PLC如何控制步进电机
PLC如何控制步进电机
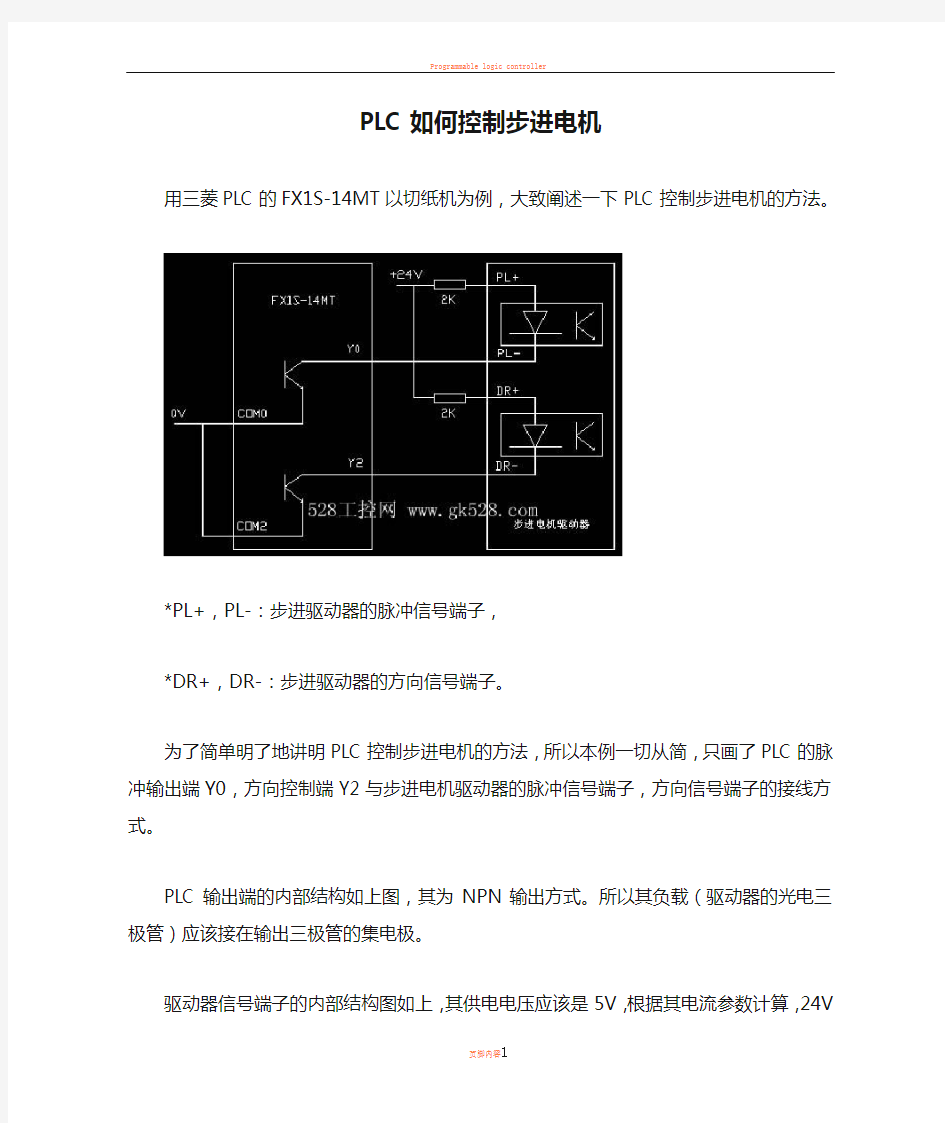
用三菱PLC的FX1S-14MT以切纸机为例,大致阐述一下PLC控制步进电机的方法。
*PL+,PL-:步进驱动器的脉冲信号端子,
*DR+,DR-:步进驱动器的方向信号端子。
为了简单明了地讲明PLC控制步进电机的方法,所以本例一切从简,只画了PLC的脉冲输出端Y0,方向控制端Y2与步进电机驱动器的脉冲信号端子,方向信号端子的接线方式。
PLC输出端的内部结构如上图,其为NPN输出方式。所以其负载(驱动器的光电三极管)应该接在输出三极管的集电极。
驱动器信号端子的内部结构图如上,其供电电压应该是5V,根据其电流参数计算,24V供电应该串联了一个2K左右的电阻。
*个人认为24V串联电阻供电方式比5V供电抗干扰性要好,所以宁愿麻烦多串两个电阻。
电气接线为:X0接启动按钮,X1接停止按钮。X2接切刀位置开关(切刀在下方切纸结束时接通).Y4控制切刀电磁阀。
机械结构大致为:步进电机经过同步带带动压轮(周长40mm),也就是说步进电机转动一圈送纸40mm。切刀由电磁阀带动(实际应用切刀也用步进电机驱动更理想).
根据机械结构与精度要求(误差小于0.1mm),本例将驱动器的设为4细分,也就是驱动器接收到800个脉冲步进电机转一圈,PLC输出一雎龀逅椭?.05mm.
程序如下:
本程序只为说明控制方法,没有认真考虑工作过程要求,程序严密性定然不够,不具备设计参考价值!
第0步:设定基底速度120转/分(一转800个脉冲,1600HZ就是每秒2转),加速时间100ms,最高速度600转/分(一转800个脉冲,8000HZ就是每秒10转)。HZ(赫兹)是频率单位,每秒PLC输出的脉冲个数。
第20步,22步:启动,停止操作。T0的延时有防干扰作用,停止按钮(X1)闭合时间不到100毫秒无效。20步的启动按钮应该再串联一个触点,防止再运行过程中按启动按钮,M0置位。(懒得改程序了)
第26步:按停止按钮不是立刻停止,而是用M1来达到完成一个过程后再停止(送纸后,
切刀完成再停止)
第29步:本例送纸40mm,送纸电机速度600转/分,送纸结束M8147断开置位M2,开始切纸过程。
西门子S 系列PLC控制步进电机进行正反转的方法
1、主程序先正转,等到正转完了就中断,中断中接通个辅助触点(),当闭合,住程序中的反转开始运做。这样子就OK了。 2、用PTO指令让OR 高速脉冲,另一个点如做方向信号,就可以控制正反转了,速度快慢就要控制输出脉冲周期了,周期越短速度越快,如果你速度很快的话请考虑缓慢加速,不然它是启动不了的,如果方向也变的快的话就要还做一个缓慢减速,不然它振动会蛮厉害,而且也会失步。 3、程NETWORK 1 // 用于单段脉冲串操作的主程序(PTO) // 首次扫描时,将映像寄存器位设为低 // 并调用子程序0 LD R 1 CALL SBR_0 NETWORK 1 // 子程序0开始 LD MOVB 16#8D SMB67 // 设置控制字节: // - 选择PTO操作 // - 选择单段操作 // - 选择毫秒增加 // - 设置脉冲计数和周期数值 // - 启用PTO功能 MOVW +500 SMW68 // 将周期设为500毫秒。 MOVD +4 SMD72 // 将脉冲计数设为4次脉冲。 ATCH INT_0 19 // 将中断例行程序0定义为 // 处理PTO完成中断的中断。 ENI // 全局中断启用
PLS 0 // 激活PTO操作,PLS0 =》 MOVB 16#89 SMB67 // 预载控制字节,用于随后的 // 周期改动。 NETWORK 1 // 中断0开始 // 如果当前周期为500毫秒: // 将周期设为1000毫秒,并生成4次脉冲 LDW= SMW68 +500 MOVW +1000 SMW68 PLS 0 CRETI NETWORK 2 // 如果当前周期为1000毫秒: // 将周期设为500毫秒,并生成4次脉冲 LDW= SMW68 +1000 MOVW +500 SMW68 PLS 0序注释 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。 如需进一步了解相关PLC产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城。
用PLC控制步进电机的相关指令说明
用PLC控制步进电机的相关指令 下面介绍的指令只适用于FX1S、FX1N系列的晶体管输出PLC,如高训的FX1N-60MT。这些指令主要是针对用PLC直接联动伺服放大器,目的是可以不借助其他扩展设备(例如1GM模块)来进行简单的点位控制,使用这些指令时最好配合三菱的伺服放大器(如MR-J2)。 然而,我们也可以用这些指令来控制步进电机的运行,如高训810室的实验台架。下面我们来了解相关指令的用法: 1、脉冲输出指令PLSY(FNC57) PLSY指令用于产生指定数量的脉冲。助记法为HZ、数目Y出来。指令执行如下: 2、带加减速的脉冲输出指令PLSR(FNC59) 3、回原点ZRN(FNC156)--------重点撑握 ZRN指令用于校准机械原点。助记法为高速、减速至原点。指令执行如下:
4、增量驱动DRVI(FNC158)--------重点撑握 DRVI为单速增量驱动方式脉冲输出指令。这个指令与脉冲输出指令类似但又有区别, 只是根据数据脉冲的正负多了个转向输出。本指令执行如下: 5、绝对位置驱动指令DRVA(FNC159) 本指令与DRVI增量驱动形式与数值上基本一样,唯一不同之处在于[S1.]: 在增量驱动中,[S1.]指定的是距离,也就是想要发送的脉冲数;而在绝对位置驱动指令中, [S1.]定义的是目标位置与原点间的距离,即目标的绝对位置。
下面以高训810室的设备为例,说明步进电机的驱动方法: 在用步进电机之前,请学员考虑一下几个相关的问题: 1、何谓步进电机的步距角?何为整步、半步?何谓步进电机的细分数? 2、用步进电机拖动丝杆移动一定的距离,其脉冲数是如何估算的? 3、在步进顺控中运用点位指令应注意什么?(切断电源的先后问题!) 步进电机测试程序与接线如下: 1、按下启动按钮,丝杆回原点,5秒钟后向中间移动,2秒后回到原点。
基于PLC的步进电机控制
2014 ~ 2015 学年第 1 学期 《电气控制及PLC 》课程设计报告 题目:步进电机的PLC控制设计 专业:自动化 班级: 11自动化(1)班 姓名:李勇李亚李新明荆欢 贾伟黄龙飞皇甫趁心 指导教师:江春红 电气工程学院 2014年10月31日
1、任务书
摘要 步进电机可以对旋转角度和转动速度进行高精度控制。步进电机作为制执行元件,是电气自动化的关键产品之一, 广泛应用在各种自动化控制系统和精密机械等领域。例如,在仪器仪表,机床设备以及计算机的外围设备中(如打印机和绘图仪等),凡需要对转角进行精确控制的情况下,使用步进电机最为理想。随着微电子和计算机技术的发展,步进电机的需求量与日俱增,在各个国民经济领域都有应用。软件PLC综合了计算机和PLC的开关量控制、模拟量控制、数学运算、数值处理、网络通信、PID调节等功能,通过一个多任务控制内核,提供强大的指令集、快速而准确的扫描周期、可靠的操作和可连接各种I/O系统的及网络的开放式结构。用PLC控制步进电机的定位、转向、调速、细分有很大的优势与前景。此次设计是利用PLC 的控制方法,上位机的监控功能,在试验室进行模拟实现的。试验结果达到了预期的功能。 关键词:软PLC;步进电机;上位机;定位;转向;调速;细分
目录 1引言 0 2.方案论证与对比 0 2.1 方案一 0 2.2 方案二 0 2.3 方案对比与选择 (1) 3、系统设计 (1) 3.1 PLC内部原理 (1) 3.2 二相混合式步进电机工作原理 (3) 3.3 驱动器原理 (4) 3.4硬件与软件设计 (4) 4、组态的设计 (6) 4.1 I/O 口的定义 (6) 4.2 构造数据库 (6) 4.3 建立动画连接 (7) 5、系统功能调试与性能分析 (7) 5.1系统调试中的问题及解决方案 (7) 5.1.1软件调试 (7) 5.1.2、正反转未响应 (8) 5.1.3、定位的误差 (8) 5.1.4、组态设计中的问题 (8) 5.1.5、其它 (8) 6、详细仪器清单 (8) 7、总结与致谢 (8) 参考文献 (10) 附录一梯形图 (11) 附录二源程序 (13)
PLC控制步进电机的实例(图与程序)知识讲解
PLC控制步进电机的实例(图与程序) ·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。 ·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择! ·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。 ·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。 ·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。 ·程序如下图:(此程序只为说明用,实用需改善。) ·说明: ·在原点时将D8140的值清零(本程序中没有做此功能) ·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。 ·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。 ·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI): ·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0 ·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。 ·一般两相步进电机驱动器端子示意图: ·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。 ·V+,GND:为驱动器直流电源端子,也有交流供电类型。 ·A+,A-,B+,B-分别接步进电机的两相线圈。
PLC控制步进电机的实例(图与程序)教学内容
P L C控制步进电机的实例(图与程序)
PLC控制步进电机的实例(图与程序) ·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。 ·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择! ·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。 ·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。 ·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:(此程序只为说明用,实用需改善。) ·说明: ·在原点时将D8140的值清零(本程序中没有做此功能) ·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。 ·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。 ·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作! ·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI): ·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0 ·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。 ·一般两相步进电机驱动器端子示意图: ·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
PLC如何控制步进电机
PLC如何控制步进电机 用三菱PLC的FX1S-14MT以切纸机为例,大致阐述一下PLC控制步进电机的方法。 *PL+,PL-:步进驱动器的脉冲信号端子, *DR+,DR-:步进驱动器的方向信号端子。 为了简单明了地讲明PLC控制步进电机的方法,所以本例一切从简,只画了PLC的脉冲输出端Y0,方向控制端Y2与步进电机驱动器的脉冲信号端子,方向信号端子的接线方式。 PLC输出端的内部结构如上图,其为NPN输出方式。所以其负载(驱动器的光电三极管)应该接在输出三极管的集电极。 驱动器信号端子的内部结构图如上,其供电电压应该是5V,根据其电流参数计算,24V 供电应该串联了一个2K左右的电阻。 *个人认为24V串联电阻供电方式比5V供电抗干扰性要好,所以宁愿麻烦多串两个电阻。 电气接线为:X0接启动按钮,X1接停止按钮。X2接切刀位置开关(切刀在下方切纸结束时接通).Y4控制切刀电磁阀。 机械结构大致为:步进电机经过同步带带动压轮(周长40mm),也就是说步进电机转动一圈送纸40mm。切刀由电磁阀带动(实际应用切刀也用步进电机驱动更理想). 根据机械结构与精度要求(误差小于0.1mm),本例将驱动器的设为4细分,也就是驱动器接收到800个脉冲步进电机转一圈,PLC输出一雎龀逅椭?.05mm. 程序如下: 本程序只为说明控制方法,没有认真考虑工作过程要求,程序严密性定然不够,不具备设计参考价值!
第0步:设定基底速度120转/分(一转800个脉冲,1600HZ就是每秒2转),加速时间100ms,最高速度600转/分(一转800个脉冲,8000HZ就是每秒10转)。HZ(赫兹)是频率单位,每秒PLC输出的脉冲个数。 第20步,22步:启动,停止操作。T0的延时有防干扰作用,停止按钮(X1)闭合时间不到100毫秒无效。20步的启动按钮应该再串联一个触点,防止再运行过程中按启动按钮,M0置位。(懒得改程序了)
步进电机的PLC控制系统设计方案
一、引言 随着微电子技术和计算机技术的发展,可编程序控制器有了突飞猛进的发展,其功能已远远超出了逻辑控制、顺序控制的范围,它与计算机有效结合,可进行模拟量控制,具有远程通信功能等。有人将其称为现代工业控制的三大支柱<即PLC,机器人,CAD/CAM)之一。目前可编程序控制器 FP1内部有高速计数器,可同时输入两路脉冲,最高计数频率为10kHz,计数范围-8388608~+8388607。 (3> 输入延时滤波 FP1的输入端采用输入延时滤波,可防止因开关机械抖动带来的不可靠性,其延时时间可根据需要进行调节,调节范围为 1ms~128ms。 (4> 中断功能 FP1的中断有两种类型,一种是外部硬中断,一种是内部定时中断。 2、步进电机的速度控制 FP1有一条SPD0指令,该指令配合HSC和Y7的脉冲输出功能可实现速度及位置控制。速度控制梯形图见图1,控制方式参数见图2,脉冲输出频率设定曲线见图3。 图1 速度控制梯形图 实训课题三 PLC实现步进电机正反转和调速控制 一、实验目的 1、掌握步进电机的工作原理 2、掌握带驱动电源的步进电机的控制方法 3、掌握DECO指令实现步进电机正反转和调速控制的程序 二、实训仪器和设备 -48MR PLC一台 1、FX 2N 2、两相四拍带驱动电源的步进电机一套 3、正反切换开关、起停开关、增减速开关各一个 三、步进电机工作原理 步进电机是纯粹的数字控制电动机,它将电脉冲信号转换成角位移,即给一个脉冲信号,步进电机就转动一个角度,图3-1是一个三相反应式步进电机结图。从图中可以看出,它分成转子和定子两部分。定子是由硅钢片叠成,定子上有六个磁极(大极),每两个相对的磁极(N、S极)组成一对。共有3对。每对磁极都绕有同一绕组,也即形成1相,这样三对磁极有3个绕组,形成三相。可以得出,三相步进电机有3对磁极、3相绕组;四相步进电机有4对磁极、四相绕组,依此类推。 反应式步进电动机的动力来自于电磁力。在电磁力的作用下,转子被强行推动到最大磁导率(或者最小磁阻)的位置,如图3-1(a)所示,定子小齿与转子小齿对齐的位置,并处于平衡状态。对三相异步电动机来说,当某一相的磁极处于最大导磁位置时,另外两相相必处于非最大导磁位置,如图3-1(b)所示,即定子小齿与转子小齿不对齐的位置。 把定子小齿与转子小齿对齐的状态称为对齿,把定子小齿与转子小齿不对齐的状态称为错齿。错齿的存在是步进电机能够旋转的前提条件,所以,在步进电机的结构中必须保证有错齿的存在,也就是说,当某一相处于对齿状态时,其它绕组必须处于错齿状态。 本实验的电机采用两相混合式步进电机,其内部上下是两个磁铁,中间是线圈,通了直流电以后,就成了电磁铁,被上下的磁铁吸引后就产生了偏转。因为 实验名称:步进电机正反转的PLC控制 一、实验目的 了解步进电机运转的基本原理和步进电机控制系统的基本组成,熟练运用梯形图语言进行编程,掌握用PLC控制系统控制步进电机正反转的方法。 二、实验要求 1)通过查找相关资料和教师讲解了解步进电机运转的基本原理和步进电机 控制系统的基本组成; 2)以实验室西门子SIMATIC S7-200为硬件设备,认识掌握用PLC控制系统 控制步进电机正反转的方法; 3)学习STEP7-Micro/WIN4.0软件,运用梯形图语言进行编程。 三、实验设备 1)西门子SIMATIC S7-200 PLC硬件系统 2)西门子SIMATIC S7-200 PLC编程软件STEP7-Micro/WIN4.0 3)SH全系列步进电机驱动器SH-3F075 四、实验原理 1、PLC控制系统I/O分配表 2、PLC电气接线图 24 伏 电 源 步 进 电 机 步 进 电 机 驱 动 器 7-200 图1 PLC电气接线图 3、程序代码(梯形图) 图2 电机停止梯形图 (1)按下停止键,I0.0接通,脉冲输出功能关闭,电机停止。 图3 电机正转梯形图 (2)按下正转键,I0.1接通,方向电平复位,脉冲输出功能PWM输出脉冲周 期为2000um,脉宽为1000um的脉冲,电机正转。 注:寄存器说明 SM77.0 PWM update cycle time value 0 = no update; 1 = update cycle time SM77.1 PWM update pulse width time value 0 = no update; 1=update pulse width SM77.3 PWM time base select 0 = 1 us/tick; 1 = 1ms/tick SM77.4 PWM update method: 0 = asynchronous update, 1 = synchronous update SM77.6 PWM mode select 0 = selects PTO; 1 = selects PWM SM77.7 PWM enable 0 = disables PWM; 1 = enables PWM SMW78 :PWM cycle time value (range: 2 to 65535) SMW80 :PWM pulse width value (range: 0 to 65535) PLC 控制步进电机的应用案例1(利用PLSY 指令) 任务: 利用PLC 作为上位机,控制步进电动机按一定的角度旋转。控制要求:利用PLC 控制步进电机顺时针2周,停5秒,逆时针转1周,停2秒,如此循环进行,按下停止按钮,电机马上停止(电机的轴锁住)。 1、系统接线 PLC 控制旋转步进驱动器,系统选择内部连接方式。 2、I/O 分配 X26——启动按钮,X27——停止按钮;Y1——脉冲输出,Y3——控制方向。 3、细分设置 在没有设置细分时,歩距角是1.8 0,也即是200脉冲/转,设置成N 细分后,则是200*N 脉冲/转。假设要求设置5细分,则是1000脉冲/转。 4、编写控制程序 控制程序可以用步进指令STL 编写,用PLSY 指令产生脉冲,脉冲由Y1输出,Y3控制方向。 5、脉冲输出指令(PLSY )的使用 PLSY K1200D1Y0 [S1.] [S2.][D.]X10 Y0 脉冲输出指令PLSY 用来产生指令数量的脉冲。[S1.]用来指定脉冲频率(2~20000Hz ), [S2.]指定脉冲的个数(16位指令的范围为1~32767,32位指令则为1~2147483647)。如果指定脉冲数为0,则产生无穷多个脉冲。指定脉冲输出完成后,完成标志M8029置1。如上图所示,当X10由ON 变为OFF 时,M8029复位,停止输出脉冲。若X10再次变为ON 则脉冲从头开始输出。 注意:PLSY 指令在程序中只能使用一次,适用于晶体管输出类型的PLC 。 6、控制流程图 M0)正转 T0 K50)停5秒 M1) Y3)反转 T1 K20)停2秒 7、梯形图程序(参考) P L C控制步进电机的应 用案例 Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN# P L C控制步进电机的应用案例1(利用P L S Y指令)任务: 利用PLC作为上位机,控制步进电动机按一定的角度旋转。控制要求:利用PLC控制步进电机顺时针2周,停5秒,逆时针转1周,停2秒,如此循环进行,按下停止按钮,电机马上停止(电机的轴锁住)。 1、系统接线 PLC控制旋转步进驱动器,系统选择内部连接方式。 2、I/O分配 X26——启动按钮,X27——停止按钮;Y1——脉冲输出,Y3——控制方向。 3、细分设置 在没有设置细分时,歩距角是,也即是200脉冲/转,设置成N细分后,则是200*N脉冲/转。假设要求设置5细分,则是1000脉冲/转。 4、编写控制程序 控制程序可以用步进指令STL编写,用PLSY指令产生脉冲,脉冲由Y1输出,Y3控制方向。 5、脉冲输出指令(PLSY)的使用 脉冲输出指令PLSYM8029置1。如上图所示,当X10由ON变为OFF时,M8029复位,停止输出脉冲。若X10再次变为ON则脉冲从头开始输出。 注意:PLSY指令在程序中只能使用一次,适用于晶体管输出类型的PLC。 6、控制流程图 7、梯形图程序(参考) 8、制作触摸屏画面 PLC控制步进电机的应用案例2(利用定时器T246产生脉冲) 任务: 利用步进电机驱动器可以通过PLC的高速输出信号控制步进电机的运动方向、运行速度、运行步数等状态。其中:步进电机的方向控制,只需通过控制U/D-端的On和Off就能决定电机的正传或者反转;将光耦隔离的脉冲信号输入到CP端就能决定步进电机的速度和步数;控制FREE 信号就能使电机处于自由转动状态。 1、系统接线 系统选择外部连接方式。PLC控制左右、旋转、上下步进驱动器的其中一个。 CP+端、U/D+端——+24VDC;CP-——Y0;U/D-——Y2;PLC的COM1——GND; A、A-——电机A绕组; B、B-——电机B绕组 2、I/O分配 X0—正转/反转方向,X1—电机转动,X2—电机停止,X4—频率增加,X5—频率减少; Y0—脉冲输出,Y2—方向。 3、编写控制程序 4、制作触摸屏画面 PLC控制步进电机的应用案例3(利用FX2N-1PG产生脉冲) 任务: 应用定位脉冲输出模块FX2N-1PG,通过步进驱动系统对机器人左右、旋转、上下运动进行定位控制。控制要求:正向运行速度为1000Hz,连续输出正向脉冲,加减速时间为100ms, 1、系统接线 系统选择外部连接方式。PLC通过FX2N-1PG控制左右、旋转、上下步进驱动器的其中一个。 论文 PLC在步进电机控制中的应用 作者任志兵 摘要 在本篇论文中,主要讲述工厂中常用的步进电机用PLC进行控制的方法和应用。 传统的步进电机控制部分一般采用数字集成电路系列中的基本门电路和触发电路组成,随着大规模集成电路的发展,一些厂家开发出专用的集成化电路芯片,由于程序编写的多样性,和软件为厂家加密,不易拷贝和更改,硬件对于环境和温度的要求很高,不利于在条件恶劣的工作环境下运行。 随着PLC的发展,它是集微机技术、自动化技术、通讯技术于一体的通用工业控制装置,它可靠性强、性能价格比高、使用方便,已在工业控制的各个领域里得到了极为广泛的应用,成为工业自动化的一种强有力的工具。 采用PLC通过驱动器来控制步进电机运转是一种理想的技术方案,控制面板采用工业通用的触摸屏,在触摸屏上设定移动的速度、距离、和方向等参数。PLC读入这些设定值后,通过运算产生脉冲、方向信号,控制步进电机的驱动器,达到对距离、速度、方向控制的目的。 关键词: Abstract In the tractate , It tell of the PLC control step electric motor ways and application, Traditionally step electric motor to adopt a basic door within numerical integrated circuit series electric circuit generally into the electrical engineering control part with trigger electric circuit to constitute, along with the development of the large scale integration, some factories develop an appropriative integration to turn the electric circuit chip, because the procedure write of diverse sex, encrypt for the factory house and software, copy and change not easily, the hardware's request toward the environment and the temperature is very high, disadvantage in in the condition the bad work environment descend movement. Along with the PLC development, it is the in general use industrial control that gathers a tiny machine technique,the automation technique,the communication technique in the integral whole to equip, its credibility is strong,the function price ratio is high,the usage convenience, have already got an extremely extensive application in each realm of the industrial control, become a kind of powerful tool of the industrial automation. Adopt the PLC passes an actuator to control to tread is a kind of ideal technique project into the electrical engineering operation, the control panel adoption the industrial in general use touch hold, in touching to hold the enactment move of speed,distance,with direction etc. parameter.The PLC passes the operation creation pulse,the direction signal after read into these initial values, controling to tread into the actuator of the electrical engineering, attain to be apart from,speed,direction control of purpose. Keywords: PLC对步进电机的直接控制 摘要 在现实生活中步进电机已被广泛地应用于生产,生活中。 本课题的核心处理器是三菱FX2N系列的PLC。其中的PLC的程序主要包括:主程序,手动调速,自动和手动四大块。手动调速部分,自动部分和手动部分都可以通过主程序相互连接在一起。手动调速部分中可实现加减速,正反转功能。手动部分中分成三个小状态:快进、工进和快退,通过按钮进入这些状态。自动部分则是通过一个按钮把手动部分的三个状态实现。 关键词:三菱PLC;步进电机控制;步进电机的驱动电路 1引言 步进电机是一种将电脉冲信号转换成直线位移或角位移的执行元件。步进电机的输出位移量与输入脉冲个数成正比,其转速与单位时间内输入的脉冲数成正比,其转向与脉冲分配到步进电机的各相绕组的相序有关。 可编程序控制器是适应工业环境、简单易懂、操作方便、可靠性高的新一代通用工业控制装置。它以微处理器为基础,综合了计算机技术、自动控制技术和通信技术,使用面向过程、面向用户的简单编程语言。 1.2步进电机控制的基本控制 从结构上看,步进电机分为三相、四相、五相等类型,本论文则以五相为主。五相步进电机的工作方式有五相五拍和五相十拍2种,下面具体加以阐述: 1.2.1换相顺序控制 通电换相这一过程称为脉冲分配。例如,五相步进电机在五拍的工作方式下,其各相通电顺序为A→B→C→D→E→A,通电控制脉冲必须严格按照这一顺序分别控制A、B、C、D、E相的通断,五相十拍的通电顺序为A→AB→B→BC→C→CD→D→DE→E→EA。 1.2.2步进电机转向控制 如果给定工作方式正序换相通电,步进电机正转。若步进电机的励磁方式为五相十拍,即A→AB→B→BC→C→CD→D→DE→E→EA。如果按反序通电换相,即A →AE→E→ED→D→DC→C→CB→B→BA→A,则电机就反转。其他方式情况类似。 1.2.3步进电机的速度控制 如果给步进电机发一个脉冲,步进电机就转一步,再发一个脉冲,再转一步。2个脉冲的间隔越短,步进电机就转得越快。调整送给步进电机的脉冲频率,就可以对步进电机进行调速。 1.2.4步进电机启停控制PLC实现步进电机的正反转及调整控制
(整理)PLC控制步进电机正反转.
PLC控制步进电机的应用案例
PLC控制步进电机的应用案例
PLC与步进电机
PLC对步进电机的直接控制