西门子安全PLC 的调试 Commisioning with safety PLC
Commissioning with “safety PLC” and “F-I/O”
- Spreader incident on Barge Crane -
Internal Document Date: 28 - 03 - 08 Version: 1.0
Author: ing. R. Peeters M.Sc. Pages: 8
Commissioning with safety PLC and F-I/O
Scope
Due to a commissioning error (on a Barge crane) a safety related incident happened, and a spreader crashed to the ground. The scope of this document is to discuss what went wrong, how this is possible and how we can prevent this from happening again.
What Happened
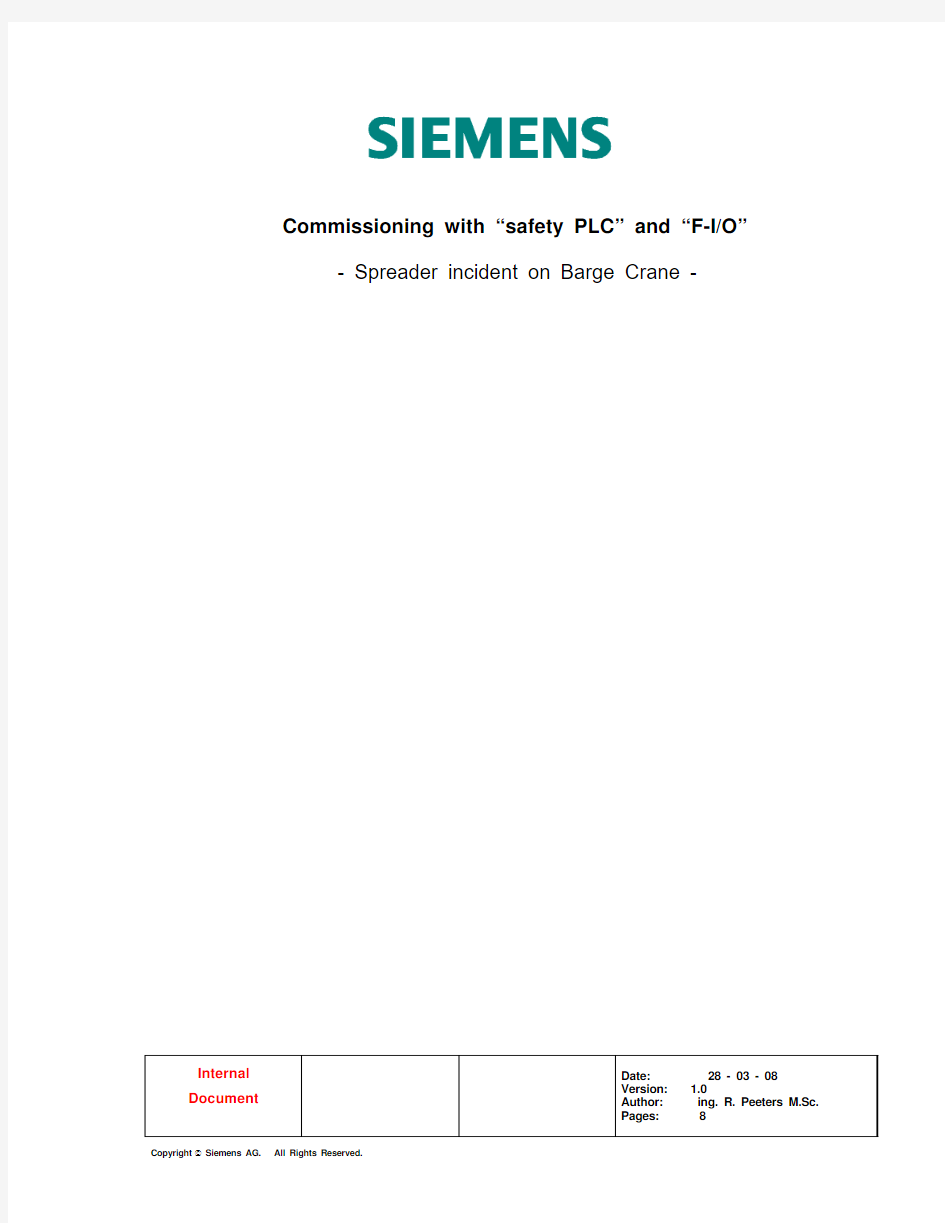
During commissioning a VAT table was used to monitor and modify I/O’s and memory bits.
The VAT table is shown below.
With the VAT table above, the motor brakes and the safety brakes were released unconditionally, by directly modifying the outputs to the relays. After the modification was applied, all brakes were released and the spreader came down.
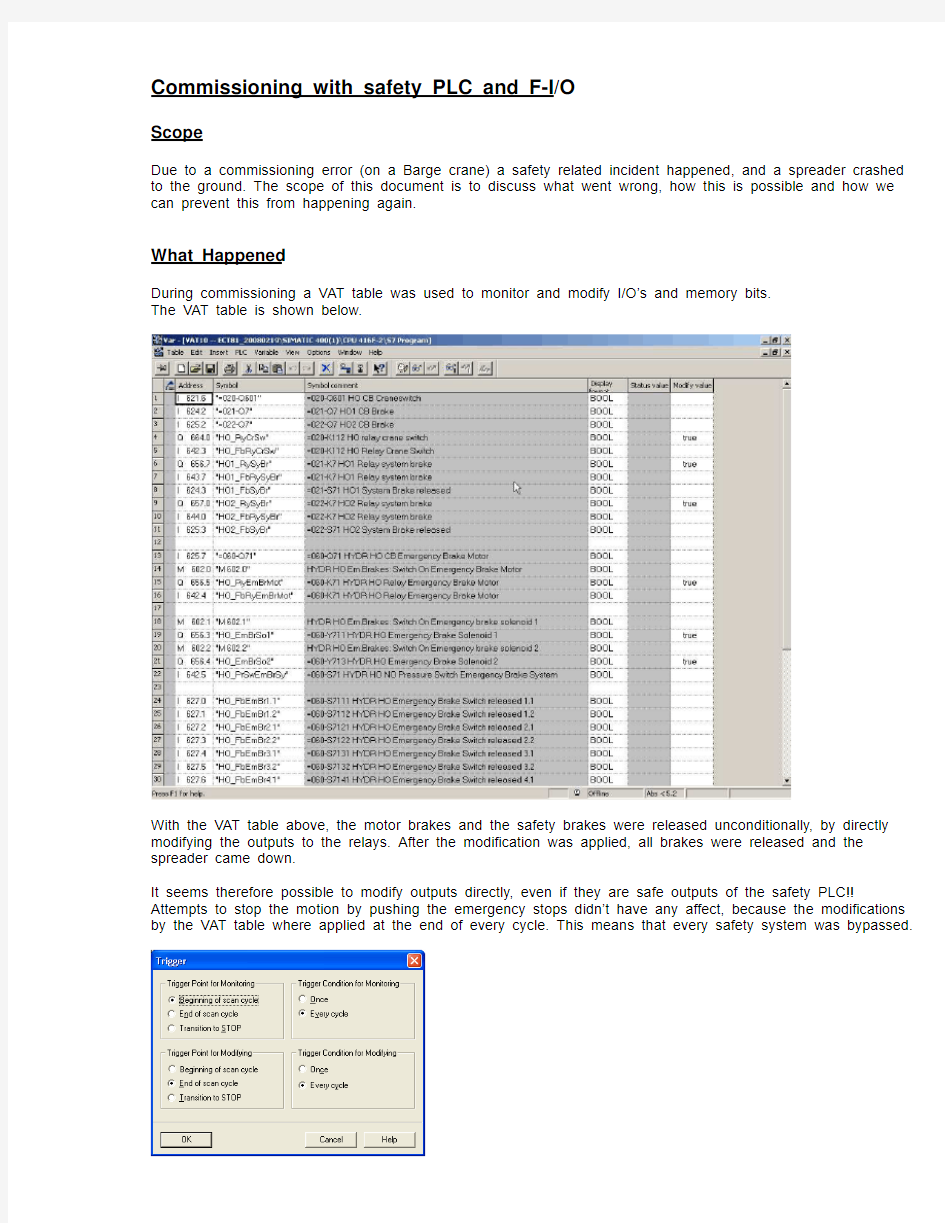
It seems therefore possible to modify outputs directly, even if they are safe outputs of the safety PLC!! Attempts to stop the motion by pushing the emergency stops didn’t have any affect, because the modifications by the VAT table where applied at the end of every cycle. This means that every safety system was bypassed.
How is this possible
In previous systems without safety PLC’s, the emergency stops, overspeed detection and the emergency limit switches were connected to the -K00 relay by hardware. This means that these safety functions were still active, even if the commissioner modifies the brake relay in the software using a VAT table.
With the introduction of the safety PLC there’s no longer a -K00 relay present, and therefore the safety has to be guaranteed by the safety PLC in combination with a safe program and safe I/O’s.
The safety program on the safety PLC has two modes:
Safety mode activated Safety mode deactivated
If the safety mode is activated it is not possible to modify safe bits and/or safety related I/O’s with a VAT table or in any other way while the system is running. This is prohibited by the safety PLC. If you try to modify an output (as was done in the Barge project), the PLC gives you the following warnings:
Only if you accept all the warnings above and you enter the correct password, the operation mode goes to “safety mode deactivated”. Only in this state it is possible to modify inputs and outputs in the safe part, without any further warnings!!
During the commissioning of the Barge crane the VAT table was already used for testing and monitoring, and the system was already set to “safety mode deactivated”. Without any further warning it was therefore possible to release the motor brakes and safety brakes unconditionally, which caused the crash of the spreader.
It is therefore dangerous to deactivate the safety mode, while bypassing safety functions in a VAT table!! Outputs should never be modified directly if this causes loss of essential safety functions!!
Commissioning engineers should therefore double check the consequences of modifying outputs directly, especially in case of Hoist and Boomhoist movement!
If the safety mode is deactivated, it stays deactivated until the PLC goes from STOP to RUN!!
Solutions
In the hardware configuration of the safety PLC it is possible to disable the possibility of deactivating the safety mode.
After this function is disabled and a VAT table is used, it is only possible to modify non-safe parts of the program. Modifying safe I/O’s and/or safe bits is therefore no longer possible. Trying to do so results in the following warning:
If deactivating the safety mode is necessary for some reason, for instance during commissioning, never leave the crane if the safety function is still deactivated!! Other engineers/commissioners will not get a warning when they are trying to change safety related software.
Commissioners should use commissioning marker M0.7 instead of modifying outputs directly. This way, available safety functions stay active!
Commissioning should not start before the emergency stops, the overspeed detection and the emergency limit switches are operational!!
It is therefore NOT allowed to block or manipulate emergency stops, the overspeed unit and the limit switches for hoist drives by a VAT table.
It is also not allowed to block or manipulate the safety program for the “feedback monitoring” and “passivation of F-I/O” to inhibit the safety function for passivation (FB100, FB200 and FB410).
Besides this an extra safety function will be implemented in the “S7 Crane software standard”. This safety function checks if the safety outputs of the brakes (-K7/-K71/-K711/-K713) and the auxiliaries (-K112) are being set by the PLC in normal operation, or being modified externally, for instance with a VAT table. Directly modifying a brake relay output is allowed as long as –K112 is not modified and visa versa. If both relays are being modified simultaneously, the PLC will passivate the selected F-I/O modules, and all outputs of the F-I/O modules will be reset (0). This will lead to a stop and/or safe standstill of all motions which are coupled to the F-I/O modules.
A part of the software solution is pictured below.
FB200 contains a few monitoring networks that check the state of the relays. If a relay output is being modified directly, it is not set in the software. The feedback contact of the relay however, will change state. This is detected in the safe part of the software and results in a safe monitoring fault.
If the auxiliaries relay (-K112) and another brake relay (-K7/-K71/-K711) have a monitoring fault at the same time, this results in a “passivation monitoring fault”. These faults are collected for al movements in FB100.
FB100: A “passivation monitoring fault” results in passivation of the selected F-DO modules
After passivation of a module, the “acknowledge reintegration” bit has to be set. This is done by reset
(M106.6). The modules will only reintegrate if the cause of the passivation has been resolved and the safety mode is active. This only applies to F-DO modules, because only F-DO modules need an acknowledgement for reintegration.
F-DI modules will have automatic reintegration. This is set in the last network (NW 18). Passivation of F-DI modules/channels always has an external cause, because F-DI modules won’t be passivated in the software. If the external problem no longer exists, automatic reintegration will take place. The passivation event will be stored for diagnostic reasons and remains even after the fault has been resolved and the module is reintegrated again.
With this software function an incident as happened with the Barge crane should no longer be possible, even if outputs are being modified directly during commissioning.
For a complete functional description with respect to the configuring and commissioning of distributed safety PLC’s, please read the attached document: S7_distributed_safety_configuring_and_programmin_en_US_en-
US.pdf. The I/O related issues, as described above are discussed in chapter 10.7 & 10.9.
西门子PLC S7-300PID调试指南
西门子PLC S7-300PID调试指南 西门子PLC S7-300系列的模块配置灵活,扩展性强,通讯功能强大,为自动化控制系统提供了解决方案。西门子PLC S7-300的编程软件是STEP7 V5.5,在编程软件中,用户可以通过PID功能块实现PID控制。本文下面为您介绍一下西门子PLC S7-300PID调试方法,为您在程序调试中提供一些参考。 西门子PLC S7-300系列PLC的PID控制器参数整定的一般方法:PID控制器的参数整定是控制系统设计的核心内容。它是根据被控过程的特性确定PID控制器的比例系数、积分时间和微分时间的大小。 PID控制器参数整定的方法很多,概括起来有两大类: 一是理论计算整定法。 它主要是依据系统的数学模型,经过理论计算确定控制器参数。这种方法所得到的计算数据未必可以直接用,还必须通过工程实际进行调整和修改。 二是工程整定方法。 它主要依赖工程经验,直接在控制系统的试验中进行,且方法简单、易于掌握,在工程实际中被广泛采用。PID控制器参数的工程整定方法,主要有临界比例法、反应曲线法和衰减法。三种方法各有其特点,其共同点都是通过试验,然后按照工程经验公式对控制器参数进行整定。 但无论采用哪一种方法所得到的控制器参数,都需要在实际运行
中进行最后调整与完善。现在一般采用的是临界比例法。利用该方法进行PID控制器参数的整定步骤如下: (1)首先预选择一个足够短的采样周期让系统工作; (2)仅加入比例控制环节,直到系统对输入的阶跃响应出现临界振荡,记下这时的比例放大系数和临界振荡周期; (3)在一定的控制度下通过公式计算得到PID控制器的参数。 PID参数的设定:是靠经验及工艺的熟悉,参考测量值跟踪与设定值曲线,从而调整P\I\D的大小。 比例I/微分D=2,具体值可根据仪表定,再调整比例带P,P过头,到达稳定的时间长,P太短,会震荡,永远也打不到设定要求。 本文介绍了西门子PLC S7-300系列PID调试基本方法,用户可以参照本文提供的内容,对自动化控制系统进行PID调节,并最终达到稳定运行。 北京天拓四方科技有限公司
如何调式西门子PLC通讯模块CP341
如何调式西门子PLC通讯模块CP341 西门子PLC S7-300系列是西门子PLC系列中一类重要的产品,它广泛的应用在工业自动化控制领域的各类项目中,为用户提供了多种不同类型的自动化控制系统解决方案。西门子PLC S7-300的扩展能力很强,用户通过配置不同类型的模块,可以完成多种不同的功能。在实现西门子PLC与其他设备的通讯功能时,用户需要配置相应的通讯模块,例如:CP343-1,CP343-2,CP341等。用户通过这些通讯模块可以实现多种不同协议的通讯方式,本文下面重点介绍一下CP341通讯模块的调试方法,供用户在选型和使用过程中进行参考。 西门子PLC S7-300系列通讯模块CP341调试方法 西门子PLC S7-300系列中的通讯模块CP341是用来实现西门子PLC S7-300系列与其他西门子设备之间通过Modbus通讯的模块,它的调试步骤如下所示: 1. 安装CP341 西门子PLC S7-300系列中的通讯模块CP341,安装在西门子PLC 系列专用的安装导轨上,一般安装在CPU右侧,可以直接紧靠CPU 安装,也可以安装在CPU右侧先安装I/O模块,再安装CP341;
2. 组态CP341 西门子PLC S7-300系列中的通讯模块CP341,通过西门子编程软件STEP7进行硬件组态,用户在STEP7中新建一个项目,然后在硬件组态中,选择相应型号的CP341插入对应位置即可; 3. 为CP341配置参数 西门子PLC S7-300系列中的通讯模块CP341,它的参数分配设计协议的特定参数的创建和用于打印输出的消息文本组态。用户可以通过使用CP341的点对点通讯,参数分配界面来实现CP341的参数分配工作; 4. 保存参数数据 西门子PLC S7-300系列中的通讯模块CP341的参数分配数据存储包含保存数据,将参数装载到CPU或将参数传送到通讯处理器,用户使用西门子PLC的编程软件STEP7来存储参数和分配数据; 5. 程序设计 西门子PLC S7-300系列中的通讯模块CP341在正常工作前,需要
西门子PLC实验指导书
实验一:PLC认知及PLC编程软件的使用(两学时) 一、实验目的: 1.熟悉典型继电器电路的工作原理及电路接线。 2.熟悉西门子PLC 的组成,模块及电路接线。 3.熟悉西门子STEP 7 编程软件的使用方法。 4.熟悉利用STEP 7 建立项目、硬件组态、编程、编译、下载和运行等设计 步骤。 5.学会用基本逻辑指令实现顺控系统的编程,完成三相异步电机单向运行控 制程序的编制及调试。 二、实验设备: 1.个人PC 机 1 台 2.西门子1214C AC/DC/RLY PLC 1 台 3.西门子CM1241 RS485通信模块 1 台 4.实验操作板 1 块 5.线缆若干 三、实验步骤: 1.参照黑板上的电路接线图,电路连接好后经指导教师检查无误,可以上电 试验。 2.了解西门子PLC 的组成,熟悉PLC的电源、输入信号端I 和公共端COM、 输出信号端Q 和公共端COM;PLC 的编程口及PC 机的串行通讯口、编程电缆的连接;PLC 上扩展单元插口以及EEPROM 插口的连接方法;RUN/STOP 开关及各类指示灯的作用等。 2.参照黑板上的电路接线图,电路连接好后经指导教师检查无误,并将 RUN/STOP 开关置于STOP 后,方可接入220V交流电源。 3.在PC 机启动西门子STEP 7编程软件,新建工程,进入编程环境。 4.根据实验内容,在西门子STEP 7编程环境下输入梯形图程序,转换后, 下载到PLC中。
5.程序运行调试并修改。 6.写实验报告。 四、实验内容: 实验1、三相笼型异步电动机全压起动单向运行控制 图 1 三相笼型异步电动机全压起动单向运行控制接线图实验2、三相笼型异步电动机全压起动单向运行PLC控制 图 2 三相笼型异步电动机全压起动单向运行PLC控制梯形图 五、实验总结与思考: 1.简述S7-1200 PLC的硬件由哪几部分组成。 2.请简要叙述从硬件组态开始到程序下载到PLC进行调试的整个过程。 3.做完本次实验的心得体会;
西门子PLC课程设计PLC控制变频调速系统设计与调试
目录 第一章绪论 (1) 第二章课程设计内容 (2) 2.1 设计要求 (2) 2.2 设计任务和目的 (2) 2.3 系统控制求 (2) 2.4 控制系统的I/O点 (3) 第三章总体设计方案 (4) 3.1 选择机型 (4) 3.2 系统控制结构 (4) 3.2.1 系统主电路图 (4) 3.2.2 系统控制电路图 (4) 3.2.2 系统外围接线图 (4) 3.3 设计步骤 (5) 3.4 系统流程框图 (6) 第四章硬件部分设计 (7) 4.1 输出规格 (7) 4.2 标度变换 (7) 4.3 变频器参数设置表 (7) 第五章软件部分设计 (8) 5.1 程序的主体 (8) 5.1.1 控制主程序 (8) 5.1.2 0-20秒上升子程序...........................。.. (9) 5.1.3 3O-40秒下降子程序 (10) 5.1.4 60-65秒下降子程序 (10) 第六章调试过程和结果 (12) 6.1 调试过程 (12) 6.2 调试结果 (12) 第七章心得体会 (13) 第八章参考文献 (14)
第一章绪论 可编程控制器(PLC)是在计算机技术、通信技术和继电器控制技术的发展基础上开发出来的,现已广泛应用于工业控制的各个领域。它以微处理器为核心,用编写的程序进行逻辑控制、定时、计数和算术运算等,并通过数字量和模拟量的输入/输出来控制机械设备或生产过程。 如今,PLC在我国各个工业领域中的应用越来越广泛。在就业竞争日益激烈的今天,掌握PLC设计和应用是从事工业控制研发技术人员必须掌握的一门专业技术。 任何生产机械电气控制系统的设计,都包括两个基本方面:一个是满足生产机械和工艺的各种控制要求,另一个是满足电气控制系统本身的制造、使用以及维修的需要。因此,电气控制系统设计包括原理设计和工艺设计两个方面。前者决定一台设备使用效能和自动化程度,即决定着生产机械设备的先进性、合理性,而后者决定着电气控制设备生产可行性、经济性、外观和维修等方面的性能。 在现代控制设备中,机-电、液-电、气-电配合得越来越密切,虽然生产机械的种类繁多,其电气控制设备也各不相同,但电气控制系统的设计原则和设计方法基本相同。
西门子plc怎么调试
西门子PLC程序的调试可以分为模拟调试和现场调试两个调试过程,首先对PLC外部接线作仔细检查很重要。外部接线没有问题,为了安全考虑,最好将主电路断开。用先编写好的试验程序对外部接线做扫描通电检查来查找接线故障。当确认接线无误后再连接主电路,将模拟调试好的程序送入用户存储器进行调试,直到各部分的功能都正常,并能协调一致地完成整体的控制功能为止。 技成学习机箱 1.程序的模拟调试 如果程序中某些定时器或计数器的设定值过大,为了缩短调试时间,可以在调试时将它们减小,模拟调试结束后再写入它们的实际设定值。在设计和模拟调试程序的同时,可以设计、制作控制台或控制柜,PLC之外的其他硬件的安装、接线工作也可以同时进行。 将设计好的程序写入PLC后,首先逐条仔细检查,并改正写入时出现的错误。用户程序一般先在实验室模拟调试,实际的输入信号可以用钮子开关和按钮来模拟,各输出量的通/断状态用PLC上有关的发光二极管来显示,一般不用接PLC实际的负载(如接触器、电磁阀等)。可以根据功能表图,在适当的时候用开关或按钮来模拟实际的反馈信号,如限位开关触点的接通和断开。对于顺序控制程序,调试程序的主要任务是检查程序的运行是否符合功能表图的规定,即在某一转换条件实现时,是否发生步的活动状态的正确变化,即该转换所有的前级步是否变为不活动步,所有的后续步是否变为活动步,以及各步被驱动的负载是否发生相应的变化。
在调试时应充分考虑各种可能的情况,对系统各种不同的工作方式、有选择序列的功能表图中的每一条支路、各种可能的进展路线,都应逐一检查,不能遗漏。发现问题后应及时修改梯形图和PLC中的程序,直到在各种可能的情况下输入量与输出量之间的关系完全符合要求。 2.程序的现场调试 完成上述的工作后,将PLC安装在控制现场进行联机总调试,在调试过程中将暴露出系统中可能存在的传感器、执行器和硬接线等方面的问题,以及PLC的外部接线图和梯形图程序设计中的问题,应对出现的问题及时加以解决。如果调试达不到指标要求,则对相应硬件和软件部分作适当调整,通常只需要修改程序就可能达到调整的目的。全部调试通过后,经过一段时间的考验,系统就可以投入实际的运行了。 本文完~~~~~~~ 技成培训网整理 如果本文对你有帮助,请下载保存哦~
西门子PLC实训-硬件调试
SIEMENS SIMATIC S7 AG JOOO M rigH^ wvrvve. T IANI mg ( KJiWMeW rur AUIOI 硬件调试 SIMATIC S7 AG JOOO M rigH^ wvrvve. □?e.20133-20 HG WW Com.1 irtomMtcn m Trying ( KJiWMeW rur AUIOI SIEMENS
SIEMENS SIMATIC S7 AG JOOO M rigH^ wvrvve. T IANI mg ( KJiWMeW rur AUIOI 目标 学习了本章之后.你将… …能够规划调试的步㈱ …能够识别诊断播示m ?电源 ?CPU ?I/O模块 …陡够渎出硬件站的实际组态并賦值参数 …能够使用Monitor/ Modify匸貝监视,修改和测试I/O ->?e. a 2x0 H G WW Cctn2
SIEMENS SIMATIC S7 AG JOOO Al rigHs wvrvve. irto(T>Mcr? eno Trermg ( ror AUIOI S7-300电源模块上的LED指示灯 LED M DC24\T 状态电源的反应祕24V正常24 V正常 闪烁输岀电路过载: ?封130% (动芬i) ?到130%〈券杏〉 ?电压倉降. 当不过栽时.倉題电压?到130% (静 念) 电压降低, 诚弘设备寿命 不视输岀短路电压不9?tB>当短路消失时自动恢复不亮初级超压或欠压过电压会造成1R坏. 欠电压自动关新.
SIEMENS SIMATIC S7 AG JOOO Al rigHs wvrvve. irto(T>Mcr? eno Trermg ( ror AUIOI □xe. Re 2313 3-20 MW CCW4
西门子PLC信号的强制操作方法
在状态图的“新值(New Value)”栏,可以输入所需要的信号值进行状态的强制更新。为了运行的安全,建议信号强制在PLC处于STOP状态时进行,为此,需要在主菜单“调试(Debug)”下选择“在STOP状态下强制输出(Write-Force Outputs in STOP)”选项。 在输入了新的强制值后,通过单击工具条中的状态强制(Force)按钮,可以对指定的信号进行强制操作;单击工具条中的状态强制解除( Unforced)按钮,可以解除指定的信号的强制操作;单击工具条中的所有信号强制解除( All unforced)按钮,可以解除所有信号的强制操作。 强制和取消强制工具条按钮选项仅在用于带有V、M、AI和AQ内存类型的字节、字和双字长度时才能使用。 可以选择主菜单命令“调试( Debug)”下的各种选项实现以下调试功能: “单次读取( Single Read)”:获得“瞬态图”,即只对全部状态进行一次更新,而不从PLC连续获取状态更新信息。 “全部写入( Writ All)”:可以在“新值”全部改动完成后,使用“全部写入”,一次性将所改动的值全部传送至PLC。因此,可以通过本操作,通过向程序写入一组信号,从而模拟一组控制条件或实现一组控制动作。 “强制( Force)”:同工具条中的状态强制(Force)按钮,可将信号强制为某一数值。 “读取全部强制( Read All Force)”:将全部信号强制为设定数值。 “全部取消强制( Unforced All)”:同工具条中的所有信号强制解除(All unforced)按钮,可以解除所有信号的强制操作。 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有 10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。
MCGS与西门子PLC的连接与调试
第7章与西门子PLC的连接与调试 7.1概述 MCGS MCGS MCGS MCGS MCGS MCGS MCGS MCGS VisualBasic VisualC++ MCGS MCGS MCGS MCGS MCGS
Windows MCGS MCGS MCGS MCGS MCGS MCGS MCGS MCGS \\Program\Derive s IPC 5488 IPC 5488 MCGS \\Program\Derive s MCGS MCGS 7.2 MCGS 支持的PLC 系列 MCGS PLC S7_200 PPI S7_300 MPI ,Profibus S7_400 MPI ,Profibus Modbus-RTU Modbus-ASCII Modbus-Plus -CQM C200 CS CV FX AnA FP0 FP1 FP10 SC500/OMC-1 Open_PLC XC_2000 LG_LG_MK_S GE_90 AB
NB 7.3西门子S7200PLC在线调试 S7200PLC MCGS MCGS PLC S7 200 PPI S7 200PPI
S7-200PPI 1 [ ] 9600 8 1 MCGS
RS485 255 ADAM MCGS MCGS S7-200PPI MCGS S7_21X S7_22X PLC PPI PC\PPI RS232/485 PLC [ S7-200PPI] MCGS MCGS S7-200PPI S7 200PLC
S7_200 PLC PLC PLC MCGS MCGS PLC PLC PLC PLC MCGS PLC MCGS PLC PLC
西门子PLC的几种编程语言介绍
西门子PLC的几种编程语言简单介绍 西门子PLC的几种编程语言 不同的商家的PLC有不同的编程语言,但就某个商家而言,PLC的编程语言也就那么几种。下面,以西门子PLC的编程语言为例,说明一下,各种编程语言的异同。 1、顺序功能图(SFC-Seauential Fuction Chart) 这是位于其它编程语言之上的图形语言,用来编程顺序控制的程序(如:机械手控制程序)。编写时,工艺过程被划分为若干个顺序出现的步,每步中包括控制输出的动作,从一步到另一步的转换由转换条件来控制,特别适合于生产制造过程。 西门子STEP7中的该编程语言是S7Graph。 2、梯形图(LAD-LAdder Diagram) 这是使用使用最多的PLC编程语言。因与继电器电路很相似,具有直观易懂的特点,很容易被熟悉继电器控制的电气人员所掌握,特别适合于数字量逻辑控制。 梯形图由触点、线圈和用方框表示的指令构成。触点代表逻辑输入条件,线圈代表逻辑运算结果,常用来控制的指示灯,开关和内部的标志位等。指令框用来表示定时器、计数器或数学运算等附加指令。在程序中,最左边是主信号流,信号流总是从左向右流动的。不适合于编写大型控制程序。 3、语句表(STL-STatement List) 是一种类似于微机汇编语言的一种文本编程语言,由多条语句组成一个程序段。语言表适合于经验丰富的程序员使用,可以实现某些梯形图不能实现的功能。 4、功能块图(FBD-Function Block Diagram) 功能块图使用类似于布尔代数的图形逻辑符号来表示控制逻辑,一些复杂的功能用指令框表示,适合于有数字电路基础的编程人员使用。功能块图用类似于与门、或门的框图来表示逻辑运算关系,方框的左侧为逻辑运算的输入变量,右侧为输出变量,输入、输出端的小圆圈表示“非”运算,方框用“导线”连在一起,信号自左向右。 5、结构化文本(ST-Structured Text) 结构化文本(ST)是为IEC61131-3标准创建的一种专用的高级编程语言。与梯形图相比,它实现复杂的数学运算,编写的程序非常简洁和紧凑。 STEP7的S7SCL结构化控制语言,编程结构和C语言和Pascal语言相似,特别适合于习惯于使用高级语言编程的人使用。 PLC应用设计步骤和简介-初学者 PLC的工作方式和通用微机不完全一样,因此用PLC设计自动控制系统与微机的控制系统的开发过程也不完全一样。需要根据PLC的特点,以程序形式来体现其控制功能。设计可按照下图中几个步骤进行。 1.确定控制对象及控制范围 详细了解被控对象的控制要求,确定必须完成的动作及完成的顺序,归纳出工作循环和状态流程图。 2.PLC型号的选定 根据生产工艺要求,分析被控对象的复杂程度,进行I/O点数和I/O点的类型(数字量、模拟量等)统计,列出清单。适当进行内存容量的估计,确定适当的留有余量而不浪费资源的机型(小、中、大形机器)。并且结合市场情况,考察PLC生产厂家的产品及其售后服务、技术支持、网络通信等综合情况,选定价格性能比较好的PLC机型。 3.硬件设计
调整西门子PLC中PID功能的方法
1.在S7-200西门子PLC中PID功能是通过PID指令功能块实现。通过定时(按照采样时间)执行PID功能块,按照PID运算规律,根据当时的给定、反馈、比例-积分-微分数据,计算出控制量。 2.PID功能块通过一个PID回路表交换数据,这个表式在V数据存储区中的开辟,长度为36个字节。因此每个PID功能块在调用时需要制定两个要素:PID 控制回路号,以及控制回路表的起始地址(以VB表示)。 3.由于PID可以控制温度、压力等等许多对象,他们各自都是由工程量表示,因此需要有一种通用的数据表示方法才能被PID功能块识别。S7-200西门子plc 中的PID功能使用占调节范围的百分比的方法抽象地表示被控对象数值大小。 4.PID功能块只接受0.0-1.0之间的实数(实际上就是百分比)作为反馈、给定与控制输出的有效数值,如果是直接使用PID功能块编辑,必须保证数据在这个范围之内,否则会出错。 S7-200西门子PLC可以有三种方式实现PID控制: 1.PID向导:(1)控制回路数:8 ;(2)PID调节面板:软件支持;(3)PID自整定:软件支持 2.PID指令:(1)控制回路数:8 ;(2)PID调节面板:通过HMI的趋势控件实现(3)PID自整定:不支持 3.自己编程实现:{1)控制回路数:可多于8路,由CPU运算能力决定;(2)PID调节面板:通过西门子触摸屏的趋势控件实现(3)PID自整定:不支持 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有 10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。 如需进一步了解相关PLC产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城https://www.360docs.net/doc/ec18981409.html,。
西门子PLC S7-1200编程与操作三 (硬件组态与调试)
西门子PLC S7-1200编程与操作
模块三硬件组态与调试 任务一 STEP 7 Basic软件简介 【学习目标】 1.认识STEP 7软件包,并了解其对应的应用领域。 2.了解STEP 7 Basic软件特点与程序界面。 【相关知识】 STEP 7软件包简介 STEP 7 STEP 7 是用于组态 SIMATIC S7 -300 或 S7-400 系统的基本软件包。 通过 STEP 7 可以: ?组态硬件并给硬件分配参数; ?组态通信; ?编程; ?测试和排除故障; ?文档和归档; ?执行诊断。 STEP 7 Lite STEP 7 Lite 可用于编程 SIMATIC S7-300(也可以是紧凑型 CPU)。用 STEP 7 Lite 创建的程序
还可导出到 STEP 7。无法执行 PROFIBUS(DP)或 ETHERNET 组态!但是可以执行 ET200S 或 ET200X 组态(单机)。PLCSIM 和 Teleservice 可用作选件包。 STEP 7 Micro STEP 7 Micro 专用于组态 S7-200。许可证除 STEP Micro/Win 外,每个软件包都要求提供许可证。 STEP 7 Professional STEP 7 Professional 是一个软件包,它包括所有 IEC 语言:STEP 7 Basic、S7-SCL、S7-GRAPH 和仿真软件包S7-PLCSIM。STEP 7 Professional 作为STEP 7 的升级包(Powerpack)提供。获取Powerpack必须具有有效的 STEP 7 许可证。 STEP 7 Basic 是西门子公司开发的高集成度的工程组态系统,包括面向任务的HMI智能组态软Wincc Basic。主要特点: ?一种新的工程系统– STEP 7 Basic V10.5 包含了WinCC Basic ?面向任务的、智能的以及向导型的编程软件 ?硬件、网络、编程、诊断等,集成于一个共享的工程框架中 STEP 7 Basic和Wincc Basic两个软件集成在一起,也称为TIA (Totally Integrated Automation,全集成自动化)Portal,它提供了直观易用的编辑器,用于对S7-1200和精简系列面板进行高效组态。 可以使用TIA Portal在同一个工程组态系统中组态PLC和HMI。所有数据均存储在一个项目中,STEP 7和WinCC不是单独的程序,而是可以访问公共数据库。所有数据均存储在一个公共的项目文件中。 除了支持编程以外,STEP 7 Basic还为硬件与网络组态、诊断等提供通用的工程组态框架。 STEP 7 Basic 提供了两种编程语言(LAD 和 FBD) 。 STEP 7 Basic 提供两种视图:Portal(门户)视图,可以概览自动化项目的所有任务;项目视图,将整个项目(包括PLC和HMI)按多层项目显示在项目树中。
西门子PLC控制直流调速器的方法
直流应用的调速装置 Sinamics DC Master (DCM),进一步完善了其传动产品系列。将西门子plc控制这款调速装置能够利用 Sinamics 系列产品的各种功能与工具,如 SIZER 和 STARTER。该款调速装置的额定直流电流范围为 15-3000A,并且其额定电流可通过将多台直流调速装置并联来提高。Sinamics DC Master (DCM)将开环控制、闭环控制和电源装置集成在一台设备中,不仅结构极为紧凑,而且节省了大量的空间。 直流技术的应用非常广泛,尤其适用于主机驱动装置。直流技术具有良好的转速和转矩控制特性,转速控制范围较宽,其高旋转精度特别适用于低转速的驱动装置。这些技术特性使直流系统非常适用于驱动装置。西门子传动产品系列现在拥有了适用于直流应用的调速装置,这意味着用户可以拓展 Sinamics 产品系列的功能。新型调速装置的组态与调试是通过标准 Sinamics 工具 SIZER 和STARTER,以及AOP30高级操作员界面和BOP20数字操作员面板进行。用户无需太大支出即可以通过Profibus和Profinet接口以及通过西门子plc的模拟量和数字量接口将Sinamics DCM集成到现有以及新的自动化解决方案中。 Sinamics DC Master (DCM)是一个可扩展的调速装置,既适用于如轧机、拉丝机或挤出机等应用也适用于要求较高的缆车和升降机中的驱动装置。根据相关应用,该调速装置的功能与性能可以进行灵活调整。用户可以使用标准控制单元、高级控制单元或两者的组合来扩展此调速装置的计算性能。根据具体情况,这些设备也可以用于二象限或四象限运行。该款西门子变频器调速装置的额定直流电流范围为 15-3000A,并且其额定电流可通过将多台直流调速装置并联来提高。 Sinamics DC Master (DCM)将开环控制、闭环控制和电源装置组合到一台设备中,结构十分紧凑,节省空间。 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有 10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。 如需进一步了解相PLC表产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城https://www.360docs.net/doc/ec18981409.html,。
西门子S7-300系列PLC的调试方法
S7-300 PLC的应用非常广泛,在设计选型和调试及实际应用中可能会碰到各种各样的问题。下面就让艾驰商城小编对西门子S7-300系列PLC的调试方法来一一为大家做介绍吧。 (1)常规检查。在通电之前要耐心细致地作一系列的常规检查(包括接线检查、绝缘检查、接地电阻检查、保险检查等),避免损坏PLC模块(用STEP7的诊断程序对所有模块进行检查)。 (2)系统调试。系统调试可按离线调试与在线调试两阶段进行。其中离线调试主要是对程序的编制工作进行检查和调试,采用STEP7能对用户编制程序进行自动诊断处理,用户也可通过各种逻辑关系判断编制程序的正误。而在线调试是一个综合调试过程,包括程序本身、外围线路、外围设备以及所控设备等的调试。在线调试过程中,系统在监控状态下运行,可随时发现问题、随时解决问题,从而使系统逐步完善。因此,一般系统所存在的问题基本上可在此过程中得到解决。 在线调试设备开停时,必须先调试空开关的运行情况;如果设备设有运行监视开关,则可把监视开关强制为“1”(正式运行时,撤销强制)。调试单台设备时可针对性地建立该设备的变量表,对该设备及其与该设备相关的变量进行实时监视。这样既可判断逻辑操作是否正确,对模拟量的变化也可一目了然。比如调试电动执行器时,可建立一变量表,对执行器的位置信号、限位信号、过力矩信号及输出命令信号等进行实时监视,便可非常直观地观测执行器的动作情况。 (3)S7-300 PLC模拟量模块可通过变换信号类型卡支持各种类型信号。当改造老生产工艺线时,不可避免地会遇到多类信号。因此,设计时最好不把几种信号接到同一模块;同时必须先组态好模块,再接信号线,检查无误后送电。此外,应避免两线制与四线制信号、电流与电压信号的混接,以免烧坏模块。 (4)一般变送器的负载能力为600Ω,而模拟量输入模块的抗阻各不相同(一般在250Ω以下)。如果回路内设安全栏,必须注意抗阻的匹配;模拟量输出模块的负载能力为600Ω,一般 执行器的负载能力为250Ω;如线路较长,也存在抗阻匹配问题。此外,要加强信号的隔离,特别是要加强与支流调速装置、变频调速装置及设备配套的小型PLC之间的信号隔离,防止相互干扰。 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游
基于西门子PLC的电梯控制系统设计与调试
唐山学院 PLC编程及应用课程设计 题目基于西门子PLC的电梯控制系统设计及调试系 (部) 班级 姓名 学号 指导教师 2016 年 1月 4 日至 1 月 15 日共 2 周 2016年 1 月 13 日
课程设计成绩评定表
目录 引言 (1) 1 概述 (2) 1.1电梯 (2) 1.1.1 电梯的发展 (2) 1.1.2电梯的控制 (3) 1.2 PLC与电梯的结合 (3) 2 设计方案 (5) 2.1方案设计原则 (5) 2.2系统整体设计方案 (5) 3系统硬件设计 (7) 3.1电梯部分 (7) 3.1.1、电梯的主要组成 (7) 3.1.2 电梯的安全保护装置 (7) 3.2 PLC控制部分 (8) 3.2.1、PLC的选型 (8) 3.2.2 PLC的I/O口分配 (9) 3.2.3 PLC电气控制系统主回路电气原理图 (10) 3.2.3四层电梯PLC的实际接线图 (10) 3.2.3 PLC接线图 (11) 4 单元电路设计 (12) 4.1各段程序块功能 (12) 4.2仿真 (19) 参考文献 (22) 附录1 (23) 附录2 (24)
引言 随着城市建设的不断发展,高层建筑不断增多,电梯在国民经济和生活中有着广泛的应用。电梯作为高层建筑中垂直运行的交通工具已与人们的日常生活密不可分。实际上电梯是根据外部呼叫信号以及自身控制规律等运行的,而呼叫是随机的,电梯实际上是一个人机交互式的控制系统,单纯用顺序控制或逻辑控制是不能满足控制要求的,因此,电梯控制系统采用随机逻辑方式控制。目前电梯的控制普遍采用了两种方式,一是采用微机作为信号控制单元,完成电梯信号的采集、运行状态和功能的设定,实现电梯的自动调度和集选运行功能,拖动控制则由变频器来完成;第二种控制方式用可编程控制器(PLC)取代微机实现信号集选控制。从控制方式和性能上来说,这两种方法并没有太大的区别。就目前市场需求而言,随着计算机技术的不断发展,PLC的功能越来越有强大,除了控制点数的不断扩展之外,其运算速度以及对数字量和模拟量处理功能控制功能的不断深入,使得用PLC实现电梯的控制更容易被市场接受,本设计以一台四层电梯为例,深入探讨PLC电梯控制的基本方法,力图实现智能控制,并以最佳节能及最短等候时间为主要控制目标,实现两台电梯的智能控制。
西门子安全PLC 的调试 Commisioning with safety PLC
Commissioning with “safety PLC” and “F-I/O” - Spreader incident on Barge Crane - Internal Document Date: 28 - 03 - 08 Version: 1.0 Author: ing. R. Peeters M.Sc. Pages: 8
Commissioning with safety PLC and F-I/O Scope Due to a commissioning error (on a Barge crane) a safety related incident happened, and a spreader crashed to the ground. The scope of this document is to discuss what went wrong, how this is possible and how we can prevent this from happening again. What Happened During commissioning a VAT table was used to monitor and modify I/O’s and memory bits. The VAT table is shown below. With the VAT table above, the motor brakes and the safety brakes were released unconditionally, by directly modifying the outputs to the relays. After the modification was applied, all brakes were released and the spreader came down. It seems therefore possible to modify outputs directly, even if they are safe outputs of the safety PLC!! Attempts to stop the motion by pushing the emergency stops didn’t have any affect, because the modifications by the VAT table where applied at the end of every cycle. This means that every safety system was bypassed.