国标焊接钢管规格表
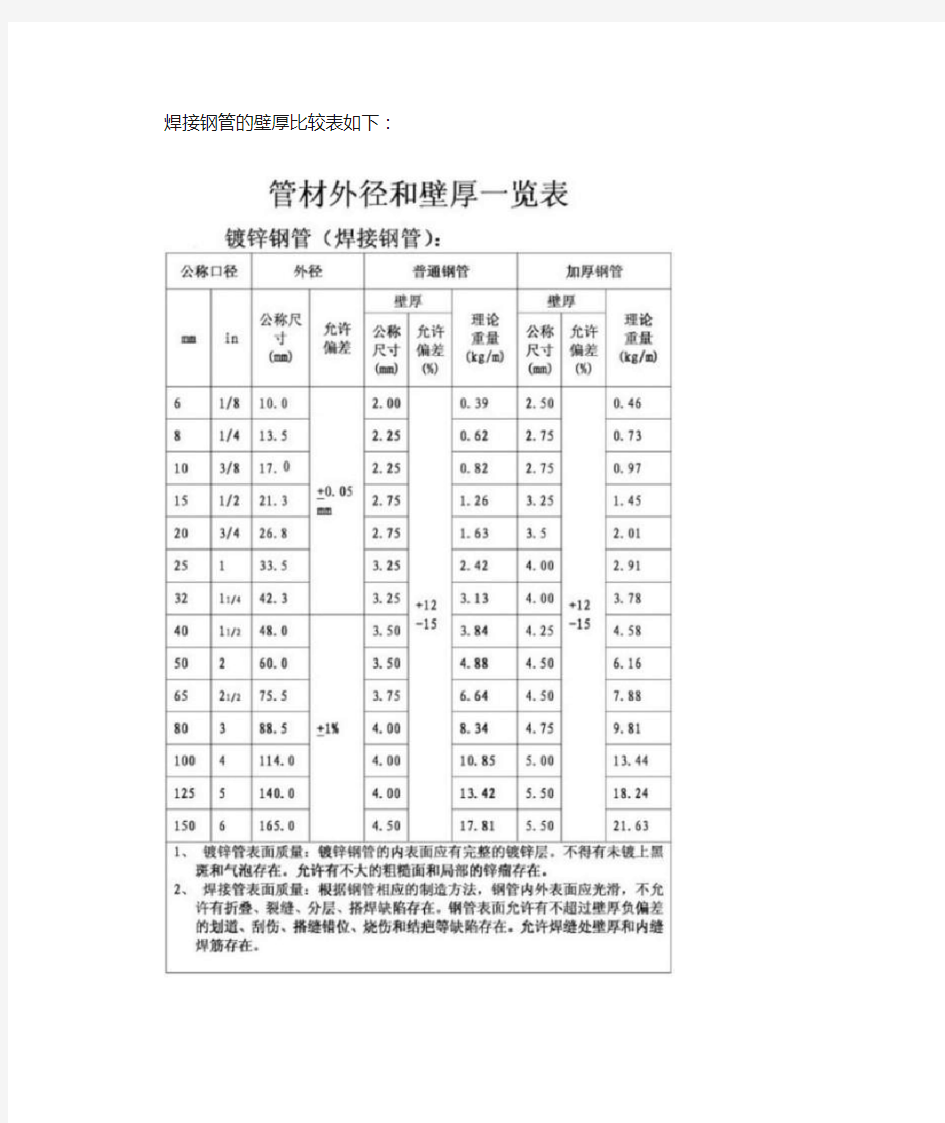
焊接钢管的壁厚比较表如下:
扩展数据:
焊接钢管的焊接技巧
1,前提是打磨
必须在焊接位置磨掉锌涂层,否则会产生气泡,沙孔和虚假焊接。这也会使焊缝变脆和变硬。
2,镀锌钢的焊接特性
镀锌钢通常在低碳钢上镀锌,锌镀层的厚度通常为20um。锌的熔点为419°C,沸点约为908°C。在焊接中,锌熔化成液体并漂浮在熔池表面或焊缝根部。锌在铁中具有很大的固溶性,液态锌会沿晶界深深腐蚀焊缝金属,从而导致低熔点锌的“液态金属脆化”。
同时,锌和铁会形成金属间脆性化合物。这些脆性相降低了焊接金属的可塑性,并在拉伸应力下引起裂纹。如果对角焊缝进行焊接,尤其是T型接头的角焊缝,则很容易产生裂纹。
在镀锌钢的焊接过程中,凹槽表面和边缘上的锌层在电弧热的作用下会氧化,熔化,蒸发甚至挥发出白烟和蒸汽,这很容易造成焊接孔隙。氧化形成的ZnO的熔点高于1800°C。如果焊接过程中的参数过小,则会导致ZnO夹杂熔渣。因为Zn成为脱氧剂。
生成FeO MnO或Feo-mno-sio2低熔点氧化物夹杂物。其次,由于锌的蒸发,会散发出大量的白烟和灰尘,这会刺激并损害人体。因此,必须抛光焊接接头上的锌涂层。
3,焊接过程控制
镀锌钢的焊接前准备与普通低碳钢相同。必须小心处理沟槽尺寸和附近的锌涂层。为了焊透,凹槽尺寸应适当,一般为60?65°,并
应留有一定的间隙,一般为1.5?2.5mm;为了减少锌对焊缝的渗透,可以在焊接前去除凹槽中的锌涂层。
在实际工作中,采用无钝边的集中倒角工艺进行集中控制,两层焊接工艺减少了不完全熔深的可能性。焊条应根据镀锌钢管的基材选择。由于易于操作,J422通常用于低碳钢。
焊接方法:在焊接多层焊接的第一层焊缝时,应设法使锌层熔化并使之蒸发并从焊缝中蒸发掉,这样可以大大减少残留在焊缝中的液态锌。在角焊缝焊接中,锌层应在第一层中尽可能多地熔化,并从焊缝中蒸发掉。
方法是将电极的末端向前移动约5?7mm,然后在熔化锌层后返回到原始位置并继续向前焊接。如果选择短焊渣焊条(例如J427)进行水平和垂直焊接,咬边趋势将非常小。如果采用来回焊条运输技术,可以获得无缺陷的焊接质量。
国标焊管及镀锌管规格重量表
W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 W=*S*(公称外径-S) 镀锌钢管每米重量=壁厚x(外径-壁厚) 镀锌管也是钢材,表面度了一层薄薄得锌,密度cm3 钢管的重量=×π×(外径平方-内径平方)×L×钢铁比重其中:π = L=钢管长度钢铁比重取所以,钢管的重量=××(外径平方-内径平方)×L× * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg) 钢的密度为: cm3 钢材理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其基本公式为: W(重量,kg )=F(断面积mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000 各种钢材理论重量计算公式如下: 名称(单位) 计算公式符号意义计算举例 圆钢盘条(kg/m) W= ×d×d d = 直径mm 直径100 mm 的圆钢,求每m 重量。每m 重量= ×1002= 螺纹钢(kg/m) W= ×d×d d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。每m 重量= ×12 2= 方钢(kg/m) W= ×a ×a a= 边宽mm 边宽20 mm 的方钢,求每m 重量。每m 重量= ×202= 扁钢 (kg/m) W= ×b ×d b= 边宽mm d= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。每m 重量= ×40 ×5=
W= ×s×s s= 对边距离mm 对边距离50 mm 的六角钢,求每m 重量。每m 重量= ×502=17kg 八角钢 (kg/m) W= ×s ×s s= 对边距离mm 对边距离80 mm 的八角钢,求每m 重量。每m 重量= ×802= 等边角钢 (kg/m) = ×[d (2b – d )+ (R2 – 2r 2 )] b= 边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求20 mm ×4mm 等边角钢的每m 重量。从冶金产品目录中查出4mm ×20 mm 等边角钢的R 为,r 为,则每m 重量= ×[4 ×(2 ×20 – 4 )+ ×(– 2 × 2 )]= 不等边角钢 (kg/m) W= ×[d (B+b – d )+ (R2 – 2 r 2 )] B= 长边宽 b= 短边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求30 mm ×20mm ×4mm 不等边角钢的每m 重量。从冶金产品目录中查出30 ×20 ×4 不等边角钢的R 为,r 为,则每m 重量= ×[4 ×(30+20 – 4 )+ ×(– 2 × 2 )]= 槽钢 (kg/m) W= ×[hd+2t (b – d )+ (R2 – r 2 )] h= 高 b= 腿长 d= 腰厚 t= 平均腿厚 R= 内弧半径 r= 端弧半径 求80 mm ×43mm ×5mm 的槽钢的每m 重量。从冶金产品目录中查出该槽钢t 为8 ,R 为8 ,r 为4 ,则每m 重量= ×[80 ×5+2 ×8 ×(43 – 5 )+ ×(82–4 2 )]= 工字钢(kg/m) W= ×[hd+2t (b – d )+ (R2 – r 2 )] h= 高
国标热镀锌钢管规格尺寸理论重量表
国标热镀锌钢管规格尺寸 理论重量表 Lele was written in 2021
镀锌管相关资料 钢管重量计算公式:[(外径-壁厚)*壁厚]*=kg/米(每米的重量) 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 2 1. 064 8 13. 5 10 15
20 25 32 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 50 65 80 100 125 150 镀锌钢管尺寸规格表说明:W=C×[×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管:
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。 冷镀锌管: 冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。 热镀锌钢管:钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 冷镀锌钢管:锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。 镀锌钢管的用途 常说的镀锌管,镀锌管的用途现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金
焊接钢管的标准
焊接钢管的标准 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。 2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。 3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。 4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 5.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经
国标焊接钢管壁厚
国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 焊管(6米定尺) 公称内径英寸米重kg 根重k DN15 1/2 21.3 2.8 2.45 DN20 3/4 26.9 2.8 2.45 1.66 9.96 DN25 1 33.7 3.2 2.8 2.41 14.46 DN32 1.25 42.4 3.5 3.06 3.36 20.16 DN40 1.5 48.3 3.5 3.06 3.87 23.22 DN50 2 60.3 3.8 3.325 5.29 31.74 DN65 2.5 76.1 4.0 3.5 7.11 42.66 DN80 3 88.9 4.0 8.38 50.28 DN100 4 114.3 4.0 10.88 65.28 DN125 5 140 4.5 15.04 90.24 DN150 6 168.3 4.5 18.18 109.0 DN200 8 219.1 6.0(焊管) 31.53 189.1 DN200 8 219.1 6.5(热镀锌) 国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 公称内径英寸 1 2 DN15 1/2 21.3 2.8 2.45 DN20 3/4 26.9 2.8 2.45 DN25 1 33.7 3.2 2.8 DN32 1.25 42.4 3.5 3.06 DN40 1.5 48.3 3.5 3.06 3.0 3.0 DN50 2 60.3 3.8 3.325 3.56 3.0
DN65 2.5 76.1 4.0 3.5 3.1 3.0 DN80 3 88.9 4.0 3.5 3.0 DN100 4 114.3 4.0 DN125 5 140 4.5 DN150 6 168.3 4.5 DN200 8 219.1 6.0(焊管) DN200 8 219.1 6.5(热镀锌) 40X20X0.6--3.0mm 30X20X0.6--2.0mm 20X14X0.5--1.2mm 20X10X0.5--1.2mm 100X40X2.0--3.0mm 90X60X2.0--4.0mm 80X60X1.4--4.0mm 80X50X1.2--3.0mm 80X40X0.9--4.0mm 70X50X1.2--4.0mm 70X30X1.5--3.0mm 60X40X0.8--4.0mm 60X30X0.8--3.0mm 50X40X0.8--3.0mm 50X30X0.7--4.0mm 50X25X0.7--3.0mm 50X20X0.7--1.7mm 40X30X0.7--3.0mm 40X25X0.7--2.5mm
焊接钢管壁厚表
国标焊管及镀锌管规格重量表(按GB/T3091—2001标准执行) 规格外径mm 壁厚mm 最小壁厚mm 焊管(6米定尺)镀锌管(6米定尺) 米重kg 根重kg 米重kg 根重kg 公称内径英寸 DN15 1/2 21.3 2.8 2.45 1.28 7.68 1.357 8.14 DN20 3/4 26.9 2.8 2.45 1.66 9.96 1.76 10.56 DN25 1 33.7 3.2 2.8 2.41 14.46 2.554 15.32 DN32 1.25 42.4 3.5 3.06 3.36 20.16 3.56 21.36 DN40 1.5 48.3 3.5 3.06 3.87 23.22 4.10 24.60 DN50 2 60.3 3.8 3.325 5.29 31.74 5.607 33.64 DN65 2.5 76.1 4.0 3.5 7.11 42.66 7.536 45.21 DN80 3 88.9 4.0 8.38 50.28 8.88 53.28 DN100 4 114.3 4.0 10.88 65.28 11.53 69.18 DN125 5 140 4.5 15.04 90.24 15.942 98.65 DN150 6 168.3 4.5 18.18 109.08 19.27 115.62 DN200 8 219.1 6.0 (焊管) 31.53 189.18 DN200 8 219.1 6.5 (热镀锌)36.12 216.72 镀锌钢管常用规格 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 10.0 2 1.064 1.059 8 13.5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032 32 42.3 5.15 1.039 1.032 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 说明:W=C*[0.02466*(D-S)*S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径
国标钢管规格表
国标钢管规格表 产品类别主要材质执行标准规格范围用途 无缝钢管 10#、20#、35#、45#、16Mn 27SiMn GB8162-99 GB8163-99 GB3087-99 GB5310-95 ST45.8、Ⅲ GB6479-86 GB9948-88 GB5312-99 ∮6-824×2-100 结构管 20、35、45 GB/T8162-1999 ∮6-610×1.5-40 一般结构用流体管 20 GB/T8163-1999 ∮8-610×1.5-40 流体输送低中压锅炉管 20 GB3087-1999 ∮10-426×2-40 低中压锅炉过热用 管、沸水管、机车 大小烟管合金管 Gr5Mo(P5、STFA25、T5、) 15GrMo(P11、P12、STFA22) 13GrMo44 12Gr1MoV P22(10GrMo910) T91、P91、P9、T9 WB36 GB5310-95 GB9948-88 ASTMA335/A335m ASTMA213/A213m DIN17175-79 JISG3467-88 JISG3458-88 ∮16-824×2-100 石油、化工、电力、锅炉行业的耐高温、耐低温、耐腐蚀用无缝钢管石油裂化管 20 12Gr1MoV 15GrMo GB9948-88 ∮10-530×1.5-60 石油炼精厂的炉管、 热交换管、管道用 无缝管 高压锅炉管 20G、SA106c ST45.8/3 GB5310-95 ASTMA106-99 DIN17175-79 ∮16-824×2-65 高压锅炉用耐热无 缝钢管 16Mn低合金管16Mn GB8162 ∮22-630×2-30 液压支柱管 27SiMn GB/T17396-1998 ∮70-377×12-40 液压支架等化肥设备用管 20、16Mn、Q345 GB6479-2000 ∮25-426×6-40 化肥设备、管道
【冶金行业类标准】钢管的分类及标准
钢管的分类及标准 钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。 (1)无缝钢管 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。 a.工艺流程概述 热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 b.无缝钢管,因其用途不同而分为如下若干品种: GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。 GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。 GB5310-1995(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。 GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。 GB1479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo等。 GB9948-1988(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。 GB18248-2000(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。 GB/T17396-1998(液压支柱用热轧无缝钢管)。主要用于制
2021年国标热镀锌钢管规格、尺寸理论重量表
镀锌管相关资料 欧阳光明(2021.03.07) 钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 10.0 2 1.064 1.059 8 13.5 2.75 1.056 1.046 10 17.0 3.50 1.0561.046
15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032 32 42.3 5.15 1.039 1.032 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 镀锌钢管尺寸规格表说明:W=C×[0.02466×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管:
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。 冷镀锌管: 冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。 热镀锌钢管:钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 冷镀锌钢管:锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。 镀锌钢管的用途 常说的镀锌管,镀锌管的用途现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀
国标热镀锌钢管规格、尺寸理论重量表
镀锌管相关资料 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数MM MM MM 普通钢管加厚钢管 6 10.0 2 1. 064 1.059 8 13. 5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032
32 42.3 5.15 1.039 1.032 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 镀锌钢管尺寸规格表说明:W=C×[0.02466×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管: 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
(新)空调专业常用管材的国家标准
空调专业常用管材的国家标准 一、焊接钢管 1. 低压流体输送用焊接钢管,国标编号:GB/T 3092-1993。工程直径6~150mm,使用温度0~200°C,普通管道用于PN≤1.0MPa,加厚管用于PN≤1.6MPa。 2. 低压流体输送用镀锌焊接钢管,国标编号:GB/T 3091-1993。工程直径6~150mm,使用温度0~200°C,普通管道用于PN≤1.0MPa,加厚管用于PN≤1.6MPa。 3. 直缝电焊钢管,国标编号:GB/T 13793-1992。工程直径200~2000mm,使用温度-15~3 00°C,管道压力用于PN≤1.6MPa。 4. 螺旋缝焊接钢管,国标编号:SYS5036~5039-93。工程直径200~2000mm,使用温度-1 5~300°C,管道压力用于PN≤1.6MPa。 5. 流体输送用不锈钢焊接钢管,国标编号:GB 12771-1991。 二、无缝钢管 1. 无缝钢管尺寸、外形、重量及允许偏差,国标编号:GB/T 17395-1998。 2. 结构用无缝钢管,国标编号:GB 8162-1999。工程直径5~6000mm,使用温度-40~475°C,管道压力用于PN≤10MPa。 何谓焊接钢管? 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。 2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。 3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。 4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 5.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
国标无缝钢管规格表
国标无缝钢管规格表 直径厚度管重/米直径厚度管重/米159 4 15.29 820 10 199.75 5 18.99 12 239.1 6 22.64 14 278.26 219 4 21.21 920 8 179.92 5 26.39 9 202.19 6 31.52 10 224.41 7 36.6 12 268.7 8 41.63 14 312.79 273 5 33.04 1020 8 199.65 6 39.51 9 224.38 7 45.92 10 249.07 8 52.28 12 298.29 325 5 39.46 14 347.31 6 47.2 16 396.14 7 54.89 18 444.77 8 62.54 1220 10 298.39 9 70.13 12 357.47 10 77.68 14 416.36 377 6 54.89 16 475.05 7 63.87 1420 12 416.66 8 72.8 14 485.41 9 81.67 16 553.96 10 90.5 1620 12 475.84 426 6 62.14 14 554.46 7 72.33 16 632.87 8 82.46 18 711.1 9 92.55 1820 12 535.02 10 102.59 14 623.5 480 6 70.13 16 711.79 7 81.65 18 799.87 8 93.12 20 887.76 9 104.53 2020 14 692.55 10 115.9 16 790.7 529 7 90.11 18 888.65 8 102.78 20 986.4 9 115.41 22 1083.95 10 127.99 2220 16 869.61 630 8 122.71 18 977.42 9 137.82 22 1192.46 10 152.89 24 1299.68 720 8 140.46 2420 16 948.52 9 157.8 18 1066.2 10 175.09 20 1183.68 820 8 160.19 22 1300.96 9 179.99 24 1418.05
中国焊管执行标准
中国焊管执行标准及概述 2009-12-07 焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分GB/T3091-2001(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取为:Q235A级钢。 GB/T14291-2006(矿用流体输送焊接钢管)。主要用于矿山压风、排水、轴放瓦斯用直缝焊流体输送用大直径电焊钢管)。主要用于输送水、污水、煤气、空气、采暖蒸汽等低压流体和其GB/T12770-2002(机械结构用不锈钢焊接钢管)。主要用于机械、汽车、自行车、家具、宾1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流体输送用不锈钢焊接钢管)。主要用于输送低压腐蚀性介质。代表材质0017Cr17Ni14Mo2等。 另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-以及换热器用焊接钢管(YB4103-2000)。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 焊管种类补充: 1.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中 2.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊 3.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成 钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,天然气的管线。 4.承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成 频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,线的投资。主要用于铺设输送石油、天然气等的管线。 5.一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺 空气和蒸汽等一般低压流体输送用埋弧焊钢管。 6.一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺 缝高频焊钢管。 7.桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋等基础桩 按用途分类 又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。 镀锌钢管:为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08处理。
国标热镀锌钢管规格尺寸理论重量表
国标热镀锌钢管规格、尺寸、理论重量表 英分解释:认为一英寸等于8英分。其实英制单位里没有英分 将1/8英寸叫一分:这其实也源于英分解释 1市分约等于3.33毫米 Inch:英寸,长度单位,1inch=25.4mm 一分=3.33 *1=3.33(一分管约为3.18) 四分=3.33*4=13.33 (四分管约为15) 六分=3.33*6=20 (六分管约为20) 八分=3.33*8=26.6 (一寸管约为25.4)
常用镀锌钢管规格表
常见PVC塑料管规格表 常见pvc塑料管规格表: PVC穿线管 16 20 25 30 40 50 75 90 110 PVC排水管 40 50 75 90 110 160 200 250 315 400 500 PVC给水管 20 25 32 40 50 63 75 90 110 160 200 PVC管(UPVC管)硬聚氯乙烯管,是由聚氯乙烯树脂与稳定剂、润滑剂等配合后用热压法挤压成型,是最早得到开发应用的塑料管材。UPVC管抗腐蚀能力强、易于粘接、 PVC管PVC管的连接方式主要有密封胶圈、粘接和法兰连接3种。管径大于等于100毫米的管道一般采用胶圈接口;管径小于100毫米的管道则一般采用粘接接头,也有的采用活接头。管道在跨越下水道或其他管道时,一般都使用金属管,这时塑料管与金属管采用法兰连接。阀门前后与管道的连接也都是采用法兰连接。 1.当小口径管道采用溶剂粘接时,须将插口处倒小圆角,以形成坡口,并保证断口平整且垂直轴线,这样才能粘接牢固,避免漏水。 2.一般管径大于等于100毫米的PVC管都采用胶圈接口。安装前必须安排人员将管子插口部位倒角,还要检查胶圈质量是否合格。安装时必须将承口、胶圈等擦干净。 3.传统管道安装的管沟开挖只要求能把管道放入管沟和能进行封口即可,在没有松动原有土层时,可不用加压夯实垫层。 4.一般PVC管支管开叉可用三通或立式止水栓开叉。在施工时可加一个马鞍形配件半个二合三通,并用U形螺栓卡紧,这样就加厚了管壁,然后直接在上面钻孔开牙,再用外螺纹塑料件接出。试验表明用这种方法施工后试压验收完全可以达到规范的要求。另外在管内水流产生推力的位置,比如弯头、三通及管端封板处等部位都应设置止推墩以承受水流的推力。 5.PVC管作为一种新型非金属管,用现有金属管道探测设备,不能探测到其具体位置,但若管道埋设施工时在管道上面埋设一条电线就可方便地解决这个问题。 管材包括:PPR管,PVC管,UPVC管,铜管,钢管,纤维管,复合管,镀锌管,软管,异径管,水管。 常用的几种塑料管的特点和主要用途比较 名称特点连接方式主要用途 PVC管具有较好的抗拉、抗压强度,但其柔性不如其他塑料管,耐腐蚀性优良,价格在各类塑料管中最便宜,但低温下较脆粘接、承插胶圈连接、法兰螺纹连接用于住宅生活、工矿业、农业的供排水、灌溉、供气、排气用管、电线导管、雨水管、工业防腐管等 CPVC管耐热性能突出,热变形温度为100℃,耐化学性能优良粘接、法兰螺纹连接热水管PE管重量轻、韧性好,耐低温性能较好,无毒,价格较便宜,抗冲击强度高,但抗压、抗拉强度较低热溶焊接、法兰螺纹连接饮水管、雨水管、气体管道、工业耐腐蚀管道
焊管的尺寸允许偏差
焊管的尺寸允许偏差 2010-12-19 点击数:106次选择视力保护色: 合适字体大小: 大中小 请发给您身边需要的朋友: 1.范围本标准适用于冷轧薄板厂外购热卷原料,中间产品和最终成品的外形、尺寸允许偏差及表面质量要求。 2.原料 2.1原料的尺寸、重量、化学成分和力学性能等技术参数须符合热卷原料采购标准、合同及相关技术协议的要求。 2.2原料热卷外形单侧塔形高度、层间不齐度和卷芯溢出边应符合表1的规定。表1单侧塔形高度、层间不齐度和卷芯溢出边 原料厚度(mm)单侧塔形高度(mm)层间不齐度(mm)卷芯溢出边(mm)≤2.5<40<30≤10圈且高度≤100>2.5<50<35 2.3钢带边部不允许有破边,但允许有轻度窝边,窝边与板面夹角>90°。3中间产品 3.1酸洗产品 3.1.1外观质量钢卷无舌形头尾,单侧塔形高度,层间不齐度和卷芯溢出边应符合表2的规定。表2单侧塔形高度、层间不齐度和卷芯溢出边 钢带厚度(mm)单侧塔形高度(mm)层间不齐度(mm)卷芯溢出边(mm)≤2.5<20<10≤10圈且高度≤50>2.5<30<15
带钢边部不允许有破边,但允许有局部少量的窝边,窝边与板面夹角>90°。 3.1.2表面质量: 酸洗后为银白或灰白色,不得有欠酸洗(尚有残余氧化铁皮)和过酸洗(表面粗糙、凹凸不平或钢带厚度变薄)现象。烘干后不允许有未烘干的漂洗水卷入钢卷。酸洗后48小时之内无锈蚀现象。 3.1.3酸洗后钢卷包装要求周向包装,打包带不少于一道。 3.2冷轧产品 3.2.1冷轧后钢带厚度允许偏差应符合表3的规定。表3厚度允许偏差mm 公称厚度允许偏差 普通精度PT.A高级精度PT.B ≤1200 >1200~1500≤1200 >1200~1500 0.20~ 0.40± 0.04± 0.05± 0.025± 0.035>0.40~ 0.60± 0.05± 0.06± 0.035±
螺旋焊管的执行标准是什么螺旋焊管的执行标准是什么
螺旋焊管的执行标准是什么螺旋焊管的执行标准是什么螺旋管及其规范分类:承压流体保送用螺旋缝埋弧焊钢管 (SY5036-83)主要用于保送石油、自然气的管线;承压流体保送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体保送的螺旋缝高频焊钢管。钢管承压才能强,塑性好,便于焊接和加工成型;普通低压流体保送用螺旋缝埋弧焊钢管 (SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等普通低压流体保送用埋弧焊钢管。 螺旋钢管制造工艺: 螺旋钢管是以带钢卷板为原材料,经常温挤城压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管. (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。湖北螺旋钢管/螺旋钢管厂/螺旋钢管价格 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,
错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。 (9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记 录。 (14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。螺旋管理论重量表及相关参数:
国标热镀锌钢管规格、尺寸理论重量表
镀锌管相关资料
镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数MM MM MM 普通钢管加厚钢管 6 10.0 2 1. 064 1.059 8 13. 5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032 32 42.3 5.15 1.039 1.032 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数MM MM MM 普通钢管加厚钢管 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 镀锌钢管尺寸规格表说明:W=C×[0.02466×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径
S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管: 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。 冷镀锌管: 冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。 热镀锌钢管:钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。
国标焊接钢管规格表
国标焊接钢管规格表
扩展资料: 焊接钢管的焊接技巧 一、前提是要打磨 必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌融化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝最容易产生穿透裂纹。 镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。 产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。 在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。焊条应根据镀锌钢管的基体材
质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝。 其方法是先将焊条端部向前移出约5~7mm左右,当使锌层融化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。