先进刀具使用现状和未来发展趋势
先进刀具使用现状和未来发展趋势
摘要:本文描述了刀具在制造业切削加工中的作用,介绍了我国工具工业的发展概况,从多个方面详细介绍了新型刀具技术,着重讲述了新型高效刀具在我国机械制造业中的应用已经未来的发展趋势。
关键词:先进刀具刀具技术工具工业
1 刀具在切削加工中的重要性
金属切削加工是用刀具从工件表面切除多余的金属材料,从而获得在几何形状、尺寸精度、表面粗糙度及表面层质量等方面均符合要求的零件的一种加工方法。其核心问题是刀具切削部分与工件表层的相互作用,即刀具的切削作用和工件的反切削作用。这是切削加工中的主要矛盾,而刀具的切削作用则是矛盾的主要方面。切削刀具是支撑和促进切削加工技术进步的关键因素。近年来,高速高效数控机床的广泛应用使现代切削加工技术发展到了一个新的阶段,先进高效刀具的应用是使昂贵的数控机床充分发挥其高效加工能力的基本前提之一。
刀具是切削加工的基础工艺装备之一,刀具的性能和质量直接影响到切削加工效率的高低和加工质量的好坏,直接影响到整个机械制造业的生产技术水平和经济效益。采用先进刀具,适当地增加刀具费用的投入,是制造业提高劳动生产率和企业竞争力的有效手段,是我国制造业当前必须重视的问题。切削机床的快速发展为现代制造业的发展提供了基本的前提和技术保障,但无论是什么样的金属切削机床,都必须依靠与工件直接接触、从工件上切除材料的刀具才能发挥作用。刀具性能和质量直接影响到切削机床生产效率的高低和加工质量的好坏,直接影响到整个机械制造业的生产技术水平和经济效益[1]。
2 我国工具工业的发展情况
我国2005年消费刀具约17亿美元。2006年消费刀具约20亿美元,其中进口刀具约10亿美元。2007年工具工业空前高速发展,销售收入增加达28%左右。2008年前三季度工具工业仍继续高速发展,增长超过20%,l0月以后下滑明显,但全年增长仍在12%以上。受世界经济危机影响,2009年上半年工具工业继续下滑,但7-8月以后整个经济形势已开始回暖,工具工业亦已逐步好转。
近年我国工具工业虽也有不小发展,但远落后于机床业的发展。生产中使用的高效先进刀具,大部分从国外进口(含外资企业在中国生产的刀具)。我们现在也出口不少刀具,但主要是廉价低档的标准刀具。2004年我国生产刀具约25亿件,其中20亿件是廉价低档刀具(大部分出口),这以后几年出口的仍基本是中低档刀具。在美国市场上中等规格麻花钻,每个价约10美元,而中国市场上生产的低档麻花钻价仅1美元,且仅被用作手工工具。我国现在有世界第一的汽车工业,但汽车工业从国外引进的高效生产线,所用的刀具80%一90%至今仍是进口刀具(含国内生产的外资企业产品)。现在我国刀具生产供销情况是,高端先进刀具产品主要依靠进口,而低档刀具产品恶性膨胀(大部分出口),这种情况必须尽快改变。
我国机械制造业生产中大量使用标准刀具,而发达国家则大量使用高效先进刀具,这就致使我国加工效率远低于发达国家。我国工具厂仍大量生产传统标准
刀具,一些小工具厂还大量生产低档刀具。据统计,我国消耗全世界40%的工具材料,销售收入却只占全世界工具业的12%-15%。发达国家工具企业的毛利率都在40%左右,而我国工具厂的利润很低,部分工具厂还在亏损。
从机械制造业的技术发展趋势来看,今后我国工厂中的高效数控机床的比重将逐年增加,高效先进刀具的需求量将随之迅速增加,而传统标准刀具的需要量将逐年减少。此外,由于我国人工成本增加,中低档的标准刀具出口的价格优势将逐渐丧失,出口量必将随之减少。如工具企业仍以生产传统标准刀具为主,则销售量必将逐渐萎缩发展堪忧(一些民营的小工具厂大量生产传统标准刀具,大工具厂因成本较高,无法竞争而逐渐失去这部分市场)。因此,我国的工具工业必须改变理念,大力发展高效先进刀具的生产,重视售后生产服务,用国产高效先进刀具代替国外产品,夺回被进口刀具占有的这部分市场。只有这样,我国的工具企业才有发展前途,我国的工具工业才能得到振兴。
中国机床刀具现状:中高端刀具市场被国外刀具公司占领,这些刀具的技术附加值和利润率远远高于低端刀具;国内刀具公司主要在低端刀具市场,主要靠价格竞争;国外刀具公司往往为客户提供解决方案,捎带销售刀具产品:国内刀具公司基本不具备提供解抉方案的能力,单纯销售产品;由于国内刀具公司发展潜力以及待遇等因素,刀具人才主要集中在国外刀具公司[2]。
3 新型刀具技术
采用新型刀具实现高效、优质、低成本生产是现代企业提高经济效益的重要途径。刀具材料的改进是刀具技术发展的主线。在现有刀具材料的基础上,通过刀具几何设计改善切削状态也是生产实践中行之有效的方法。CIRP公布的一项研究报告指出:―由于刀具材料的改进,刀具许用切削速度每隔10年提高1倍;而由于刀具结构和几何参数的改进,刀具寿命每隔10年几乎提高2倍。‖采用新型刀具材料可以提高刀具的切削性能,而优化刀具切削部分的几何形状则能充分发挥新型材料的威力。
现代刀具不仅应能满足高速切削、干式切削、硬切削、复合切削加工等先进切削技术的需要,而且对产品功能的多样化、结构的合理化、外观造型的美观等方面也提出了更高要求。但令人遗憾的是长期以来刀具的设计主要依靠经验,依靠尝试法(try-and-error),这种方法效率低、开发周期长,显然已经阻碍了新型刀具的开发和使用,满足不了先进切削加工技术的需求,迫切需要先进的刀具设计技术。
刀具结构、刀具材料、涂层技术的创新推动着切削加工技术的快速发展。通过介绍了刀具结构设计、刀具材料和刀具涂层技术的新进展,指出先进刀具发展的方向,以促进先进刀具的开发与合理使用,为提高制造业的加工效率发挥应有的作用。
3.1 刀具结构设计技术
刀具结构设计的特点是空间角度计算难,形状复杂绘图难,形状相同尺寸繁。随着粉末冶金技术、模具制造技术、五轴联动数控刃磨技术的高度发展,现代金属切削刀具的切削部分已可加工成十分复杂的形状。因此,刀具厂家不断创新,采用先进的设计技术和专业应用软件进行刀具设计。
为建立复杂形状刀具的三维模型,研究者们采取了2种建模方法:一是综合法,即等效刀刃法;二是分解法,即微分刀刃法,并将计算机辅助设计(CAD)
技术应用于刀具的设计。目前,应用较多的CAD软件主要有UG、Pro/E、IDEAS 等几种,有的CAD软件经过企业的二次开发,其适用性进一步提高。这些软件集三维实体造型、平面绘图、工程分析、数控加工、零件组装等模块于一体,形成较完整的刀具设计软件系统,具有较强的实体造型与编程功能。计算机辅助设计使得刀具的设计、计算简便,免去刀具复杂图形的绘制,并能参数化快速设计刀具,有利于提高刀具的设计水平。
应用工程分析技术(如有限元)对刀具强度进行数值模拟分析,可较精确地掌握刀具上各点的受力情况,了解刀具内部应力、应变及温度的分布规律,获得应力、应变及温度分布图,并方便地找出危险点。该方法可为改进刀具受力情况、合理设计刀具结构以及对刀具进行失效分析提供理论依据,为刀具强度和寿命的分析计算提供一种新方法。五轴联动数控工具磨床功能的实现使立铣刀、钻头等通用刀具的几何参数进一步多样化,改变了标准刀具参数千篇一律的传统格局,可适应不同的被加工材料和加工条件,切削性能也相应提高。
3.2 刀具材料
大力推广使用新刀具材料的刀具。刀具材料是刀具工业的基础,刀具材料的发展对刀具切削性能的提高,起着决定性影响,近年来刀具材料发展极为迅速,刀具材料性能的提高和新刀具材料的使用,使切削效率大大提高。
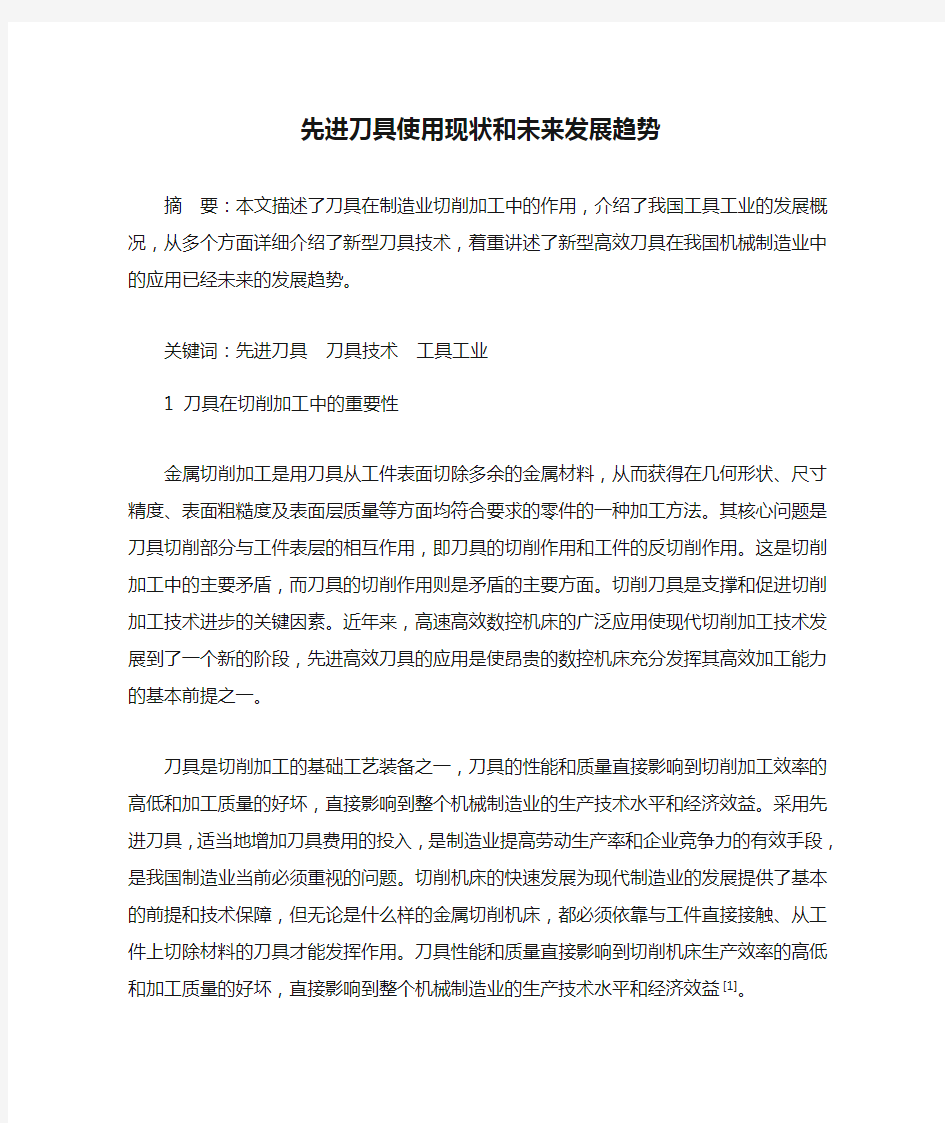
现代刀具材料主要有高速钢、硬质合金、陶瓷、超硬材料(立方氮化硼CBN、金刚石)等,其中每一类又分为很多种。其中高速钢和硬质合金的使用量在90%以上。目前中国生产高速钢5-6万吨,占全世界的1/4-l/3;中国生产硬质合金l.5万吨,占全世界的1/4。中国刀具材料的生产数量世界第一,但是质量属于二流水平。预期在本世纪刀具和刀具材料的技术含量、质量水平和品种数量等方而都将有较大的发展,加工对象的新要求推动了刀具材抖的新发展,科学技术的进步使刀具材料的发展成为可能,但同时刀具材料的发展必定受原料资源的制约。
图1 切削刀具材料
天然金刚石是最昂贵的刀具材料,由于天然金刚石可以刃磨成最锋利的切削刃,主要应用在超精密加工领域,如加工微机械零件、光学镜面、导弹和火箭中的导航陀螺、计算机硬盘芯片等。人工合成单晶金刚石刀具有很好的尺寸、形状和化学稳定性,主要用来加工木材,如加工高耐磨Al2O3,涂层的木地板。聚晶金刚石是以钴作为粘结剂,在高温高压下(约507MPa,几千摄氏度)由金刚石微粉压制而成的。聚晶金刚石刀具具有优异的耐磨性,可用来切削有色金属和非金属材料,精加工难加工材料,如硅铝合金和硬质合金等。
立方氮化硼(CBN)与聚晶金刚石一样,也是在高温高压下人工合成的,其多晶结构和性能也与金刚石类似,具有很高的硬度和杨氏模量,很好的导热性,很小的热膨胀,较小的密度,较低的断裂韧性。此外,立方氮化硼具有卓越的化学和热稳定性,同铁族元素几乎不发生反应,这一点要优于金刚石。因此,加工黑色金属时多选用立方氮化硼而不用金刚石。不含粘结相的CBN正在研制当中,通过控制合成条件使CBN颗粒更微细,微细颗粒的CBN即使在高温下也具有高热导率、极高热稳定性、高硬度和高强度。无粘结相CBN可望成为下一代刀具材料。
氧化铝基陶瓷具有良好的化学稳定性,与铁系金属亲和力很小,因此不易发生粘结磨损。氧化铝基陶瓷刀具在高速切削钢时具有比氮化硅陶瓷刀具更优越的切削性能。氮化硅基陶瓷刀具主要用于高速加工铸铁。赛阿龙陶瓷刀具具有较高的强度、断裂韧度、抗氧化性能、导热率、抗热震性能和抗高温蠕变性能。但是热膨胀系数较低,不适合加工钢,主要用来粗加工铸铁和镍基合金。为了进一步改进陶瓷刀具加工新材料时的切削性能和抗磨损性能,研究人员开发了碳化硅晶须增韧陶瓷材料(包括氮化硅基陶瓷和氧化铝基陶瓷材料),增韧后的陶瓷刀具高速切削复合材料和航空耐热合金(镍基合金等)时的效果非常好,但不适合加工铸铁和钢。
TiC(N)基硬质合金(即金属陶瓷)密度小,硬度高,化学稳定性好,对钢的摩擦系数较小,切削时抗黏结磨损与抗扩散磨损的能力较强,具有较好的耐磨性。金属陶瓷刀具适于高速精加工碳钢、不锈钢、可锻铸铁,可以获得较好的表面粗糙度。
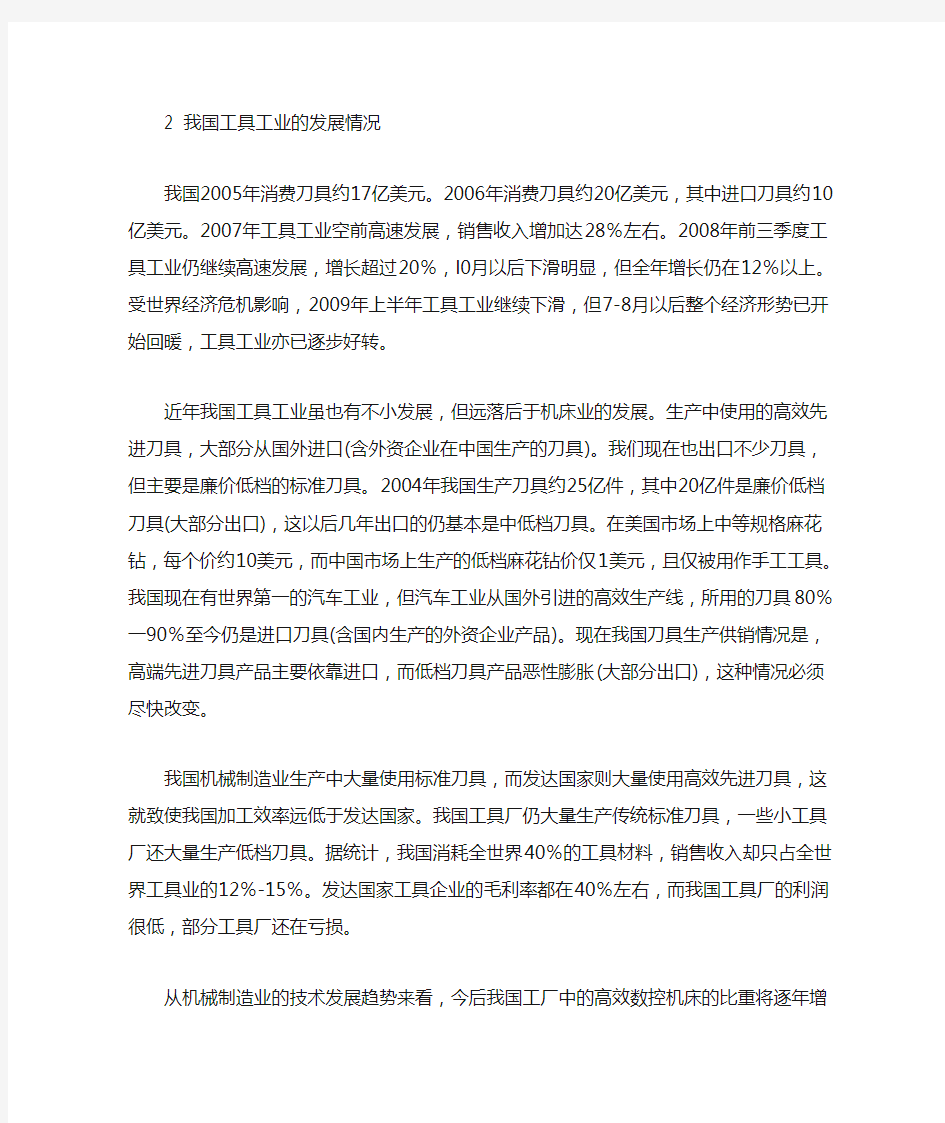
陶瓷、立方氮化硼和聚晶金刚石等,近年发展迅速。陶瓷刀具材料采用超细微粉和部分纳米微粉,加入SiC晶须,采用新烧结工艺等,使陶瓷刀具材料的强度和韧性得以大幅度提高,国外应用日广,切削速度可比硬质合金提高数倍,大大提高加工效率,在德国,已有约70%的铸件用陶瓷刀具加工,日本陶瓷刀具的年消耗量已占刀具总量的8%-10%。立方氮化硼的硬度高达8000-9000HV,耐高温达1400℃,可高效加工冷硬铸铁,和HRC50以上的淬火钢。超硬刀具材料在我国制造业中用得还较少,应加强发展推广使用。
图2 刀具材料发展和应用的基本趋势
国外近年来发展了多种新成份、新牌号的硬质合金,发展了高强度高韧性的0.5-1μm超细颗粒的硬质合金,开发了多种新涂层硬质合金,使硬质合金的切削性能显著提高,扩大了硬质合金应用领域。现代高效先进刀具,大部份是硬质合金刀具。我国―钨‖资源是全世界第一,钨制品和硬质合金产量也是世界第一。但必需承认,目前国产的硬质合金质量和国外产品相比,有很大差距,国内制造业用的高效先进硬质合金刀具,主要依靠进口。硬质合金刀具材料的问世,使切削加工水平出现了一个飞跃。硬质合金刀具能实现高速切削和硬切削。为满足各种难加工材料的切削要求,开发了许多硬质合金加工技术,研制出多种新型硬质合金,方法是:采用高纯度的原材料,如采用杂质含量低的钨精矿及高纯度的三氧化钨等;采用先进工艺,如以真空烧结代替氢气烧结,以石蜡工艺代替橡胶工艺,以喷雾或真空干燥工艺代替蒸汽干燥工艺;改变合金的化学组分;调整合金的结构;采用表面涂层技术。研制出的新型硬质合金有添加钽、铌的硬质合金、细晶粒与超细晶粒硬质合金,添加稀土元素的硬质合金等。
高钴高钒等高性能高速钢刀具的耐用度可比普通高速钢提高1.5-3倍。粉末冶金高速钢的强度可提高20%-30%,韧性提高1.5-2倍,并且可靠性比普通高速钢明显提高,国外在加工中心上已普遍使用这种粉末冶金高速钢制造的多种刀具,如钻头、丝锥和铣刀等,而我国还甚少使用。普通高速钢是用熔融法制造的,在加工效率和加工质量要求日益提高的先进切削加工中,普通高速钢的性能已嫌不足。20世纪后期,逐步出现了许多高性能高速钢,新型高速钢在普通高速钢的基础上,通过调整基本化学成分,并添加其他合金元素,使其常温和高温机械性能得到显著提高。用作刀具材料的高性能高速钢有高碳高速钢、高钴高速钢、高钒高速钢和含铝高速钢等。粉末冶金高速钢是将高频感应炉熔炼出的钢液,用高压氩气或纯氮喷射雾化,再急冷得到细小均匀结晶粉末,或用高压水喷雾化形成粉末,所得到的粉末在高温高压下热等静压制成粉末冶金高速钢刀具。与传统高速钢相比,粉末冶金高速钢没有碳化物偏析的缺陷,且晶粒尺寸小,因此抗弯强度和韧性高,硬度高,适用的切削速度较高,刀具寿命较长,并可加工较硬的工件材料。
3.3 刀具涂层技术与涂层材料
切削加工对刀具材料的性能要求非常高,刀具切削刃承受高温(300-1200℃)、高压(100-10000N/mm2)、高速(1-30m/s)和大应变率(103-107/s),因此要求刀具既
要有高的硬度和抗磨损性能,又要有高的强度和韧性,而涂层刀具是解决这一矛盾的最佳方案之一。涂层刀具是在具有高强度和韧性的基体材料上涂上一层耐高温、耐磨损的材料。涂层材料及基体材料之间要求粘结牢固,不易脱落。涂层技术以其效果显著、适应性好、反应快等特点,将对今后刀具性能的提高和切削技术的进步发挥十分重要的推动作用[3]。
4 先进刀具在机械制造业中的应用
4.1 航空零件切削加工中刀具的应用
航空产品零件使用的材料主要涉及高强钢、铝合金、钛合金、高温合金、复合材料等多种类型。飞机机体上涉及切削加工的零件主要使用铝合金、钛合金、复合材料、高强度钢等材料,其结构尺寸大,尺寸协调部位多;航空发动机上涉及切削加工的零件主要使用钛合金、高温合金、不锈钢、复合材料,其加工精度要求较高。
从加工形式上看,飞机机体结构件以机翼梁、机身框、翼肋、壁板为典型代表,零件形式为扁平形结构,尺寸较大,带有机身、机翼理论外形。这类零件主要以铣削加工为主,采用不同形式的铣削刀具在龙门结构、五轴联动的数控铣床上完成加工,常用的刀具有盘铣刀、立铣刀、球头铣刀等,更为常用的是带有刀尖圆角的专用铣刀;航空发动机零件以机匣、整体叶盘、叶片以及轴、盘为典型代表,除轴、盘类零件适合采用车削加工外,其他零件为回转形结构,部分部位需要车削加工,大部分涉及安装及气流通道的部位还需要在五坐标联动控制,转台结构的数控机床上进行铣削加工,加工过程都需要多种形式和结构的刀具,如外圆车刀、内圆车刀、立铣刀、球头铣刀等。
在零件加工过程中,镶齿刀具、焊接式刀具、整体刀具都有广泛的应用,近年来,镶齿刀具、整体刀具逐渐成为现场主要使用的刀具结构,焊接式刀具应用范围已逐渐缩小。高速加工已经进入实用化阶段,飞机结构件是应用高速加工的主要领域,特别是在铝合金结构件、复合材料构件的切削中应用广泛。航空产品零件的加工通常需要使用数量不等、规格和结构不同的刀具才能完成,并且要求不同刀具加工的表面之间连续,无接差、无干涉。从切削参数方面看,由于各生产现场的技术水平和配套环境不同,刀具切削时使用的切削参数差异较大,切削参数的选择和使用主要以工艺人员或机床操作者的经验为主。
从新型飞机和发动机的发展趋势看,基于降低飞机机体和发动机重量、提高飞行性能、节省燃油消耗的考虑,过去大量采用的组合式金属结构、铝合金直接覆盖的方法已逐渐被舍弃,钛合金、复合材料使用的比例越来越大,整体结构成为飞机和发动机产品的主体。钛合金是公认的难加工材料之一,需要在高性能刀具的支持下才能满足质量和周期需求;采用铺叠、缠绕、RTM等工艺制备的复合材料构件尽管不需要很大的切削加工量,但其材料结构的特殊性和较高的质量要求也对切削刀具具有较高的要求;采用整体结构设计后,一般情况下都选用整体板材或大型锻造毛坯来加工,其中90%以上的材料都要被切除,加工量较大,对加工效率要求极高。
航空发动机零件通常为钛合金、高温合金材料,这些材料的切削加工一直是一个难点。同时,航空发动机零件形状复杂、精度要求严格。以新型发动机的主要结构部件——整体叶盘为例,切削加工过程涉及气流通道、叶身型面、叶根叶尖、进排气边等难加工部位,铣削是完成这些关键部位加工的主要工艺方法,由
于结构空间狭窄,通常要使用小直径、大长度的立铣刀或球头铣刀。
航空零件的切削加工目前主要分为2个类型:一是轻质结构和轻合金的高速加工,主要针对铝合金和复合材料,使用的刀具以硬质合金、PCD材料为主,带有单涂层或复合涂层;二是针对钛合金、不锈钢、超高强度钢等难加工材料的切削,使用的刀具材料主要是细晶粒硬质合金、超细晶粒硬质合金和高性能高速钢,应特别注意刀具材料(包括其涂层)与工件材料的匹配,实践证明,钛合金切削加工中,常规涂层对提高刀具性能方面没有明显作用,必须寻找新的涂层及涂层工艺。
4.2 汽车行业高速高效精密刀具技术的应用
我国正逐渐由第一制造大国向制造强国转变。近些年国家高度重视装备制造业的发展,并设立了―高等数控机床与基础制造装备‖重大专项,2009年拨款328亿元人民币,2010年拨款300亿元人民币,主要用于汽车、船舶、大飞机、高铁、轨道交通、能源等行业。我国汽车、机床刀具行业市场广阔、发展空间巨大,已经连续6年机床消费量全球第一(2010年为284.8亿美元),汽车产销量全球第一(2010为1800万辆)。
我国所用的机床先进,但是制造工艺和刀具总体水平却比较落后,究其原因主要为:高校无专门工艺、刀具方面的课程;与国外刀具公司相比.国内公司缺乏整体解决方案的能力和高端产品;大量低端刀具产品占有大部分市场份额;汽车发动机行业国外刀具占80%的份额[2]。
随着江铃汽车整车销量的快速增长,面对日益增加的生产任务,通过使用先进的刀具来提高发动机厂的生产能力,保障产品质量,从而达到降低单台成本的目的。超硬材料立方氮化硼(CBN)刀片广泛运用于缸体线粗、精镗气缸孔、主轴孔、凸轮轴孔及缸盖线进、排气门阀座的加工,机床转速为1600 r/min – 2000 r/min,进给速度为0.081mm/r-0.12mm/r,刀具质量稳定,使用寿命在800-4000件/刃,寿命比硬质合金刀片提高5-10倍。推广运用整体硬质合金刀具,刀具的品种包括钻头、立铣刀、丝锥等,从而提高了刀具的耐用度,减少了换刀次数,使得产品质量好,降低了刀具成本。并且,引进了德国Mapal公司的精密镗刀和美国VALENITE密齿铣刀盘,加工质量稳定,大幅度提高了经济效益[4]。
4.3 先进刀具在数控机床中的应用
当代切削技术和刀具的进步为提高数控机床的切削效率创造了很好的条件,不仅如此,先进的切削技术和刀具已成为开发现代数控加工技术——高速、高效、智能、复合、环保的有机组成部分,两者相互促进同步发展,共同推动着数控加工技术的进步。应用先进的切削技术和刀具还有投资少、见效快、收效大的特点。现代的刀具工业已为此进行了卓有成效的工作,不断推出成熟的、实用的切削技术和创新的刀具,为制造业的发展和制造技术的进步作出了重要的贡献。首先,是采用高性能的适用的刀具材料和涂层牌号。其次,要大力采用新型的数控刀具。第三,要大力采用新的切削工艺。第四,应用数控机电一体化的刀具提高加工质量和优化加工过程。第五,要提高刀具的管理水平[5]。
4.4 高效先进刀具在复杂零件加工中的应用
上海工具厂依托1.2亿国债技改项目,开发多种高性能螺纹刀具并形成批产能力,提升产品技术水平,以适应汽车工业、造船工业、航空航天、能源动力等
先进制造业对高效刀具的需求。螺尖丝锥、螺旋槽丝锥、挤压丝锥、跳牙丝锥和螺纹铣刀相对于通用型直槽丝锥,这些高性能刀具具有更合理的结构,在不同的适用加工范围内具有更高的加工效率,更好的加工质量,更长的使用寿命和稳定性,能够满足先进制造业对刀具提出的越来越多的要求,值得大规模推广应用[6]。
现代切削技术和高效先进刀具是制造业提高生产效率,降低生产成本的最重要的因素之一。采用高效先进刀具,刀具费用虽然要提高,但高效切削刀具可明显提高切削加工效率,使机床的利用率有效提高,从而可以使零件的生产成本降低。因此,使用高效先进刀具的经济效益是比较显著的。针对国内外金属切削刀具技术的现状和发展趋势,以上海萨澳液压传动有限公司实施的刀具优化为例,在先进刀具技术的理论指导下,分析了球墨铸铁液压阀体复杂孔加工原用的刀具加工方案,通过高性能刀具的选择与应用,将原工艺所用的六把切削刀具优化为三把刀具。新工艺采用了整体硬质合金刀具、纳米涂层技术和复合加工技术,提高了加工效率,同时降低了零件的制造成本[7]。
4.5 先进刀具在纺织机械厂的应用
郑州纺织机械厂中金属切削机床占有很大的比例。该厂积极发展机夹可转位刀具,推广先进刀具、复合刀具,改变淬硬钢的车削加工工艺,设计使用专用刀具,解决生产技术关键问题,提高生产效率,促进了该厂的生产发展[8]。
4.6 先进刀具在特大型工件加工中的应用
将YG546硬质合金刀具应用在特大型(Φ外10750×Φ内10210×1550)不锈钢水轮机转轮室中环切削加工中。通过对工件材料的可加工性分析与刀具材料、几何参数、切削参数的选择,经过在二个单台中环中切削与应用,取得了提高刀具耐用度、提高生产效率和工件加工质量,降低加工成本的有效途径[9]。
5 未来刀具的发展趋势
刀具材料及其涂层技术的发展促进了刀具切削速度的不断提高,带来了加工效率的变革,进一步带来了加工范围的拓展。刀具的设计和使用应考虑刀具材料与工件材料的性能匹配性,针对不同的工件材料和加工条件确定合理的刀具材料和结构形式。高速、高效、高精度切削加工要求刀具具有多种优异性能,―高韧性高强度基体+高硬度高耐磨性刃部‖是未来刀具的主要发展方向。
切削加工追求的目标是高精度、高效率、低成本、绿色环保。近年来,切削加工技术在高速切削、硬态切削、微雾润滑切削、干式切削、复合切削等领域迅速发展,这些切削加工技术是实现以最小限度生产设备高效率、低成本加工零件的生产方式的核心,到目前为止,切削加工技术发展的最大标志就是高速切削加工(High Speed Cutting,HSC)的发展。
先进的刀具技术是促进切削技术发展的基础和保证,刀具技术的发展涉及刀具材料和刀具结构的发展,刀具材料是提升刀具性能的基础,刀具结构是提高工件加工精度的关键。
随着高速加工、高精度加工技术的进步和难加工材料应用数量的增加,刀具材料的进展也十分显著,新型陶瓷、细晶粒硬质合金、超细晶粒硬质合金、TiC/TiN 基金属陶瓷、涂层硬质合金等材料大大提升了刀具的性能,刀具基体的耐磨性、耐热性、韧性和抗弯强度明显提高。复合涂层技术使刀具性能进一步提升,涂层材料除了有适合高速切削的TiC、TiN、TiAlN以外,现在还使用金刚石、立方氮
化硼、硅基纳米涂层等。
近年来,人们在新型刀具材料的应用、刀具涂层技术以及新型刀具切削性能方面进行了大量的研究与应用工作,生产现场使用的刀具已经进入了以硬质合金材料为主体、多种涂层成熟应用的状态,未来刀具材料主要的发展趋势是―细晶粒的基体材料+复合涂层‖,以适应高速切削、干式切削、高精度加工的基本需求。
切削加工精度和表面质量是切削加工过程的关键因素,加工精度和表面质量取决于刀具的刃形、断悄性能和安装结构的稳定性。未来刀具的设计必须注重刃型设计、断屑槽设计、刀片定位或刀柄夹持设计以及表面涂层和刃口强化处理。
为降低刀具的应用成本,镶齿结构、镶嵌结构、涂覆结构应成为刀具主体结构,整体结构在小规格、微型规格才使用。未来的刀具应该是双性能结构,即―高韧性高强度基体+高硬度高耐磨性刃部‖[10]。
用高效先进刀具代替普通标准刀具,是技术发展的必然趋势,工具企业必须重视。使用高效先进刀具较传统标准刀具,可明显提高加工效率,所以制造厂中配备高效数控机床后,用高效先进刀具代替传统标准刀具,是制造工业技术改造和技术发展的必然趋势。在国外发达的资本主义国家,是在上世纪70年代数控机床大量使用后完成高效机床设备技术改造的,高效机床对高效先进刀具的需求,促使国外工具厂也在同时期完成了从―主要生产传统标准刀具‖到―主要生产高效先进刀具‖的转变。
我国的机械制造业,基本是在2000年后开始大量引进使用高效数控机床,并开始大量需求使用高效先进刀具。但这时期我国对高效先进刀具的需求,却被国外工具厂的产品供应来满足了,国外工具厂占领了我国工具行业市场中最有发展前景的部份,例如是我国汽车工业流水线上的刀具,有80%甚至更多用的是进口的高效先进刀具。我国的工具企业仍以生产传统标准刀具为主,这造成工具工业的发展明显落后于机械制造行业和机床行业的发展。必须改变现状,迅速努力,生产最有发展前途的高效先进刀具,尽快振兴我国的工具工业[11]。
工件与刀具二者交替发展,相互促进,工件不断对刀具提出新要求,刀具的性能必须提高以适应工件的要求。高强度超高强度钢多用于火炮、穿甲弹、飞机起落架等有关民用产品,要求加工效率高、加工中切削力大、切削湿度高、硬质化合物较多,需要使用高性能钢、粉末冶金高速钢、表面涂层高速钢、表面涂层硬质合金、金属陶瓷、氧化铝基陶瓷或PCBN等高性能的刀具材料:用于工具、模具、轴承和耐磨件等的淬硬钢,需要使用氧化铝和氮化硅基陶瓷、H类硬质合金、PCBN等刀具材料;对于塑性与韧性特别大、加工变形与硬化严重、导热性差的高锰钢,应重点发展复合陶瓷、PCBN等刀具村料;加工强度高,塑性太,切削力大,切削温度高,与工件中的成分易产生亲和、粘接、扩散的高温台金,应重点发展粉末冶金高速钢、S类硬质台金、TiAlN涂层硬质台金、PCBN等刀具材料;加工切削变形与导热系数特别小、切削硬化严重的钛合金,应重点发展S 娄硬质合金、PCD金刚石等刀具材料;加工纤维增强型和颗粒增强型的复合材料,应重点发展PCBN、PCD等刀具材料。
刀具材料发展的目标是使其具有更高的硬度和高耐磨性,同时还应具备更好的韧性和强度。刀具性能的提升可通过以下途径:改进和寻求如二元碳化物、氧化物、氮化物和多元化合物等刀具材料的新组分;添加某些元素或者化合物;采用热压工艺;发展PVD、CVD等表面涂层工艺;细化晶粒。
系统的总结刀具未来发展的方向:刀具材料发展要适应加工对象的需耍,特别要适应难加工材料的加工需要;刀具材料发展不断对制造工艺提出新要求,化
学组分和制造工艺科技的进步推动刀具材料新发展;刀具材料的发展必须考虑资源的储有量,应优先发展节约贵重资源的刀具材料[2]。
先进的研发特种刀具的CAD/CAE/CAM一体化技术有:对于具体被加工材料的物理、机械、以及切削性能的分析;基于刀具的几何和加工特征,将它们的参数化并在CAD软件上建立三维参数实体模型;利用有限元分析软件,进行刀具切削的物理仿真及动力性能分析;对优化的刀具进行多轴数控磨削自动编程及加工参数优化;针对具体数控磨床开发数控程序后置处理软件,并进行三维磨削几何仿真;通过一定的切削实验来分析刀具的切削性能,以优化刀具的设计[12]。
6 参考文献
[1]汪哲能.刀具技术在现代制造中的作用分析.制造业自动化,2010,32(7):132-133
[2]余捷.最是一年春好处刀具精英聚京城——记2011中国国际刀具技术研讨会.
制造技术与机床,2011(6):27-31
[3]刘战强.先进刀具设计技术:刀具结构、刀具材料与涂层技术.航空制造技术,2007(7):38-42
[4]杜巍.先进刀具在江铃发动机厂的应用.工具技术,2004,38(9):150-151
[5]赵炳桢.用先进刀具提高数控机床的效率.数控机床市场,2005(2):39-41
[6]刘钢.高性能螺纹加工刀具的应用.现代汽车工业,2010,90-93
[7]陈鹏.球铁液压阀体复杂孔加工高性能刀具及应用研究:[上海交通大学硕士学位论文].上海:上海交通大学图书馆,2010,60-65
[8]宋改成,智红军.推广先进刀具解决技术关键提高生产效率.纺织机械,2002(1):41-44
[9]关鑫.先进刀具在特大型工件加工中的应用.硬质合金,2006,23(zl):134-136
[10]王焱,王文理.先进刀具技术与航空零件切削加工.航空制造技术,2009(23):38-42
[11]袁哲俊.改变理念发展高效先进刀具振兴我国工具工业.工具技术,2011,45(2):3-9
[12]陈泽忠.先进的研发特种刀具的CAD/CAE/CAM一体化技术.现代汽车工业,2010,64-66
盾构刀具选择详述
盾构机刀具配置是盾构机刀具设计中是非常重要的内容。本论文着重介绍了刀具的种类和切削原理,同时针对不同的地层情况,提出刀具的具体配置方式。针对盾构机在复合地层隧道掘进,解释了刀具配置的差异性、刀具配置的“矛盾”现象。结合工程实例,在砂卵石地层中(尤其是含大直径漂石)长距离隧道掘进的工况下,提出了盾构机生产厂家关于刀具配置新的设计理念和思路。最后提出了刀具配置设计中应考虑的因素。 1、引言 盾构机刀具的配置是盾构机刀具设计中是非常重要的内容,其配置是否适合应用工程的地质条件,直接影响盾构机的刀盘的使用寿命、切削效果、出土状况、掘进速度和施工效率。 2、刀具种类和切削原理 2.1、切刀(齿刀,刮刀) 切刀是软土刀具,布置在刀盘开口槽的两侧,其切削原理是盾构机向前推进的同时,切刀随刀盘旋转对开挖面土体产生轴向(沿隧道前进方向)剪切力和径向(刀盘旋转切线方向)切削力,在刀盘的转动下,刀刃和刀头部分插入到地层内部,不断将开挖面前方土体切削下来。切削刀一般适用于粒径小于400mm的砂、卵石、粘土等松散体地层。
2.2、先行刀(超前刀) 先行刀是先行切削土体的刀具,超前切刀布置。先行刀在设计中主要考虑与其它刀具组合协同工作。先行刀在切刀切削土体之前先行切削土体,将土体切割分块,为切刀创造良好的切削条件。先行刀的切削宽度一般比切刀窄,切削效率较高。采用先行刀,可显著增加切削土体的流动性,大大降低切刀的扭矩,提高切刀的切削效率,减少切刀的磨耗。在松散体地层,尤其是砂卵石地层先行刀的使用效果十分明显。 2.3、贝型刀
贝型刀实质上是超前刀,盾构机穿越砂卵石地层,特别是大粒径砂卵石地层时,若采用滚刀型刀具,因土体屑松散体,在滚刀掘进挤压下会产生较大变形,大大降低滚刀的切削效果,有时甚至丧失切削破碎能力。将其布置在刀盘盘圈前端面,专用于切削砂卵石。 2.4 、中心刀(鱼尾刀、双刃或三刃滚刀、锥形刀、中心羊角刀) 在软土地层掘进时,因刀盘中心部位不能布置切刀,为改善中心部位土体的切削和搅拌效果,可在中心部位设计一把尺寸较大的鱼尾刀(羊角刀),一般鱼尾刀超前600 mm左右。鱼尾刀的设计和配置方式如下:其一让盾构分两步切削土体,利用鱼尾刀先切削中心部位小圆断面土体,而后扩大到全断面切削土体,即将鱼尾刀设计与其它切刀不在一个平面上,即鱼尾刀超前切刀布置,保证鱼尾刀最先切削土体;其二是将鱼尾刀根部设计成锥形,使刀盘旋转时随鱼尾刀切削下来的土体,在切向、径向运动的基础上,又增加一项翻转运动,这样既可解决中心部分土体的切削问题和改善切削土体的流动性和搅拌效果,又大大提高盾构整体掘进效果。 在纯硬岩地层掘进时,到盘中心位置布置双刃或三刃滚刀。
中国房地产的未来发展趋势(精)
中国房地产的未来发展趋势 21世纪的10年代已经开启,然而,这个新时代开始的冬天对于热了好几年的中国房地产来说似乎有些寒冷。在最近的一个多月里,中央密集出台了信贷、税收、土地等一系列房地产调控政策。房地产在新的时代将经历怎样的变化和发展,未来的走向如何,是一个重要的需要探讨的问题。房地产对中国经济贡献卓著,在已经过去的10年,是中国房地产取得飞速发展和巨大成就的10年。自1998年中国住房制度改革以来,正式确立了房地产的全面市场化方向,计划和分配时代长期积聚的需求得到了极大释放,加上中国经济的高速增长和城市化步伐的迈进,推动了中国房地产业的大发展,房地产规模和建筑面积逐年递增。同时,房地产市场逐步形成、完善和成熟,当前的房地产业已经发展成为包含土地、建筑、交易和金融服务的多链条、多部门的重要产业,同时房地产的投资和投机属性也已充分的显现和发挥作用。 在过去的10年中,房地产对于中国的经济增长贡献卓著。在消费、投资和出口贸易这三大经济增长的动力中,投资和出口构成了中国增长的核心,其中房地产是投资中的重要力量。整个循环的过程是,出口形成了国内实体经济的发展,解决了就业,增加了居民收入,也给国家带来了巨额的外汇储备和税收收入,政府转而将这些收入转化为政府投资用于基础设施和民生建设;实体经济发展、基础设施建设和人民收入水平的提高形成了对城市化的需求,从而推动了房地产的快速发展,进而又推动了经济的增长。所以,可以说,在“中国式增长”的动力中,出口、政府投资和房地产是三大重要力量。出口增加了政府和居民收入,政府收入用于投资,居民收入转化为储蓄和房地产需求,同时房地产又给了政府土地财政,逐步升高的房价剥夺了居民的多数储蓄,让我们这个高储蓄的国家在缺少消费时,同样能够取得惊人的经济增长。但是这也导致了目前在金融危机的大环境下,由于我国内需不足,使得长期的经济发展找不到强有力的支撑点。这也是我国政府采取种种措施来刺激消费的主要原因。 中国的房地产似乎一直处于稀缺的卖方市场状态,即使保持了年均20%多的增长速度,但仍然难以满足不断增加的需求。原因是:一方面由于中国经济的高速发展,城市化的进程带动了城市的就业和人口增加,以及人们收入水平的提高,加上商业和服务业的发展,都形成对房地产的大量需求;另一方面,房地产已经发展成为重要的投
机加工中刀具材料的应用及发展趋势
机加工中刀具材料的应用及发展趋势 金属切削加工是现代机械制造工业中一种最基本的加工方法,在其过程中,刀具直接完成切削余量和形成已加工表面的任务,而刀具材料又是决定刀具切削性能的根本因素,它对加工效率、加工质量、加工成本以及刀具耐用度的影响极大。就拿切削速度来说,在最初使用碳素工具钢作为刀具材料时,切削速度只有每分钟10米左右;19世纪末20世纪初出现了高速钢刀具材料,切削速度提高到每分钟几十米;30年代出现了硬质合金,切削速度提高到每分钟100~500米;20世纪中叶以后又出现了复合陶瓷、金刚石、CBN超硬刀具材料等,高速钢和硬质合金则发展了许多新品种。迄今,已使切削速度提高到每分钟一千米以上。历史事实表明,在切削加工的发展过程中,刀具材料始终是最积极的因素。同时,被加工材料的发展也大大地推动了刀具材料的发展。因此,我们应当重视刀具材料的正确选择和合理使用,关注新型刀具材料的研制和发展趋势。1刀具材料应具备的性能性能优良的刀具材料,是保证刀具高效工作的基本条件。刀具切削部分在强烈摩擦、高压、高温下工作,应具备如下的基本要求:一是高硬度和高耐磨性;二是足够的强度与冲击韧性;三是高耐热性、导热性和小的膨胀系数;四是良好的工艺性和经济性。2常用刀具材料常用刀具材料有工具钢(包括碳素工具钢、合金工具钢、高速钢)、硬质合金、超硬刀具材料和陶瓷。碳素工具钢和合金工具钢因其耐热性很差,仅用于手工工具。陶瓷和超硬刀具材料则由于性质脆、工艺性差及价格昂贵等原因,目前尚在有限的范围内使用。当今,用得最多
的为高速钢和硬质合金, 几乎各占一半。2.1高速钢高速钢是一种加入了较多的钨、铬、钒、钼等合金元素的高合金工具钢,有良好的综合性能。其强度和韧性是现有刀具材料中最高的。高速钢的制造工艺简单,容易刃磨成锋利的切削刃,锻造、热处理变形小,目前在复杂的刀具,如麻花钻、丝锥、拉刀、齿轮刀具和成形刀具制造中,仍占有主要地位。2.2硬质合金硬质合金是高强度难溶的金属化合物(主要是WC、TiC等,又称高温碳化物)微米级的粉末,用钴或镍等金属作粘结剂烧结而成的粉末冶金制品。其中高温碳化物的含量超过高速钢,绝大多数车刀、端铣刀和部分立铣刀、钻孔绞刀等均已采用其制造,切削速度可达到100~200m/min以上,是最主要的刀具材料之一。但因其工艺性较差,用于复杂刀具尚受到很大限制。3新型刀具材料3.1涂层刀具涂层刀具材料是近20年出现的一种新型刀具材料。它是在一些韧性较好的硬质合金或高速钢刀具基体上,涂覆一层耐磨性高的难熔化金属化合物而获得的,是刀具材料发展中的一项重要突破。涂层技术可提高刀具的耐磨性而不降低其韧性,较好的解决了刀具材料存在的强度和韧性之间的矛盾,是切削刀具发展的一次革命。从上世纪70年代初首次在硬质合金基体上涂覆一层碳化钛(TiC)后,到1981年就把普通硬质合金刀具的切削速度从80m /min提高到300m/min。在高速钢基体上刀具涂层多为TiN,常用物理气相沉积法(PVD法)涂覆,相当于一般硬质合金的硬度,耐用度可提高2~5倍,切削速度可提高20%~40%;在韧性较好的硬质合金基体上,涂层多为高耐磨、难熔化的金属化合物,一般采用化学
中国未来十年到二十年的发展趋势
1.价将持续攀升未来二十年中国还将处于增,由于人们对的要求不断提高,中国的物价还将持续攀升,尤其是。大家都注意到小宗干辣椒生姜绿豆大蒜部分药材价格根本无法,原因何在?最主要的原因是的过程毁灭了大量的,原本种辣椒的菜地上如今长满了和,于是相对的供不应求让价格暴涨,这和串通一点关系没有。同时,原本安心种绿豆的如今都到镇里或者县城打工去了,同样的道理,除了粮食价格(这个不敢怠慢)和廉价季节性蔬菜,其他食品价格会一直上涨。顺便说说,很多人对最近几个月价格暴涨疑惑不解,其实道理也很明白,主要原因并不是中介们炒作,而是旧城改造和。原本住在的数量众多的蚁族被拆迁驱赶,要么住好的,要么离开,蚁族根本没有,只有通过合租分摊,房租涨价是必然。房租价格将等于或者高于商品房的月供,所以,房租价格还将上涨。直到出现下降为止(这个现象在大城市10年内不会出现,想想每年到大城市找工作的就明白了)。至于,商品房价格,个人以为,只有到普通的买房出现亏损的时候(比如08年的断供),房价才会下跌,问题是,已经绑架了中国,成为了一种的鸦片,关系到方方面面的利益,我的看法,国家宁愿用的方式来剥削,也不愿意让持续下降。所以,国家会用的方式(多多发行就行了)来保持的稳定,结果是其他价继续暴涨。 2. 3.1 4.城市贫民成为社会最低层,成为社会犯罪的主要力量 4. 5.未来随着中国的进程的加速,城市贫困的数量将超过农村,并成为真正意义的绝对贫困人群,这些城市贫活在成本高昂的城市中,生活来源是自己的,一旦立即出现生存。他们从事着低附加值的简单的工作,随时有被替代的危险。他们由于的生活不稳定很难找到对象(特指
男性),很多人因此被迫走上犯罪的道路,他们是盗窃,抢劫,强奸等犯罪的主要实施者。社会健全体系,同时加强对基层的,加强的度,尽力确保。 6. 7.其实,没有人想贫穷,没有人愿意贫穷,贫穷是一个,消除贫穷是社会发展和的应有之义。在今天的中国,由于的畸形,很多人把贫穷等同于耻辱,这种对贫穷群体的讥笑和蔑视是极端病态的社会行为,那些不高的普通,只要不是好吃懒做,是值得我们同情的,是我们帮助和关心的。比如环卫,冬天,凛冽寒风吹过的早晨,他们在默默的扫雪保持的通畅,夏天,火辣太阳炙烤的大街,是他们无言的清扫美化着城市的街道,他们辛苦而卑微的活着,收入不高,可能还要用微薄的薪水为自己在繁华城市读书的儿女缴纳昂贵的学费生活费,他们勤勤恳恳却处处遭人白眼。在我看来,所有人都没有理由也没有资格看不起他们!相反,那些所谓的成功人士,那些靠坑蒙拐骗,靠假冒伪劣,靠倒买倒卖,靠炒房炒地,靠污染环境,靠道德沦丧而发家的人,才是应该被鄙视和嘲笑的。今日中国社会对成功的太过狭窄和功利,导致大批无良,因为有钱而成为社会膜拜的对象,却没有人去追问:他污染环境了吗?他了吗?他是黑社会吗?他搞权钱了吗?他了吗?他做慈善了吗?没有人追问,没有人关心。大家只关心他们的豪宅游艇私人飞机明星情人,他们所到之处,人们顶礼膜拜狂热鼓掌,虚心的请教发财经,着从他们身上学到所谓的成功经验从而一夜暴富,然后他们的豪宅游艇私人飞机明星情人。事实上,这种所谓的成功的商人,他们是不可能将自己的发财真经和盘托出的,道理很简单,教会了你对他有好处吗?传说中的确实写了几本书教大家做,但是,他出书的目的是通过书的畅销来赚取子,不是为了教你做企业的经验。他的书我看了很多遍,没有看到多少有的,远不如看道德经有意思。希望大家在这个欲横流的社会里冷静思考,客观的分析和评估别人的价值,多多关心社会的公平公正,力所能及的帮助自己身边
最新材料学的未来展望
材料是人类生活和生产的物质基础,是人类认识自然和改造自然的工具。人类文明曾被划分为旧石器时代、新石器时代、青铜器时代、铁器时代等,由此可见材料的发展对人类社会的影响——没有材料就是没有发展。先进复合材料(Advanced Composites ACM)专指可用于加工主承力结构和次承力结构、其刚度和强度性能相当于或超过铝合金的复合材料。目前主要指有较高强度和模量的硼纤维、碳纤维、芳纶等增强的复合材料随着航空航天技术的不断发展,促进了材料的不断更新,发展和进步,各种新材料不断涌现并得到应用,尤其以先进复合材料的发展和应用最突出,众所周知,由于航空航天飞行器的特殊使用环境,飞行器的制造材料要求非常之高,飞机和卫星制造材料要求质量轻、强度高、耐高温、耐腐蚀,这些苛刻的条件,只有借助新材料技术才能解决。先进复合材料具有质量轻,较高的比强度、比模量、较好的延展性、抗腐蚀、导热、隔热、隔音、减振、耐高(低)温,独特的耐烧蚀性、透电磁波,吸波隐蔽性、材料性能的可设计性、制备的灵活性和易加工性等特点,被大量地应用到航空航天等军事领域中,是制造飞机、火箭、航天飞行器等军事武器的理想材料。 20 世纪以来,物理、化学、力学、生物学等学科的研究和发展推动了对于物质结构、材料的物理化学和力学性能的深入认识和了解。同时,金属学、冶金学、工程陶瓷技术、高分子科学、半导体科学、复合材料科学以及纳米技术等学科的发展促进了各种新型材料的产生,并推进了对于材料的制备、生产工艺、结构、性能及其相互之间关系的研究,为材料的设计、制造、工艺优化和材料功能和性能的合理使用,提供了充分的科学依据。现代材料科学更注重于研究新型复合材料和纳米材料的制备和创新,对于设计具有不同性能要求的材料复合工艺和纳米态材料的凝聚过程,以及各类材料之间的相互渗透和交叉的性能以及综合性能的研究给予了更多的重视。现代材料科学的发展不仅与揭露材料本质及其演化规律的物理化学性质和力学性能有关,而且与使用材料的工程技术学科以及制造加工材料的工程学科有着相互交叉性的密切关系。在此基础上,“材料科学与工程”逐步形成学科,并发展成为一门独立的一级学科。作为一级学科的“材料科学与工程”下分三个二级学科:材料物理与化学、材料学、材料加工工程。 材料的未来发展 新材料的诞生会带动相关产业和技术的迅速发展,甚至会催生新的产业和技术领域。材料科学现已发展成为一门跨学科的综合性学科。根据我国当前及未来发展的实际情况,新材料领域值得注意的新发展方向主要有半导体材料、结构材料、有机/高分子材料、敏感与传感转换材料、纳米材料、生物材料及复合材料。 1.半导体材料 随着高科技发展的需要,半导体及其应用研究的中心正向直接影响市场的微型或低维量子器件、改善传输质量和效率、增大功率和距离等方向发展,半导体化合物(GaAs、InAs、GaN、SiC等)具有重要的应用前景。 2.结构材料
盾构刀具布置分布形式
盾构机刀具配置 盾构机刀具配置是盾构机刀具设计中是非常重要的内容。本论文着重介绍了刀具的种类和切削原理,同时针对不同的地层情况,提出刀具的具体配置方式。针对盾构机在复合地层隧道掘进,解释了刀具配置的差异性、刀具配置的“矛盾”现象。结合工程实例,在砂卵石地层中(尤其是含大直径漂石)长距离隧道掘进的工况下,提出了盾构机生产厂家关于刀具配置新的设计理念和思路。最后提出了刀具配置设计中应考虑的因素。 1 、引言 盾构机刀具的配置是盾构机刀具设计中是非常重要的内容,其配置是否适合应用工程的地质条件,直接影响盾构机的刀盘的使用寿命、切削效果、出土状况、掘进速度和施工效率。 2 、刀具种类和切削原理 2.1、切刀(齿刀,刮刀) 切刀是软土刀具,布置在刀盘开口槽的两侧,其切削原理是盾构机向前推进的同时,切刀随刀盘旋转对开挖面土体产生轴向(沿隧道前进方向)剪切力和径向(刀盘旋转切线方向)切削力,在刀盘的转动下,刀刃和刀头部分插入到地层内部,不断将开挖
面前方土体切削下来。切削刀一般适用于粒径小于400mm的砂、卵石、粘土等松散体地层。 2.2、先行刀(超前刀) 先行刀是先行切削土体的刀具,超前切刀布置。先行刀在设计中主要考虑与其它刀具组合协同工作。先行刀在切刀切削土体之前先行切削土体,将土体切割分块,为切刀创造良好的切削条件。先行刀的切削宽度一般比切刀窄,切削效率较高。采用先行刀,可显著增加切削土体的流动性,大大降低切刀的扭矩,提高切刀的切削效率,减少切刀的磨耗。在松散体地层,尤其是砂卵石地层先行刀的使用效果十分明显。 2.3、贝型刀
贝型刀实质上是超前刀,盾构机穿越砂卵石地层,特别是大粒径砂卵石地层时,若采用滚刀型刀具,因土体屑松散体,在滚刀掘进挤压下会产生较大变形,大大降低滚刀的切削效果,有时甚至丧失切削破碎能力。将其布置在刀盘盘圈前端面,专用于切削砂卵石。 2.4 、中心刀(鱼尾刀、双刃或三刃滚刀、锥形刀、中心羊角刀) 在软土地层掘进时,因刀盘中心部位不能布置切刀,为改善中心部位土体的切削和搅拌效果,可在中心部位设计一把尺寸较大的鱼尾刀(羊角刀),一般鱼尾刀超前600 mm左右。鱼尾刀的设计和配置方式如下:其一让盾构分两步切削土体,利用鱼尾刀先切削中心部位小圆断面土体,而后扩大到全断面切削土体,即将鱼尾刀设计与其它切刀不在一个平面上,即鱼尾刀超前切刀布置,保证鱼尾刀最先切削土体;其二是将鱼尾刀根部设计成锥形,
近五年中国房地产发展变化
近五年中国房地产发展变化 2016年 巴曙松:中国房地产行业还在收缩的大趋势 目前一线城市的房地产价格上涨和绝大部分三、四线城市的高库存是并存的,所以没有改变中国的房地产市场目前库存量过大,以消化库存为主,整个行业还在收缩的大趋势。 观点地产网讯:4月12日消息,著名经济学家巴曙松在深圳出席活动时表示,目前一线城市的房地产价格上涨和绝大部分三、四线城市的高库存是并存的,所以没有改变中国的房地产市场目前库存量过大,以消化库存为主,整个行业还在收缩的大趋势。 巴曙松指出,即使是一线城市,房地产的新屋销售和新开工面积之间的传导周期越来越长,这是典型的行业在逐步收缩的趋势。 关于近期部分一线城市房价快速上涨,巴曙松认为,跟这些一线城市长期供应不足有关,如,与一线城市长期土地供应不足,容积率定得偏低,对于人员流动趋势判断没有充足的预见性等,都有直接的关系,但这个改变不了整个房地产行业逐步在往下回落的趋势。 对此,他提出建议要化弊为利,2013年国家发改委发布的《新型城镇化规划》,没有引起足够的关注,但这是一个非常重要的规划,其中强调城市土地建设。 他表示,房价上涨的城市基本上是老百姓用自己的货币选票选出的中心城市。下一步配套的改革要变成城市群发展的动力,比如深圳,如果地价上涨让很多制造环节在深圳有压力,就应该主动迁到东莞、惠州。相应的,深圳和东莞、惠州的地铁、城际的交通、生活的便利就要打破原来的土地制度、公共交通、基础设施制度,要有城市群的布局规划大格局。 巴曙松总结称,要把一线城市房价上涨的压力顺势引导成建设未来城市群的正面发展动力。 2015年 2015年中国房地产现状分析:走上转型之路 目前,房地产依然是中国经济的核心问题。从2015年中国房地产现状分析情况
刀具材料的研究现状及展望
刀具材料的研究现状及展望 2012034110 李贺 【摘要】随着难加工材料的日益增多以及对加工效率的要求的提高,刀具的发展对提高生产效率和加工质量具有直接影响。本文以刀具材料为主线,介绍了高速钢、硬质合金、陶瓷、超硬材料等刀具材料的性能以及现状。根据刀具材料的优缺点提出其适合的加工切削条件,同时在理论层面提出对未来发展的思考。 【关键词】高速钢;硬质合金;陶瓷;超硬材料;研究现状;展望 1 刀具失效形式和性能要求 刀具磨损是刀具的主要失效形式,常见的失效形式有:磨粒磨损、氧化磨损、粘结磨损、扩散磨损等正常磨损;卷刀、崩刃、崩碎、打刀等非正常磨损[1]。由此,刀具材料应具有良好的力学性能,另外还应具有良好的工艺性能以及可最大限度降低刀具成本的经济性[2]。 2 高速钢刀具材料 高速钢刀具材料可分为传统熔融高速钢、粉末冶金高速钢和少无莱氏体高速钢。但随着加工材料的发展,虽然其能满足通用工程材料切削加工的要求,但其性能已不够先进。 2.1 传统熔融高速钢 熔融高速钢刀具材料分为:普通高速钢;高性能高速钢。普通高速钢具有较好的塑性,常温硬度63~66HRC,而在高温下,硬度很差。高性能高速钢的硬度普遍比普通高速钢提高2~4 个HRC,高温硬度也较好,但是其抗弯强度、韧性较低[3]。 2.2 粉末冶金高速钢、少无莱氏体高速钢 粉末冶金高速钢及少无莱氏体高速钢解决了熔炼高速钢在冷凝过程中产生的粗大碳化物偏析及碳化物粗大问题。 少无莱氏体钢在热处理时需要进行渗碳处理提高表层的含碳量,以增加硬度,表层经淬火及回火后硬度可达66~67HRC 以上,成为超硬高速钢。少无莱氏体高速钢刀具有芯韧表硬的特点,具有好的综合性能[4]。 3 硬质合金刀具材料 硬质合金是由硬度和熔点很高的碳化物(称硬质相)和金属(称粘结相)。近年来随着材料技术的发展,将其分为P、M、K、H、S、N 六个系列[5]。P 类,主要用于切削钢材;K 类,主要用于切削铸铁;M 类,为普通型硬质 合金;H 类,主要用于切削高硬材料,如淬硬钢,冷硬铸铁等;S 类,用于切削耐热材料、高温合金等;N 类,用于切削有色金属[6]。 3.1 传统硬质合金刀具材料 分类:碳化钨基硬质合金、碳(氮)化钛基硬质合金。 性能:硬度为89.5~94HRA,具有较好的红硬性、耐磨性等综合性能,其适于加工未淬火的钢材。
新材料发展方向
新材料领域未来发展方向 日新月异的现代技术的发展需要很多新型材料的支持。自从第三次科技浪潮席卷全球以来,新型材料同信息、能源一起,被称为现代科技的三大支柱。新材料的诞生会带动相关产业和技术的迅速发展,甚至会催生新的产业和技术领域。材料科学现已发展成为一门跨学科的综合性学科。根据我国当前及未来发展的实际情况,新材料领域值得注意的新发展方向主要有半导体材料、结构材料、有机/高分子材料、敏感与传感转换材料、纳米材料、生物材料及复合材料。 1.半导体材料 随着高科技发展的需要,半导体及其应用研究的中心正向直接影响市场的微型或低维量子器件、改善传输质量和效率、增大功率和距离等方向发展,半导体化合物(GaAs、InAs、GaN、SiC等)具有重要的应用前景。半导体材料领域的重要研究主题有: (1)Si基积分电路设计,就材料物性而言涉及用于门(gates)电路控制的纳米尺寸电介质制造及特性研究。 (2)大能隙材料则在光电子学领域中具有关键的作用。可以预期,Ⅲ―V族化合物材料具有重要应用前景。 (3)纳米电子学及纳米物理学研究是微电子及光电子材料和器件发展的基础,涉及半导体与有机或生物分子耦合,低维器件的量子尺寸效应,半导体与超导体或磁性材料界面以及原子或分子尺度的存储问题。建立原子学模拟与连续介质力学及量子力学跨层次―跨尺度关联应是该领域中的一个重要的研究方向。 2.结构材料 Fe基、Al基、Ti基以及Mg基合金作为力学材料的主体,构成了系列结构材料,其主要功能是承担负载(如火车、汽车、飞机)。汽车用钢近年来已从一般钢铁发展为使用灿合金或特殊的高强Mg基合金,高强Ti合金在高强钢中有重要位置,不锈钢则有取代碳钢的趋势。用于军用飞机的Al合金及一般钢材则被先进的Ti合金及高分子基复合材料所取代。进一步还需要发展碳纤维增强复合材料或Al基复合材料。结构材料的主体有: (1)钢铁:钢铁材料,特别是具有多相结构和复杂成分的优质钢具有重要的应用前景和潜在优势,需要开展相应的基础研究。联系微米和纳米技术的纳米层间结构、织构以及晶界和界面都可视为改善钢铁材料的重要途径。 (2)Al合金:Al基材料及相应的沉淀硬化效应导致高强铝合金的出现,相关技术工艺已发展为"沉淀科学",它涉及"相"间晶体结构的匹配性以及合金的稳定性,特别是时效合金的稳定性直接影响航空或空间应用,因此可视为Al合金基础研究中的重要问题。 (3)Mg合金:镁及镁合金广泛应用于冶金、汽车、摩托车、航空航天、光学仪器、计算机、电子与通讯、电动、风动工具和医疗器械等领域。镁合金是最轻的工程结构材料,以其
盾构刀具简介
盾构刀具简介 吕志峰,刘玉海,刘学红 山东天工岩土工程设备有限公司 ,山东聊城 252000) 摘 要:盾构刀具是盾构机切削岩土的工 具。本文介绍了盾构机用刀具的分 类,扼要叙述了盾构机 的切削 刀 具和滚压刀具的功能 、形状、用材及制造工 艺,对盾构机用刀具的使用者与管理者有借鉴作 用。 关键词:盾构刀具;切削刀分类;滚刀结构;刀具焊接 中图 分类号:TD421.2+5 文献标志码:B In troductio nto Shield Machi neCutter LU Zhi-feng, LIU Yu-hai, LIU Xue-hong (Shandong Techgongeotechnica Engineering Equipment Co., Ltd, Liaocheng 252000 Shandong ProvincChina) Abstract: The shield machine cutter is a type of tool employed by a shield machine to cut n&cSoil. The paper describes the category of shieldmachinecutters and focuses on the function, shape, material, and manufacturing process of cutters and rolling cutters used on the shieldachine. It can function as a referencfor the usersand keepers of shield machinecutters. Key words: shield machine cutterthe category of shield machine cutters; the structure of rollingutters;the cutter welding 经历了从依赖进口到平分国内市场 ,到部分产品 出口的过程。 本文简要介绍盾构刀具的分类和组成 。 1盾构刀具的分类 收稿日期:201 3-05-08 !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 自钻式锚固钻具是集钻进 、注浆、锚固为一 体的岩土锚固工具 ,在国外地下工程施工、隧道 锚固、采矿巷道和建筑基坑加固 、公路、铁路山体 边坡治理、大型水电工程地下厂房整体支护 、以 及地质灾害救助等众多工程项目中大量使用 。 近年来,随着我国基础建设工程项目中对施 工周期和质量要 求的提高,使用自钻式锚固钻具 的数量在持续增 加。目前,国内对自钻式锚固钻 具的生产尚属于初期发展阶段 ,仅有的几家生产 企业集中在四川成都和陕西汉中一带 ,且产量和 品种规格都 很有限,有条件的钎钢钎具生产企业 应该关注这种 产品的国内 外市场发展趋 势和 需 求动向。 参考文献: [1] AtlasCopco.MA SDA self drillin g anchors[Z].AtlasCopco Geotechnics Drillin gand Exploration. [2] Atlas Copco .Micropiles for geotechnics engineering [Z]. Atlas Copco Ground Engineering^roducts. [3] Atlas Copco .Rock reinforcementcatalogue [Z].Atlas Copco Rock ReinforcementProducts. 2013年第3期 住 1^4-2014 China Academic Jaunial Electronic Publishing House. All rights reserved, htrp: Avww xnkid] 盾构刀具是盾构法施工不可缺少的工具 。近 年来,随着盾构法施工在我国 城市轨道、城市管 网、公路、铁路、水利等隧道建设中的广泛应用和 在煤矿巷道挖掘中 的推广试用,盾构设备及刀具 的发展空间和需求将会越来越大 。我国盾构刀具
中国房地产未来的发展前景
中国房地产未来的发展前景 学生:王马军,城市建设学院,工程管理10701班 指导老师:黎生南老师,长江大学 【摘要】:房地产企业是我国房地产企业的主体,占我国房地产企业总数的百分之八十多。房地产开发业是竞争性行业,所需资金量大,资源占用多,而且涉及到社会非常敏感的住房问题。分析我国房地产企业发展趋势,对促进房地产业和整个国民经济的健康发展,对国家的国计和民生问题,还有构建和谐社会,促进我国社会主义现代化建设,乃至维护整个社会的稳定都有十分重要的意义。 【关键词】:房地产发展前景趋势 Prospects for the future development of Chinese real estate 【Abstract】:Real estate business is the main body of the real estate business, real estate enterprises in China.Real estate development industry is a competitive industry, funding capacity, resource utilization and more, and involves very sensitive to social housing. Analysis of the real estate business trends, real estate and the entire national economy to promote the healthy development of the country's national planning and livelihood issues, as well as building a harmonious society and promoting China's socialist modernization, as well as maintaining the stability of the whole community are very important. 【Keywords】:Real Estate Prospects Trends
硬质合金刀具材料发展现状与趋势_陶国林
第18卷 第3期2011年6月 金属功能材料M etallic Functional M aterials Vol .18, No .3 June , 2011 硬质合金刀具材料发展现状与趋势 陶国林 1,2 ,蒋显全2,黄 靖 3 (1.重庆工商大学,重庆400067;2.重庆市科学技术研究院 新材料研究中心,重庆400020; 3.重庆机械电子技师学院,重庆400030) 摘 要:回顾了各种硬质合金刀具材料的基本性能和发展现状,并对各种刀具材料技术的研究成果及发展趋势进行了探讨,同时提出了今后的发展方向。关键词:硬质合金;刀具材料;涂层 中图分类号:T G135.5 文献标识码:A 文章编号:1005-8192(2011)03-0079-05 Research Status and Developing Trend of Cemented Carbide Tool TA O G uo -lin 1,2,JIA NG Xian -quan 2,H U A NG Jing 3 (1.Chongqing Technolo gy and Business U niv ersity ,Chongqing 400067,China ;2.Cho ng qing A cademy o f Science and T echno lo gy ,Chongqing 400020,China ;3.Chongqing M echanical Elec trical A rtificer Co llege ,Cho ng qing 400030,China ) Abstract :Co nventio na l pe rfor mances and resea rch status o f many kinds of cemented car bide cutting too l material are rev iewed ,and the resea rch achievement o f cemented ca rbide too ls in recent year s are discussed ;M eanw hile ,develop -ment trend in the future is put fo rw ard . Key words :ceme nted ca rbide ;cutting to ol ma te rial ;coa ting 作者简介:陶国林(1975-),男,四川德阳人,硕士,助理研究员,主要从事碳化钨硬质合金方面的研究。 随着加工业的发展,难加工材料的使用日益增多,对加工效率的要求也不断提高。刀具的发展对 提高生产效率和加工质量具有直接影响。材料成分和结构以及几何形状是决定刀具性能的3要素,其中刀具材料的性能起着关键性作用。目前虽然可供使用的品种很多,新型的刀具材料也不断出现,但硬质合金是最受欢迎的一种刀具材料[1]。 硬质合金是由高硬度、难熔的金属碳化物(WC 、TiC 等)微米级粉末采用Co 、Mo 、Ni 等作粘结剂烧结而成的粉末冶金制品,。其高温碳化物含量超过高速钢,允许的切削温度高达800~1000℃,常温硬度达89~93H RA ;在540℃时为82~87H RA ,与高速钢常温时硬度(83~86H RA )相同;760℃时硬度达77~85H RA ,并具有化学稳定性好、耐热性高等优点。硬质合金刀具切削速度可达 100~300m /min ,远远超过高速钢,寿命是高速钢的几倍到几十倍[2] 。发达国家90%以上的车刀和 55%以上的铣刀都采用硬质合金材料制造,目前使用比重仍在增加[3]。另外,硬质合金也用来制造钻头、铣刀、齿轮刀具、铰刀等复杂刀具,硬质合金以其优良的性能正在更多的场合替代其他的刀具材料,现在已成为主要的刀具材料之一。 目前世界上硬质合金刀具已占刀具主导地位,占比达70%;金刚石、立方氮化硼等超硬刀具占比约为3%左右;而高速钢刀具正以每年1%~2%速度缩减,目前所占比例已降至30%以下。我国目前年产硬质合金1.6万t ,占全球总产量40%左右。但硬质合金制品附加值最高的切削刀片产量只有 3000余t ,只占20%[4,5] 。 从经济效益方面比较,我国刀具年销售额为
中国未来十年到二十年的发展趋势
1.价将持续攀升未来二十年中国还将处于人口增长期,由于人们对生活质量的要求不断提高,中国的物价还将持续攀升,尤其是食品价格。大家都注意到小宗农产品价格干辣椒生姜绿豆大蒜部分药材价格根本无法控制,原因何在?最主要的原因是城市化的过程毁灭了大量的土地,原本应该种辣椒的菜地上如今长满了工厂和商品房,于是相对的供不应求让价格暴涨,这和串通涨价一点关系没有。同时,原本安心种绿豆的农民如今都到镇里或者县城打工去了,同样的道理,除了粮食价格(这个国家不敢怠慢)和廉价季节性蔬菜,其他食品价格会一直上涨。顺便说说房价,很多人对最近几个月房租价格暴涨疑惑不解,其实道理也很明白,主要原因并不是中介们炒作,而是旧城改造和城市拆迁。原本住在城中村的数量众多的蚁族被拆迁驱赶,要么住好的房子,要么离开,蚁族根本没有议价能力,只有通过合租分摊成本,房租涨价是必然。房租价格将等于或者高于商品房的月供,所以,房租价格还将上涨。直到城市人口出现下降为止(这个现象在大城市10年内不会出现,想想每年到大城市找工作的应届毕业生就明白了)。至于,商品房价格,个人以为,只有到普通的买房投资者出现亏损的时候(比如08年的断供),房价才会下跌,问题是,房地产已经绑架了中国经济,成为了一种经济增长的鸦片,关系到方方面面的利益,我的看法,国家宁愿用温和的通货膨胀的方式来剥削国民,也不愿意让房地产价格持续下降。所以,国家会用通货膨胀的方式(多多发行人民币就行了)来保持房地产市场的稳定,结果是其他物价继续暴涨。 14.城市贫民成为社会最低层,成为社会犯罪的主要力量 未来随着中国的城市化进程的加速,城市贫困人口的数量将超过农村,并成为真正意义的绝对贫困人群,这些城市贫民生活在成本高昂的城市中,生活来源是自己的劳动所得,一旦失业立即出现生存危机。他们从事着低附加值的简单的工作,随时有被替代的危险。他们由于长期的生活不稳定很难找到对象(特指男性),很多人因此被迫走上犯罪的道路,他们是盗窃,抢劫,强奸等犯罪行为的主要实施者。社会应该健全社会保障体系,同时加强对基层群体的技能培训,加强基础教育的执行力度,尽力确保公民接受义务教育。 其实,没有人想贫穷,没有人愿意贫穷,贫穷是一个社会问题,消除贫穷是社会发展和社会公平的应有之义。在今天的中国,由于价值观的畸形,很多人把贫穷等同于耻辱,这种对贫穷群体的讥笑和蔑视是极端病态的社会行为,那些收入不高的普通劳动者,只要不是好吃懒做,是值得我们同情的,是需要我们帮助和关心的。比如环卫工人,冬天,凛冽寒风吹过的早晨,他们在默默的扫雪保持城市交通的通畅,夏天,火辣太阳炙烤的大街,是他们无言的清扫美化着城市的街道,他们辛苦而卑微的活着,收入不高,可能还要用微薄的薪水为自己在繁华城市读书的儿女缴纳昂贵的学费生活费,他们勤勤恳恳却处处遭人白眼。在我看来,所有人都没有理由也没有资格看不起他们!相反,那些所谓的成功人士,那些靠坑蒙拐骗,靠假冒伪劣,靠倒买倒卖,靠炒房炒地,靠污染环境,靠道德沦丧而发家的人,才是应该被鄙视和嘲笑的。今日中国社会对成功的定义太过狭窄和功利,导致大批无良商人,因为有钱而成为社会膜拜的对象,却没有人去追问:他污染环境了吗?他偷税漏税了吗?他是黑社会吗?他搞权钱交易了吗?他虚假宣传了吗?他做慈善了吗?没有人追问,没有人关心。大家只关心他们的豪宅游艇私人飞机明星情人,他们所到之处,人们顶礼膜拜狂热鼓掌,虚心的请教发财经,幻想着从他们身上学到所谓的成功经验从而一夜暴富,然后接管他们的豪宅游艇私人飞机明星情人。事实上,这种所谓的成功的商人,他们是不可能将自己的发财真经和盘托出的,道
智能材料的研究现状与未来发展趋势
龙源期刊网 https://www.360docs.net/doc/e53515884.html, 智能材料的研究现状与未来发展趋势 作者:邓焕 来源:《科学与财富》2017年第36期 摘要:智能材料这一概念在上世纪80年代首次被提出,近年来,关于智能材料在航空航天领域的研究与应用被频繁提及。由于智能材料具备着结构整体性强、可塑性高、功能多样化等优点,因此在航空航天领域得到了广泛的研究与使用,首先根据功能性的不同对智能材料进行了系统的分类与概述,然后对当前智能材料在航空航天领域的主要应用进行了系统性的分析与总结,最后对智能材料在未来的航空航天的应用前景中进行了进一步地展望。 关键词:智能材料;复合材料;航空航天;功能多样化 1 引言 进入二十一世纪以来,全球各大航空航天强国在航天航空领域投入了大量的研发资金,而作为航空航天领域重要环节的航天材料,近年来也不断有着新的突破,而其中被提及最多的就是智能材料在航空航天领域的应用。在智能材料的范畴中,智能复合材料最具有代表性,智能复合材料主要具备着:外界环境感知功能;判断决策功能;自我反馈功能;执行功能等。此外,由于当前智能复合材料都向着轻量化、低成本化的方向发展,因此在航天领域复合材料的设计结构以及使用用途上都有着不同的侧重发展方向。而近年来国内外各国也均加快了各自在该领域的研发使用发展进度,主要的研究大方向还是集中在了智能检测、结构稳定性、低成本化等方向上,本文着重对相关部分进行系统性的概述与总结。 2 航空航天领域智能复合材料的功能介绍 在航空航天领域中,国内外普遍利用智能复合材料以实现在降低航空航天飞行器的自身重量的前提下保证系统结构的稳定性,其次根据复合智能材料具备智能检测自身系统内部工作状态和自愈合等功能实现航空航天材料在微电子与智能应用方向的交叉发展。 2.1 智能复合材料在航天结构检测方向的应用 智能复合材料在航空航天器中的应用,主要是通过将传感器以嵌入的方式与原始预浸料铺层以及湿片铺层等智能复合材料紧密键合,最终集成在控制芯片控制器上实现对整个系统的实时监控诊测、自我修复等供能,值得注意的是,在这一过程中,智能化不仅仅是符合材料的必要功能,复合材料在很大程度上可以有效承受比传统应用材料更大外界机械压力[1]。 除此之外,由于智能复合材料作为传感器的铺放衬底,因此智能复合材料还可以实现对整个材料内部结构的状况进行收集并且将出现的诸如温度异常、结构异常、表面裂痕等隐患及时反馈至中央处理器,这在一定程度上可以有效实现整个系统内部的检测与寿命预测,在这方面的技术上,美国的Acellent公司研发的缠绕型复合材料以压力感应的形式,按照矩形布线形式
中国房产未来发展趋势
中国未来几年的房地产发展趋势 六月二十六日《21世纪经济报道》第三版上发表了一篇文章——《樊钢:未来三十年中国仍将快速增长》。该文章提出了四个重要观点:其一,中国过去三十年的经济快速增长是真实的;其二,经济的快速增长有技术进步和生产率提高等背景因素的支持;其三,发达国家都曾经历过长时期的增长(例如英国持续了七十年,美国持续了六十年等);其四,由于尚未完成城市化和工业化,中国未来至少还存在三十年的快速增长空间。 如果说中国经济的未来至少还有三十年的快速增长空间,我们就完全有理由认为——中国的房地产业未来也至少还有三十年的增长空间,以下的若干理由应当足以说明这个推论。 1.经济成长:中国经济已经持续多年呈两位数增长,经济的持续增长必然带来城市发展、住房扩大、投资增加和流动性过剩。中国百姓的平均收入几乎每4年就会提升一倍,人们购房和投资的能力也随之增加,而对改变住房的量与质最为迫切的中产阶级的家庭数量更呈“崛起”之势; 2.支柱产业:以其对经济影响的比重和所拉动的相关行业的数量(超过90个)而言,房地产业已经是今后肯定还会长期是国家和大多数各类城市的重要支柱产业; 3.人口存量:中国的人口已经超过了13亿人,并且还在增长中。在中国巨大的人口和家庭总量中,目前还有相当大的比例(约70%)尚未真正解决好住房问题; 4.人口增量:中国每年的人口增量约有1,000万人,这是一个接近澳大利亚(其国土面积与中国接近)全国人口总量的数量,仅此人口增量所引起的每年住房增量约为1亿平方米(考虑了城市化比率); 5.人口质量:中国的人口质量在发生改变。随着经济技术的发展,人均寿命在增长(同1995年相比,当今中国人口平均寿命增长了近2岁),健康状况在提升,知识结构在改善,因而人们对所需住房的量和质的要求也在发生改变; 6.人口结构:人口老龄化已经成为必然趋势,中国60岁以上的人口已经超过了3亿。人口平均寿命的延长对房地产市场有直接的影响,“银发族”已开始出现对家庭式居住和非家庭式居住等不同居住类型的选择; 7.换房需求:当前全球最大的建筑工地和住房市场都在中国。在激烈的竞争之下,居住产品正在不断地升级和换代,吸引着有条件的人们去投资。中国当前商品住房市场中最主要的结构是改善性需求,即换房居住的需求。尚有过半数的居民对现有的住房条件不满意。目前中国城市的人均住房面积约26平方米,此数并不大,还有提高的必要。而人均居住面积每提高1平方米,全国就会新增13亿平方米的住房需求; 8.第二套房:随着中产阶级和财富人群的发展(中国中产阶层在社会中所占的比例为11.9%,社会科学文献出版社推出的《中国中产阶层调查》公布了这一数据。),有能力购