电焊工序作业指导书
徐州*******************有限公司企业标准
1. 适用范围
本作业指导书适用于钢铁制件的焊接。
2. 材料
电焊条,电焊丝
3. 设备及工具
3.1 设备:交(直)流电焊机,CO2 保护焊;
3.2 工具:电焊钳、电焊帽、清砂用手锤、尖锤、扁铲等;
4. 工艺过程
4.1 熟悉GB324《焊缝符号表示法》。
4.2 熟悉电焊工常用设备及工具的性能及保养方法。
4.3 接受工作任务后要认真消化图纸和有关工艺文件,备齐所需的各种工艺装备,并检验工艺装备的完好性,正确无误。
4.4 根据工件材料和焊缝要求,选择焊条型号规格和施焊电流,如下的选择电流方法可供参考。
4.4.1 焊条选择应从以下两方面考虑。
a)焊条的种类应依焊接材料及焊缝要求选择。
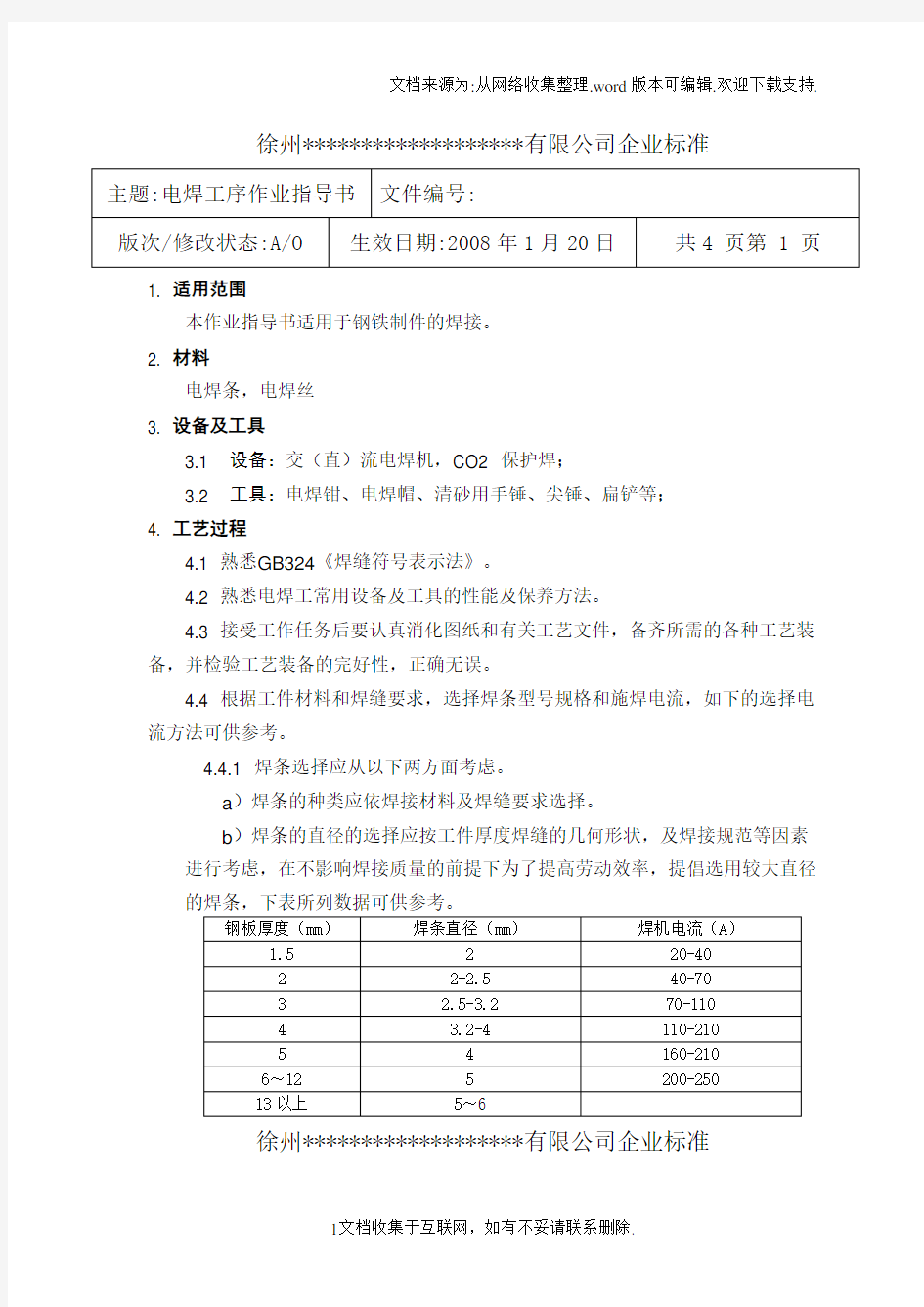
b)焊条的直径的选择应按工件厚度焊缝的几何形状,及焊接规范等因素进行考虑,在不影响焊接质量的前提下为了提高劳动效率,提倡选用较大直径的焊条,下表所列数据可供参考。
徐州*******************有限公司企业标准
4.4.2 焊接电源和焊接电流的选择
a)焊接电源的选择:
焊接电源应按焊条的种类进行选择,焊一般黑色金属如低碳,交直流电机均可使用,交流焊机由于便宜,省电以使用交流焊机为宜,有些材料的焊接性能较差,则用直流焊机比用交流焊机为好,如铸铁、不锈钢,耐热合金以及铜、铝及合金等。
b)焊接电流的选择:应根据焊条的种类和规格选择,在保证焊接质量的前提下(如焊件不过早发红、焊件不得焊穿等)提倡使用大电流焊接。
在一般使用直径4~8mm焊条的情况下,焊接电流可用下式进行粗略计算:
I = K D
式中:I=电流强度;
K = 系数(白垩涂焊条K = 36~50,优质焊条(厚涂药)K
= 40~60);
\\D = 焊条直径(mm)
根据计算的电流值再考虑下列因素具体决定电流大小。
①焊件传热快,使用电流可小,回路电阻高使用电流就要大。
②如果焊条直径不变,焊厚钢板比焊薄钢板电流要大
③竖焊和仰焊用电流要比平焊小15~20%,角焊电流又要大于平焊电流。
4.5 CO2气体保护焊的工艺参数有焊接电流、电弧电压、焊丝直径、焊丝伸出长度、气体流量等。在其采用短路过渡焊接时还包括短路电流峰值和短路电流上升速度。
4.5.1焊接电流和电弧电压短路过渡焊接时,焊接电流和电弧电压周期性
的变化。电流和电压表上的数值是其有效值,而不是瞬时值,一定的焊丝直径
具有一定的电流调节范围。常用焊接电流和电弧电压的范围见表3-18。
4.5.2 焊丝伸出长度是指导电嘴端面至工件的距离。由于CO2焊时选用焊丝较
细,焊接电流流经此段所产生的电阻热对焊接过程有很大影响。生产经验徐州*******************有限公司企业标准