JAKE781服务手册

JK-T781服务手册(A版)
中国杰克缝纫机有限公司
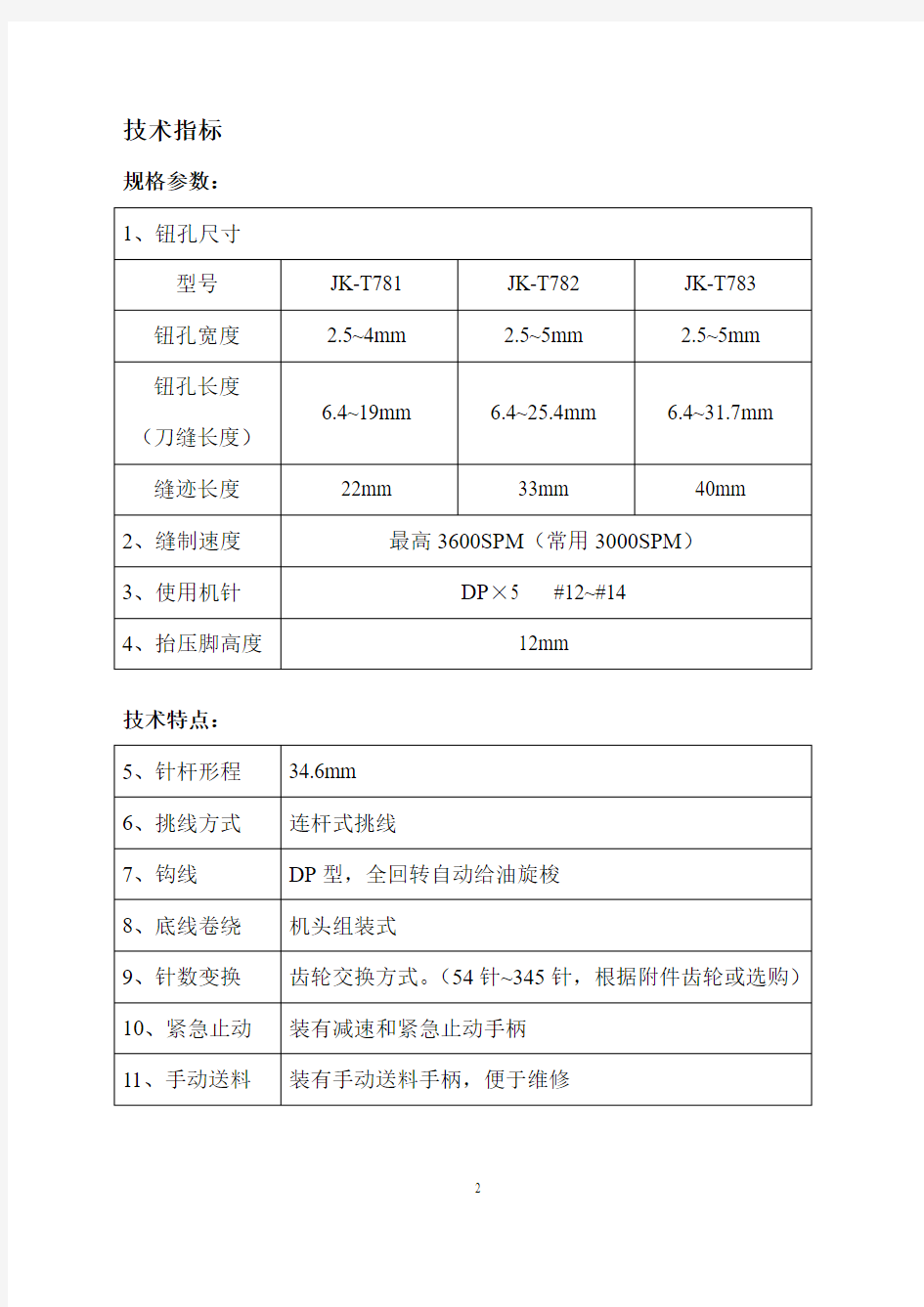
技术指标规格参数:
技术特点:
二、标准调整值
1、针杆的高度:
调整要求:
针杆在最低点时,针杆的下端面与针板的上平面的距离为11.9mm。
调整方法:
(1)可将附件中的定位标尺放入针杆与针板中间,放松针杆紧固螺丝进行调整。
注意:此时机针应落在针板容针孔的中心。
(2)定位尺一栏表
作用:
主要是确定针杆的最低点,而缝制弹性布料时将针杆降低可增大线环,纠正弹性布料缝制时的不稳定。
调整值变化时的现象:
缝制弹性布料时,将针杆少许比标准值下降时,效果较好。
2、针与旋梭的配合:
调整要求:
针杆由最下点回升2.3mm时,旋梭尖与机针的中心应一致,并距离针眼上端为1.6~1.8mm;针与旋梭尖的侧向间隙为0.05mm左右。
调整方法:
(1)在针杆由最下点开始上升的状态下将定位标尺的2端放入针杆与针板之间,然后放松旋梭套筒的固定螺丝进行调节。
(2)此时将机针与旋梭尖的侧向间隙调节为0.05mm左右,另外试向左右摆动检查,此间隙都不能相碰。
(3)此时将旋梭定位勾与旋梭的间隙调为0.5mm,放松旋梭定位勾的螺丝
进行调节。(使线能顺利地通过)
作用:
针杆从最低点向上回升1.8mm时,因针线和面料的摩擦在针背部线环扩大,以便让旋梭尖顺利进行勾线套线动作。
调整值变化时的现象:
(1)缝纫弹性布料时,将旋梭对机针的配合时间少许放慢,效果较好。(旋梭尖与针眼上端的距离约为1.0mm左右)
(2)双反面缝(即三角针)的场合,提早旋梭的配合时间则缝制时山头缝迹会变好,反之放慢旋梭的配合时间则跳针现象减少但山头缝迹要变紊乱。
3、基线调节柄的配合(调节切刀落点左右振幅平行部的间隙)
调整要求:
(1)左侧平行部的位置:左基线调节螺丝的下端与基线调节柄的上平面距离为10mm,露出基线调节柄下平面约1mm。
(2)右侧平行部的位置:右侧基线的调节,应根据平行部振幅的大小调节至A=B位置。
调节方法:
(1)左基线的调节应在机针落在针板孔的中心时进行。左基线调节螺丝的下端与基线调节柄上平面的距离约10mm,是以(见图)左基线调节螺丝来进行调节。
(2)右基线的调节是以右基线调节螺丝来进行。
(3)将左右基线调节至,使切刀下落在平行部的中央。
(4)振幅与基线的调节顺序:○1横列振幅改变○2右横列振幅内侧与切刀落点之间的距离观测○3调节右基线位置○4调节加固振幅
作用:
在落刀时左右基线要避免被切刀切开。又不要太大影响美观。
调整值变化时的现象:
调节左右基线时偏向任何一方,临近切刀的平行部的缝迹山头就可能倒向内侧。
扩大振幅,则左侧平行部单独偏向左侧。
4、针摆的配合:
调整要求:
(1)当针处于上死点时,针摆大齿轮的刻线应与下轴中心一致。
(2)若针摆大齿轮上无刻线,则可当针杆处于下死点时,针摆凸轮大园弧凸面上的油孔中心(即凸轮大园弧凸面的中心)对准针杆摆动叉左侧平面(从前面看)。
调节方法:
放松针摆小齿轮的固定螺丝进行以上标准调节值的调整。
调节时应注意下轴轴向窜动。
调整以后的确认方法:在落针处垫上纸,用手转动带轮,观测纸上的针落点是否有横向的流针现象,即保证当针杆下降至刺布前针的摆动应该结束。作用:
此调节是要求机针的摆动点在针杆最高处完成。
调整值变化时的现象:
在刻线过于错过的场合,就会造成流针、断针、跳针的原因。
5、落针的调节(对针板而言)
调整要求:
在缝制左侧平行部时,当针下降至针板孔中间部位时摆动叉位于最左端。
调整方法:
当针杆摆动叉位置正常时,而针落点不正
时,可以放松摆轴后曲柄的紧固螺丝加以
修正。
作用:
调整纽孔中心线和切孔中心线一致。
调整值变化时的现象:
针落点不对,就会在扩大针摆幅度时,不准的一方会碰及针板孔造成断针、断线的原因。
6、针杆摆动叉的高度
调整要求:
在机器处于停车位置时(机针处于左针
位),当针摆凸轮的大园弧凸面至针杆
摆动叉叉口顶部距离约为5mm左右。
调整方法:
在机器处于停车位置时(机针处于左针
位),放松基线调节柄上的紧固螺丝,
推下针杆摆动叉,使针摆凸轮的大园弧
凸面至针杆摆动叉叉口顶
部距离约为5mm左右,将
基线调节柄紧贴基线变换
顶杆,然后紧固基线调节
柄螺丝。
注意:进行此调整时,请
将此机构的拉簧取下后调
整。请确正一下针摆大齿
轮的针摆凸轮是否转动顺滑。
作用:
调节此机构的作用是让左右基线摆动幅度一致,形成漂亮的线迹
调整值变化时的现象:
针杆摆动叉的高度不准,则左右横列的宽度就不同。
7、送料下曲柄的位置
调整要求:
即使改变缝制尺寸(调节钮孔长度),停车时压脚板的位置不会改变,送布拖板的位置也不会改变。
调整方法:
用手动送布手柄转动主凸轮,当主凸轮刻线与送料下曲柄的滚柱销螺钉中心相对准时,把送布下曲柄的紧固螺丝松开,再把钮孔长度螺母松开,将送布拖板移动到距针板间隙2.5mm时(见图),在送布曲柄体的园弧槽内移动钮孔长度调节螺丝,如压脚不作前后移动说明送料下曲柄的位置是正确的,在送料曲柄体不移动的情况下把送料下曲柄的紧固螺丝加以旋紧。
检查: