变频器、交流伺服系统在细纱机中的应用
变频器、交流伺服系统在细纱机中的应用
2009-5-8 20:25:00王恩鸿供稿
摘要:细纱机采用可编程序控制器(PLC)、变频器、交流伺服控制器及触摸屏控制,简化了机构.提高了精度。利于稳定纺纱张力.减少断头,减少毛羽。根据产品的要求,通过人机举面调节参数十分方便。
关键词: PLC;变频调速器;交流伺服控制器
细纱是纺纱过程中的最后一道工序。细纱机性能的好坏直接影响到纱的质量。传统的细纱机的锭子、罗拉及钢领板的升降都靠主电机传动.主电机多使用双速电机。慢速只用于启动.高速为正常工作且速度不变。这样使得锭子速度不变.在纺纱过程中断头率较高由丁产品不同在锭子及牵伸罗拉传动之问以及前后牵伸罗拉之间使用较多的变换齿轮以改变纱的捻度及牵伸倍数。而纱的成型与卷绕则依靠钢领板的升降与级升通过成型凸轮及棘轮机构实现。由于种种原因.造成了细纱机变换齿轮数量多.成型凸轮在桃尖有冲击、在桃底有停顿等现象。同时实现级升的蜗轮蜗杆机构容易磨损。因此纺纱的质量及卷绕的质量不容易证会造成后续工序高速退绕剥可能产生脱圈等不良情况。
随着徽电于及计算机技术的不断发展,将可编程序控制器及交流伺服控制器和网络等技术应用于细纱机的控制之中。解决了传统细纱机的不足.简化了机构,提高了精度。凄加工的纱的质量有了很大的提高。
1 控制系统的组成
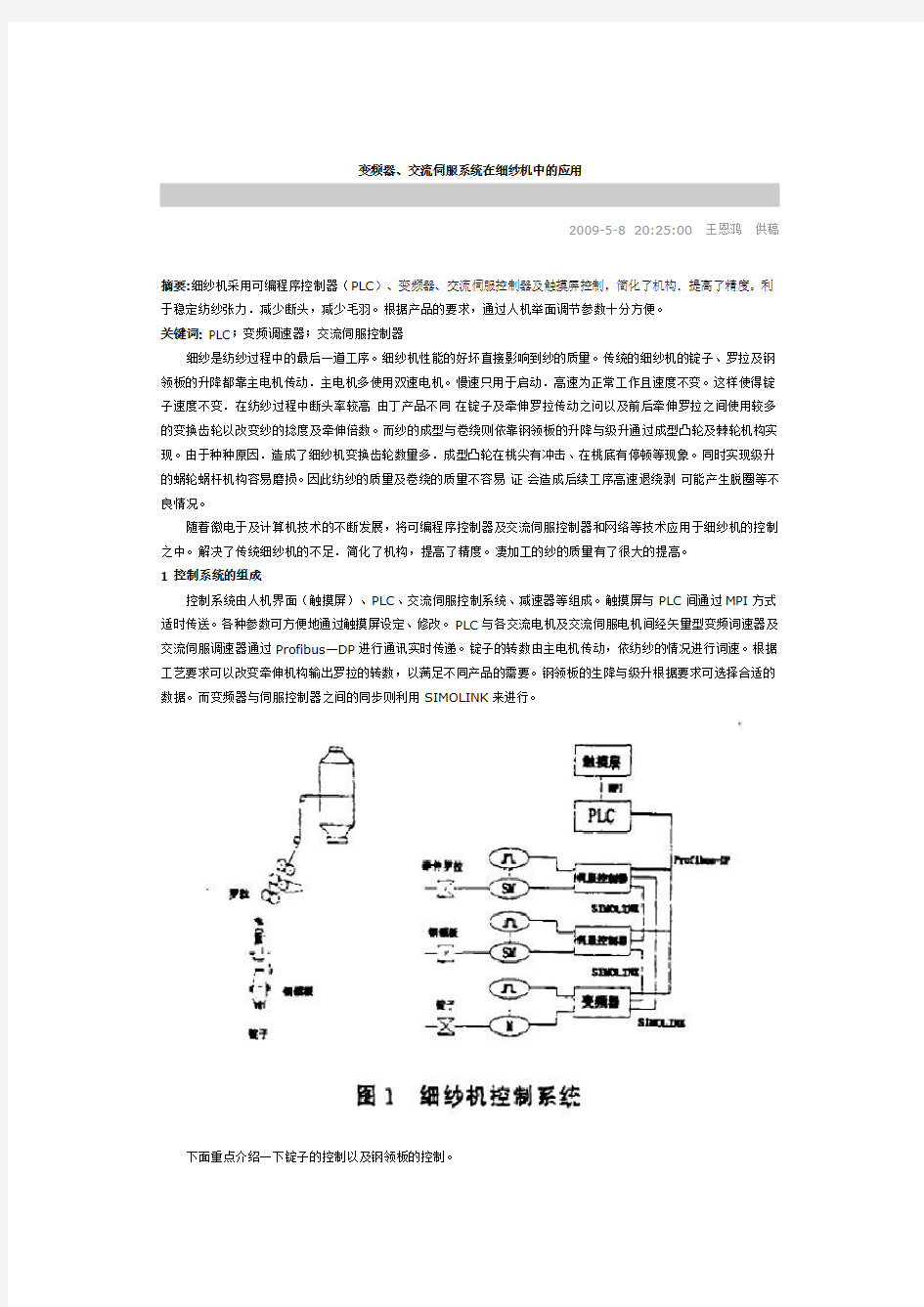
控制系统由人机界面(触摸屏)、PLC、交流伺服控制系统、减速器等组成。触摸屏与PLC间通过MPI方式适时传送。各种参数可方便地通过触摸屏设定、修改。PLC与各交流电机及交流伺服电机间经矢量型变频词速器及交流伺服调速器通过Profibus—DP进行通讯实时传递。锭子的转数由主电机传动,依纺纱的情况进行词速。根据工艺要求可以改变牵伸机构输出罗拉的转数,以满足不同产品的需要。钢领板的生降与级升根据要求可选择合适的数据。而变频器与伺服控制器之间的同步则利用SIMOLINK来进行。
下面重点介绍一下锭子的控制以及钢领板的控制。
2 纺纱张力与锭子的变速
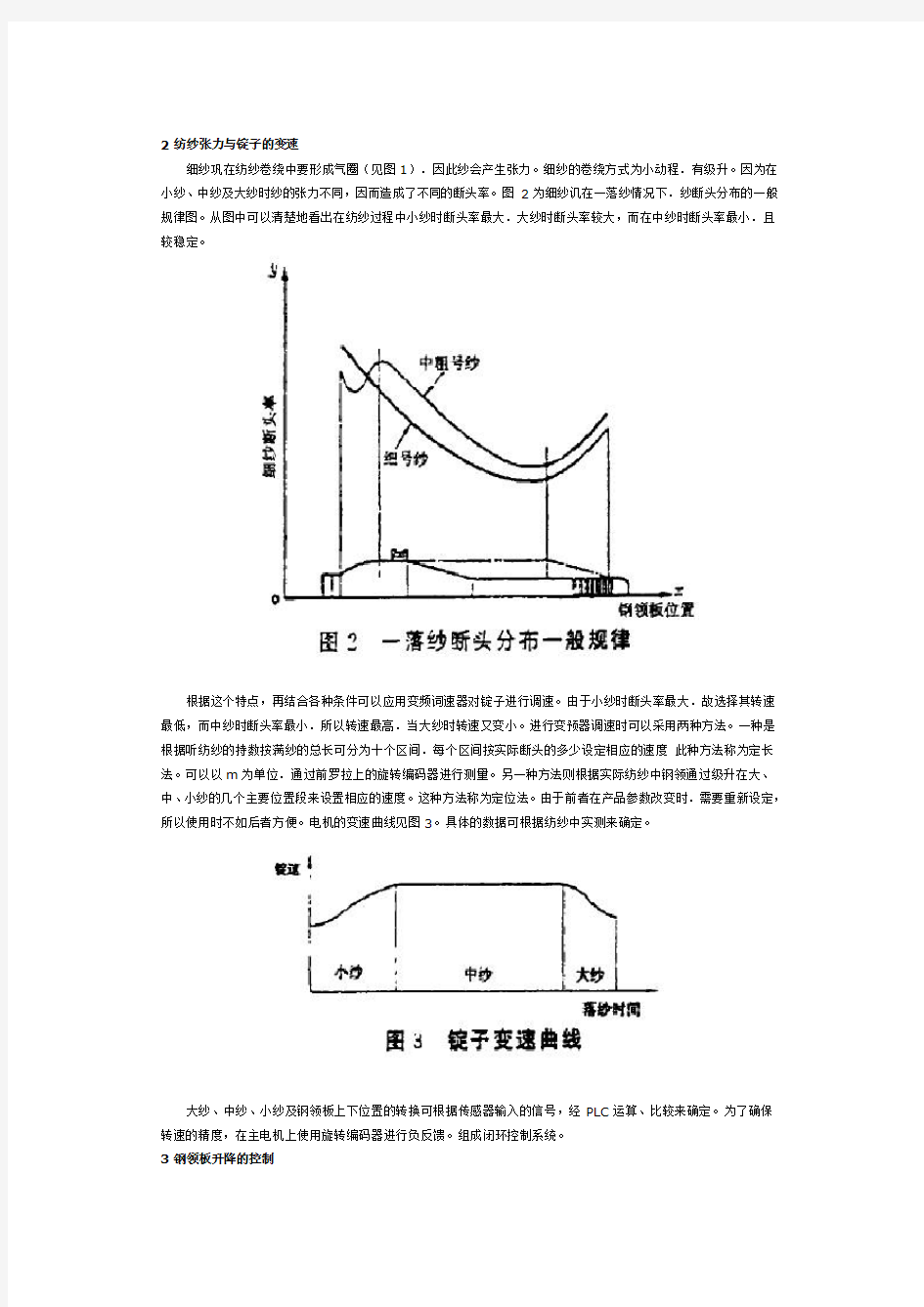
细纱巩在纺纱卷绕中要形成气圈(见图1).因此纱会产生张力。细纱的卷绕方式为小动程.有级升。因为在小纱、中纱及大纱时纱的张力不同,因而造成了不同的断头率。图2为细纱讥在一落纱情况下.纱断头分布的一般规律图。从图中可以清楚地看出在纺纱过程中小纱时断头率最大.大纱时断头率较大,而在中纱时断头率最小.且较稳定。
根据这个特点,再结合各种条件可以应用变频词速器对锭子进行调速。由于小纱时断头率最大.故选择其转速最低,而中纱时断头率最小.所以转速最高.当大纱时转速又变小。进行变预器调速时可以采用两种方法。一种是根据听纺纱的持数按满纱的总长可分为十个区间.每个区间按实际断头的多少设定相应的速度此种方法称为定长法。可以以m为单位.通过前罗拉上的旋转编码器进行测量。另一种方法则根据实际纺纱中钢领通过级升在大、中、小纱的几个主要位置段来设置相应的速度。这种方法称为定位法。由于前者在产品参数改变时.需要重新设定,所以使用时不如后者方便。电机的变速曲线见图3。具体的数据可根据纺纱中实测来确定。
大纱、中纱、小纱及钢领板上下位置的转换可根据传感器输入的信号,经PLC运算、比较来确定。为了确保转速的精度,在主电机上使用旋转编码器进行负反馈。组成闭环控制系统。
3 钢领板升降的控制
为了满足后续工序快速退绕的要求.防止脱圈的发生。一般细纱的成形与卷绕都为小动程有级升。且钢领板上升时较慢,卷绕的纱的密度大,称为卷绕层。而钢领板下降时较快,卷绕的纱的密度小.称为束缚层。见图4。
r为锥角。R为卷绕大半径,r。为纱管外经即卷绕小半径。每一层纱必须等螺距排列。H。为一卷绕层纲领板动程。hn为卷绕层法向螺距。当各相应参数确定后,钢领板上升下降的位置与前罗拉转角成抛物线规律。传统的细纱机实现卷绕是通过成形凸轮来实现的。由于采用的是机械方式,所以避免不了成形凸轮在桃尖有冲击、在桃底有停顿的现象。现在使用电子凸轮较好地解决了这个问题。
为了实现电子凸轮的功能,可以采用以下几种形式。一种将成形凸轮一周分为360。,每一度对应一个数值,形成一个包络表,工作时分别取出数值用来控制驱动器,带动交流伺服电机,使得钢领板产生位移。电机上有一编码器进行负反馈。这种形式可使用西门子S7—200型PLC来实现。多适用于老机改造。
另一种的驱动装置采用了矢量型变频调速器.用来驱动交流电机带动钢领板生降。这砷形式的效果稍逊于伺服调速装置。
还有的通过驱动器直接带动步进电机去实现这种方式在凸轮转速较低时,性能较差。
经过比较最终选用了利用PLC产生数据.使用软件来定义凸轮的方法。根据细纱卷绕成型的要求,成形凸轮转一圈360°.钢领饭生降一次。并有级升。通常取下降法向螺距是上升法向螺距的3倍。因此钢领板的升降与成形凸轮的转角可满足以下两式:
其中Z↑与Z↓代表钢领板上升或下降的位置.φ代表卷绕一圈纱所对应的成形凸轮的转角。
级升为
这里pm为卷装密度,Tx为棉纱线密度。
根据要求PLC 选用的是西门子CPU 317T一2DP型,这是一种用于工艺和运动控制任务的智能化PLC。除了控制变频器和罗拉交流伺服电机外.用它来控制电子凸轮。
首先利用其算术运算功能强的特点,用以上公式计算出凸轮转角及其位移值、级升值。再使用S7Tconfig组态工具软件创建凸轮盘。然后将凸轮数据输入到伺服控制器中,控制交流伺服电机驱动减速机通过丝杠带动钢领板的升降运动。采用了电子凸轮后,可以改变传统的纺纱成型工艺,可根据用户要求的品种,通过参数设置任意改变传统的纺纱成型,满足新产品开发的需要。
当电子凸轮工作后还可利用软件中曲线记录功能对钢领板的动作进行诊断,达到对成型机构进行监测的目的。
经实验证明电子凸轮可完全完成所要求的工作。并克服了机械成型凸轮的缺点。
4 结束语
(1)细纱机的控制采用了触摸屏、PLC、变频调速器以及交流伺服控制器、交流伺服电机等。简化了机构,提高了精度。整个控制系统的关键之一是传动锭子的主电机与军伸电机钢领板电机的同步问题。可采用SIMOLIN K同步方式解决。.
(2)修改有关参数可通过人机界面进行,人机界面与PLC的数据传输采用了MPI方式。
(3)PLC与变频器和伺服控制器间采用Profibus-DP进行通讯,使得数据传输更迅速准确。
(4)细纱机再加上相应的装置和控制环节,可实现集体落纱。也可与自动络筒机相联.实现细络联。为提高自动化水平创造了条件。
参考文献:
[1]陈人哲等.纺织机械设计原理[M].北京:纺织工业出版社,1996.
[2]SIEMENS SIMOVERT MAsTERDRIVES.矢量控制使用大全.2003.
[3]SIEMENS SIMATIC S7—30O系统手册.2002.
编辑:黄令军
变频器在风机上的应用
一、概述: 目前在我国各行各业的各类机械与电气设备中与风机配套的电机约占全国电机装机量的60%,耗用电能约占全国发电总量的三分之一。特别值得一提的是,大多数风机、水泵在使用过程中都存在大马拉小车的现象,加之因生产、工艺等方面的变化,需要经常调节气体和液体的流量、压力、温度等;目前,许多单位仍然采用落后的调节档风板或阀门开启度的方式来调节气体或液体的流量、压力、温度等。这实际上是通过人为增加阻力的方式,并以浪费电能和金钱为代价来满足工艺和工况对气体、液体流量调节的要求。这种落后的调节方式,不仅浪费了宝贵的能源,而且调节精度差,很难满足现代化工业生产及服务等方面的要求,负面效应十分严重。 变频调速器的出现为交流调速方式带来了一场革命。随着近十几年变频技术的不断完善、发展。变频调速性能日趋完美,已被广泛应用于不同领域的交流调速。为企业带来了可观的经济效益,推动了工业生产的自动化进程。 变频调速用于交流异步电机调速,其性能远远超过以往任何交、直流调速方式。而且结构简单,调速范围宽、调速精度高、安装调试使用方便、保护功能完善、运行稳定可靠、节能效果显著,已经成为交流电机调速的最新潮流。 二、变频节能原理: 1. 风机运行曲线 采用变频器对风机进行控制,属于减少空气动力的节电方法,它和一般常用的调节风门控制风量的方法比较,具有明显的节电效果。 由图可以说明其节电原理: 图中,曲线(1)为风机在恒定转速n1下的风压一风量(H―Q)特性,曲线(2)为管网风阻特性(风门全开)。曲线(4)为变频运行特性(风门全开) 假设风机工作在A点效率最高,此时风压为H2,风量为Q1,轴功率N1与Q1、H2的乘积成正比,在图中可用面积AH2OQ1表示。如果生产工艺要求,风量需要从Q1减至Q2,这时用调节风门的方法相当于增加管网阻力,使管网阻力特性变到曲线(3),系统由原来的工况点A变到新的工况点B运行。从图中看出,风压反而增加,轴功率与面积BH1OQ2成正比。显然,轴功率下降不大。如果采用变频器调速控制方式,风机转速由n1降到n2,根据风机参数的比例定律,画出在转速n2风量(Q―H)特性,如曲线(4)所示。可见在满足同样风量Q2的情况下,风压H3大幅度降低,功率N3随着显著减少,用面积CH3OQ2表示。节省的功率△N=(H1-H3)×Q2,用面积BH1H3C表示。显然,节能的经济效果是十分明显的。 2.风机在不同频率下的节能率
艾默生TD3200系列门机调试手册簿
量控制型门机专用变频器,适用于电梯门、各种自动门和其它需要往复运行控制的场合。 1.2 变频器型号说明: 1.3 变频器的铭牌: 1.4 TD3200系列变频器的主要型号: 变频器型号 额定输入电流(A)额定容量(kVA)额定输入电流(A)适配电机(kW)恒转矩负载 TD3200-2S0002D 2.65 0.5 1.3 0.2 TD3200-2S0004D 5.3 1.0 2.5 0.4 1.5 选配件: 1.5.1制动电阻 TD3200系列变频器含制动单元,如果有能耗制动的需求,请按下表选配制动电阻。 电压电机额定功率制动电阻规格制动单元使用率制动转矩最长连续使用时间 220V 0.2kW 200Ω/80W 20% 100% 30s 0.4kW 200Ω/80W 20% 100% 30s 1.5.2 操作面板: 操作面板型号为TDP-LED02,其实物见图一。
图一操作面板 1.5.3 操作面板安装座、操作面板电缆 操作面板安装座操作面板电缆是配套选用件。操作面板安装座型号为TDF-KB01。操作面板电缆有三种,型号为: TDC-CB0006A 0.6m; TDC-CB0015A 1.5m; TDC-CB0030A 3.0m。 1.6 变频器安装尺寸: 变频器型号适配电机(kW) 安装尺寸外形尺寸 安装孔径(mm)概重(kg) A(mm) B(mm) H(mm) W(mm) D(mm) TD3200-2S0002D 0.2 91 137 145 101 130 4 1.2 TD3200-2S0004D 0.4 二、变频器的调试与操作 2.1 操作方法 2.1.1 操作面板 操作面板示意图:操作面板的键盘,主要由LED数码管,LCD(液晶显示屏),按键三部分组成,其外形及功能区如图二所示:
变频器在数控机床上的应用
数控机床变频改造解决方案 一数控机床说明 数控机床的主运动是主轴通过卡盘或顶尖带动工件的旋转运动,是电动机带动齿轮箱来传动和调速的。在机械加工过程中,需要经常对主轴的旋转有不同的运行速度要求,操作人员通过手柄组合的多个位置来控制离合器的分与合,得到齿轮的多种组合,从而得到多档的转速,操作不方便,维修量也比较大,实践证明,调速用的电磁离合器损坏率较高。原有机床的主轴传动的这一特点已经不能适应经济的快速发展对数控机床的需求,目前,数控机床配套使用变频器对主轴进行调速控制越来越普遍和实用。 二系统简介 整个电气系统由数控机床CNC、迈凯诺变频器、时间继电器、制动组件等组成。接线图如下图所示: (1)交流电源通过断路器连接至主电路的电源端子(R、S、T)。变频器输出端子(U、V、W)按正确相序连接主轴电动机。当运行命令和电动机的旋转方向不一致时,可在U、V、W三相中任意更改两相接线,或将控制电路端子FWD/REV调换一下。 (2)频率给定命令由CNC以0-10V(或-10V~10V)的形式给定,从变频器的AI1和GND 接入。电机的转向和运行控制由变频器数字输入端口(DI)的状态决定。 (3)当数字端子D1与端子COM接通时,端子D1上为高电平,电机正转;当数字端子D2与端子COM接通时,端子D2上为高电平,电机反转;当数字端子D1和端子D2均不与端子COM接通时,端子D1和端子D2上均为低电平,电机停止。端子D1与端子COM之间的接通或断开、端子D2与端子COM接通之间的接通或断开,由两对继电器触点控制,这两个继电器可由数控系统所发出的主轴正转和主轴反转指令控制。同时,变频器的两路数字输出端口分别设置为:TIA和TIC(功能设置为:运行输出);T2A和T2C(功能设置为:故障输出)。
丹佛斯变频器FC使用说明
丹佛斯变频器F C使用 说明 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
使用说明 一、FC360的功能 二、FC360本机面板使用HandON 从出厂设定开始(未接控制线),首先,按【OffReset】键使变频器处于停止状态,设定参数5-12改为【0】,退出到Status状态,这时,还是【OffReset】键上的灯亮,按【OK】键,面板中心显示4位数值,设定手动频率,上下键增减,右键可窜位,设定好后,按【Handon】键计开始运行,运行过程中直接按键改变数值则立即更改输出。按【OffReset】键停止。设定的频率值将保持,再次按【Handon】键,将从运行最后的设定值。 三、FC360参数设定方法: 通用的参数设定方法:首先,按【OffReset】键使变频器处于停止状态,按【MENU】键显示OM1状态此时在按一次【MENU】键则进入菜单1模式,按上键或下键可以修改参数组号,按【OK】进入此参数组,按上下键找到你需要改的参数号,按【OK】键该设定参数值闪烁,按上下键修改参数值(功能代码),若按【ok】键保存此次修改的参数。若按【back】键则取消修改。 四、参数初始化 修改参数14-22设定为2(初始化),然后从新上电,此时报警为A80,按【OffReset】键复位后红色报警等已灭,但显示窗口仍有A80报警显示,变频器需再次从新上电。 五、参数复制到LCP面板。 修改参数0-50参数,当0-50,设为【1】所有参数到LCP,从变频器拷贝参数到面板,等待完成。
设为[2]则把面板中参数拷贝到变频器,从LCP传所有参数。 完成后参数自动改为【0】。 六、使用同步电机的设定步骤 按下表设定:
变频器在工业生产中的应用.docx
变频器在工业生产中的应用 电动机是工业生产中最主要的动力提供装置,而这些动力是从消耗电能所产生的。在提倡建立节约型社会的今天,降耗节能成为生产生活中必不可少的一部分。这就要求我们使用最少的电能让电机提供最可靠的动力。在这其中,变频器扮演了相当重要的角色。本论文介绍变频器在工业生产中的具体应用。 变频器 变频器,它产生于上世纪60年代,伴随着大功率晶体管的问世和集成电路的迅速发展,使得变频器的性能有了很大的提高。因为变频器拥有能够实现异步电动机的恒转矩和恒功率的无级调速,其调速范围广、平滑性好、机械特性较硬,而且节能效果明显,有利于实现自动控制等这些优点使得变频器的应用也越来越广,基本上涵盖了所有领域。 变频器在生产中的应用 总体来说,变频器在工业生产中主要来对电动机进行调速。那么变频调速和传统的调速相比有哪些优点呢?主要有两点:一是便于实现自动控制。变频器是电力技术与电子技术的结合,也是强弱电的有机整体,在实现自动控制方面有着先天的优势;二是能够节能降耗。下面以恒压循环水系统为例进行分析说明。 变频器在自动控制系统中的应用 在循环水系统中,由于各个车间和部门用水时间和用水量的不同,使得系统内的水压会经常变化,这就要求,根据不同的用水量,使得整个
系统中的水压保持恒定不变。解决这个问题一般有以下几种做法。 第一,采用水阀限制水流量,从而达到限制水压的目的。此方法有几个缺点。首先,水阀的调节精确度不够,水压的波动范围较大;其次,不易实现自动控制,也不便于实时监测。 第二,修建水塔,利用液体压强定律来保持水压的恒定。相对于前一种方法,该法的压力较恒定,但仍不便于实现自动控制和实时监测,且占地面积较大,通用性差。 我们在循环水系统的管路中装上压力传感器做为反馈信号的采样,然后将采样得来的水压与给定的水压相比较,根据比较所得到的误差来调节变频器的频率,从而达到控制电机的转速,最终控制整个循环水系统的压力保持恒定。 从以上分析来看,利用变频器的闭环控制系统,由于变频器的响应特性好,所以使得控制更加方便,精确,通用性好,操作界面也更加友好。 变频器在节能降耗中的作用 关于变频器在节能降耗中的作用,一直存在着争论。我认为,不能一概而论,要视具体的情况而定。 对于纺织加工、轧钢等,负载基本恒定的场合,电机一般工作在额定功率,主要是利用了变频器在平滑加减速、高精度力矩控制、运行可靠性好等方面表现出来的优异性能。在这些场合中,非但不节能,且因为变频器本身造价成本高,其自身也有能耗,从而使得整个系统更加昂贵和耗能。 但是,在风机、水泵等应用场合,节能降耗特性就显得十分明显。在
时代变频器在机床(镗床)上的应用.
时代变频器在机床(镗床)上的应用 一般情况下机床的拖动系统是由齿轮箱来传动和调速的。它具有以下特点:1.恒功率性质由于齿轮箱变速时,转矩的变化与转速的变化成反比。若不计齿轮箱的损耗,则在全功率范围内,都具有恒功率的特点。2.低速时的过载能力强在低速段,拖动系统经齿轮降速后的额定转矩将远远高于负载的最大阻转矩,具有极强的过载能力。应用时代变频器实现调速系统的基本考虑:1、由于时代变频器调频范围很广,可在0—300Hz之间实现任意点的无级调速。 一般情况下机床的拖动系统是由齿轮箱来传动和调速的。它具有以下特点:1. 恒功率性质由于齿轮箱变速时,转矩的变化与转速的变化成反比。若不计齿轮箱的损耗,则在全功率范围内,都具有恒功率的特点。2.低速时的过载能力强在低速段,拖动系统经齿轮降速后的额定转矩将远远高于负载的最大阻转矩,具有极强的过载能力。 应用时代变频器实现调速系统的基本考虑: 1、由于时代变频器调频范围很广,可在0—300Hz之间实现任意点的无级调速。 2、使用变频调速,可满足镗床所要求的具有较硬的机械特性。 3、使用变频调速,可满足镗床所需要的低速时的强过载能力。 4、使用变频调速,省去齿轮变速箱等原有复杂的机械拖动,自动化程度高,操作简单,维修方便。 应用实例: 某机床厂主要生产各类机床,由于调速用的电磁离合器损坏率较高,了解到时代变频调速系统具有以上优点,故改用时代变频器实现变频调速。具体情况如下: 1.系统构成:(见图3) 2.原拖动系统概况 1)转速档次调速箱有8档转速:75、120、200、300、800、1200、 2000r/min。 2)电动机的主要额定参数 额定容量:3.7kw 额定转速:1440r/min 负载特性:恒功率 3)控制方式由手柄组合的8个位置来控制四个离合器的分与合,得到齿轮的8种组合,从而得到8档转速。 3.使用时代变频调速的方案 1)转速档次及控制方式可采用手柄结合变频器面板控制或电位器调节获得所需的理想转速。 2)时代变频器主要参数 调速范围:0——-300HZ 加减速时间:0.1——-1800S 过载能力:150% 4.结果在所有各档转速下,经反复试验,都完全符合设计要求,取得了令人满意的结果。现该产品已批量生产,投放市场。(图3)
丹佛斯变频器说明书
xx变频器 按键功能: (DISPLAY/STATUS)键用于选择显示模式或者从快速菜单模式、菜单模式变回显示模式。 (QUICK MENU)键用于在快速菜单模式下进行参数编程。可以从快速菜单和菜单模式之间直接转换。 (MENU)键用于对所有参数进行编程。可以从菜单模式和快速菜单模式之间直接转换。 (CHANGE DATA)键用于在菜单模式或快速菜单模式下改变所选参数。 (CANCEL)键用于取消所选参数。 (OK)键用于确定和储存所选参数。 (+/-)键用于选择或改变所选参数。这些键也可在显示模式下使用。 (〈〉)键用于选择参数组和在改变数字参数时移动光标。 (STOP/RESET)键用于停止电机运作或用于VLT变频器跳闸后重新复位。 (JOG)键被按下时,它会将输出频率改变为预设的频率。 (FWD/REV)键改变在操作器显示屏上用箭头指示的电机旋转方向,(START)键用于启动通过(STOP/RESET)键停动的VLT变频器。该键始终处于有效状态,但不能超越由端子发出的停止命令。 操作步骤: 1、 2、 3、
4、 5、 6、按(MENU)键进入功能菜单。 按(+/-)或(〈〉)键选择参数。 按(CHANGE DATA)键进入数据改变模式。 按(+/-)键改变数据值。 按(OK)键存储改变的数据。 按(DISPLAY/STATUS)键返回到正常模式。 变频器故障内容 (10VOLTLOW)警告1:低于10V (LIVE ZERO ERROR)警告/报警2:电流信号零点故障 (NO MOTOR)警告/报警3:无电机 (DC LINK VOLTAGELOW)警告6:低电压警告 (DC LINK OVERVOLT)警告7:过电压 (DC LINK UNDERVOLT)警告/报警8:欠电压 (INVERTER TIME)警告/报警9:逆变器过载 (MOTOR TIME)警告/报警10:电机温度过高 (MOTOR THERMISTOR)警告/报警11:电机过热(热敏电阻)(TORQUE LIMIT)警告/报警12:过转矩极限(OVERCURRENT)警告/报警13:过电流 (EARTH FAULT)报警14:接地电流
变频器在工业生产中的应用(2020年)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 变频器在工业生产中的应用 (2020年) Safety management is an important part of production management. Safety and production are in the implementation process
变频器在工业生产中的应用(2020年) 电动机是工业生产中最主要的动力提供装置,而这些动力是从消耗电能所产生的。在提倡建立节约型社会的今天,降耗节能成为生产生活中必不可少的一部分。这就要求我们使用最少的电能让电机提供最可靠的动力。在这其中,变频器扮演了相当重要的角色。本论文介绍变频器在工业生产中的具体应用。 变频器 变频器,它产生于上世纪60年代,伴随着大功率晶体管的问世和集成电路的迅速发展,使得变频器的性能有了很大的提高。因为变频器拥有能够实现异步电动机的恒转矩和恒功率的无级调速,其调速范围广、平滑性好、机械特性较硬,而且节能效果明显,有利于实现自动控制等这些优点使得变频器的应用也越来越广,基本上涵盖了所有领域。 变频器在生产中的应用
总体来说,变频器在工业生产中主要来对电动机进行调速。那么变频调速和传统的调速相比有哪些优点呢?主要有两点:一是便于实现自动控制。变频器是电力技术与电子技术的结合,也是强弱电的有机整体,在实现自动控制方面有着先天的优势;二是能够节能降耗。下面以恒压循环水系统为例进行分析说明。 变频器在自动控制系统中的应用 在循环水系统中,由于各个车间和部门用水时间和用水量的不同,使得系统内的水压会经常变化,这就要求,根据不同的用水量,使得整个系统中的水压保持恒定不变。解决这个问题一般有以下几种做法。 第一,采用水阀限制水流量,从而达到限制水压的目的。此方法有几个缺点。首先,水阀的调节精确度不够,水压的波动范围较大;其次,不易实现自动控制,也不便于实时监测。 第二,修建水塔,利用液体压强定律来保持水压的恒定。相对于前一种方法,该法的压力较恒定,但仍不便于实现自动控制和实时监测,且占地面积较大,通用性差。
变频器在同步控制设备上的应用
优利康变频器在同步控制设备上的应用 一,前言 在生产实际应用中,经常会有一些设备需要组合成生产线连续运行,并且这些设备的运行速度需要保持同步。例如:直进式金属拉丝机、造纸生产线、印染设备、皮带运输机等等,由于这些设备都能一次完成所需的加工工艺,所以生产效率高,产品质量稳定,在相关的行业得到了广泛的应用。这些设备都有一个共同的特点,产品连续地经过各台设备,如果各台设备不能保持速度同步,就会造成产品被拉断,使设备被迫停止运行,严重的会造成很大的损失。另外,有些单机设备,有多个动力拖动,这多个动力之间也需要保持同步。因此,这些设备上都装有交流调速系统,通过调整各台设备的运行速度,使各台设备保持同步运行。 二,同步控制的分类 根据生产工艺的需要和生产产品的不同,一般对同步的要求也不一样。所以,一般我们把设备对同步的要求从简单到复杂分成以下几类: 1,简单同步 这种同步方式一般用于设备之间没有直接的连接,各个设备都是处于独立的工作模式,但由于工艺的需要,这些设备的工作速度需要保持基本一致或保持一定的比例运行,并且,各个设备需要同时升速或降速。在这种系统中,都不采集反映同步状况的信号。这种设备的特点是速度误差的积累,已及速度的稳定性及速度精度,不会对生产工艺产生任何影响。例如,双搅拌机,搅拌罐中的二个搅拌浆的速度只需保持速度的基本一致就行。 2,平均速度同步 这种同步方式一般用于设备之间有联系,有的是物料连续经过各台设备,有的是靠机械装置连接在一起。这些系统的特点是设备对速度稳定性与速度精度的要求比较高,但是对速度误差的积累不敏感,并且,各台设备的运行速度是成一定的比例,如产生积累误差,可以通过调整速度的比例系数来纠正。典型的如无纺布生产设备、滑轮式拉丝机等等,这些系统的各个设备之间也没有反映同步状态的信号,所生产的产品都有一定的拉伸,所以各个设备的线速度都是成一定的比例关系,如果其中的某台设备有一定的稳态速度误差,可以通过修改比例系数,来达到工艺的要求。 3,瞬时速度同步 这是一种相对来讲要求比较高的同步控制,同样是生产的产品连续经过各台加工设备,或者靠机械强连接在一起,但都不允许有速度的积累误差,如果达到一定的误差积累,就会使产品损坏或系统报警而无法工作。因此在这样的系统中一般都用反映同步状态的信号反馈给控制系统,控制系统根据这个信号,及时地对系统中各台设备的速度做出修正。典型的系统如直进式拉丝机、造纸生产线、印染生产线、双动力驱动的皮带运输机、抓斗提升机的抓斗提升系统等等,这些系统的特点是,如果瞬间速度误差太大,就会造成断丝、断纸、或使系统无法工作。 4,位置同步 位置同步是要求最高的同步控制系统,一般光靠变频器本身是无法完成位置同步的,所以这种系统中都有PLC等控制器,来完成位置信号的采集及控制变频器的运行。位置控制系统对变频器的动态响应要求非常高,速度精度也非常高,因此一般都需要采用闭环电流矢量控制的变频器。例如,印染行业的定型机,需要布匹两边的驱动要完全一致,包括位置一致,如产生差异的话,就会使布匹产生斜向拉伸,影响产品的质量。还有的如飞剪系统、定长切割系统等,都需要对位置做高精确的控制。事实上,这些系统已属于伺服控制系统,在功率比较小的场合,基本都用伺服系统来控制,但由于大功率的伺服控制器价格太高,所以在一些中大功率的应用场合,用变频器来控制还是非常有意义的。
iNVOEE VC610系列变频器数控机床应用快速设定指南v1.04
iNVOEE VC610系列变频器数控机床应用 ——— 快速设定指南v1.04 基本接线图 系统安系统安装装完成完成后后,且用户参数已恢复出厂值且用户参数已恢复出厂值((新机不用执行此操作,[F07.05]=4可用于将所有用户参数恢复出厂值,),进行如下进行如下3个步骤即可保证系统正常运行个步骤即可保证系统正常运行:: 步骤1:设定电机特性参数:(对于对于没有铭牌的电机没有铭牌的电机没有铭牌的电机,,可用相应功率等级的可用相应功率等级的出厂出厂出厂默认值默认值) 按照电机铭牌参数准确输入F02组参数:电机额定频率[F02.01](通常情况下为50.00Hz )、电机额定电压[F02.02](通常情况下为380.0V )、电机额定电流[F02.03]、电机额定转速[F02.05](4极电机一般为1440RPM ,6极电机一般为960RPM )。 注意注意::请尽量按照实际的电机铭牌参数设定该组参数请尽量按照实际的电机铭牌参数设定该组参数,,准确的铭牌参数有利于控制特性的提升准确的铭牌参数有利于控制特性的提升,,错误 的参数会导致力矩丢失甚至无法正常运行的参数会导致力矩丢失甚至无法正常运行。。提高提高电机额定电流电机额定电流[F02.03]的设定并不能提高转矩输出输出。。电机空载电流[F02.04]不用手工设定不用手工设定,,变频器变频器会通过自学习自动设定会通过自学习自动设定会通过自学习自动设定。。 步骤2:电机参数自学习电机参数自学习:: 1) 设定[F02.06]=1,让变频器进入电机参数学习准备状态,此时面板显示“P.tESt ”; 2) 通过系统启动变频器(亦可通过修改[F01.00]=0,用面板启动,结束后将[F01.00]=1,重新设定为外部端子控制),变频器开始自动学习电机参数。如果电机参数学习成功,面板显示“SUCCE ”,[F02.06]会自动被改回0;若失败,[F02.06]会保持1,下次启动后会再次进入电机学习状态。 注意注意::通过参数自学习操通过参数自学习操作作,变频器可以自动测试并保存电机铭牌参数以外的电机内部参数变频器可以自动测试并保存电机铭牌参数以外的电机内部参数,,提高电 机输出转矩及运行特性机输出转矩及运行特性。。学习过程可以不拆卸主轴皮带习过程可以不拆卸主轴皮带,,但最好将机床档位打到最低档位但最好将机床档位打到最低档位((接近空载空载))或挂空挡或挂空挡,,以获得最佳学习效果以获得最佳学习效果。。更换电机后需要重新设定电机特性参数和做自学习更换电机后需要重新设定电机特性参数和做自学习。。 电机参数学习刚开始时主轴保持静止电机参数学习刚开始时主轴保持静止((大约6秒钟秒钟),),随后主轴随后主轴随后主轴会会自行自行加速加速加速运转运转运转,,学习完成后主轴会自行自行减速减速减速停止停止停止。。整个学习过程中整个学习过程中请不要操作机床请不要操作机床请不要操作机床,,以免造成意外伤害以免造成意外伤害。 。 步骤3:将主轴实际转速与系统给定转速进行校准将主轴实际转速与系统给定转速进行校准::(亦可按照经验值设定[F00.00]和[F01.18]) 首先在机床数控系统中,将主轴最高转速参数设定为设计值Nmax 。然后试运行系统,稳定后记录变频器输出频率Fo(Hz),及机床主轴对应实际转速Nz 。变频器输出频率Fo 可以在监视状态下(可用ESC 键切换到监视状态) F.oUt 对应实际转速Nz 可以在数控系统面板上观察到。最后按照下式进行设定: 最高频率[F00.00]= 上限频率[F01.18]=(Nmax×Fo)/Nz 注意注意::最高工作转速时不应最高工作转速时不应让电机超过额定转速让电机超过额定转速让电机超过额定转速,,以免造成电机损坏或意外伤害以免造成电机损坏或意外伤害, ,并确保系统可以长时间可靠工作时间可靠工作。。 根据需要调整加速时间[F01.11]和减速时间[F01.12]。制动电阻建议使用厂家标配制动电阻建议使用厂家标配:: 机型范围 4.0kW 及以下 5.5~9.0kW 11.0~22.0kW 电阻配置 50欧姆/600W 40欧姆/1000W 40欧姆/1500W 南京英沃变频技术有限公司 系统 系统启信号
丹佛斯变频器FC360使用说明
丹佛斯变频器FC360使用说明
使用说明 一、FC360的功能 二、FC360本机面板使用HandON 从出厂设定开始(未接控制线),首先,按【Off Reset】键使变频器处于停止状态,设定参数5-12改为【0】,退出到Status状态,这时,还是【Off Reset】键上的灯亮,按【OK】键,面板中心显示4位数值,设定手动频率,上下键增减,右键可窜位,设定好后,按【Hand on】键计开始运行,运行过程中直接按键改变数值则立即更改输出。按【Off Reset】键停止。设定的频率值将保持,再次按【Hand on】键,将从运行最后的设定值。 三、FC360参数设定方法: 通用的参数设定方法:首先,按【Off Reset】键使变频器处于停止状态,按【MENU】键显示OM1状态此时在按一次【MENU】键则进入菜单1模式,按上键或下键可以修改参数组号,按【OK】进入此参数组,按上下键找到你需要改的参数号,按【OK】键该设定参数值闪烁,按上下键修改参数值(功能代码),若按【ok】键保存此次修改的参数。若按【back】键则取消修改。 四、参数初始化 修改参数14-22设定为2(初始化),然后从新上电,此时报警为A80,按【Off Reset】键复位后红色报警等已灭,但显示窗口仍有A80报警显示,变频器需再次从新上电。
五、参数复制到LCP面板。 修改参数0-50参数,当0-50,设为【1】所有参数到LCP,从 变频器拷贝参数到面板,等待完成。 设为[2]则把面板中参数拷贝到变频器,从LCP传所有参数。 完成后参数自动改为【0】。 六、使用同步电机的设定步骤 按下表设定: ID Description Description FC-360设定值FC360-22K 100 Configuration Mode 配置模式open loop 0 101 Motor Control Principle 电动机控制原理VVC+ 1 110 Motor Construction 电动机机构PM, non salient SPM 1 124 Motor Current Inom [A] 电机额定电流电机名牌34 125 Motor Nominal Speed [RPM] 电机额定转速电机名牌1000 126 Motor Cont. Rated Torque Mnom[Nm] 电动机持续额定转 矩 电机厂家提供155 129 AMA 自动电动机调整可以做AMA自学习高级参数[1],[hand ON],等待--, [OK] 130 Stator Resistance Rs [Ohm] 定子阻抗Rs电机厂家提供数值除以2 (110)可学习, 137 d-axis Inductance Ld [mH] d轴电感Ld 电机厂家提供数值除以2 (3.6)可学习 139 Motor Poles 电机级数电机极数(8)可学习 140 Back EMF at 1000 RPM [V_RMS/1000RPM] 1000转时后感应电 势 电机厂家提供320(手动输入) 142 Motor Cable Length 电缆长度(M)单位米30
变频器在工业中的应用
变频器在工业中的应用 在工业和民用上都有很多的电机拖动系统,例如:风扇、水泵、机床、卷绕机、电梯、传送带、起重机、卷扬机、注塑机等。这些负载有的偏重要求电机转速、有的要求转矩、有的要求功率,变频器能够在满足这些要求的同时,还能改善拖动系统的性能,这就是变频器能够在市场上广泛应用的原因。 变频器的(原始)功能是将频率、电压都固定的交流电变换成频率、电压都连续可调的三相交流电源。在电机上的应用就是通过改变电源频率而改变电机速度,因为电机的速度公式是: 其中,n是转速,f是频率; 在拖动系统中,变频调速有以下优点: 1,节能;节能是变频器应用最典型的例子,诸如风机、泵类、卷扬机等负载。 (空调用送风机、压缩机) 2,省力化、自动化及提高生产效率;传送带的防止跌落,闭环控制自动调整风压等,相对于直流调速、齿轮箱更有明显的优势。 3,提高质量;电梯的平滑启动,卷绕机的斜线缠绕及张力控制等。 中国变频器市场分析 变频器自20世纪60年代问世,到20世纪80年代在主要工业化国家已广泛使用。20世纪90年代以来,随着人们节能环保意识的加强,变频器的应用越来越普及,广泛应用于国民经济的各行各业和人民的日常生活中,变频器产品也从以大功率双极晶体管(GTR)为主的时代发展为以绝缘栅晶体管(IGBT)为主的时代。国际知名的“ARC机构”研究统计1998年世界交流电动机实施调速控制的传动产品的销售额为48.5亿美元,其中北美占21%,日本占27%,日本之外的亚洲占12%,欧洲、中东及非洲占39%,拉丁美洲占1%。1999年,国际大功率交流调速装置的销售额为24亿美元。 目前,我国电机的总装机容量已达4亿kW,年耗电量占全国用电量的近60%,但我国电机驱动系统的能源利用率却非常低,基本上要比国外平均水平低20%,70%的电机只相当于国际20世纪50年代的技术水平,电机驱动系统能效比国外低20%左右,节能潜力巨大。 市场现状:相对于工业化国家来说,我国变频器行业起步比较晚,到20世纪90年代初,国内企业才开始认识变频器的作用,并开始尝试使用,国外的变频器产品正式涌进中国的市场。最先进入中国变频器市场的是日本厂家,1986年我国传统电机厂开始引进日本的变频设计和制造技术,1988年日本三垦公司的第一台低压变频器进入中国,较早进入的还有东芝、三菱等。此时进入国内的变频器多为以大功率晶体管为逆变元件的产品,属于变频器的第二代产品。随后进入中国的有日本的其他厂家以及其他国家的一些厂家,如日本的富士、日立,德国的西门子、德国的伦茨(Lenze)、法国的施耐德,芬
变频器在工业生产中的应用(最新版)
When the lives of employees or national property are endangered, production activities are stopped to rectify and eliminate dangerous factors. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 变频器在工业生产中的应用(最 新版)
变频器在工业生产中的应用(最新版)导语:生产有了安全保障,才能持续、稳定发展。生产活动中事故层出不穷,生产势必陷于混乱、甚至瘫痪状态。当生产与安全发生矛盾、危及职工生命或国家财产时,生产活动停下来整治、消除危险因素以后,生产形势会变得更好。"安全第一" 的提法,决非把安全摆到生产之上;忽视安全自然是一种错误。 电动机是工业生产中最主要的动力提供装置,而这些动力是从消耗电能所产生的。在提倡建立节约型社会的今天,降耗节能成为生产生活中必不可少的一部分。这就要求我们使用最少的电能让电机提供最可靠的动力。在这其中,变频器扮演了相当重要的角色。本论文介绍变频器在工业生产中的具体应用。 变频器 变频器,它产生于上世纪60年代,伴随着大功率晶体管的问世和集成电路的迅速发展,使得变频器的性能有了很大的提高。因为变频器拥有能够实现异步电动机的恒转矩和恒功率的无级调速,其调速范围广、平滑性好、机械特性较硬,而且节能效果明显,有利于实现自动控制等这些优点使得变频器的应用也越来越广,基本上涵盖了所有领域。 变频器在生产中的应用 总体来说,变频器在工业生产中主要来对电动机进行调速。那么变频调速和传统的调速相比有哪些优点呢?主要有两点:一是便于实现自
艾默生说明书标准-3版
变频调速器(艾默生)使用说明 感谢您购买盾安空调,为使您更好的使用和维护机组,提高机组的运行效率,延长机 组的使用寿命,特请您注意以下几点: 1、请您保管好随机资料,在开启或检修机器前,仔细阅读说明书及随机资料。 2、安装工作及首次开机工作必须由受过训练的专业人员进行。 安装 按电控柜铭牌的编号将其与机组编号一一对应的互相匹配。注意:请一一对应匹配。 一、查收随机资料及附件 1、附件:①尼龙接头;②包塑金属软管;③导线若干等。 二、柜体安装 1、安装位置:控制柜安装机组旁边的墙壁上,如无墙壁,则用户自行做支架安装,建议安装位置 与机组风机段距离≤3米,高度(以操作界面为准):1.4~1.5米,接线出厂标配为3 米,若接线距离>3米,则接线部分由用户自行解决。 2、安装方式:明装。采用壁挂式安装,安装孔及尺寸见电控柜实体。 三、放线、接线、走线 1、柜式空调机组 电控柜固定完成后,按电机接线盒到电动机接线端子的弯曲距离放线。 2、按电气原理图、电气接线图、随机附件接好电源进线、接地线等导线。 3、若控制柜含BA干接点,则所需电缆用线由用户自备,建议使用线径0.75mm2导线。 调试 (0.7~5.5)kW变频器 一、数字操作器TOP-LED02各部说明: PRG:编程键; FUNC/DA TA:功能/数据键; >>:移位键; ∧:递增键; ∨:递减键; RUN:运行键; -1-艾默生变频调速器使用说明
STOP/RESET :停止/复位。 详细说明见随机变频器《使用手册》 二、变频器内部参数设置 注意:若变频柜含BA 干接点,将选择开关打到自动档,通过远程常开无源输入触点对变频器启停进行控制,然后检测运行状态输出、手/自动状态输出的信号输出是否正常;带可选项参数为增加远程调频功能时设置参数,由用户自行确定,接收和反馈信号均为DC0~10V 信号,出厂时不含此参数;出厂设置变频器跳码开关CN10跳为V 。 (7.5~55)kW 变频器 一、 数字操作器F1A452GZ1各部说明: MENU/ESC :编程/退出键; ENTER/DA TA :功能/数据键; PANEL/REMOTE :运行命令通道切换键; >>:移位键; ∧:递增键; -2- 艾默生变频调速器使用说明 序号 参数地址 参数含义 设置值 备注 1 F0.00 频率给定通道选择 0 LED 键盘显示单元调节(出厂设置) 4 主频率输入由0~10V 控制CCI (CN10跳线选择V 侧)(可选项) 2 F0.03 运行命令通道选择 1 运转指令由外部端子控制 3 F0.05 最大输出频率 50HZ 见电机铭牌额定频率 4 F0.06 基本运行频率 50HZ 见电机铭牌额定频率 5 F0.07 最大输出电压 380V 见电机铭牌额定电压 6 F0.10 第一加速时间设定 30S 如有需要,可适当延长 7 F0.11 第一减速时间设定 40S 如有需要,可适当延长 8 F0.12 输出频率上限设定 50HZ 9 F0.13 输出频率下限设定 30HZ 10 F3.00 防反转选择 1 禁止反转 11 F7.11 双向开路集电极输出端子Y2 16 风机故障信号(可选项) 12 F7.26 AO1端子输出范围选择 9 0~10V(可选项) 13 F7.29 模拟输出范围选择 00 0~10V 反馈输出(可选项) 14 F7.12 继电器输出功能选择 0 风机运行信号(可选项) 15 FH.00 电机极数 按电机铭牌 16 FH.01 额定功率 按电机铭牌 17 FH.02 额定电流 按电机铭牌
变频器的多段速实验与生产应用实例(小论文)
变频器的多段速实验与生产应用实例(小论文) 引言 由于现场工艺上的要求,很多生产机械在不同的转速下运行。为反方便这种负载,大多数变频器决提供了多挡频率控制功能。用户可以通过几个开关的通、断组合来选择不同的运行频率,实现不同转速下运行的目的,棉纺过程有开纤(开棉、除尘、混棉),制纱(梳棉、制棉条),粗纺(将棉条迚一步延伸稍加搓捻),最后是精纺(将粗纱延伸、搓捻做成细纱)。细纱机是棉纺过程的最后一道工序,精纺机械的纺织时间最长,且需要强驱动力。由于该道工序的好坏直接影响到棉纱的质量和产量,所以选择细纱机的传动装置是非常重要的。细纱机所需的电气传动装置应满足下面的条件: 1) 高效率: 细纱机所需的传动动力占棉纺过程的50%以上且连续运行。所以传动装置的效 率直接影响到棉纺的整个动力。 2) 可软起动: 起动时如果受到过大的张力或张力变化急剧都会造成断纱。 3) 良好的速度控制性能: 高生产率的纺纱速度是断纱少的最高速度,但断纱由于种种原因 要变化,纺纱速度也应对应于各种条件迚行调整。 4) 容易维护和检修: 西门子最新推出的全新一代MM420变频器完全满足上述要求,MM420 模块化设计理念、快速的I/O处理时间和良好的动态响应可使用户灵活配置其控制系统。 实验。 实现3段固定频率控制,连接线路,设置功能参数,操作三段固定速度运行。 实验设备 西门子MM420变频器一台、三相异步电动机一台、断路器一个、熔断器三个、自锁按钮四个、导线若干、通用电工工具一套等。 操作方法与步骤 1. 按要求接线 按图2-4连接电路,检查线路正确后,合上变频器电源空气开关QS。 图2-4三段固定频率控制接线图 2.参数设置 (1)恢复变频器工厂缺省值,设定P0010=30,P0970=1。按下“P”键,变频器开始复位到工厂缺省值。 (2)设置电动机参数,设置变频器3段固定频率控制参数。电动机参数设置完成后,设
变频器在工业生产中的应用正式版
Through the reasonable organization of the production process, effective use of production resources to carry out production activities, to achieve the desired goal. 变频器在工业生产中的应 用正式版
变频器在工业生产中的应用正式版 下载提示:此安全管理资料适用于生产计划、生产组织以及生产控制环境中,通过合理组织生产过程,有效利用生产资源,经济合理地进行生产活动,以达到预期的生产目标和实现管理工作结果的把控。文档可以直接使用,也可根据实际需要修订后使用。 电动机是工业生产中最主要的动力提供装置,而这些动力是从消耗电能所产生的。在提倡建立节约型社会的今天,降耗节能成为生产生活中必不可少的一部分。这就要求我们使用最少的电能让电机提供最可靠的动力。在这其中,变频器扮演了相当重要的角色。本论文介绍变频器在工业生产中的具体应用。 变频器 变频器,它产生于上世纪60年代,伴随着大功率晶体管的问世和集成电路的迅速发展,使得变频器的性能有了很大的提高。
因为变频器拥有能够实现异步电动机的恒转矩和恒功率的无级调速,其调速范围广、平滑性好、机械特性较硬,而且节能效果明显,有利于实现自动控制等这些优点使得变频器的应用也越来越广,基本上涵盖了所有领域。 变频器在生产中的应用 总体来说,变频器在工业生产中主要来对电动机进行调速。那么变频调速和传统的调速相比有哪些优点呢?主要有两点:一是便于实现自动控制。变频器是电力技术与电子技术的结合,也是强弱电的有机整体,在实现自动控制方面有着先天的优势;二是能够节能降耗。下面以恒压循环水系统为例进行分析说明。
变频器在纺织行业中的应用要点
变频器在纺织行业中的应用 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30%节电,显然是十分可观的。纺织机械中常用的有细纱机、卷线机、筒子机、染色机、定型机、粗纱机、整烫机、园盘针织机等,都可选用变频器来进行调速,这样既可一机多用,又可无级调速,速度精度高,速度值稳定,调速方便简单,对提高生产量,保证质量,减少断线,适用不同规格的生 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30 %节电,显然是十分可观的。 纺织机械中常用的有细纱机、卷线机、筒子机、染色机、定型机、粗纱机、整烫机、园盘针织机等,都可选用变频器来进行调速,这样既可一机多用,又可无级调速,速度精度高,速度值稳定,调速方便简单,对提高生产量,保证质量,减少断线,适用不同规格的生产需要,减轻劳动强度等,确实是个无可比疑的最合理,又经济实用的方案。 我们从自动化网论坛的水泥及其它行业自动化分论坛中收集的一些关于变频器在纺织行业中应用的文章,整理成了“变频器在纺织行业中的应用”专题。希望大家多参与讨论,对我们的工作多提些意见! 通用变频器在纺织行业中的应用 纺织行业是个老的传统产业部门,大都设备较陈旧,面临技术改造任务较大,只要使用变频器后就可以少的投入,获得较好的效果,这是个现实的路子。 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30 %节电,显然是十分可观的。 变频器在纺织机械中的应用 近年来随着纺织机械机电一体化技术水平的不断提高,交流变频调速已成为一种趋势。在大多数新开发的纺织机械产品中几乎无一例外地应用了交流异步电动机变频调速装置。 。 变频调速技术在棉纺织设备中的应用 近10年来在激烈的市场竞争中,国内外纺机厂商,采用PLC控制,变频调速,机电一体化等以电子技术更多的取代传统的机械结构,提高纺机整机的可靠性,提高纺制质量和自动化程度,扩大品种的适应性,使用操纵易便。各
丹佛斯变频器操作说明
。韻㈣解观 8 W *世幽鸽敷醐敝翻的聘擱 ? (9NlNaVM)号哥(NO)财醃骗临的馳g≡ £中?≡桦黜躺冀?豳釧幅劉懾e≡辭屋SO蜩鮒罪“巾昭Iil翹钿。i ?i?≡≡ι £[?ι^≡^≡ P 坐般鼬* Iim i≡i2,?≡δ?? P 购鶴 S≡ 釧 ≡'s 馳轿T ≡ E 翩她≡S Z 豐M I ≈msι^≡?f∣ ?MK UJε 卿 ∏Λ播弼释牖題離鵬虞■刪圈擱進说辭Oi搁韓ΠΛ Kfeft删胁(S 8?跚搁)Q ■鶴搁H-認虫鱷麵口A ≡3≡dσι ■
■讀示屏聶 LCD 删俪■ T IfflWSg!W* Ii示髓≡ra瀬/融中謬。■瀏獗删勰分衲別细分按漑於濃騎模琳鯛參決 τaι≡8smw≡ * 第-厅用任持飜示操作临下SEIB鉤賊說明磯二行揀示8≡)證“ 第二厅前了齣或谿2那任畝況下牒爾 ?sss≡≡t≡* 第三行-曲空白■它用於騎馨軾下腿细號嶋輔鮒细組頼挪* 瓢厅用於弔那軾下騎般文字或側翱據 軾下騎鱷细的勲或麴≡ ? 箭頭騎髓躋方向、並且同髒示在麴004癮鹏殡疽肄釦齡:俵勒炖肄临訓和擢劇騎於石方並閃動。IDlSPLAY/STATUS]可選離禱蹶做凝單或義輾趣骐腮, [QUICK MENU]可症入険表軍麴-也可在驱表艱表範髒珑≡f簸i IMENuI丸丽勺礪參執也巧描及快港肄2髓?? 第-行 口?Ξfj 輒行
[CHANGE DATA]可更改戎單或快逸表單?M式下所選擇的設定* [CANCEL]取消史改選迁:的蔘數設定- [OKJ砖認選丄參數的車改SS定4 [÷A]用於選擇或改翌所選蔘数? [<>]用於選擇蔘數組和在改變數字値參戟時移動光嘿- [STOpyRESETJ可用於停止馬達連作或便愛頻器跳脫後重新幺訓祗注皂幸小014 ^?'2..√1?√Λ: 7/ [STOP; RESET]淤握匸勻效狀態下按下此鍵後第二行顯示將會閃爍* [JCX3]可用於將晦出頻率改矍為頊設旳頻率(寸動頻率)。該 S?可用參數Cn5來使冥有效或無效* [FWD/REV]用於改锲馬達πkΦS75∣A)?馬達方向將在顯示唐蒂上以箭閒旨示顯示◎該鍵可透過裁?S CM 6來便冥有效或無效* [STARTJ用宾已動透适[STOP/RESET]誕停止旳燮頻器。該匙始終虛於勻效狀態?但不能超趣由端子醴出的停止命令恤先於[START]扌旨令- 注意! 如果燥作鎚虛於有效狀態?無諱愛頻器的證定是用**操作??控制"還是M?A?li?RU,'(參數∞2) 們都將保持有效。除了[FWD∕RE?η 雜只有在進行操作器操作時刁勻效4 B 注意! IiSl 如果沒角選擇込部停俶功Sg *而ISTOFI 鍵塩於無—敕狀態時'則運轉中的馬達只能渗過切斷 電源來停