西门子802s-c数控车床操作说明书
西门子802s/c系统
操作篇
锚机连接
(页面较大,图片较多,请耐心等待)SINUMERIK 802S/C base line 操作面板
NC 键盘区(左侧):
机床控制面板区域(右侧):
1.1屏幕划分
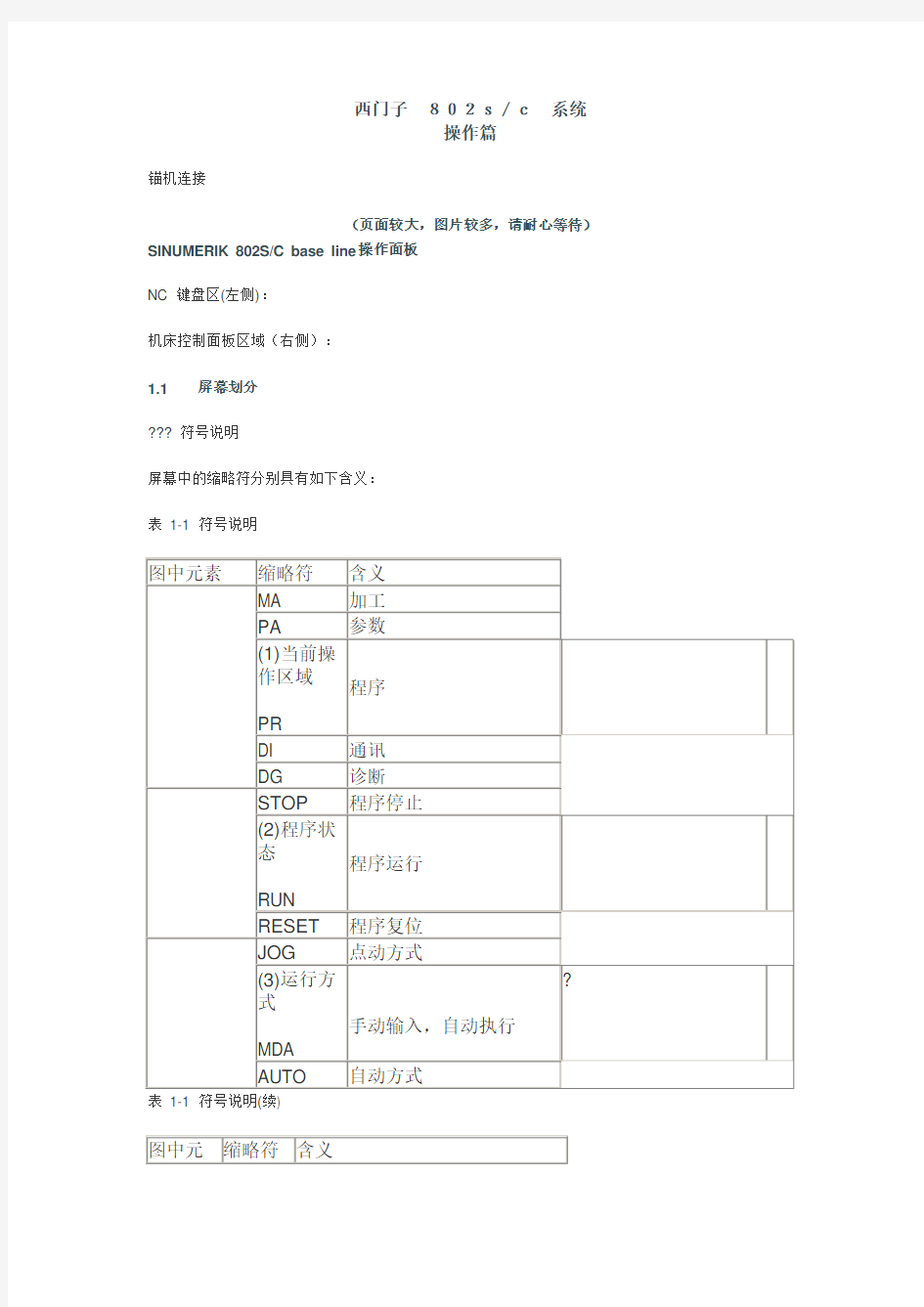
??? 符号说明
屏幕中的缩略符分别具有如下含义:
表1-1 符号说明
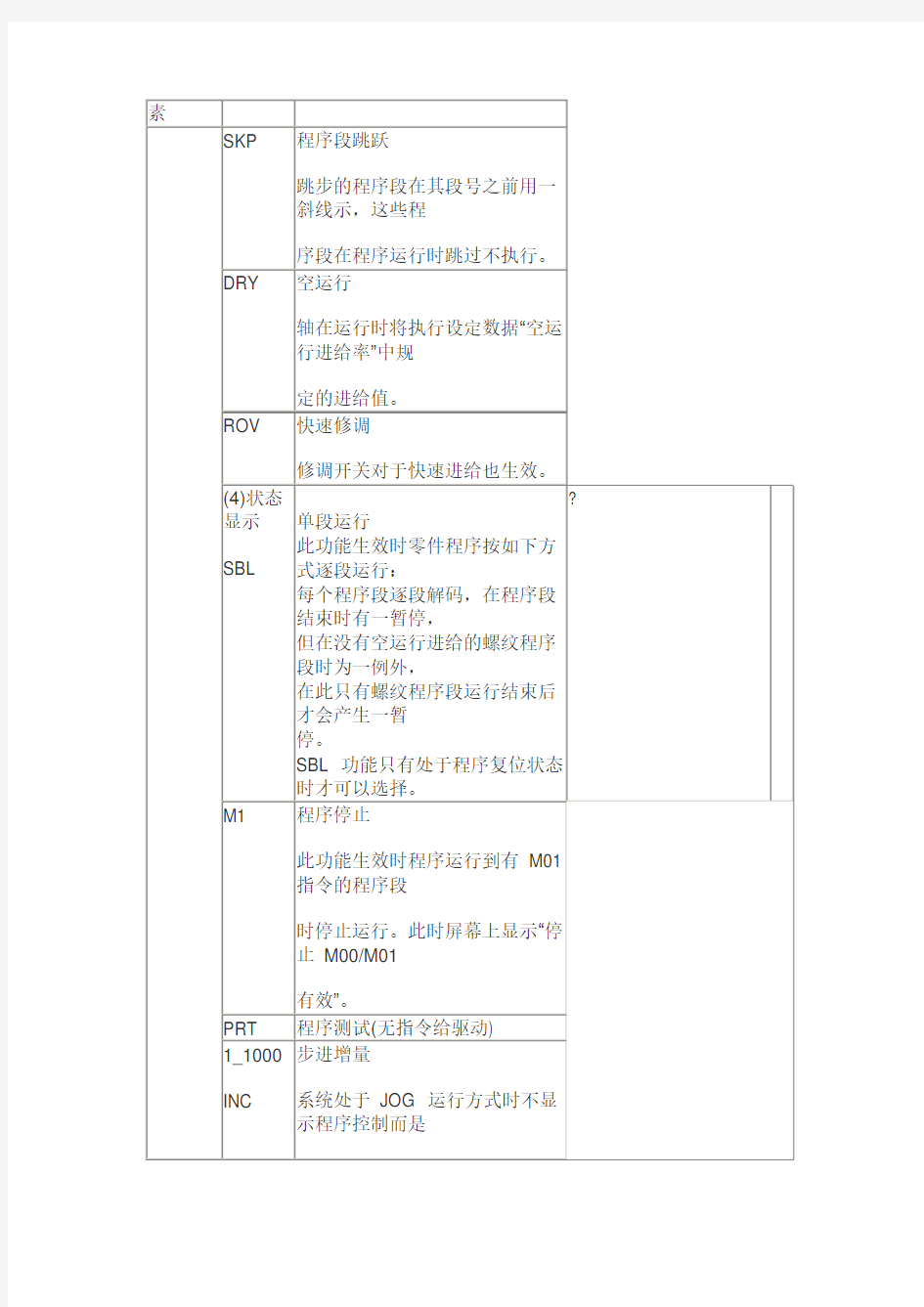
表1-1 符号说明(续)
开机和回参考点 2
操作步骤
第一步,接通CNC 和机床电源。系统引导以后进入“加工”操作区JOG 运行方式。
出现“回参考点”窗口。
3 参数设定
在CNC 进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具补偿参数
输入/修改零点偏置
输入设定数据
3.1
输入刀具参数及刀具补偿参数—“参数”操作区
功能
刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
参见章节8.6“刀具和刀具补偿”。
参数设定
软键
选择接下去渐低的或渐高的刀沿号
选择接下去渐低的或渐高的刀具号
计算刀具长度补偿值
用“扩展键”扩展软键功能
所有的刀具补偿值复位为零
建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。在内存中最多可以建立30 个刀沿
删除一个刀具所有刀沿的刀补参数
建立一个新刀具的刀具补偿参数。注意:最多可以建立15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。输入待搜索的刀具号,按“确认键”
开始搜索。刀具寻找到后打开刀具补偿窗口。
3.1.2刀具补偿参数
刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同
3.1。3对刀确定刀具补偿值
功能利用此功能可以计算刀具T 未知的几何长度
前提条件换入该刀具。在JOG 方式下移动该刀具,使刀尖到达一个已知坐标值的机床位
置,这可能是一个已知位置的工件。其坐标值可以分为两个部分:可存储的零点偏置和偏移值(Offset)
过程偏移值登记到“偏移值”区域。选择相应的零点偏置(比如:G54),没有零点偏
置时选择G500。每次必须对所选择的坐标轴分别进行登记(参见图3-6)。
注意:坐标轴长度 1 或 2 的确定取决于刀具类型(车刀,钻头)。
使用车刀时X 轴的偏移值是直径值!