MAZACC-3D HIGH-SPEED SOFTWARE PACKAGE 旋转轴形状插补B)SHAPE COMPENSATION FOR ROTARY AXES D)高速平滑插补(MAZACC-3D需要)D)HIGH SMOOTHING CONTROL (REQ.MAZACC-3D) B)圆弧插补B)CYLINDRICAL INTERPOLATION
EIA动态补偿Ⅱ(包含Ⅰ)EIA DYNAMIC COMPENSATION 2 (INCLUDED 1)
5.Mazak数控系统功能配置
V ARIAXS730-5X机床控制系统采用了世界领先水平“Mazatrol MATRIX”数控系统。该数控系统使用了高速的双64位RISC CPU,大幅度提高了数控系统的数据处理能力和运动控制性能。该系统采用了个人计算机(PC)与CNC融合技术,实现了PC和CNC之间的宽带双向通讯,使机床具备了先进的智能化和信息化功能。该系统通过内置的切削专家系统,实现了真正意义上的会话式编程,机床的操作大大简化,对操作者要求相对降低。
注:带“*”号的为特殊选项
6.MAZAK公司介绍
山崎马扎克公司是日本的专业生产各种数控机床、激光切割机以及相关软件的生产厂家,创建于1919年,目前世界上共有9个独资厂还有70多个技术服务展示中心及服务中心,共有职工6000多人,年销售额超过20亿美元。进入2000年代后,年销售额一直保持全球机床行业领先地位。公司拥有8个系列200多种数控机床可供各个行业的客户选择。在中国设有上海技术服务中心总部、大连﹑广州技术中心和北京、重庆等分公司为广大客户提供售前售后服务及技术支持。
公司主要生产品目:CNC车床、复合车铣加工中心、立式加工中心、卧式加工中心、CNC激光切割机系统、FMS柔性生产系统、CAD/CAM系统、生产支援软件、CNC装置、机械手系统等。
7.服务及培训
1.安装和调试:
卖方在合同签订后一个月内提前向买方提供机床地基图及电、气源的安装条件并承担机床的安装调试,直至合格交付买方使用。(检验标准按MAZAK规定标准)安装调试时间为机器到用户处后3日内开始,安装调试时间为5~7个工作日。
2.保修期限及范围:
保修期限为设备装船后18个月或新机验收之日起一年两者中短的时间计算,控制系统24个月。保修期内,卖方向买方免费提供及时的维修服务和维修所必须的零配件。经查证由于买方操作不当、自行拆卸改装等非制造质量原因发生的故障及其它损失、或存放时间过长造成的机床外观或内部的损坏,不在以上保修范围,买方须支付所有维修费用。
3.培训:
合同生效后,卖方免费向买方提供2人/台为期4个工作日的在山崎马扎克机床(上海)或(大连)有限公司培训中心的技术及维修服务的培训,以及安装调试期间在客户工厂的现场操作培训。
培训内容:
公司简介及新品介绍
MAZATROL编程
EIA/ISO编程(选项)
操作
机械保养
电气保养
4.设备验收以及检验方法:
Mazak派人在客户工厂进行现场试切加工(客户提供零件图纸、工件毛坯、刀具、夹具、检测设备等),提供验收报告。
5.维修服务人员到位时间:接用户维修要求后24小时之内响应,48小时内到现场。
马扎克MAZAK参数 EIA
马扎克MAZAK参数EIA/ISO参数(F )(一) 2016-10-23 22:55:57 来源:数控学习网作者:admin 【大中小】浏览:945次评论:0条 地址(位) 名称 F1 角部减速速度的百分比(%) F2 圆弧限制速度的百分比(%) F3 高速平滑控制有效/无效 F4 固定值(0) F5 固定值(0) F6 高速平滑控制时的减速台阶幅度 F7 固定值(0) F8 高速平滑控制时角部减速系数 F9 高速平滑控制时弧限制速度系数 F10 — F11 3D 刀具补偿的矢量常数 F12 在钻刀高速深孔循环或在G83 中啄式加工的回退量 F13 在深孔钻加工循环或在G83 中快速进给的允差量 F14 坐标的旋转中心(横坐标轴) F15 坐标的旋转中心(纵坐标轴) F16 坐标旋转的水平长度 F17 坐标旋转的垂直长度 F18 坐标旋转的角度 F19 圆弧半径差的最大允许量 F20 定标功能的固定倍率 F21 自动角部倍率修调(G62)时可得到的最大内角角度
F22 自动角部倍率修调(G62)的减速区域 F23~F26 — F27 选择重启动时主轴旋转数限制(G92)的处理方式 F28 螺纹加工时的倒角角度 F29 自动角部倍率修调(G62)的倍率修调值 F30 选择G 代码类型 F31 程序编排用粗加工刀具优先方式的选择 F32 省略主轴最高/最低夹紧转速指令的R 指令时的动作 F33~F39 — F40 在磁带模式中操作方法的选择 F41 螺纹加工结束点的等待时间 F42 Z 轴方向测量时的减速领域r F43 Z 轴方向测量时的测定领域d F44 测量速度f F45 X 轴方向测量时的减速领域r F46 X 轴方向测量时的减速领域d F47~F66 公共变量名称 F67 — F68 — F69 EIA/ISO 程序重起动方法 F70 在EIA/ISO 子程序中,多重加工和重启动次数的指定模式F71 加工次序控制 F72 MAZATROL 程序形状补偿功能的选择 F73 次数学习的M 代码执行时间 F74 次数学习的S 代码执行时间
LGMazak编程教程
QT-200数控车床EIA/ISO编程培训教程 一:培训日程 1.EIA/ISO编程—二天 二:培训内容 1.EIA/ISO 编程第一天的内容 1.1EIA/ISO 编程的基本知识的说明 ⑴机床坐标系和工件坐标系的说明: ⑵刀补值的说明及工件坐标系的确立: 刀补值的说明:几何补偿、磨损补偿 工件坐标系的确立:用G50确立 通过刀补值确立 ⑶调用已有程序、创建新程序的操作说明: ⑷EIA/ISO 编程的构成:辅助功能代码+G代码 ⑸T32互换模式和标准模式的说明:参数P16位3 (1-1) 1.2辅助功能代码的使用说明 ⑴常用M代码的使用说明:辅助功能指令 (其他的M代码参阅M代码表) M00:程序停止 M01:选择程序停止 M02:程序结束(13-55) M03:主轴正转 M04:主轴反转 M05:主轴停止 M08:冷却开 M09:冷却关 M30:返回程序头部(13-55) M98:调用子程序(13-48) M99:返回主程序(13-48) M198:程序结束(13-55) M199:程序结束(13-55) ⑵S代码的使用说明:主轴转速设定 S2位:换档指令 S4/S5位:实际主轴转速 ⑶T代码的使用说明: 刀具的ID号(MAZATROL刀具数据) 刀具号 Txx 00时,取消刀具补偿。
1.3 编程指令格式: ⑴绝对值指令和增量值指令:X、Z/U、W(5-1) 开机初始设定为G90 ⑵英制/公制切换指令:G20/G21(5-2) 开机初始设定为G21 ⑶小数点输入:参数P9位5 (5-3) ⑷选择程序段跳过(3-4) 1.4 进给速度功能: ⑴快速进给速度:30M(7-1) ⑵切削快速进给速度:F (7-1) ⑶非同步/同步进给指令:G98/G99 (7-1) 开机初始设定为G99 1.5 坐标系设定: ⑴坐标系设定G50:任意位置处的工件坐标系设定(15-1) 坐标系设定:使用说明及编程格式说明(15-1) 坐标系偏移:使用说明及编程格式说明(15-3) ⑵坐标系设定G54 ~G59: 坐标系设定:使用说明及编程格式说明(15-9) 工件偏置画面的说明 坐标系偏移:使用说明及编程格式说明(15-9) 电源接通或复位时选择G54 ⑶选择MAZATROL 工件坐标系G53.5:将工件坐标系G54~G59改变为 MAZATROL工件坐标系(15-7) ⑷取消MAZATROL 工件坐标系G52.5:取消MAZATROL工件坐标系,恢 复为工件坐标系G54~G59(15-5) ⑸选择机床坐标系G53:(15-11) 使用说明及编程格式说明: G53只对指令程序段有效: ⑹局部坐标系G52:(15-12) 使用说明及编程格式说明: G52局部坐标系以工件坐标系G54 ~G59为基础: ⑺自动返回参考点G28: 使用说明及编程格式说明:(15-13) ⑻ G29:使用说明及编程格式说明:(15-13) ⑼返回参考点检测G27: 使用说明及编程格式说明:(15-18) ⑽自动返回第二参考点G30: 使用说明及编程格式说明:(15-15) 1.6 平面选择G16、G17、G18、G19:(6-11) G16:Y-Z圆柱平面选择 G17:X-Y平面选择 G18:Z-X平面选择 G19:Y-Z平面选择
mazak M 代码一览表
mazak M 代码一览表 4-1 辅助功能(M 代码) M代码功能规格备注 M00 程序停止! M01 任选停止! M02 结束程序! M03 第1主轴正转指令! M04 第1主轴反转指令! M05 第1主轴停止! M06 更换刀具! M07 M08 溢流切削液ON ! M09 切削液OFF ! M1 0 M1 5 M1 6 第1主轴0°定向指令(对应AJC) . M1 7 第1主轴120°定向指令(对应AJC) . M1 8 第1主轴240°定向指令(对应AJC) . M1 9 第1主轴定向指令(插入机器人工件) " M2 0 要求机器人工件服务" M2 1 要求机器人工件服务" M2 2 要求机器人工件服务" M2 3 要求机器人工件服务" M2 4 要求机器人工件服务" M2 5 要求机器人工件服务" M2 6 要求机器人工件服务" M2 7 要求机器人工件服务" M2 8 要求机器人工件服务" M2 9 要求机器人工件服务" M3 0 重置、倒带! M3 1 尾座前进! INTEGREX 300/400-IV/IV T规格M3 2 尾座后退! INTEGREX 300/400-IV/IV T规格M3 3 第1主轴卡盘夹紧压力“选择低压”. M3 4 第1主轴卡盘夹紧压力“选择高压”. M3 5 M4 4 M4 5 空气切削液起动(停止为M09) " M4 6 M4 7 M4 8 零件(工件)抓取器前进" M4 9 零件(工件)抓取器后退" M5 0 M5 1 错误检测OFF !
M5 2 错误检测ON ! M5 3 倒角OFF ! M5 4 倒角ON ! M5 5 零件(工件)数量计数(+1) . M5 6 前作业门打开指令" M5 7 前作业门关闭指令" M5 8 第1主轴卡盘气洗" M6 8 循环棒料进给器服务要求1 . M6 9 循环棒料进给器服务要求2 . M7 2 选择第1 主轴卡盘内夹紧模式. M7 3 选择第1 主轴卡盘外夹紧模式. M7 6 AJC卸载指令. M7 7 AJC装载指令. M8 1 开始工件测量" M8 2 结束工件测量" M8 3 开始刀具测量" M8 4 结束刀具测量" M8 6 中心架 1 松开" M8 7 中心架 1 夹紧" M8 8 中心架 2 松开. M8 9 中心架 2 夹紧. M9 6 用户宏插入有效. M9 7 用户宏插入无效. M9 8 调用EIA→EIA 子程序! M9 9 结束EIA→EIA 子程序! M1 21 形状补偿功能有效" M1 22 形状补偿功能无效" M1 50 要求向机器人卸料. M1 51 铣削主轴贯通空气ON ! 仅车削刀具有效 M1 52 铣削主轴贯通空气OFF ! 仅车削刀具有效 M1 53 铣削主轴贯通切削液ON ! M1 54 铣削主轴贯通切削液OFF ! M1 55 第1主轴卡盘切削液ON(复合动作) " M1 56 第1主轴卡盘切削液OFF(复合动作) " M1 57 第1主轴贯通切削液喷出ON(OFF为M159) " M1 58 第1主轴贯通空气ON(OFF为M159) " M1 59 M157、M158 OFF " M1 60 切削液喷出ON " M1 61 切削液喷出OFF " M1 62 第1工件重新夹紧(机器人搬进工件后) " M1 65 尾座顶尖气洗ON . M1 66 尾座顶尖气洗OFF . M1 69 35K、70K 高压切削液ON (OFF为M9、M154) "
Mazak伺服主轴定向参数调整
Mazak 伺服主轴定向参数的调整 Mazak立式数控加工中心(VTC-160和VCN-410两种型号)主轴定向后Y轴移动对键块的平行度超过0.1mm后需要对伺服主轴定向参数进行调整。 1、执行主轴定向,按机床面板上MDI键进入MDI模式,在绿色输入框中输入M19,然后按下机床面板上绿色循环启动键。 2、拆除主轴定向键块、对安装基面和键块进行清洁,清洁完毕后重新安装定向键块,注意定向键块安装时刻有A字的面朝向主轴锥孔侧。 3、切换到手动模式(按机床面板上X1000、X100、X10、X1中任意一个键),然后按下主 轴旋转按钮,使用按钮来增加主轴转速,接着按下主轴停止按钮。最后重复第一步执行主轴定向。 4、用磁力表座和杠杆百分表检查主轴定向后Y轴移动对键块的平行度,如果超差,进入下一步参数调整。
5、按屏幕下方左翻页键 6、下图中红圈处诊断菜单键进入诊断主画面 7、下图中红圈处版本菜单键进入版本画面 8、在版本界面,按机床屏幕下方右翻页键 9、现在就可以从机床操作面板直接输入密码1131,如下图所示
10、输入1131后,按机床操作面板上的“INPUT” 11、进入参数画面,按下图的“SPINDLE MONITOR”菜单键,在右侧会多出“参数”菜单
12、按“参数”菜单,参数菜单会变成红色,屏幕上就会弹出主轴参数设置框 13、使用机床操作面板上的翻页键(上翻页、下翻页)和方向键来移动光标选择参数SP7(VTC-160机型)或SA96(VCN-410B机型)参数。 14、增加当前参数值,则主轴定向逆时针转过一定角度(从电机方向观察),根据具体情况对参数进行更改。 15、关闭系统,等待10秒后开启系统,重复第一步内容执行主轴定向,然后重复第四步检查平行度,如未达到要求范围,请重复以上步骤。
MAZAK SMART系列报警代码一览表
LGMazak QUICK TURN SMART 系列 (SG)(LG) 说明书编号:HB07HA0020C 报警一览表 M代码一览表 宁夏小巨人机床有限公司
3报警 1)本章节的范围 本章节介绍了可以在NC装置的显示屏上所显示的所有报警 解除报警需要参阅本章节。 2)本章节相关的注意事项 本章还记述了与各种机械功能、选项功能有关的报警,因此客户购买的机械中也有不显示的 报警。 注意 1:本章节内容随NC系统和机床的改进而有变更时,恕不另行通知。 注意 2:如有疑问请与MAZAK技术服务中心或技术中心联系。 3-1-1 报警显示 3-1 概述 1. 机床状态指示灯 如果发生报警,操作面板上的机床状态指示灯“?ALARM”就会点亮。 2. NC画面显示 报警将按下述格式显示在报警画面上: 650 无法倒角 (1234,56,78) 刀具序列号或程序段号 单元号或序列号 工件号 报警信息 报警编号 关于报警画面,参见附册《NC装置的操作和自动运转准备》的第10章“10-1报警画面” 3. 报警显示色及其解除 报警以红色或蓝色显示。 显示色 红 蓝 黄 白 报警解除 按RESET键 按CLEAR键 按RESET键或CLEAR键 按CLEAR键
3 报警 3-1-2 注意事项 1)如果出现于程序有关的报警,则该部分引起报警的程序位置就会显示在报警信息之后的圆括 号内。报警一览表中圆括号内各代码的含义如下表所示。 代码WNo.UNo.SNo.NNo. 含义工件号(MAZATROL或EIO/ISO)单元号(MAZATROL) 刀具序列号(MAZATROL) 序列号(EIO/ISO) BNo.空白程序段号(EIA/ISO) 没有显示,或系统内部报警处理代码 2)有些类型的报警停止状态、清除步骤和显示色要根据发生报警的程序是前台运行(在位置 画面上选择的程序)还是后台运行(在程序画面上选择的程序)来决定。关于后者的上述 三类信息会在报警一览表的圆括号内给出。 3)此表中没有的报警为空格。 4)对于某个特定的机床型号或NC软件的版本而言,某些报警或许会不显示。
马扎克
1、世界销售第一位:马扎克(Mazak)作为专业机床制造厂家,连续多年销售量保持全球第一。激光切割设备已在全球销售约8000台。 2、高精度保证:马扎克拥有80多年专业机床制作经验,将机床行业技术使用在激光加工机上,使得激光加工机同样获得高精度。X/Y轴的定位精度为±0.01/500mm Z轴的定位精度为±0.01/100mm X/Y/Z轴的重复定位精度为±0.005mm 3、马扎克对激光机的看法:由于激光加工机与金属加工机不同,没有频繁换刀,换台等非切削时间,绝大部分时间都在应用于切割,所以仅仅提高快速定位速度,没有很大意义,如何降低准备时间,高效利用激光加工机,保证激光加工机的稳定,精度才是根本。 4、定长光路系统:激光加工机是通过光的传递及高能聚集的产品,马扎克经过历年光路的精心设计,推出在全域加工范围内激光从发生器输出到加工板面距离一定的“定长光路系统”,保证全区域加工的稳定性及一致性。避免了因使用飞行光路而造成的次品及废品。飞行光路成品保证只局限于工作台1.25*1.25m范围,超过会因为激光功力不足产品次品和废品。飞行光路还需选项追加“光路补偿单元”(或者称之“光路优化系统”),但不可避免损害了光束品质,不可避免带来了不可靠因素。 5、小功率高性能:比切割并不比耗能。高速同轴轴流型激光发生器的运用,这是目前世界上使用最为普遍的形式,结构简单,能量转换率高,马扎克采用的松下公司的产品又是其中的佼佼者,加上马扎克
的激光技术的成功应用,同等切割能力的机器其发生器的功率相对其他公司要小,即马扎克2.5Kw激光加工机的切割能力相当于其他公司3-3.5Kw。 6、高效率连续切割:连续加工还体现在加工不同的板材及厚度时,无需任何人工调整及准备工作,在同一工作台上即可针对不同的材料及不同的厚度,数控自动调整加工条件,自动调节焦距,自动调节与板材间的距离,自动切换辅助气体及其压力输出,保证切割质量。 7、简单独特的人机对话控制系统:无需熟练的专业技术人员,只要输入加工板材的材质及其厚度,输入所要加工的图形,Mazatrol激光数控系统即可自动决定所需的加工条件,而且具有交点自动演算功能,具备多种固化模态范例,让您快速就能掌握,操作,编程加工。在人员使用成本上得到降低,加工前的准备时间缩短,编程时间缩短。 8、混合气体:可以直接使用激光混合气,无须选配激光混合器装置,而且能连续供气,保证机器的连续运转,在更换混合气气瓶时,无需任何准备工作,无需任何清理工作,无需停机。 9、贴膜加工:在加工不锈钢板时,特别是贴膜镜面不锈钢板,可以采用标准,普通的贴膜材料,而且对膜材的黏附力也没有特殊要求。 10、穿孔机能:在加工厚板材料时,选配了高速穿孔机能,可以大幅度节省穿孔时间,例如19mm碳钢板其普通穿孔时间为30-40秒,而高速穿孔则需1-2秒即可完成。 11、高抗震功能:激光加工机是光与机械的结合,由于光容易受震动的影响,光的偏摆马上就影响到其焦点位置,其后果导致加工质量
马扎克6800参数
F E D C B A 9876543210bit No. 011 1120 TOOLS MAGAZINE 160 TOOLS TOOL HIVE bit 8 0101MAX TOOL NUMBER 40 TOOLS MAGAZINE 80 TOOLS MAGAZINE 240 TOOLS TOOL HIVE 320 TOOLS TOOL HIVE bit A REGISTER R2100
MAZAK编程手册
编程手册 MAZATROL FUSION 640T (车削加工) 小巨人机床有限公司培训教材 NC装置 : FUSION640T
MF640T-1版 2001.11.
【目录】 页1操作面板1 2刀具数据3 3加工方法的种类及加工部位10 4程序坐标系12 5编程画面的调出方法12 6通用数据13 7BAR(圆柱加工)14 8程序编制18 9EDG(端面加工)19 10THR(螺纹加工)20 11GRV(凹槽加工)22 12DRL(钻孔加工)25 13TAP(攻丝)27 14CPY(仿形加工)28 15CNR(角隅加工)29 16M N P(手动编程)30 17END(结束单元)31 18MTR(毛坯形状)32 19交点自动计算功能33 20工序编排36 21其它37 22练习题39
1. 操作面板 (编程时所使用的键)
① 画面选择键 在选择画面时按此键。按下此键,菜单变成可供画面选择的菜单(位置、加工 准备信息、程序等画面菜单),通过按菜单键(③)可以显示任意画面。 ② 菜单选择键 在更换菜单栏(注1)的显示内容时按此键。 ③菜单键 是画面下方的10个键。可分别操作相应的菜单。 ④光标键、翻页键 在移动光标时按此键。 ⑤数字键 输入0~9、.(小数点)、-(负号)等内容时按此键,所输入的内容会显示在数据 输入区(注2)。 ⑥确认键(INPUT键) 将输入区中的数值输入到光标闪动的地方时按此键。 ⑦清除键(CLEAR键) 在取消输入区中的数值时按此键。另外,在解除蓝色报警时,也可以按此键。 ⑧删除键(CANCEL键) 欲将刚输入的数值删除时按此键。 ⑨复位键(RESET键) 在解除红色报警时按此键。 (注1) [菜单] 是指显示在画面下方的10个栏内的内容。 (注2) [输入区] 是指菜单栏右上方的部分。
马扎克MAZAK参数 EIA
马扎克MAZAK参数EIA/ISO参数(F )(一) 20161023 22:55:57 来源:数控学习网作者:admin 【大中小】浏览:945次评论:0条地址(位) 名称 F1 G61、1 角部减速速度得百分比(%) F2 G61、1 圆弧限制速度得百分比(%) F3 高速平滑控制有效/无效 F4 固定值(0) F5 固定值(0) F6 高速平滑控制时得减速台阶幅度 F7 固定值(0) F8 高速平滑控制时角部减速系数 F9 高速平滑控制时弧限制速度系数 F10 — F11 3D 刀具补偿得矢量常数 F12 在钻刀高速深孔循环或在G83 中啄式加工得回退量 F13 在深孔钻加工循环或在G83 中快速进给得允差量 F14 坐标得旋转中心(横坐标轴) F15 坐标得旋转中心(纵坐标轴) F16 坐标旋转得水平长度 F17 坐标旋转得垂直长度 F18 坐标旋转得角度 F19 圆弧半径差得最大允许量 F20 定标功能得固定倍率 F21 自动角部倍率修调(G62)时可得到得最大内角角度 F22 自动角部倍率修调(G62)得减速区域
F23~F26 — F27 选择重启动时主轴旋转数限制(G92)得处理方式 F28 螺纹加工时得倒角角度 F29 自动角部倍率修调(G62)得倍率修调值 F30 选择G 代码类型 F31 程序编排用粗加工刀具优先方式得选择 F32 省略主轴最高/最低夹紧转速指令得R 指令时得动作 F33~F39 — F40 在磁带模式中操作方法得选择 F41 螺纹加工结束点得等待时间 F42 Z 轴方向测量时得减速领域r F43 Z 轴方向测量时得测定领域d F44 测量速度f F45 X 轴方向测量时得减速领域r F46 X 轴方向测量时得减速领域d F47~F66 公共变量名称 F67 — F68 — F69 EIA/ISO 程序重起动方法 F70 在EIA/ISO 子程序中,多重加工与重启动次数得指定模式F71 加工次序控制 F72 MAZATROL 程序形状补偿功能得选择 F73 次数学习得M 代码执行时间 F74 次数学习得S 代码执行时间 F75 次数学习得T 代码执行时间
MAZAK D参数资料
MAZAK参数说明 点(MAZATROL) D1点加工的第二R点的高度,定义R点高度的参数一般为D41,但下列情形使用D1钻头;D91#6=1;铰:D92#2=1(0.1MM) D2中心钻公称直径(1MM) D3孔底暂停时间(R) D4最大允许倒角直径(0.1MM) D5反向孔口加工中通过预加工孔速度(100MM/MIN),为0时0.5MM/REN D6,D7D6>=[深度/直径]时用G81;D7>=[深度/直径]>D6时用G73; [深度/直径]>D7时用G83 D81把钻头能加工的最大孔径 D92把钻头能加工的最大孔径 D103把钻头能加工的最大孔径 D11通孔/螺纹孔加工时刀具过冲量 D12盲孔孔底加工余量 D13点加工孔径 D14铝材钻加工切削深度 D15非铝材钻加工切削深度 D16倒角刀或点加工刀具孔底暂停转数 D17倒角刀干涉间隙 D18铰或镗的返回进给速度 D19立铣刀孔底暂停转数 D20立铣刀径向切深百分比 D21立铣刀底部加工允差值 D22攻丝循环停留时间 D23立铣刀预加工间隙 D24镗刀孔底暂停转数 D25镗刀退刀量 D26镗孔或反镗循环中孔底退回量 D27无效 D28镗加工孔底70%进给速度加工量 D29切屑移走时间 D30攻丝循环中不完整螺纹的齿数 D31攻丝加工中丝锥伸长量 D32攻丝循环中主轴反转前回转数 D33反镗刀退刀量 D34无效 D35铰刀加工前预钻孔径 D36铰刀加工前预镗孔径 D37铰刀加工前预铣孔径 D38铰刀加工前预镗或第二次立铣孔径 D39铰刀加工前预镗或第一次立铣孔径
D40反镗刀孔底暂停转数 D41点加工中R点高度 D42点加工中第三R点高度 D43管螺纹的不完整螺纹的齿数 D44攻丝编程单元中倒角量计算方法 D45钻削深度递减 D46最小逐次钻加工深度 D47铰刀加工孔底过冲量 D48行星攻丝循环中倒角进给超驰百分比 D49行星攻丝循环中孔底退刀量 D50行星攻丝循环中预加工孔的进给速度 D51行星攻丝循环中的进给速度 D52~72无效 D73~77切削有效条件学习Z向切深范围 D78~82切削有效条件学习径向切深范围 D83~90无效 71:钻刀/倒角刀R点设定为D42 61:钻刀R点设定为D1/D42 51:刀角刀加工圆孔结束后刀尖路径被缩短 41:立铣刀加工圆孔结束后刀尖路径被缩短 31:同一中心钻,R点设定为D1 21:攻丝循环中,退刀到R点后再刀具停留 11:攻丝循环中,孔底先输出M04后再刀具停留 01:攻丝循环中,孔底停留后输出M04 D927不使用 61:行星攻丝循环中,切屑自动先于螺纹加工排出 5不使用 4不使用 31:预加工刀具序列中有倒角刀,攻丝的R点设定为D1 21:预加工刀具序列中有倒角刀,铰刀的R点设定为D1 11:台阶孔反镗循环中,R点设定为D1 01:立铣刀加工圆孔循环中,E17用于轴向进给 D9371:点加工双向定位使用倒角刀CHF-M 61:点加工双向定位使用反镗刀B-B BAR 51:点加工双向定位使用镗刀BOR BAR 41:点加工双向定位使用反向台阶面加工刀具BK FACE 31:点加工双向定位使用丝锥TAP 21:点加工双向定位使用铰刀REAM 11:点加工双向定位使用钻刀DRILL 01:点加工双向定位使用定位加工刀具CTR-DR D947不使用 6不使用 5不使用
MAZAK VTC加工中心EIA及MAZATROL编程中刀具数据互换参数说明
VTC 加工中心EIA 及MAZATROL 编程中刀具数据互换参数说明 一、 相关参数: F93.3 EIA 程序时,MAZATROL 刀具数据画面中刀具长度设定值有效、无效; F92.7 EIA 程序时,MAZATROL 刀具数据画面中刀具直径设定值有效、无效; F94.7 EIA 程序时,MAZATROL 刀具数据画面中直径补偿量设定值有效、无效; 二、刀具Z 轴方向补偿相关参数及对比: 1 、在MAZATROL 程序中刀具补偿分为长度 在EIA 中称之为刀具偏置; 2、注意: 在EIA 程序中刀具偏置有正、负方向; 而在MAZATROL 中刀具长度只有正值; 所以在编辑G 代码程序时,如果将F93.3设置为1,在程序中调用了G43H ×或G44H ×代码 进行刀具长度补偿,而在MAZATROL 刀具数据画面长度设定为有刀长数值,此时在程序执行时程序将MAZATROL 中的刀长与G 代码程序中刀具偏置制订值相叠加,所以在编程中设置F93.3时,有在Z 向发生干涉的可能,此时在使用参数F93.3时一定注意: 3、程序举例: 在刀具数据画面中刀具长度为100;刀具偏置画面中为1位刀偏值为-100:
. . G43H1 G1X-100.F1000 Z50. 。 。
三、刀具直径方向补偿参数及说明: 1、MAZATROL中刀具补偿值为直径补偿; EIA中刀具补偿执行半径补偿 2、MAZATROL及EIA中刀具直径补偿值均为正值; 3、编程举例: MAZATROL刀具数据画面中实际直径为10,直径补偿量为10; EIA中刀具偏置1位指定半径值为10 。 。 。 。 。 G41D1 G1X-100.F1000 Y-100. 。 。