普通滚花信息
普通滚花信息
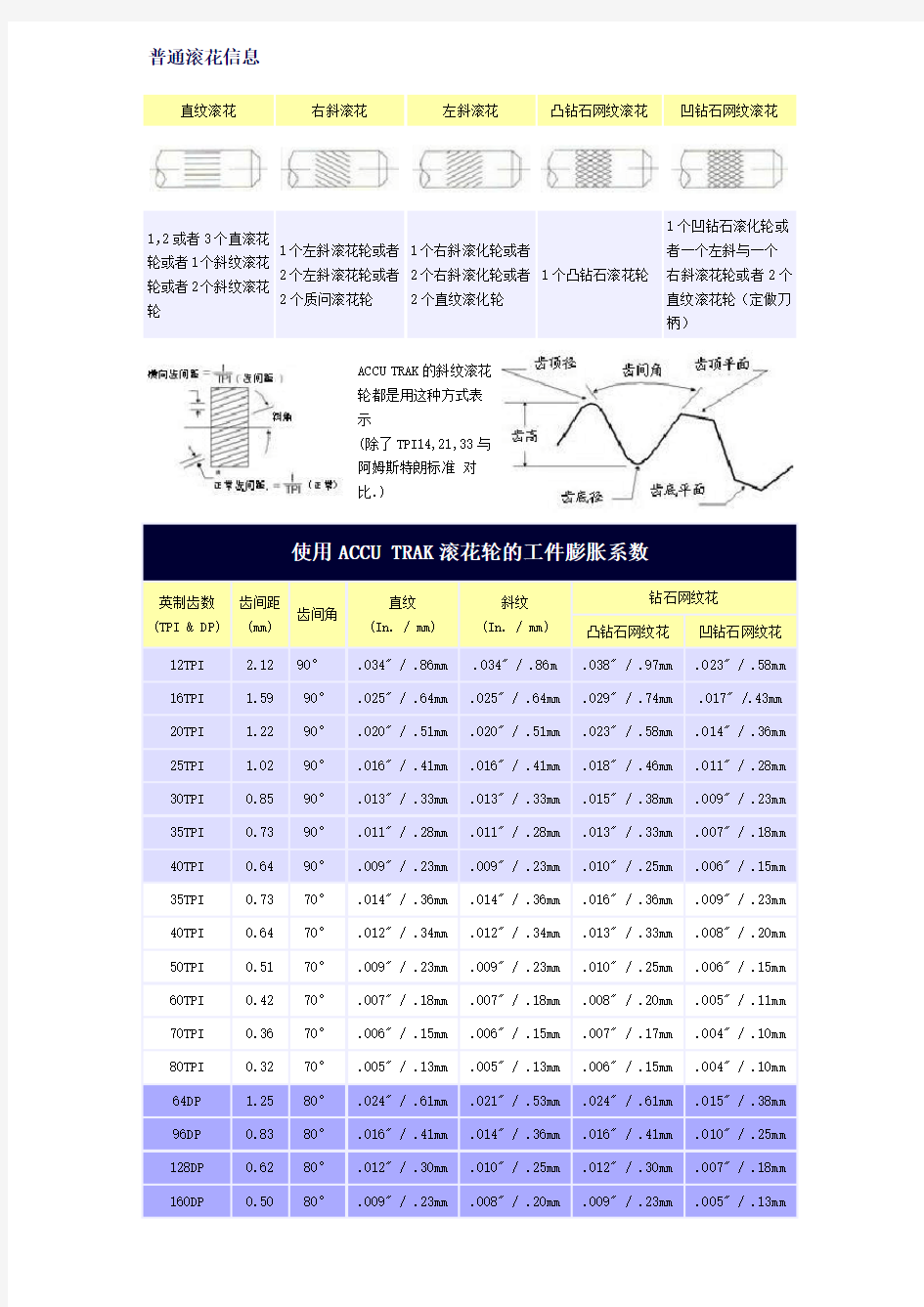
直纹滚花右斜滚花左斜滚花凸钻石网纹滚花凹钻石网纹滚花
1,2或者3个直滚花
轮或者1个斜纹滚花
轮或者2个斜纹滚花
轮
1个左斜滚花轮或者
2个左斜滚花轮或者
2个质问滚花轮
1个右斜滚化轮或者
2个右斜滚化轮或者
2个直纹滚化轮
1个凸钻石滚花轮
1个凹钻石滚化轮或
者一个左斜与一个
右斜滚花轮或者2个
直纹滚花轮(定做刀
柄)
ACCU TRAK的斜纹滚花
轮都是用这种方式表
示
(除了TPI14,21,33与
阿姆斯特朗标准对
比.)
使用ACCU TRAK滚花轮的工件膨胀系数
英制齿数
(TPI & DP)
齿间距
(mm)
齿间角
直纹
(In. / mm)
斜纹
(In. / mm)
钻石网纹花
凸钻石网纹花凹钻石网纹花12TPI 2.12 90°.034" / .86mm .034" / .86m .038" / .97mm .023" / .58mm 16TPI 1.59 90°.025" / .64mm .025" / .64mm .029" / .74mm .017" /.43mm 20TPI 1.22 90°.020" / .51mm .020" / .51mm .023" / .58mm .014" / .36mm 25TPI 1.02 90°.016" / .41mm .016" / .41mm .018" / .46mm .011" / .28mm 30TPI 0.85 90°.013" / .33mm .013" / .33mm .015" / .38mm .009" / .23mm 35TPI 0.73 90°.011" / .28mm .011" / .28mm .013" / .33mm .007" / .18mm 40TPI 0.64 90°.009" / .23mm .009" / .23mm .010" / .25mm .006" / .15mm 35TPI 0.73 70°.014" / .36mm .014" / .36mm .016" / .36mm .009" / .23mm 40TPI 0.64 70°.012" / .34mm .012" / .34mm .013" / .33mm .008" / .20mm 50TPI 0.51 70°.009" / .23mm .009" / .23mm .010" / .25mm .006" / .15mm 60TPI 0.42 70°.007" / .18mm .007" / .18mm .008" / .20mm .005" / .11mm 70TPI 0.36 70°.006" / .15mm .006" / .15mm .007" / .17mm .004" / .10mm 80TPI 0.32 70°.005" / .13mm .005" / .13mm .006" / .15mm .004" / .10mm 64DP 1.25 80°.024" / .61mm .021" / .53mm .024" / .61mm .015" / .38mm 96DP 0.83 80°.016" / .41mm .014" / .36mm .016" / .41mm .010" / .25mm 128DP 0.62 80°.012" / .30mm .010" / .25mm .012" / .30mm .007" / .18mm 160DP 0.50 80°.009" / .23mm .008" / .20mm .009" / .23mm .005" / .13mm
景观设计常见尺寸-参考模板
景观设计常见尺度规范整理 一、消防 1.消防车道宽度不应小于4m。转弯半径不应小于9~10m,重型消防车不应小于12m,穿过建筑物门洞时其净高不应小于4m,供消防车操作的场地坡度不宜大于3%。 2.高层建筑的周围应设有环形消防车道。当设环形消防车道困难时,可沿高层建筑俩个长边设置消防车道。 3.消防车道距高层建筑外墙宜大于5m,消防车道上空4m范围内不应有障碍物。 4.小区内尽端式道路不宜大于120m,应设置不小于12m*12m消防回车场。(考虑到车行方便,及景观效果一般尽端路超过35m,设回车场)。回车场模式见下图(m)。 5.尽端式消防车道应设回车道或回车场。多层建筑群回车场面积不应小于12m*12m,高层建筑回车场面积不宜小于15m*15m,供大型消防车的回车场不宜小于18m*18m。 “L”形“T”形“O”形
注:图中下限值适用于小汽车(车长5m,最小转弯半径6m);上限值适用于大汽车(车长8~9m,最小转弯半径10m) 二、车道 1.道路纵坡 注:1.摘自《城市居住区规范设计规范》(GB 50180—93)(2002年版) 2.L为坡长。 1.2在地形坡度较大的个别困难地段,道路纵坡极限值不宜大于11%,其坡长不大于80m,路面应由防滑措施。 2.道路纵坡 机动车、非机动车道路横向坡为1.5%~2.5%。 人行道横坡为1.0%~2.0% 3.道路宽度 3.1居住区级道路:红线宽度不宜小于20m。 3.2 小区级道路:路面宽6.0~9.0m;建筑控制线之间的宽度,需敷设供热管线的不宜小于14m;无供热管线的不宜小于10m; 3.3 组团路:路面宽3m-5m;建筑控制线之间的宽度,需敷设供热管线的不宜小于10m;无供热管线的不宜小于8m; 3.4 宅间小路:路面宽不宜小于2.5m; 3.5 双车道:W=6.0~9.0m(场地主干道双车道宽度,小型车双车道最小宽6米,大型车双车道最小宽7米) 单车道: W=3.5~4m;(车道兼具回车通道作用,应按照停车场标准设计车道宽度)4.转弯半径 机动车最小转弯半径:(道路内路牙最小半径) 6.0m:车长不超过5米的三轮车、小型车。 9.0m:车长6-9米的一般二轴载重汽车、中型车。 12.0m:车长10米以上的的铰接车、大型货车、大型客车等大型车。 基地出入口转弯半径应适量加大。 5.道路与建筑物间距 道路边缘至建、构筑物的最小距离(m)表
滚花
优质课参评教案课 题 滚花 学习目标知识目标: 1.能选用、装夹滚花刀。 2.能确定滚花前工件的直径。 3.掌握滚花的工作要点,具备滚花的技能。重点 1、滚花前工件直径的确定。 2、滚花的方法。 难点 1、滚花时的工作要点和滚花的技能。 教具工具、刃具:90度外圆车刀、切断刀、双轮滚花刀、游标卡尺和毛坯件等。 设备(仪器):CA6140车床,多媒体。 教 学 方 法 讲练结合法,归纳总结法。 教学指导思想教学中,坚持理论够用原则,即:基础理论够用、实用,强化实践环节,突出实际运用的原则。通过讲解、图片、多媒体演示等手段让学生掌握基本的理论知识,然后再通过动作示范、重点地方强调,并通过实践练习让学生掌握用滚花的基本技能。 操作要领1、工件装夹要牢靠 2、滚花刀对中心,尾部向左偏移3°~5°。 3、切削用量的选择。 4、开始滚压时挤压力要大且猛,滚轮表面1/2 ~ 1/3的宽度与工件接触。
教案附页教学内容、方法、教学过程附记理论知识 一、滚花的花纹 滚花——在车床上用滚花刀在工件表面上滚压出花纹的加工。 滚花过程是利用滚花刀的滚轮来滚压工件表面的金属层,使其产生一定的塑性变形而形成花纹。 滚花的目的:增大摩擦力或使零件表面美观。 二:滚花的种类和标记 标记:直纹m0.2 GB/T6403.3—1986 标记:网纹m0.5 GB/T6403.3—1986 花纹的粗细由节距P决定,并用模数m区分。模数越大,花纹越粗。 直径大选用大模数花纹,直径小选用小模数花纹。 注: 按照国家标准规定,—零件上的滚花等网状结构,应用粗实线完全或部分的表示出来。 三、滚花刀的种类 1.单轮滚花刀 由直纹滚轮和刀柄组成,用来滚直纹。由常见的图片引入新课。 由图片引导学生说出两种花纹 有图片和实物介绍滚花刀的种类和作用
救护车尺寸设计参考
120救护车设计参数指导 一、普通救护车 外形尺寸(mm) 长×宽×高 5680,5780×2000×2615,2815,2865,2975、
二、救护车医疗舱标准配置: 1、ABS刹车系统 2、中控门锁 3、驾驶室电动窗 4、原装进口发动机 5、驾驶室冷暖空调;医疗舱结构:全套医用甲级环保材料压模成型,无缝设计,边角圆弧处理。整体侧壁系统:L型药品柜,左侧长条吊柜(首创卷帘门),双氧气柜,杂物柜,双层设备架,顶置多功能模块,暗藏式一体化洗手池,U型整体防滑易洗地板等。供电与照明系统:智能化薄膜电控系统,自动显示,分级保护,1000W逆变电源(含独立电池组)可供220V/12V电源,内嵌式长条灯组,圆型射灯4个,舱外照明灯4个。空调系统:顶部下挂出风口8组,方向可调,冷热均匀分流,前后舱独立控制。
基础医疗配置:双氧气瓶,自动切换系统,气动负压吸引系统(国内首创),圆型紫外线杀菌灯,自动上下担架床,铲式担架,内、外科急救箱。三色器械软包,折叠式医生座椅,三人长条座椅,内嵌式输液盒2个。警式系统 :一体式LED爆闪头灯4个,两侧LED爆闪长云灯8个,前珊暗嵌式LED爆闪云灯2个,100W变频警报控制系统。
三、其它配置: 倒车后监视系统:双向排风系统,长条站位扶手2根,上车扶手2根,电子钟,12V前后对讲系统,侧拉式气动伸缩踏板,反光警示彩条 简易配置: 1.国际流行救护车高顶及外型 2. 爆闪灯 3.密封中隔断(带玻璃窗) 4.不锈钢医疗柜 5. 警灯警报系统 6. 上车后踏板 7. 随车工具 8.救护座椅 10.氧气瓶架 11、灯光照明系统. 12.普通担架 13.输液架 14. .温度计 15.前后对讲系统 16.喷雾消毒器 17.车外国际救护标志。
GB中常用标准件标准
GB中常用标准 GB中常用标准 螺栓和螺柱 六角头螺栓 GB/T27-1988六角头铰制孔用螺栓A级 GB/T27-1988六角头铰制孔用螺栓B级 GB/T31.1-1988六角头螺杆带孔螺栓-A级和B级GB/T31.2-1988A型六角头螺杆带孔螺栓-细杆-B级GB/T31.2-1988B型六角头螺杆带孔螺栓-细杆-B级GB/T5780-2000六角头螺栓C级 GB/T5781-2000六角头螺栓-全螺纹-C级 GB/T5782-2000六角头螺栓 GB/T5783-2000六角头螺栓-全螺纹 GB/T5784-1986六角头螺栓-细杆-B级 GB/T5785-2000六角头螺栓-细牙 GB/T5786-2000型六角头螺栓-细牙-全螺纹 其它螺栓 GB/T8-1988方头螺栓C级 GB/T 10-1988沉头方颈螺栓 GB/T 11-1988沉头带榫螺栓 GB/T 37-1988T形槽用螺栓 GB/T 798-1988活节螺栓 GB/T 799-1988地脚螺栓 GB/T 800-1988沉头双榫螺栓 GB/T 794-1993加强半圆头方颈螺栓A型 GB/T 794-1993加强半圆头方颈螺栓B型 双头螺柱 GB/T897-1988双头螺柱B型 GB/T 898-1988双头螺柱B型 GB/T 899-1988双头螺柱B型 GB/T 900-1988双头螺柱B型 GB/T 901-1988等长双头螺柱-B级 GB/T 953-1988等长双头螺柱-C级 螺母 六角螺母 1型六角螺母C级(GB41-86) GB56-1988六角厚螺母 GB808-1988小六角特扁细牙螺母
机械设计行业GB中常用标准
GB中常用标准 螺栓和螺柱 六角头螺栓 GB/T27-1988六角头铰制孔用螺栓A级 GB/T27-1988六角头铰制孔用螺栓B级 GB/T31.1-1988六角头螺杆带孔螺栓-A级和B级GB/T31.2-1988A型六角头螺杆带孔螺栓-细杆-B级GB/T31.2-1988B型六角头螺杆带孔螺栓-细杆-B级GB/T5780-2000六角头螺栓C级 GB/T5781-2000六角头螺栓-全螺纹-C级 GB/T5782-2000六角头螺栓 GB/T5783-2000六角头螺栓-全螺纹 GB/T5784-1986六角头螺栓-细杆-B级 GB/T5785-2000 六角头螺栓-细牙 GB/T5786-2000 型六角头螺栓-细牙-全螺纹 GB/T5787-1986 六角头法兰面螺栓 其它螺栓 GB/T8-1988 方头螺栓C级 GB/T 10-1988 沉头方颈螺栓 GB/T 11-1988 沉头带榫螺栓 GB/T 37-1988 T形槽用螺栓 GB/T 798-1988 活节螺栓 GB/T 799-1988 地脚螺栓 GB/T 800-1988 沉头双榫螺栓 GB/T 794-1993 加强半圆头方颈螺栓A型 GB/T 794-1993 加强半圆头方颈螺栓B型 双头螺柱 GB/T897-1988 双头螺柱B型 GB/T 898-1988 双头螺柱B型 GB/T 899-1988 双头螺柱B型 GB/T 900-1988 双头螺柱B型 GB/T 901-1988 等长双头螺柱-B级 GB/T 953-1988 等长双头螺柱-C级
螺母 六角螺母 1型六角螺母C级(GB41-86) GB56-1988六角厚螺母 GB808-1988小六角特扁细牙螺母 GB/T6170-2000(1型六角螺母) GB/T6171-2000(1型六角螺母-细牙) GB/T6172.1-2000六角薄螺母 GB/T6173-2000六角薄螺母-细牙 GB/T6174-2000六角薄螺母-无倒角 GB/T6175-2000(2型六角螺母) GB/T6176-2000(2型六角螺母-细牙) GB/T6177.1-2000六角法兰面螺母 GB/T6177.2-2000六角法兰面螺母细牙 六角锁紧螺母 GB/T6184-2000(1型全金属六角锁紧螺母) GB/T6185.1-2000(2型全金属六角锁紧螺母) GB/T6185.2-2000(2型全金属六角锁紧螺母-细牙) GB/T6186-2000(2型全金属六角锁紧螺母-9级) 六角开槽螺母 GB6179-1986(1型六角开槽螺母-C级) GB6180-1986(2型六角开槽螺母-A级和B级) GB6181-1986六角开槽薄螺母-A和B级 GB9457-1988(1型六角开槽螺母) GB9458-1988(2型六角开槽螺母-细牙-A级和B级) GB9459-1988六角开槽薄螺母 GB6178-1986(1型六角开槽螺母-A和B级) 圆螺母 GB810-1988小圆螺母 GB817-1988带槽圆螺母 GB812-1988圆螺母 滚花高螺母
室内设计尺寸参考数据
1、墙面尺寸 (1)踢脚板高;80—200mm。 (2)墙裙高:800—1500mm。 (3)挂镜线高:1600—1800(画中心距地面高度)mm。 2.餐厅 (1) 餐桌高:750—790mm。 (2) 餐椅高;450—500mm。 (3) 圆桌直径:二人500mm.二人800mm,四人900mm,五人1100mm,六人1100-1250mm,八人1300mm,十人l500mm,十二人1800mm。 (4) 方餐桌尺寸:二人700×850(mm),四人1350×850(mm),八人2250×850(mm), (5) 餐桌转盘直径;700—800mm。 (6) 餐桌间距:(其中座椅占500mm)应大于500mm。 (7) 主通道宽:1200—1300mm。 (8) 内部工作道宽:600—900mm。 (9) 酒吧台高:900—l050mm,宽500mm。 (10) 酒吧凳高;600一750mm。 3.商场营业厅 (1)单边双人走道宽:1600mm。 (2)双边双人走道宽:2000mm。 (3)双边三人走道宽:2300mm。 (4)双边四人走道宽;3000mm。(5)营业员柜台走道宽:800mm。 (6)营业员货柜台:厚600mm,高:800—l 000mm。 (7)单*背立货架:厚300—500mm,高:1800—2300mm。 (8)双*背立货架;厚;600—800mm,高:1800—2300mm (9)小商品橱窗:厚:500—800mm,高:400—1200mm。 (10)陈列地台高:400—800mm。 (11)敞开式货架:400—600mm。 (12)放射式售货架:直径2000mm。 (13)收款台:长:1600mm,宽:600mm 4.饭店客房 (1)标准面积:大:25平方米,中:16—18平方米,小:16平方米。 (2)床:高:400—450mm,床*高:850—950mm。 (3)床头柜:高500—700mm;宽:500—800mm。 (4)写字台:长;1100—1500mm;宽450—600mml高700—750mm。 (5)行李台,长9l0—1070mm宽500mm高400mm。 (6)衣柜:宽:800—1200mm高1600—2000mm深500mm。 (7)沙发:宽:600一800mm高:350—400mm*背高1000mm (8)衣架高:1700—1900mm。 5.卫生间 (1)卫生间面积;3—5平方米。
螺栓性能、等级、材质、选用标准、表面处理知识
螺栓等级 螺栓性能等级分、、、、、、、、等10余个等级,其中级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如: 性能等级级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达400×=240MPa级 性能等级级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达1000×=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释 度量释义 度量:当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸= mm 3/8¢¢× = 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#,10#,12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。 (一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。等级数目越大公差越小。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大30%。1B级比2B级大50%,比3B级大75%。
网站页面设计尺寸参考
网站页面设计标准尺寸,网站页面设计尺寸参考 1、800*600下,网页宽度保持在778以内,就不会出现水平滚动条,高度则视版面和内容决定。 2、1024*768下,网页宽度保持在1002以内,就不会出现水平滚动条,高度则视版面和内决定。 3、在ps里面做网页可以在800*600状态下显示全屏,页面的下方又不会出现滑动条,尺寸为740*560左右 4、1024*768 下网页的尺寸:width=955,height=600 800*600 下网页的尺寸:width=760,height=420 一般分辨率在800*600的情况下,页面的显示尺寸为:780*428px; 分辨率在640*480的情况下,页面的显示尺寸为:620*311px; 分辨率在1024*768的情况下,页面的显示尺寸为:1007*600px 页面长度原则上不超过3屏,宽度不超过1屏 每个标准页面为A4幅面大小,即8.5*11英寸 全尺寸banner为468*60px,半尺寸banner为234*60px,小banner为88*31px 另外120*90,120*60也是小图标的标准尺寸 每个非首页静态页面含图片字节不超过60K,全尺寸banner不超过14K 标准网页广告尺寸规格: 一、120*120,这种广告规格适用于产品或新闻照片展示。 二、120*60,这种广告规格主要用于做LOGO使用。 三、120*90,主要应用于产品演示或大型LOGO。 四、125*125,这种规格适于表现照片效果的图像广告。 五、234*60,这种规格适用于框架或左右形式主页的广告链接。 六、392*72,主要用于有较多图片展示的广告条,用于页眉或页脚。 七、468*60,应用最为广泛的广告条尺寸,用于页眉或页脚。 八、88*31,主要用于网页链接,或网站小型LOGO。 广告形式像素大小最大尺寸备注 BUTTON 120*60(必须用gif) 7K 215*50(必须用gif) 7K 通栏760*100 25K 静态图片或减少运动效果 430*50 15K
螺钉规格标准——GB标准
螺钉规格标准——GB标准【发布时间:2006-08-24 08:48:24 浏览次数:1677 】 规格标准——GB标准 开槽圆柱头螺钉GB /T 65-2000 开槽盘头螺钉GB /T 67-2000 开槽沉头螺钉GB /T 68-2000 开槽半沉头螺钉GB /T 69-2000 内六角圆柱头螺钉GB /T 70.1-2000 内六角平圆头螺钉GB /T 70.2-2000 内六角沉头螺钉GB /T 70.3-2000 开槽锥端紧定螺钉GB 71-85 开槽锥端定位螺钉GB 72-88 开槽平端紧定螺钉GB 73-85 开槽凹端紧定螺钉GB 74-85 开槽长圆柱端紧定螺钉GB 75-85 内六角平端紧定螺钉GB /T 77-2000 内六角锥端紧定螺钉GB /T 78-2000 内六角圆柱端紧定螺钉GB /T 79-2000 内六角凹端紧定螺钉GB /T 80-2000 方头长圆柱球面端紧定螺钉GB 83-88 方头凹端紧定螺钉GB 84-88
方头长圆柱端紧定螺钉GB 85-88 方头短圆柱锥端紧定螺钉GB 86-88 十字槽盘头螺钉GB /T 818-2000 六角头不脱出螺钉GB 838-88 滚花头不脱出螺钉GB 839-88 塑料滚花头螺钉GB 840-88 开槽球面圆柱头轴位螺钉GB 946-88 开槽球面大圆柱头螺钉GB 947-88 开槽沉头不脱出螺钉GB 948-88 开槽半沉头不脱出螺钉GB 949-88 内六角花形盘头螺钉GB 2672-86 内六角花形沉头螺钉GB 2673-86 内六角花形半沉头螺钉GB 2674-86 内六角圆柱头轴肩螺钉GB 5281-85 内六角花形圆柱头螺钉-4.8级GB 6190-86 内六角花形圆柱头螺钉-8.8和10.9级GB 6191-86 精密机械用紧固件十字槽螺钉GB /T 13806.1-92 十字槽半沉头螺钉GB /T 820-2000 方头平端紧定螺钉GB 821-88 十字槽圆柱头螺钉GB /T 822-2000 十字槽小盘头螺钉GB 823-88
德国滚花标准
Knurling Technology
The company Hommel + Keller was founded in 1926 by the precision technician Jakob Keller and his business partner Georg Hommel. During the first years of its operation, the company specia-lised in the development, manu-facture and sales of measuring instruments. Already in the early stages, the two founders recognized a considerable demand for knurling tools and knurling wheels and consequently focused increasingly on customer orientated product developments and the brand name ZEUS. Today, the dominant part of the business continues to be the development of knurling techno-logy, resulting in continued sales through a long-term strategic marketing focus by the company. Apart from a continuing process of product optimization, providing the user with new and innovative solutions, Hommel + Keller reinforces its service offerings on all markets. Apart from its core competence in knurling technology, Hommel and Keller’s diversification strategy has led to an expansion of its product portfolio. The product fields marking technology, profile marking technology, wobble broaching and contract manufac- ture constitute an important part of the company’s activities today. Hommel + Keller places great emphasis on a strong partnership with its qualified distributors around the world, but also sup- plies directly to a diversity of indu-stries, such as the high technology industry, the aviation industry or the medical engineering industry. The Company 2
Proe2001滚花画法
首先新建一個名為gunhua的零件文件.確認OK,設置單位為mm 插入(Insert) →伸出項(Protrusion) →拉伸(Extrude) →雙側都(Both Side) →Done選擇Front面為草繪面.Okey→Default. 繪製大小兩個圓,大圓直徑50,小圓直徑30,打勾確認.盲孔(Blind) →Done,輸入深度30,OK →→→投影(Projected) →Done→草繪Sketch→Done→設置新的Setup New →製作參照Make Datum→偏移Offset →Pick→選擇TOP面→輸入值Enter Value→40, 打勾確認, →Done, → Okey, →缺省Default→進入草繪.選圓柱的上下面為參照. 繪製下圖兩條線,圖中夾角30度.
打勾,選擇投影曲面. 直接選取正對我們的平面.Done Sel. →Done→垂直草繪面Norm to Sket→Done→OK. 草繪投影就在圓柱面上出現了.先給圓柱面倒角. Insert→倒角Chamfer→邊倒角Edge Chamfer→45Xd,輸入值2,打勾,然後選取要進行倒角的邊.,圖中藍色線所示.Done Sel→Done Refs. →OK. 接下來,我們就要對投影軌跡做掃描操作.插入Insert→切除Cut→掃描Sweep. →選取軌跡Select Traj→Pick圖中紅線→Done Sel→Done→Okey. 進入草繪截面.放大圖形,繪製一個斜邊長 為30,夾角為45的三角形.打勾確認,查看去除材料方向是否為指向軌跡線,如果是就點Okey(否 則就點Flip換向).OK.得到一條帶溝的圓柱, 同樣方法掃描出另一條溝. 接下來的工作是對這兩條溝進行陣列工作了.在PROE 2001裏面,環形陣列需要一個角度參考, 所以我們先做一個複製旋轉操作.旋轉一個角度. 特徵Feature→複製Copy→移動Move→非相 關的Independent→Done→Pick→選擇其中一條溝(也可以從左側的特徵樹中選擇Cut id 127). →Done sel. →旋轉Rotate→曲綫/邊/軸Crv/Edg/Axis→Pick→選取圓柱中央的軸線(A_1)為參 考軸. →Okey→輸入角度值15→Done Move→Done(不理會Dim3和Dim4). →OK.此時可以看 到已經複製完成一條溝. 看左側的特徵樹,右鍵點擊剛複製的掃描特徵(Group Copied_Group) →Pattern…,右邊的操 作菜單中選Value→在途中就會出現幾個尺度數值,找到我們剛複製用的15度, →點擊15°.在 菜單上方輸入尺寸15→Done→輸入需要陣列的個數(包含我們複製的特徵):360/15=24,但是還 有減去原始的掃描特徵,所以還要減去1個特徵才不會有重複:24-1=23.所以這裡輸入23, 得到
PROE零件滚花的画法
零件滚花教程 首先建立新的档案 New→确认是公制单位后,点选OK;进入Proe画面,此时画面上出现DTM1、DTM2、DTM3以及Cos坐标。如图 接着以拉伸的命令建立实体特征, 选择Feature→Create→Protrusion→Extrude│Solid│Done→One Side→Done。选择画面中的Front平面→Flip→Okay→Top,系统自动切换到二维草绘窗口,开始绘图。 先做2个直径,400与直径200的同心圆,如图:
完成后点选完成草绘的符号→Done,输入高度值:150,按OK。 现在可以看到Proe画面中的实体特征. 下面进行对产品的滚花(其实滚花也有国家标准,我们这里只说方位,至于标准,大家在以后的图当中直接可根据标准制作)。 首先做一个投影曲线,让它投影在圆柱体表面,方法是:选择其准命令图标栏中曲线的图标,点选后选择Projectod(投影)→Done (完成)→Sketch(草绘)→Done(完成)。 选择绘图平面Top→Okay→Okay选择上平面为Top参考面,做一条二维曲线,标注角度尺寸45°,如图:
完成后点选完成草绘的图标,在默认命令的情况下,直接点选实体特征的表面,按Done,再按Done,按OK,完成后,如图: 用扫描的方法,挖出第一条滚花槽,选择Feature→Create→Cut →Sweep│Solid│Done→Select Tray。选择刚才建立的曲线,按Done Sel→Done→Okay。画图转入草绘窗口,画三角形,如图:
完成后点选完成草绘的图标,选Okay直接点OK,现在可以看到画面中已挖出的一条滚花槽,如图: 按下来将刚才挖出的滚花槽镜像到特征的另一边。 选择Feature→Copy→Mirror│Select│Independent│Done。 选择刚才建立的Cut特征(注意可只选Cut特征,不选曲线),Dones Sel→Done。 选择Right参考面,完成特征的镜像;现在可以看到画面上有两条滚花槽。如图:
平面设计师必备的尺寸列表
平面设计师必备的尺寸列表. 国际标准纸张尺寸SO几个世纪以来,设计师们已经广泛的认识到了标准化纸张在实际应用中的优势,ISO的纸张系统是基于2次方根的高考卷比(1:1.4142),意思是说一张纸的面积是比它大一号的纸
张的一半,是比它小一号纸张的两倍。 下面是国际标准的纸张尺寸: 规尺(mm规尺(mm规尺(mm 129 84118 100141 C91 A B91 70100 64 A B C84 5964 B 5059 42 4570 C A45 C A 35 B50 3242 2932 B29 21 2535 A 22 C22 C A B 172521 14 1616 C17 12 B A 1114 101110 C12 8 8A B 78 A7 5 B8 6 C 5×
常见名片设计尺寸版版竖方版式横版 90mm 55mm样式一×90mm 90mm×90mm×55mm 95mm 95m54m54mm 85mm 85m样式二印刷成品尺寸开度对开全 430mm745mm4458889mm 86584mm86384mm119大 380mm 700mm52520mm76385mm39109787mm 76正 211开205mm210mm1829275mm2843380mm43大285mm
350mm38260mm26250mm2638正185mm17180mm 334开6 21136mm13180mm大9180mm1398mm 18127mm11正170mm 8260mmm8125mm 照片尺寸表 大小1寸2寸小2寸5寸6寸 127×89mm 152×毫米25×35mm 35×53mm 102mm 48×33mm 1200×840 1440567×390 ×960 像素×413295 ×626413 15寸寸10 8寸12寸大小7寸 254mm ×381203mm ×305203mm ×254152mm ×203127mm ×178 毫米. 2000 3000×2500×2000 1920 1680 ×1200 1920×1440 2400×像素信筏信封尺寸信封制作标准
视觉传达设计师必备的尺寸列表(视觉符号)
国际标准纸张尺寸 几个世纪以来,设计师们已经广泛的认识到了标准化纸张在实际应用中的优势,的纸张系统是基于2次方根的高考卷比(1:1.4142),意思是说一张纸的面积是比它大一号的纸张的一半,是比它小一号纸张的两倍。 下面是国际标准的纸张尺寸: 规格尺寸 ()规格尺寸 ()规格尺寸 () A0 841×1189 B0 1000×1414 C0917×1297 A1 594×841 B1 707×1000 C1 648×917 A2 420×594 B2 500×707 C2 458×648 A3 297×420 B3 353×500 C3 324×458 A4 210×297 B4 250×353 C4 229×324 A5 148×210 B5 176×250 C5 162×229 A6 105×148 B6 125×176 C6 114×162 A7 74×105 B7 88×125 C7 81×114 A8 52×74 B8 62×88 C8 57×81
常见名片设计尺寸 印刷成品尺寸开度表 照片尺寸表
信筏信封尺寸 信封制作标准 信封必须严格按照国际标准的要求进行设计和制作。 根据国家标准(1416-2003),设计制作信封需要注意以下问题: 1、信封一律采用横式,信封的封舌应在信封正面的右边或上边,国际信封的封舌应在信封正面的上边。 2、信封正面左上角的邮政编码框格颜色为金红色,色标为 1795C。 3、信封正面左上角距左边90,距上边26慢慢的范围为机器阅读扫描区,除红框外,不得印刷任何图案和文字。 4、信封正面离右边55-160,离底边20以下的区域为条码打印区,应保持空白。 5、信封任何地方不得印广告。 6、信封上可以印美术图案,位置在正面离上边26以下的左边区域,占用面积不得超过正面面积的18%。超出美术图案区的区域应保持信封用纸原色。 7、信封背面的右下角应印有印刷单位、数量、出厂日期、监制单位和监制证号等内容,也可印上印制单位的电话号码。
滚花刀
1. 花纹的型式。 滚花花纹有多种,大致为直纹、斜纹、网纹三种。其中网纹有菱形与方形,也就是30°和45°两种。按我国国家标准中滚花花纹是以模数来计算的,有、、、四种,其P值(花纹齿数距离,单位mm)为=,=,=,=。通常花纹有公制和英制,英制的P值是按每寸多少牙数计算的;公制的P值为每一个规格,即,,,,,,,,,等。 2. 滚花轮的规格。 按不同的直径、宽度与花纹的不同,滚花轮有许多规格。 国产的大致有Φ15、Φ20、Φ25、Φ30等不同直径系列;宽度有6、8、10、12、15、20等系列。花纹有直纹与斜纹,网纹是由两个相对的斜纹滚花轮上下组合形成的。 进口的滚花现在大多是德国的,其规格也很多。按直径不同有Φ10、Φ15、 Φ20、Φ25等规格,按宽度不同有4、6、8、10、15、20等规格。按花纹不同有直纹、斜纹、网纹等规格。按P值不同,从起,到,有很多规格。另外,国外有专门的网纹花轮,只要零件花纹在花轮宽度之内,就可以直接用单个花轮压花。如果零件网纹超过花轮宽度,还是要用上下两个斜纹轮进行走花压制。 3.滚花刀的型式。 滚花操作需要用滚花刀,也就是装有滚花轮的刀柄。滚花刀可以直接购买,也可以买滚花轮回来自己制作。一般有单轮式、复轮式和六轮式。单轮式是在一个滚花刀柄上装一个花轮;复轮是在一个滚花刀柄上上下装两个花轮,一般都是由两个相反的斜纹轮组成一对;六轮式就是有三组复式轮装要刀柄上,可以直接转换不同的花纹组合。在我们自动车床上用的滚花刀一般都是买进口的滚花轮回来自己制作的。 4.滚花的加工操作。 在车床上滚花,受力相当大,工件必须装夹牢固。按装滚花刀时,刀面要与工件垂直,同时花轮中心要对准工件的轴心。滚花开始时,起头很重要,要用力直接压入工件,不能有停顿,使工件一下子就压出花纹。等花纹滚得很清晰后再开走刀,进行走花。否则容易产生破头,即花纹滚乱。在滚花时要保证有充分的润滑液,可用机械油进行润滑。还要经常清除铁屑,花纹才能滚得清清楚楚。 在自动车床上滚花也相同。设计凸轮时,要求在滚花刀接触工件表面后,直接切入到规定的花纹底径,再停留10°~15°左右就立即退刀。如果是走花,切入到花纹底径后就立即让滚花刀横向行走,走到规定的距离后,也同样要立即退刀,不然多停留后,会产生一条刀痕,破坏花纹的表面形状。在自动车床上压网纹花,只要花纹宽度不超过滚花轮的宽度,可直接用网纹轮滚,如果工件网纹超过花轮长度,就要用复式轮进行走花。 &&&一切准备完毕后开车,刚开始不要开走刀,等滚出的花纹没问题后再开走刀,发现乱纹立即停车,重新开始,如果深度不够可再滚一遍。&&& 对车床没有什么特殊要求,只是你干这个活的时候要慢慢来,不能着急。
《国家标准》螺母gb规格
规格标准——GB标准 方螺母C级GB 39-88 六角螺母C级GB /T41-2000 六角厚螺母GB 56-88 蝶形螺母GB 62-88 环形螺母GB 63-88 组合式盖形螺母GB 802-88 球面六角螺母GB 804-88 扣紧螺母GB 805-88 滚花高螺母GB 806-88 滚花薄螺母GB 807-88 小六角特扁细牙螺母GB 808-88 嵌装圆螺母GB 809-88 小圆螺母GB 810-88 圆螺母GB 812-88 端面带孔圆螺母GB 815-88 侧面带孔圆螺母GB 816-88 带槽圆螺母GB 817-88 1型非金属嵌件六角锁紧螺母GB /T 889.1-2000 1型非金属嵌件六角锁紧螺母细牙GB /T 889.2-2000 盖形螺母GB 923-88
1型六角螺母GB /T 6170-2000 1型六角螺母细牙GB /T 6171-2000 六角薄螺母GB /T 6172.1-2000 非金属嵌件六角锁紧薄螺母GB /T 6072.2-2000 六角薄螺母细牙GB /T 6173-2000 六角薄螺母无倒角GB /T 6174-2000 2型六角螺母GB /T 6175-2000 2型六角螺母细牙GB /T 6176-2000 六角法兰面螺母GB /T 6177.1-2000 六角法兰面螺母细牙GB /T 6177.2-2000 1型六角开槽螺母-A和B级GB 6178-86 1型六角开槽螺母-C级GB 6179-86 2型六角开槽螺母-A和B级GB 6180-86 六角开槽薄螺母-A和B级GB 6181-86 2型非金属嵌件六角锁紧螺母GB /T 6182-2000 非金属嵌件六角法兰面锁紧螺母GB /T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母细牙GB /T 6183.2-2000 1型全金属六角锁紧螺母GB /T 6184-2000 2型全金属六角锁紧螺母GB /T 6185.1-2000 2型全金属六角锁紧螺母细牙GB /T 6185.2-2000 2型全金属六角锁紧螺母9级GB /T 6186-2000 全金属六角法兰面锁紧螺母GB /T 6187.1-2000
Pro E零件滚花教程
零件滚花 实例 采用Pro ENGINEER2.0 M M190版本绘制
首先建立新的档案 New→确认是公制单位后,点选OK;进入Proe画面,此时画面上出现DTM1、DTM2、DTM3以及Cos坐标。如图 接着以拉伸的命令建立实体特征, 选择Feature→Create→Protrusion→ Extrude│Solid│Done→One Side →Done。选择画面中的Front平面→Flip→Okay→Top,系统自动切换到二维草绘窗口,开始绘图。 先做2个直径,51与直径17.4的同心圆,如图:
完成后点选完成草绘的符号→Done,输入高度值:21.8,按OK。
现在可以看到Proe画面中的实体特征. 下面进行对产品的滚花(其实滚花也有国家标准,我们这里只说方位,至于标准,大家在以后的图当中直接可根据标准制作)。 首先做一个投影曲线,让它投影在圆柱体表面,方法是:选择其准命令图标栏中曲线的图标,点选后选择Projectod(投影)→Done(完成)→Sketch(草绘)→Done(完成)。 选择绘图平面Top→Okay→Okay选择上平面为Top参考面,做一条二维曲线,标注角度尺寸45°,如图: 完成后点选完成草绘的图标,在默认命令的情况下,直接点选实体特征的表面,按Done,再按Done,按OK,完成后,如图: 用扫描的方法,挖出第一条滚花槽,选择Feature→Create→Cut→
Sweep│Solid│Done→Select Tray。选择刚才建立的曲线,按Done Sel→Done→Okay。画图转入草绘窗口,画三角形,如图: 完成后点选完成草绘的图标,选Okay直接点OK,现在可以看到画面中已挖出的一条滚花槽,如图: 按下来将刚才挖出的滚花槽镜像到特征的另一边。 选择Feature→Copy→Mirror│Select│Independent│Done。 选择刚才建立的Cut特征(注意可只选Cut特征,不选曲线),Dones Sel→Done。 选择Right参考面,完成特征的镜像;现在可以看到画面上有两条滚花槽。如图: 接着将Cut出的滚花槽分别进行旋转移动。选择Feature→Copy→Move│Select│Independent│Done。
房间设计尺寸参考数据
房间设计常用尺寸参考数据 在工地 1、标准红砖:23cm×11cm×6cm; 2、标准入户门洞:0.9米×2米; 3、房间门洞:0.9米×2米; 4、厨房门洞:0.8米×2米; 5、卫生间门洞:0.7米×2米; 6、标准水泥:50kg/袋。 在厨房 1、吊柜和操作台之间的距离应该是多少? 60厘米 从操作台到吊柜的底部,您应该确保这个距离。这样,在您可以方便烹饪的同时,还可以在吊柜里放一些小型家用电器。 2、在厨房两面相对的墙边都摆放各种家具和电器的情况下,中间应该留多大的距离才不会影响在厨房里做家务? 120厘米 为了能方便地打开两边家具的柜门,就一定要保证至少留出这样的距离。 150厘米 这样的距离就可以保证在两边柜门都打开的情况下,中间再站一个人。 3、要想舒服地坐在早餐桌的周围,凳子的合适高度应该是多少? 80厘米 对于一张高110厘米的早餐桌来说,这是摆在它周围凳子的理想高度。因为在桌面和凳子之间还需要30厘米的空间来容下双腿。 4、吊柜应该装在多高的地方? 145至150厘米
在餐厅 1、一个供六个人使用的餐桌有多大? 120厘米这是对圆形餐桌的直径要求。 140×70厘米这是对长方形和椭圆形捉制的尺寸要求。 2、餐桌离墙应该有多远? 80厘米 这个距离是包括把椅子拉出来,以及能使就餐的人方便活动的最小距离。 3、一张以对角线对墙的正方形桌子所占的面积要有多大? 180×180平方厘米 这是一张边长90厘米,桌角离墙面最近距离为40厘米的正方形桌子所占的最小面积。 4、桌子的标准高度应是多少? 72厘米 这是桌子的中等高度,而椅子是通常高度为45厘米。 5、一张供六个人使用的桌子摆起居室里要占多少面积? 300×300厘米 需要为直径120厘米的桌子留出空地,同时还要为在桌子四周就餐的人留出活动空间。这个方案适合于那种大客厅,面积至少达到600×350厘米。 6、吊灯和桌面之间最合适的距离应该是多少? 70厘米 这是能使桌面得到完整的、均匀照射的理想距离。 在卫生间 1、卫生间里的用具要占多大地方? 马桶所占的一般面积:37厘米×60厘米 悬挂式或圆柱式盥洗池可能占用的面积:70厘米×60厘米
平面设计常用尺寸
平面设计常用尺寸 展板:一般的展板都是使用彩色喷绘画面覆在KT板上制作,成品KT板出厂标准尺寸为90cmX240cm或者120cmX240cm,这样如果把板平分为两块,就成为90cmX120cm或者120cmX120cm的大小,这就是所谓的“标准板”。另外,按照对半分开的“标准板”形成的尺寸(如90cmX60cm,或者120cmX60cm)都是“标准大小”。这样在制作展板的时候,尺寸最好能够跟“标准大小”一致,可以最充分的利用成品标准板,而不会浪费材料,展板的成本可以降下来。 规格:60/90 尺寸:60*90/80*120cm 说明:用途广泛、轻巧便携、方便运输、经济实用。 使用范围:◎适合各种展销、展览、促销等使用 注意事项:◎储藏、运输过程中禁止重压◎制作画面时注意画面尺寸 海报:海报的尺寸经常会让一些同学感到困惑,因为我们经常使用的A4、A3的大小都是国际开本标准大小,在印刷厂,只有大度、正度开本之分,对应于国际开本大小的A、B格式,但是他们的尺寸是不一样的。 如果用打印的方式来出图,A4-A1的成品尺寸是: A1--840mmX594mm, A2--594mmX420mm A3--420mmX297mm,A4--297mmX210mm 如果用印刷的方式来出图,A4-A1的成品尺寸是: A1(对开)--840mmX570mm, A2(四开)--570mmX420mm A3(八开)--420mmX285mm, A4(十六开)--285mmX210mm 这几个尺寸都是成品尺寸,如果是印刷,在设计的时候应该在每边加上3mm 的“出血”(即为了保证大量印刷品叠在一起裁切,不留白边而加上的尺寸)。即在 设计印刷用的海报时,应该把页面设置成: A1(对开)--846mmX576mm, A2(四开)--576mmX426mm A3(八开)--426mmX291mm, A4(十六开)--291mmX216mm