零件加工工艺及工装设计

零件加工工艺及工装设计
发表时间:2018-09-18T15:38:23.013Z 来源:《基层建设》2018年第23期作者:林振旺[导读] 摘要:在机械运转过程中损坏力度严重的工作中,支架类零件是用途比较广的一种机械零件组成。
广东领益智造股份有限公司广东江门 529000 摘要:在机械运转过程中损坏力度严重的工作中,支架类零件是用途比较广的一种机械零件组成。这类零件的加工工序较多,因为它的结构形式通常较为复杂,加工过程中需要多种工装来保证各表面间的协调。为保证机械零件的制作过程满足实际使用中所需要的质量,往往会进行许多细节上的调整与改进。
关键词:零件加工工艺及工装设计 1导言
操作人员要求全方面了解工装设计和加工工艺,仔细检查施工的作业面,才能更好的完成支架类零件的制作安装过程。根据实际情形明确设计加工过程中的机械定位,确立适当的定位基准,使零件达到要求的使用性和工艺性。在设计加工工艺路线时,操作人员应明确实际加工生产过程中的加工余量,也应掌握好切削的用量。加工时需使用专属工具,保证生产效率,严格规定,使加工工艺满足精度要求,提升产品的合格率。
2机床设计制造
第一步要先选择一种合适的工艺方法,同一种工件可以用许多种工艺方法来进行加工。而工艺方法的选定一定程度上影响了机床的结构与性能,改变工艺方法常常会带来一系列的变化。方法不同,机床的运动也不同。确定机床的运动首先需满足工作要求,在此基础上尽量减小运动数目,尤其是要求高的运动数目。使运动装置和传动装置结构尽量简单化,从而达成一个执行减完成多个运动的目的。机床尽可能使用标准化的通用夹具。对于机床的全面布局,这方面要求有:(1)保证足够的刚性和韧性;(2)保证刀具夹具等与工件间的相对运动及相对位置;(3)使其方便操作、维修等;(4)造型要求美观。接下来确定机床的一些主要技术参数,包括主参数和基本参数。合理排列主轴转速,可以采用等比数列排列的优点,使排列均匀且传动简化。根据实际情况确定进给量,有无级变速和有级变速两种形式。确定机床的电机功率有三种方法,一是实测法,二是计算法,三是统计分析法。一般实测法和计算法通常用于专用机床,而统计分析法则用于通用机床。在进行设计时选用一种以上的方法,比较分析,最终确定电机功率。 3工装设计
(1)定位分析。操作人员在进行专业夹具的规格选择时,为防止定位过程中出现与标准重合原则不符的状况,要进行定位误差的计算。可以采用支撑板与定位销定位的办法下肢自由度,但是最多6个自由度,确定对面3个支撑板限定规格时,对支撑在两边的支撑板预先留出两个自由度。(2)夹紧力。在对零件的实际应用过程中,要求装备产生的夹紧力足以使制作的工件可以被牢牢的固定在支撑架上。操作人员应设置好装备,使夹紧方向与工件的大方向维持一致,以降低制造过程中出现的变形情况的概率。另外,在实际加工过程中还可能会受到其他的影响,比如切削力和重力。操作人员可针对这两个方向进行调整,使保持一致。工作人员还应该严格控制作用点以保证制作可以达到相应的要求。(3)安装刀具及夹具的方案。为了使安装的工具位置有一个更精确的定位,在制作设计方案时,可先确定方案的大致规模。技术人员在加工处理槽时,应调整好刀具的方向及安装位置,确保在运行的过程中能快速且精准地满足操作人员需要的规格。为使工件达到所需要的质量,制作人员在进行刀具类别的选择时,可以选择直角对刀块,使工作台与制作方向保持在同一方向,以便更容易达到零件需要满足的质量要求。 4分析有效提升零件加工工艺及工装设计的有效方略通过对当前零件加工工艺及工装设计过程中存在的问题进行分析可知,我国数控机床零件加工仍然存在不足之处,需通过行之有效的优化方略,引导各项零件加工工艺有序落实,使工装设计更富成效,达到推动我国零件加工产业良性发展的目的。
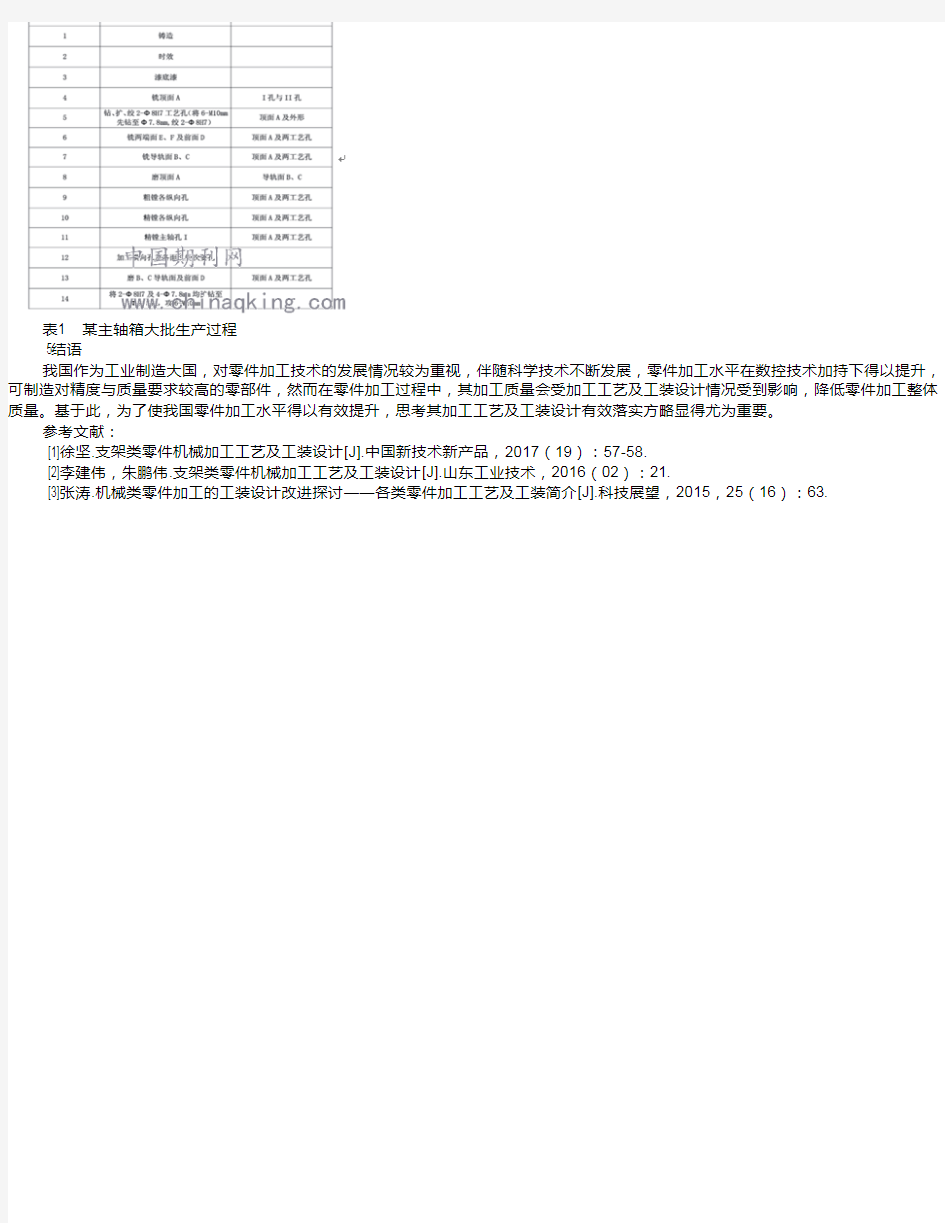
(1)科学组装数控加工操作台。每个零件加工工艺对数控加工操作台存在不同的要求,为了提升零件加工工艺及工装设计落实成效,需要技术人员科学组装数控加工操作台,合理规划工艺安装原则,以此为依据规划工艺落实方法,确保工序落实科学有效,机床及相关设备定位精准,使零件加工目标得以有效落实。(2)科学选择零件加工方式。机械零件加工方式种类繁多,为使其加工工艺设及工装设计得以有效落实,需要技术人员依据零件生产需求灵活选择加工方式,以此为依据,规划加工工艺参数,进行工装设计,使零件结构符合其工艺性,为提升零件加工质量奠定基础。例如,在进行轴类零件的加工及工装设计时,需明晰加工对象结构形式,继而依据光轴、空心轴、阶梯轴、锥度心轴、偏心轴、凸轮轴等加工对象,制定加工工艺(如表1),进行工装设计,明确轴类零件安装方法,提升零件加工综合成效。同时,在进行加工工艺及工装设计时,需保障其精度符合加工制造需求,通过加工工艺及工装设计,确保零件加工几何形状精度、尺寸精度、相互位置精度、表面粗糙度等加工精度符合标准。(3)有效规避零件加工工艺及工装设计消极影响因素。在加工零件过程中,零件会受到热度、力度、几何精度等因素影响其加工工艺落实成效。基于此,加工技术人员需秉持实事求是精神,在零件加工工艺及工装设计过程中,通过设制定有效规避零件加工工艺及工装设计消极影响因素的方略,使零件加工水平得以有效提升,达到零件加工目标,提升零件加工质量。例如,依据零件加工实际情况,总结零件加工经验,制定加工控制方略,规避受力变形对加工精度的消极影响,使加工工艺得以有效落实,凸显工装设计科学性。(4)提升零件加工人员综合素养。零件加工人员作为有效落实零件加工工艺,展开零件工装设计的人员,需要通过不断提升其综合素养,为提升零件加工综合质量夯实人力基石。基于此,加工生产企业需对工作人员进行定期培训,使其有效掌握零件加工工艺及工装设计落实方略,指导工作人员依照工序顺序合理展开工作,提高零件加工能力。例如,在设计工装夹具时,工作人员需明晰夹具的作用,依据夹紧面选择原则与零件制作规划,解析夹具结构设计方略,制定夹具设计标准,同时设置具体操作流程,在引导工作人员高效完成工装夹具设计目标基础上,为提升零件加工工作效率,提高零件制造质量提供依据,确保零件加工工艺及工装设计得以有序落实。
工艺典型习题和解答3
第五章机器的装配工艺
〔例4.3〕说明装配尺寸链中组成环、封闭环(相依环)和公共环的含意。 〔例4.4〕何谓装配尺寸链组成最短原则? 〔例4.5〕极值法解尺寸链与概率法解尺寸链有何不同?各用于何种情况? 〔例4.6〕试将装配尺寸链与工艺过程尺寸链进行比较.试述其异同:(从计算基本公式;组成环;封闭环:尺寸链解法:尺寸链构成等方面进行比较) 〔例4.7〕机器产品的装配精度与零件的加工精度、装配工艺方法有什么关系?
零件的加工精度直接影响到装配精度。对于大批量生产,为了简化装配工作,便于流水作业,通常采用控制零件的加工误差来保证装配精度。但是,进入装配的合格零件,总是存有一定的加工误差,当相关零件装配在一起时,这些误差就有累积的可能。累积误差不超出装配精度要求,当然是很理想的。此时装配就只是简单的连接过程。但事实并非常能如此,累积误差往往超过规定范围,给装配带来困难。采用提高零件加工精度来减小累积误差的办法,在零件加工并不十分困难,或者在单件小批生产时还是可行的。这种办法增加了零件的制造成本。当装配精度要求很高,零件加工精度无法满足装配要求,或者提高零件加工精度不经济时,则必须考虑采用合适的装配工艺方法,达到既不增加零件加工的困难又能满足装配精度的目的。由此可见,零件加工精度是保证装配精度要求的基础。但装配精度不完全由零件精度来决定,它是由零件的加工精度和合理的装配方法共同来保证的。如何正确处理好两者之间的关系是产品设计和制造中的一个重要课题。 〔例4.8〕什么叫装配尺寸链?它与一般尺寸链有什么不同? 装配尺寸链是产品或部件在装配过程中,由相关零件的尺寸或位置关系所组成的一个封闭的尺寸系统。即由一个封闭环和若干个与封闭环关系密切的组成环组成。 它与一般尺寸链的不同点是: 1. 装配尺寸链的封闭环一定是机器产品或部件的某项装配精 度,因此,装配尺寸链的封闭环是十分明显的。 2. 装配精度只有机械产品装配后才能测量。 3. 装配尺寸链中的各组成环不是仅在一个零件上的尺寸,而是 在几个零件或部件之间与装配精度有关的尺寸。 4. 装配尺寸链的形式较多,有线性尺寸链、角度尺寸链、平 面尺寸链、空间尺寸链。 〔例4.9〕装配尺寸链如何查找?查找时应注意些什么? 具体方法为:取封闭环两端的零件为起始点,沿着装配精度要求的
(完整版)加工工艺毕业设计论文
优秀论文审核通过 未经允许切勿外传 毕业论文(设计)任务书 题目:曲轴的数控工艺分析与设计 成绩__________ 姓名陆国豪 班级10261 学号
设计日期:2012年5月 毕业论文(设计)任务书 题目:曲轴的数控工艺分析与设计 成绩__________ 姓名王磊 班级10261 学号
设计日期:2012年5月 摘要 曲轴是汽车发动机的关键零件之一,其性能好坏直接影响到汽 车发 动机的质量和寿命.曲轴在发动机中承担最大负荷和全部功率, 承受 着强大的方向不断变化的弯矩及扭矩,同时经受着长时间高速 运转 的磨损,因此要求曲轴材质具有较高的刚性、疲劳强度和良好 的耐 磨性能。发动机曲轴的作用是将活塞的往复直线运动通过连杆 转化 为旋转运动,从而实现发动机由化学能转变为机械能的输出。 abstract
The crankshaft is one of the key parts of the car engine, the performance of a direct influence on the automobile engine quality and life. The crankshaft engine for maximum load and all of the power, under the direction of the powerful changing bending moment and torque, and suffering from long time reciprocating linear motion through the connecting rod into the rotary motion, thus realize engine by chemical energy into mechanical energy output. 绪论 对轴类零件及夹具结构设前言计,不仅在加深我们对课程基本理论的理而且在加强对解决加工实际问题能力的方面有着很好的促进作用。可以让我们可以够将在湖北职业技术学院机电工程系两年所学知识融会贯通,也使我们在设计过程中不断学习一些新知识。通过毕业设计这个意义重大的课程,可以培养我们广泛查找资料、分析解决问题的能力,使我们养成严
零件的机械加工工艺及工艺设备设计--大学毕业设计论文
机械制造技术基础课程设计 机械制造技术基础 课程设计说明书 设计题目“×××××××”零件的机械 加工工艺及工艺设备设计 设计者班号×××××××× 设计者××× 指导教师××× 五邑大学 机电工程学院 2008.6 —2008.7
五邑大学机电工程学院 机械制造技术基础课程设计任务书 题目: “××××××”零件的机械加工工艺规程及 工艺装备(夹具)设计 内容:1. 零件图 1张 2. 零件毛坯图 1张 3. 机械加工工艺过程综合卡片 1张 4. 工艺装备(夹具)设计装配图 1张 5. 工艺装备设计零件(夹具体)图 1张 6. 课程设计说明书 1份 班级学号×××××××(打印) 学生×××(打印) 指导教师×××(打印) 2008年6月
目录 序言 (1) 工艺规程与夹具设计过程 (2) 一、设计题目,计算生产纲领及生产型 (2) 二、零件的分析 (2) 1.零件的作用 (2) 2.零件的工艺分析 (2) 三、确定毛坯的制造方法,初步确定毛坯的形状 (3) 四、工艺规程设计 (3) 1.定位基准的选择 (3) 2.零件表面加工方法的选择 (4) 3.制订工艺路线 (5) 4.确定机械加工余量、工序尺寸及毛坯尺寸 (6) 5.确定切削用量及基本工时 (10) 5、1 工序Ⅰ端面A铣削用量及基本时间的确定 (10) 5、2工序Ⅱ钻——扩孔Φ22mm (13) 5、3 工序Ⅲ端面D铣削用量及基本时间的确定 (15) 5、4 工序Ⅳ槽8mm的铣削用量及基本时间的确定 (17) 5、5 工序Ⅴ槽18mm的铣削用量及基本时间的确定 (19) 5、6 工序Ⅶ锪2X15°的倒角切削用量及基本时间的确定 (21) 5、7 工序Ⅶ拉花键孔切削用量及基本时间的确定 (22) 五、夹具的设计 (21) 六、参考资料 (23)
零件加工工艺设计.doc
目录 1.零件的加工工艺设计-----------------------1 1.1零件的工艺性审查 1.2基准的选择 2.拟定机械加工工艺路线--------------------3 2.1确定各加工表面的加工方法及路线 3.选择机床设备及工艺设备-----------------7 4.小结--------------------------------------------8 5.参考文献--------------------------------------9
1.零件的加工工艺设计 1.1零件的工艺性审查 1.1.1零件的结构特点 该零件是用三孔形成,中间孔为支力点,常常靠两头的小孔来传递动力作用,其中作为支力点的大孔为Φ90H6,小孔及耳部分别为Φ35H6和Φ25H6。 1.1.2主要技术要求 零件的主要技术要求为:连杆不得有裂纹、夹渣等缺陷。热处理后226~271HBS。 1.2基准的选择 1.2.1毛坯的类型及制造方法 零件材料为45钢,考虑零件形状,应用模锻毛坯。 由于零件是中批量生产,所以设备要充分利用,以减少投资、降低成本。故确定工艺的基本特征:毛坯采用效率高和质量较好的制造方法:拟定成的工艺过程卡和机械加工工序卡片。 1.2.2确定毛坯的制造方法和技术要求。 由于该零件的尺寸不大,而且工件上有许多表面不切削加工,故模锻。 毛坯的技术要求: 1.不得有裂纹、夹渣等缺陷/ 2.锻造拔模斜度不大于7·
3.正火处理226~271HBS 4.喷砂,去毛刺 1.2.3绘制毛坯图 1.2.4基准选择 由于该零件多数尺寸及形位公差以Φ90H6孔及端面为设计基准,因此首先将Φ60H6端面加工好,为后续加工基准。根据粗、精基准选择的原则,确定各加工表面的基准。(1)Φ90H6孔端面:零件外轮廓(粗基准) (2)Φ35H6孔及Φ90H6孔端面(粗加工):Φ90H6孔端面(3)Φ35H6孔及Φ90H6孔端面(精加工):Φ90H6孔端面(4)Φ25H6孔端面:Φ90H6孔端面 (5)三孔:Φ90H6孔端面 2.拟定接写加工工艺路线 该三孔连杆零件加工表面:大头孔、小头孔及耳部端面。根据各加工表面的精度要求和粗糙度要求。
017-工艺、工装设计与验证规定
××××有限公司企业标准 Q/HL.801.036-2017 工艺、工装设计与验证规定 1.范围 本标准规定了产品工艺及工装的设计、验证的要求和方法等到内容。 本标准适用于需做产品技术准备的全部产品。 2.职责 技质科负责对产品工艺、工装的设计、验证与管理工作,并对车间进行技术和业务指导。 3.工艺文件的分类 3.1工艺文件 3.1.1指导性文件 3.1.1.1各种工艺方案 a)试制阶段的工艺方案; b)批量生产的工艺方案; 3.1.1.2各种工艺卡片(表) a)过程卡; b)操作指导卡或工艺卡; c)工序质量分析表; 3.1.1.3产品工艺流程图 3.1.1.4通用性工艺文件 3.1.2管理性工艺文件 3.1.2.1各种明细表 a)工序质量控制点明细表 b)特殊工序明细表 3.1.2.2产品工艺文件总目录 3.2材料定额文件 a)材料消耗工艺定额明细表 b)外购、外协件明细表 c)标准件汇总表 3.3工艺装备图样与文件 a)工艺装备图样 b)工艺装备明细表 c)外购工艺装备明细表 3.4检验规范 4.编制工艺文件的原则 4.1工艺文件的编制应符合工艺文件成套性的要求。 4.2编制工艺文件,以保证质量为前提,当产品质量与经济效益冲突时,适当权衡,效益服从质量。 4.3应充分发挥企业的工艺特长,扩大经济效益。
4.4工艺方法力求先进、符合质量的要求,对不成熟或难掌握的先进工艺技术应慎用。 5.产品工艺方案 5.1试制阶段的工艺方案 5.1.1全新设计系列产品的试制,主要验证工艺、工装的设计。通过试制,为编制批量生产工艺方案打下基础。 5.1.2试制阶段工艺方案的主要内容包括 a)产品结构、性能特点及工艺的分析; b)外购、外协件明细表; c)工艺文件目录 d)工装明细表 e)标准件汇总表 5.2批量生产阶段的工艺方案 主要内容包括 a)对试制阶段的工艺总结 b)工艺文件和工装的进一步修改、完善 c)有关新材料、技术、工艺、设备的采用意见。 5.3工艺方案编制的程序 5.3.1编制时间 5.3.1.1全新设计系列产品试制工艺方案,从新产品技术设计方案评审通过后开始编制,到产品工艺性审查时完成。 5.3.1.2批量生产工艺方案,在新产品试制过程中编制,到新产品投产技术鉴定时完成。5.3.2工艺方案由技质科科长组织专业人员制订,确定工艺草案,并由技质科组织评审,技质科根据评审结果组织对工艺方案进行修改,按规定程序审批签字后归档。 6.工艺卡片 6.1工序卡 对产品中主要零部件的加工或关键工艺,需编制工序卡,对其它的加工编制指导卡。 6.2操作指导卡 6.2.1零部件制造的工艺过程复杂,影响因素较多,工序卡不足以说明的关键工序,应编制操作指导卡。 6.2.2操作指导卡的内容,包括工序操作、工序控制、设备、工艺装备及检测方面的要求等。操作指导卡以图形和符号为主,符号应符合有关规定,文字叙述应简明扼要。 6.3工序质量分析表 工序质量分析表由工艺人员按质量管理的有关规定编制,报技术副总批准。 7.工艺流程图 按具体工艺编制(略) 8.管理性工艺文件 8.1各种明细表 明细表是工艺文件的汇总与登记,是必备文件。 8.2产品工艺文件总目录 产品工艺文件总目录根据《产品工艺文件的完整性表》编制。 9.工艺守则 工艺守则的内容包括: a)范围; b)与工艺过程有关的工艺材料的牌号、名称、规格及配方等;
数控毕业设计典型零件数控加工工艺工装设计
一、毕业论文的要求和内容(包括原始数据、技术要求、工作要求) 1.课题名称: 典型零件数控加工工艺工装设计 2.设计任务与要求: 设计任务: 根据所给零件图(轴类、铣削类各一种),生产纲领为中批或大批生产,进行数控加工工艺规程的编制及工装设计。 设计的要求 1)选用适当的数控机床。 2)绘图采用Autocad,也可用Pro-E 3)零件加工程序应符合ISO标准的有关规定。 4)绘制的机械装配图要求正确、合理、图面整洁、符合国家制图标准。 5)说明书应简明扼要、计算准确、条理清楚、图文并茂并全部用计算机打印后装订成册。 3.设计内容 (1)确定生产类型,对零件进行工艺分析。 (2)选择毛坯种类及制造方法,绘制毛坯图(零件——毛坯图)。 (3)拟定零件的数控机械加工工艺过程,选择各工序加工设备和工艺装备(刀具、夹具、量具、辅 具等),确定各工序切削用量及工序尺寸,计算工时定额。 (4)填写工艺文件:工艺过程卡片,工序卡片。 (5)进行数控编程 (6)设计数控铣削工序的专用夹具,绘制装配图和零件图。 (7)撰写设计说明书。 二、毕业设计图纸内容及张数 1、绘制零件图共7张(含数控加工零件) 2、绘制数控加工的零件(轴类、腔型类)毛坯图共2张 3、机械加工工艺卡片1套 4、工艺装备设计图纸1套 5、设计说明书1份 三、毕业设计实物内容及要求 1)零件工艺分析。 2)总体方案的拟定及可行性论证。 3)轴类零件数控加工工艺规程的编制。 4)进行轴类零件数控加工程序的编制。 5)铣削类零件数控加工工艺规程的编制。 6)进行铣削类零件加工程序的编制。 7)编写设计说明书。 摘要
制造自动化技术是先进制造技术中得重要组成部分,其核心技术是数控技术。数控技术是应用计算机.自动控制.自动检验及精密机器等高新技术得产物。它得出现及所带来得巨大效益,已经引起了世界各国技术与工业界的普遍重视。目前,随着国内数控机床用量得剧增,急需培养大批的能够熟练掌握现代数控机床编程.操作和维护得应用型高级技术人才。 科学技术和社会的蓬勃发展,对机械加工产品得质量,品种和生产效率提出了越来越高得要求。数控加工技术就是实现产品加工过程自动化得现代化得措施之一,应用数控加工技术能提高加工质量和生产效率,解决若干普通机械加工所解决不了的加工技术问题,大大降低加工成本,提高综合经济效益,还能极大改善工人的劳动条件,提高工人得素质。 数控技术是以数字的形式实现自动加工控制得一门技术,其指令得数字和文字编码得方式,记录在控制介质上,经过计算机得处理后,对机床各种动作得顺序位移量及速度实现自动控制。 二关键字 零件的制造工艺性:所设计得零件在满足使用要求得前提下制造的可行性和经济性。良好的结构工艺性,可以使零件加工容易,节省工时和材料。 对刀点:在数控机床上加工零件时,刀具对工件运动的起始点。 手工编程:从分析零件图样、确定加工工艺过程、数值计算、编写零件加工程序、制备控制介质到程序校验都是有人工完成。 自动编程:利用计算机专用软件编制数控加工程序得过程。 基点:一个零件轮廓由许多不同的几何元素组成,各个元素间得连接点称为基点。 机床坐标系:以机床原点为坐标原点建立起来的X Z轴得直角坐标系。
结构件加工工艺设计规范流程6
结构件加工工艺守则 HY/QB-002 为保证我公司结构产品质量,规范产品加工过程中的工序管理,提高员工的工作能力,特制定本结构件加工工艺规程,望生产各工序参照执行。 1.结构加工需按“五字”工艺纪律执行。“五字”分别是借,看, 提,办,检。 借; 接到生产任务后到资料室借图纸。 看; 拿到图纸后,看图纸审图,看图纸是否有问题。 提:图纸如果有问题向设计人员提出来。 办:就是将提出的问题解决后生产。 检:产品加工完后,交检查员检查,检查合格方可转入下道工序。 2下料: 下料应按“五字”工艺纪律执行,首先到资料室借图纸,拿到图纸后,看图纸是否有问题或差错,如果审图中发现问题立即提出来,问题解决后再申请到材料库领取材料。领料过程中检查材料的质量、规格和数量,看是否符合设计要求。检查合格后合理铺排工件,最大限度提高材料的利用率,剪切时要保证材料的尺寸控制在尺寸公差之内保证材料的垂直度(对角线)不许超差。剪切后的材料不许有塌角、毛刺的现
象发生。下料过程中要中途进行抽检,不可出现批量废品。下完料由专职检查员检查,检查合格后,开检查合格证,转入下道工序。 3、冲孔: 冲孔前先识图,按图纸给定的位置,找好孔的中心位置,如果用数控冲床能够加工应优先选用数控冲床,架板等窄条料应选用普通冲床,冲床的模具要经常维护、保养,冲出孔的毛刺高度<0.1mm,毛刺超出此高度的模具应上磨床将模具重新研磨,磨至合格为止。装好模具(或钻头)冲孔(或钻孔),冲孔或钻孔开出的孔要符合图纸要求。不允许出现凸凹不平、毛刺现象,如有上述现象应将其校平或磨平。 4、切角: 正常情况下板料应按包角进行切角,批量时,切角应使用挡板,首件检验合格后批量生产,中途应按批量抽检以防挡板移动。 5、压弯: 折弯前根据板及折弯内角半径尺寸要求,调整折弯机下槽宽度,板越厚,折弯内角半径越大,需选择的下槽宽度越宽。在折封闭形状时,应考虑将哪一边留到最后封口便于组合上刀。 压弯前按图纸给定的尺寸合理选择模具,先安装上模具,中心点应与下模具V槽中心吻合,上下模具间隙要处处
毕业设计论文 阀体零件的加工工艺及夹具设计全套图纸三维
蝶阀阀体的工艺工装设计目录 摘要4.........................................................................................................绪论...6......................................................................................................1、零件的分析7.......................................................................................1.1、零件的作用7.......................................................................................1.2、零件的技术要求.. (7) 2、确定毛坯、画毛坯—零件合图 (12) 2.1、确定毛胚的制造形式及材料 (12) 2.2、机械加工余量、工序尺寸及毛坯尺寸的确定 (13) 2.3、选择加工设备及刀、夹、量具…………………………………… 13 3、工艺规程设计 (17) 3.1、定位基准的选择 (17) 3.2、定位元件........................................................... .. (17) 3.3、切削力及夹紧力的计算........................................ (18) 3.4 加工工序设计………………19………………………………………………… 4、镗孔夹具的设计20..........................................................................4.1定位基准的选择. (20) 4.2切削力的计算与夹紧力分析 (20) 4.3夹紧元件及动力装置确定 (21) 4.4定位销及夹具体设计 (22)
杠杆工艺和工装夹具_课程毕业设计论文
武威职业学院 机械制造与自动化专业(专科)毕业设计(论文) 题目杠杆工艺和工装设计 姓名向学校 学号 xxxxxxxxxxxx 指导老师学习 完成日期 2013.10.30 教学系 xxxxx
摘要 本设计的零件为杠杆零件,选用45号钢。根据零件的形状、尺寸精度、生产的经济效益等各方面的详细分析其加工工艺,多采钻床加工。通过对零件的分析,此工件外形轮廓尺寸小,重量轻,加工要求不高,生产批量不大。因此在保证质量和提高生产率的前提下,尽量简化结构,做到经济合理。矚慫润厲钐瘗睞枥庑赖。关键字:钻床加工;杠杆零件;尺寸精度
目录 摘要.................................................................................................. I聞創沟燴鐺險爱氇谴净。关键字.............................................................................................. I残骛楼諍锩瀨濟溆塹籟。目录................................................................................................. I I酽锕极額閉镇桧猪訣锥。前言..................................................................................................1彈贸摄尔霁毙攬砖卤庑。 1.毕业设计的目的...........................................................................2謀荞抟箧飆鐸怼类蒋薔。 2 毕业设计的基本任务与要求......................................................2厦礴恳蹒骈時盡继價骚。 2.1设计基本任务............................................................................2茕桢广鳓鯡选块网羈泪。 2.2、设计要求.................................................................................2鹅娅尽損鹌惨歷茏鴛賴。 2.2.1工艺设计的设计要求.................................................2籟丛妈羥为贍偾蛏练淨。 3 毕业设计说明书的编写..............................................................2預頌圣鉉儐歲龈讶骅籴。 3.1基本任务....................................................................................2渗釤呛俨匀谔鱉调硯錦。 3.2设计要求:................................................................................3铙誅卧泻噦圣骋贶頂廡。 3.3生产纲领....................................................................................3擁締凤袜备訊顎轮烂蔷。 3.4零件图审查................................................................................3贓熱俣阃歲匱阊邺镓騷。4任务实施.......................................................................................4坛摶乡囂忏蒌鍥铃氈淚。 4.1设计任务....................................................................................4蜡變黲癟報伥铉锚鈰赘。 4.2 设计方法和步骤.......................................................................6買鲷鴯譖昙膚遙闫撷凄。 4.3 夹紧装置的设计.......................................................................9綾镝鯛駕櫬鹕踪韦辚糴。 4.4 导向装置的设计及其他装置结构.夹具体的确定..............10驅踬髏彦浃绥譎饴憂锦。 4.5 绘制夹具结构图................................................................... 11猫虿驢绘燈鮒诛髅貺庑。 4.6 确定夹具技术要求和有关尺寸,公差配合.........................12锹籁饗迳琐筆襖鸥娅薔。 4.7 夹具精度分析与计算.............................................................12構氽頑黉碩饨荠龈话骛。结论................................................................................................13輒峄陽檉簖疖網儂號泶。致谢................................................................................................14尧侧閆繭絳闕绚勵蜆贅。参考文献........................................................................................15识饒鎂錕缢灩筧嚌俨淒。
典型轴类零件的数控加工工艺设计(doc 29页)
典型轴类零件的数控加工工艺设计(doc 29页)
摘要 数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。 本次设计就是进行数控加工工艺设计典型轴类零件,主要侧重于该零件的数控加工工艺和编程,包括完成该零件的工艺规程,主要工序工装设计,并绘制零件图、夹具图等。 通过本次毕业设计,对典型轴类零件的设计又有了深的认识。从而达到了巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力以及培养了科学的研究和创新能力。 关键词:数控技术典型轴类零件加工工艺毕业设计
1.引言 数控技术集传统的机械制造技术、计算机技术、成组技术与现代控制技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术于一体,是现代先进制造技术的基础和核心。数控车床己经成为现代企业的必需品。随着数控技术的不断成熟和发展及市场日益繁荣,其竞争也越来越激烈,人们对数控车床选择也有了更加广阔的范围,对数控机床技术的掌握也越来越高。随着社会经济的快速发展,人们对生活用品的要求也越来越高,企业对生产效率也有相应的提高。数控机床的出现实现了广大人们的这一愿望。数控车削加工工艺是实现产品设计、保证产品的质量、保证零件的精度,节约能源、降低消耗的重要手段。是企业进行生产准备、计划调度、加工操作、安全生产、技术检测和健全劳动组织的重要依据。也是企业对高品质、高品种、高水平,加速产品更新,提高经济效益的技术保证。这不但满足了广大消费者的目的,即实现了产品多样化、产品高质量、更新速度快的要求,同时推动了企业的快速发展,提高了企业的生产效率。 数控工艺规程的编制是直接指导产品或零件制造工艺过程和操作方 法的工艺文件,它将直接影响企业产品质量、效益、竞争能力。本文通过对典型轴类零件数控加工工艺的分析,对零件进行编程加工,给出了对于典型零件数控加工工艺分析的方法,对于提高制造质量、实际生产具有一定的意义。根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。 本人以严谨务实的认真态度进行了此次设计,但由于知识水平与实际经验有限。在设计中会出现一些错误、缺点和疏漏,诚请各位评审老师提出批评和指正。
数控铣削加工工艺毕业设计论文
长江大学 YANGTZE UEIVERSITY 专科生毕业设计(论文) 题目 专业数控技术 学生姓名严鑫 指导教师管志强(数控指导老师) 院校站点 长江大学继续教育学院
毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:
摘要 随着计算机技术的发展,数字控制技术已经广泛的应用于工业控制的各个领域,尤其在机械制造业中应用十分的广泛。而中国作为一个制造业的大国,掌握先进的数控加工工艺和好的编程技术也是相当重要的。 本文开篇主要介绍了数控技术的现状及其发展的趋势,紧接着对数控铣削加工工艺做了简要的介绍,使对数控铣削加工工艺有了一个总体的了解。接下来主要是对具体零件的加工工艺的分析,然后用西门子840D仿真软件指令进行数控编程和仿真加工,最终根据所编写的程序在数控机床上加工出对应的产品。 关键词数控铣床数控工艺编程
螺杆零件加工工艺标准设计
目录 序言 一零件图的工析 (1) 1.1 零件的用途 (1) 1.2 零件的工艺分析 (1) 1.3 审核主动轴的工艺性 (2) 二确定生产类型 2.1 计算生产纲领 (3) 2.2 确定生产类型 (3) 三确定毛坯种类和制造法 (3) 3.1 确定毛坯种类 (3) 3.2 毛胚的制造方法 (3) 3.3确定毛胚尺寸公差和加工余量 (4) 四拟定工艺路线 (4) 4.1 定位基准的确定 (4) 4.2 表面加工方法的确定 (5) 4.3 工序的集中与分散 (7)
五工序顺序的安排 (7) 六确定加工工艺线 (7) 七确定各工序加工余量、计算工序尺寸及余量 (9) 八选择设备、及工艺装备(刀具、量具) (9) 九确定各工序切削用量及时间定额 (9) 1 切削用量 (10) 2 基本时间 (11)
序言 机械制造工艺学课程设计使我们在学完大学的全部基础课,技术基础课以及大部分专业课之后进行的。这是我们在进行课程设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练。因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来从事的工作进行一次适应性的训练,希望在设计中能锻炼自己分析问题、解决问题的能力,为自己今后参加祖国的建设打下一个良好基础。 由于能力有限,设计尚有许多不足之处,希望各位老师给予指教。
一零件图分析 1.1 零件的用途 作用:题目所给的零件是螺杆,螺杆通过锥销孔连接齿轮,起到支撑传递动力等系列作用,在工作中,由于受到弯应力和冲击载荷,因此该零件应具有足够的刚度、强度及韧性,以适应其工作环境的变化 技术要求:属于普通零件普通精度。 1.2. 零件的工艺分析 零件的工艺分析就是通过对零件图纸的分析研究,判断该零件的结构和技术要求是否合理,是否符合工艺性要求。 (1) 审查零件图纸通过对该零件图的重新绘制,知 原图样的视图正确完整,尺寸、公差及技术要求齐全。 (2) 零件的结构工艺性分析该零件比较简单,材料 为45#钢,没有较复杂的结构和较高的加工要求,主要的加工有各个外圆表面、端面的车削,磨削等,各个待加工表面的加工精度和表面粗糙度都不难获得。各主要加工面、精度、偏差如下表1-1:
毕业设计---球头轴零件的加工工艺与编程
数控技术专业毕业设计说明书 设计题目球头轴零件的加工工艺与编程
摘要 世界制造业转移,这中国正在逐步成为世界加工厂。 美国,德国,韩国等国家已经进入工业化发展的高技术密集时代与微电子时代,钢铁,机械,化工等重工业正逐渐向发展中国家转移。我国目前经济发展已经过了发展初期,正处于重化工业发展中期。未来10年将是中国机械行业发展最佳时期。现代工业早已使用电脑数字化控制的机床进行作业了,数控机床可以按照技术人员事先编好的程序自动对任何产品和零部件直接进行加工了。这就是我们说的“数控加工”。数控加工广泛应用在所有机械加工的任何领域,更是模具加工的发展趋势和重要和必要的技术手段。本设计内容介绍了数控加工的特点,加工工艺分析以及数控编程的一般步骤。并通过一定的实例详细的介绍了数控加工工艺的分析方法。 关键词:数控;加工;工艺;编程
目录 1引言 (1) 1.1数控技术的发展 (1) 1.2数控车削加工工艺分析的主要内容 (2) 2球头轴零件的加工工艺设计 (3) 2.1加工的内容及工艺分析 (3) 2.1.1球头轴加工的内容 (3) 2.1.2球头轴加工的工艺分析 (4) 2.2球头轴零件工艺路线的拟定 (4) 2.2.1工艺路线的确定 (4) 2.2.2辅助工序的安排 (5) 2.3数控机床及其工艺设备的选择 (5) 2.3.1数控机床的选择 (5) 2.3.2检测量具的选择 (5) 2.4球头轴零件切削用量参数的确定 (6) 2.4.1确定主轴转速 (6) 2.4.2确定进给速度 (6) 2.4.3确定背吃刀量 (6) 2.5拟定数控加工工艺卡 (7) 2.6刀具的选择 (7) 2.6.1刀具 (7) 2.6.2确定对刀点与换刀点 (8) 3球头轴零件夹具的选用 (9) 3.1对球头轴零件夹具的基本要求 (9) 3.2工件装夹方法的选择 (9) 4球头轴零件数控加工的编程 (10) 4.1数控坐标系的确定 (11) 4.2走刀路线的确定 (11) 4.3程序编制 (12) 5结论 (16) 6参考文献 (17)
工艺工装设计原则
工艺、工装的设计原则 专用夹具的设计方法 对机床夹具的基本要求 1、确保工件的加工质量 2、提高机械加工的劳动生产率 3、降低工件的成本 4、使工人具有良好的劳动条件 5、排屑方便 专用夹具的设计方法与步骤 6、机械设计前的准备 7、工作 掌握必要的设计资料如 a、设计任务书、毛坯图、零件图、工艺规程等技术文件 b、机床方面的资料, c、了解本工序所用机床的主要参数、规格及安装夹具的有关连接部分的尺寸。 d、刀具方面的资料, e、了解本工序所用刀具的种类、主要结构、尺寸、精度与技术条件等。 f、夹具方面的资料如夹具零部件标 g、准(国标 h、、部标 i、、企标 j、、厂标 k、)夹具图册、夹具设计手册及现有的同 l、类夹具图纸等。 m、其它设计资料如标n、准件、通用件资料等。 清楚和了解下列情况 o、所需加工零件的数量及对夹具的需用情况。 p、有无通用或借用零部件可供选用。 q、国内外有关夹具制造方面的新工艺、新技术、新材料。 进行工件的工艺分析 通过图纸及有关的技术文件,明确设计要求,了解毛坯与工件的情况。编制出合理的工艺文件,明确本工序的加工要求,定位夹紧方案,本工序所用的机床、刀具、辅具、量具、加工余量及切削用量等为确保夹具方案做准备。 8、确定夹具的结构方案 确定工件的定位方式,根据六点定位原则决定定位方式、定位装置的类型、元件尺寸、元件数量及精度要求。 确定工件的夹紧方式,根据加工时切削用量决定且削力的大小,按夹紧原理决定夹紧力的方向、作用点及大小,最后定出夹紧装置的结构、尺寸和精度要求。 确定刀具的引导方式,设计引导元件或对刀装置。 确定其它元件或装置的结构形式如定位键、分度装置、过渡盘等。 确定各元件间的连接方式及夹具体的结构形式完成该夹具的总体布局 对于比较复杂的夹具在考虑夹具结构时应该考虑几个不同方案,分别画出草图经过评审讨论后从中选出较优方案。 9、对夹具零件的精度、粗糙度的要求 夹具总成图的绘制 10、夹具总成图上要有必要的尺寸标11、注与技术条件、零件图号、零件明细表、标12、题栏等内容。 13、绘图比例尽量按1:1选取,14、以便使图形有良好的直观性。也可按国标15、规定比例放大或缩小。
典型轴类零件的数控加工工艺编制
典型轴类零件的数控加工工艺编制数控技术是用数字信息对机械运动和工作过程进行操纵的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。 本次设计确实是进行数控加工工艺设计典型轴类零件,要紧侧重于该零件的数控加工工艺和编程,包括完成该零件的工艺规程,要紧工序工装设计,并绘制零件图、夹具图等。 通过本次毕业设计,对典型轴类零件的设计又有了深的认识。从而达到了巩固、扩大、深化所学知识的目的,培养和提高了综合分析咨询题和解决咨询题的能力以及培养了科学的研究和创新能力。 关键词:数控技术典型轴类零件加工工艺毕业设计
摘要 (1) 目录 (2) 1.引言 (3) 1.引言 (3) 2.零件分析 (4) 2.1毛坯的选择 (4) 2.2 机床的选择 (4) 3.零件图加工艺分析 (7) 3.1零件的工艺分析 (7) 3.2 零件的加工工艺设计 (11) 4.零件图加工程序编写 (21) 4.1零件左端加工程序编写 (21) 4.2零件右端加工程序编写 (22) 5. 程序调试 (25) 致谢 (26) 参考文献 (27)
数控技术集传统的机械制造技术、运算机技术、成组技术与现代操纵技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术于一体,是现代先进制造技术的基础和核心。数控车床己经成为现代企业的必需品。随着数控技术的不断成熟和进展及市场日益繁荣,其竞争也越来越猛烈,人们对数控车床选择也有了更加宽敞的范畴,对数控机床技术的把握也越来越高。随着社会经济的快速进展,人们对生活用品的要求也越来越高,企业对生产效率也有相应的提高。数控机床的显现实现了宽敞人们的这一愿望。数控车削加工工艺是实现产品设计、保证产品的质量、保证零件的精度,节约能源、降低消耗的重要手段。是企业进行生产预备、打算调度、加工操作、安全生产、技术检测和健全劳动组织的重要依据。也是企业对高品质、高品种、高水平,加速产品更新,提高经济效益的技术保证。这不但满足了宽敞消费者的目的,即实现了产品多样化、产品高质量、更新速度快的要求,同时推动了企业的快速进展,提高了企业的生产效率。 数控工艺规程的编制是直截了当指导产品或零件制造工艺过程和操作方法的工艺文件,它将直截了当阻碍企业产品质量、效益、竞争能力。本文通过对典型轴类零件数控加工工艺的分析,对零件进行编程加工,给出了关于典型零件数控加工工艺分析的方法,关于提高制造质量、实际生产具有一定的意义。依照数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分表达了数控设备在保证加工精度,加工效率,简化工序等方面的优势。 本人以严谨务实的认真态度进行了此次设计,但由于知识水平与实际体会有限。在设计中会显现一些错误、缺点和疏漏,诚请各位评审老师提出批判和指正。
数控加工工艺毕业设计论文
日照职业技术学院毕业设计(论文) 数控加工工艺 姓名 : 付卫超 院部:机电工程学院 专业:数控设备应用与维护 指导教师:张华忠 班级: 11级数控设备应用与维护二班 2014年05月
随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率和质量是先进制造技术的主体。高速、高精加工技术可极大提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的刀具,确定切屑用量,对一些工艺问题(如对刀点、加工路线等)也需要做一些处理,并在加工过程掌握控制精度的方法,才能加工出合格的产品。 本文根据数控机床的特点。针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切屑用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度、加工效率、简化工序等方面的优势。 关键词工艺分析加工方案进给路线控制尺寸
第1章前言-----------------------------------第2页第2章工艺方案的分析-------------------------第3页 2.1 零件图-------------------------------第3页 2.2 零件图分析---------------------------第3页 2.3 零件技术要求分析---------------------第3页 2.4 确定加工方法-------------------------第3页 2.5 确定加工方案-------------------------第4页第3章工件的装夹-----------------------------第5页 3.1 定位基准的选择-----------------------第5页 3.2 定位基准选择的原则-------------------第5页 3.3 确定零件的定位基准-------------------第5页 3.4 装夹方式的选择-----------------------第5页 3.5 数控车床常用的装夹方式---------------第5页 3.6 确定合理装夹方式---------------------第5页第4章刀具及切削用量-------------------------第6页 4.1 选择数控刀具的原则-------------------第6页 4.2 选择数控车削刀具---------------------第6页 4.3 设置刀点和换刀点---------------------第6页 4.4 确定切削用量-------------------------第7页第5章轴类零件的加工-------------------------第8页 5.1 轴类零件加工工艺分析-----------------第8页 5.2 轴类零件加工工艺---------------------第11页 5.3 加工坐标系设置-----------------------第13页 5.4 保证加工精度方法---------------------第14页 参考文献 ---------------------------------第15页